


Schnelle Spezifikationen auf einen Blick
- Materialtypen: Verchromtes Messing/Kupfer/Stahl, legierter Cr-Mo-Stahl (ASTM A³³³5)
- Gemeinsame Noten: P5, P9, P11, P22, P91, P92
- Größenbereich: NPS 1/8 „626“(Cr-Mo); 1/2 (verchromt)
- Ma× Service Temp: Bis zu 620°C (1150°F) für P92
- Schlüsselstandards: ASTM A335, ASTM B650, AWS D10,8
Chromrohr steht an der Spitze zweier sehr unterschiedlicher Bereiche: als dekorativer Abschluss nahegelegener Wasserversorgungsleitungen in häuslicher Umgebung oder in der Stromerzeugungs- und Petrochemieindustrie, wo ein Rohr aus Chrom-Molybdän-Legierung tagelang heiß bleiben kann, ohne zu erweichen, wenn nicht Wochen. Hier ist ein Leitfaden für beide Welten; dekorative verchromte Rohre zusammen mit industriellen Cr-Mo-Legierungsrohren, e.F.T.Plaining-Qualitäten, Spezifikationen, Schweißpraktiken und ein einfacher Entscheidungsprozess, um Chromrohre an die Betriebstemperaturen anzupassen.
Was ist Chrome Pipe? Definition und gängige Typen
Chromrohr ist das allgemeine Wort für jedes Rohrprodukt, bei dem Chrom eine herausragende Rolle spielt - entweder als Oberflächenbeschichtungsmaterial, um Korrosionsbeständigkeit und optische Attraktivität zu gewährleisten, oder als wichtiges Legierungselement innerhalb des Stahlmaterials, um eine hohe Temperaturfestigkeit zu erzielen. Der Begriff kann auf verchromte Messing- oder Kupferrohre angewendet werden, die in Sanitäranlagen verwendet werden, auf Stahlrohre aus Chrom-Molybdän-Legierung, die nach ASTM A335 hergestellt werden, oder auf verchromte eSTR-Abgasrohre, die für den Einsatz in Fahrzeugen entwickelt wurden.
| Typ | Basismaterial | Typische Verwendung | Max Temp | Kostenstufe |
|---|---|---|---|---|
| Verchromt | Messing, Kupfer, Stahl | Sanitär, dekorativ | ~150°C | $ |
| Chrom-Molylegierung | Cr-Mo-Stahl (ASTM A335) | Kraftwerke, Raffinerien, Kessel | Bis zu 620°C | $$–$$$ |
| Chromauspuff | Verchromter Stahl | Fahrzeugabgasstapel | ~500°C | $$ |
Was ist ein Chromrohr?
Ein Chromrohr ist ein hohler Metallring, der Chrom entweder für die Oberflächenanwendung oder die interne metallurgische Leistung verwendet. Plattierte Rohre, bei denen eine Chromschicht galvanisch auf einen Messing-, Kupfer- oder Weichstahlsockel abgeschieden wird, werden in einer Verchromung geliefert, bei der eine helle, reflektierende Oberfläche und bis zu einem gewissen Grad Korrosionsbeständigkeit für übliche Sanitäranwendungen in Badezimmern und Küchen sichtbar sind für kostengünstigere Durchläufe oder die schützendere Keramik für Hochtemperaturanwendungen. 2Cr-Mo-Legierungsrohrlegierungen wie das Cr-Mo-Rohr konzentrieren das Element im Inneren der Stahlmatrix im Gegensatz zu plattierten Oberflächen. Wenn Chrom und Molypdenum in der Stahlmatrix gelöst sind, bildet dies eine glatte Legierung, die die mechanischen Eigenschaften einer Legierung, die ihre Legierung, die ihre glatten Eigenschaften bei einer Legierung aufweist.
Einer der häufigsten Verwirrungspunkte für Erstkäufer: Das glänzende Rohr im Baumarkt und das mattgraue Rohr in einem Kraftwerk werden beide “Chromrohr”genannt, haben aber praktisch nichts gemeinsam. „Dekoratives verchromtes Rohr kostet ein paar Dollar pro Fuß. Ein 12 „NPS P91 Chrommolyrohr kann ein paar hundert Dollar pro Fuß kosten und erfordert manuelle Schweißverfahren, deren Planung Wochen dauert.
Besuchen Sie unsere gesamte Auswahl an Chromrohrprodukten für Details und Verfügbarkeit.
Verchromtes Rohr vs. Chrom-Molylegierungsrohr

Die Chrome-Verwirrung“Phrasenoberflächen in technischen Foren, Beschaffungsabteilungen und sogar Ingenieurbüros, häufiger als man erwarten würde.”Jemand fordert „Chromrohr” für eine Bestellung an, und der Lieferant versendet hell poliertes Sanitärrohr anstelle des für einen Überhitzer benötigten Cr-Mo-Legierungsstahls. Oder umgekehrt: Ein Klempner erhält eine Schachtel mattgraues P11-Rohr, obwohl er nur eine dekorative Versorgungsleitung für einen Badezimmerwaschtisch benötigte. Wenn Sie die Unterscheidung zwischen diesen beiden Kategorien verstehen, werden kostspielige Bestellfehler und in industriellen Umgebungen potenziell gefährliche Materialersatzprodukte verhindert.
| Eigentum | Verchromt | Chrommoly (P11) | Chrommoly (P91) |
|---|---|---|---|
| Oberflächenhärte | 66 –72 HRC | 22 25 HRC (Basis) | 25 –30 HRC (Basis) |
| Maximale Service-Temp | ~150°C (300°F) | 510°C (950°F) | 593°C (1100°F) |
| Korrosionsmethode | Sperrschicht | Oxidskala | Oxidskala + Cr-Gehalt |
| Typische Anwendung | Sanitärarmaturen | Dampfleitungen, Kessel | Überkritische Kraftwerke |
| ASTM-Norm | B650 (Beschichtung) | A335 Klasse P11 | A335 Klasse P91 |
Die hier angegebenen Oberflächenhärtezahlen erzählen eine ganz andere Geschichte, würde man Keramik oder verchromtes Rohr in der gleichen Konfiguration wie das Laufrohr verwenden, hätte es eine etwas härtere Oberfläche Die Natur von galvanisch abgeschiedenem Chrom ist eine sehr harte Oberflächenschale, und eine lahme Trägerplatte aus Messing oder Kupfer.
Cr-Mo-Rohre nehmen die Oberflächenhärte und fressen sie, um durch die Wandfestigkeit bei hoher Temperatur zu gewinnen - ein Nebenprodukt, das sich die Verchromung nicht leisten kann.
Es besteht ein hartnäckiger Irrglaube, dass Federn aus Chrom-Moly leichter sind als Stahl, sind sie nicht Sie haben das gleiche Gewicht wie Stahl.
Cr-Mo legierter Stahl hat nahezu die gleiche Dichte wie reiner Kohlenstoffstahl (etwa 7,85 g/cm).Die mit der Verwendung von Chrom-Moly verbundene Gewichtseinsparung ist der Punkt, an dem die hohe Festigkeit bei der Temperatur ins Spiel kommt, die es dem Ingenieur ermöglicht, eine dünnere Wand und ein insgesamt reduziertes Gewicht des Systems anzugeben Das Material pro Kubikzoll wiegt genauso viel wie Kohlenstoffstahl.
Entdecken Sie, wie viel Chrom drin ist Edelstahl und Grenzen der Korrosionsbeständigkeit und wo die Grenze zwischen Cr-Mo und Edelstahl ist.
Ist Chrom nur Edelstahl?
Nr. Chrom ist eine chemische Element-Atomzahl 24 im Periodensystem - und “Chrom” ist einfach der bekannte Name Edelstahl ist eine Legierung, die mindestens 10,51TP3 T Chrom sowie Eisen, Kohlenstoff und oft Nickel, Mangan und andere Legierungselemente enthält Cr-Mo-Rohr hat 1%-9,5% Chrom in der Legierung, die per Definition nicht als rostfrei gilt Also enthält jeder Edelstahl eines oder mehrere der “Chrom” - Elemente, aber nicht alle Chrom-basierten Stahl qualifiziert sich als rostfrei Das ist wichtig, wenn man die Wahl für Korrosionsbeständigkeit trifft - ein periodischer Edelstahl muss eine passive Heilungs-Chrom-Roll-Roll-Roll-Roll-Roll-Roll noch ein Passiv-Roll-Roll-Rolling-Rolling-Roll-Roll-Roller-Roller-Roller-Roll-Roller-Rolling-Roller-Rolling bilden.
Chrom-Molystahl: Zusammensetzung, Eigenschaften und Qualitätsvergleich
Der Name ist Programm: Chrom-Molybdän-Stahl enthält zwei Hauptlegierungselemente: Chrom (Cr) für Oxidationsbeständigkeit und Molybdän (Mo) für Kriechfestigkeit bei erhöhten Temperaturen Die ASTM A335-Spezifikation deckt warmfertige ferritische Legierungs-Stahlrohre ab, die für den Hochtemperaturbetrieb bestimmt sind, und definiert die Chemie, mechanischen Eigenschaften und Prüfanforderungen für jede Sorte. Die folgende Tabelle ist die Referenz, auf die Sie bei der Angabe des Cr-Mo-Rohrs wiederholt zurückkommen.
| Grad | Cr% | Mo% | Ertrag (ksi) | Zug (ksi) | Maximale Temperatur °C (°F) | Schlüsselanwendung |
|---|---|---|---|---|---|---|
| P1 | — | 0.44–0.65 | 30 | 55 | 475 (885) | Niedertempdampf |
| P5 | 4.00–6.00 | 0.44–0.65 | 40 | 70 | 595 (1100) | Raffinerieverrohrung |
| P9 | 8.00–10.00 | 0.44–0.65 | 30 | 60 | 595 (1100) | Hochtempige Oxidation |
| P11 | 1.00–1.50 | 0.44–0.65 | 30 | 60 | 510 (950) | Standardkraftwerk |
| P22 | 1.90–2.60 | 0.87–1.13 | 30 | 60 | 565 (1050) | Überhitzerrohre |
| P91 | 8.00–9.50 | 0.85–1.05 | 60 | 85 | 593 (1100) | USC Kraftwerke |
| P92 | 8.50–9.50 | 0.30–0.60 | 64 | 90 | 620 (1150) | USC der nächsten Generation |
Quelle: ASTM A335/A335M-24b
Technische Anmerkung, Grade-Auswahlregel
Übereinstimmungstemperatur zuerst, dann Druck Wenn die Betriebstemp 510 C übersteigt, ist P22 oder höher obligatorisch Über 565 C, P91 oder P92 ist erforderlich P91 erlaubt ungefähr 501TP3 T dünnere Wände als P22 unter äquivalenten thermischen Bedingungen-Ausgleich seiner 2-3 Materialkosten durch reduziertes Gewicht, kleinere Kleiderbügel, und weniger Füllmetall.
Für zukunftsweisende Projekte erwähnenswert: Bei der Überarbeitung von ASTM A335/A335 M (Ausgabe 24 b) vom Oktober 2024 wurden vier neue Güteklassen hinzugefügt - P93, P115, P128 und P921. Diese Güteklassen zielen auf ultra-überkritische (A-USC) Kraftwerke der nächsten Generation ab, die über 620 C betrieben werden, was den anhaltenden Vorstoß der Industrie in Richtung höherer Dampfparameter für eine verbesserte thermische Effizienz signalisiert.
Zugehörige Produktspezifikationen finden Sie in unseren Leitfäden auf Legierungsrohrqualitäten, A335 P22 Rohr, und Kesselrohranwendungen.
Chrom-Molyrohr und -Rohre: Größen, Spezifikationen und Standards

ASTM A335 deckt Cr-Mo-Rohre in Größen von NPS 1/8 bis NPS 26 „ab, mit Wandstärkeplanungen von SCH 40 bis XXS (doppelt extra stark). Für strukturelle und motorsportliche Anwendungen werden 4130-Chromoly-Rohre nach ASTM A519 in einer größeren Vielfalt an Außendurchmessern und Wandstärken hergestellt.
| Außendurchmesser (Zoll) | Wand (in) | Gewicht (lb/ft) | ASTM |
|---|---|---|---|
| 0.500 | 0.049 | 0.236 | A519 |
| 0.750 | 0.058 | 0.429 | A519 |
| 1.000 | 0.065 | 0.650 | A519 |
| 1.000 | 0.120 | 1.128 | A519 |
| 1.500 | 0.065 | 0.998 | A519 |
| 1.625 | 0.083 | 1.368 | A519 |
| 2.000 | 0.120 | 2.413 | A519 |
Quelle: AED Metals, Chassis Shop-Kataloge
Toleranzdaten gemäß ASTM A335: Außendurchmesser Toleranz beträgt 11TP3 T für Größen über NPS 2. Wanddicken-Toleranzen sind +201TP3 T / -12,51TP3 T, was Standard für die Herstellung von warmfertigen Rohren ist und die inhärente Variation im Piercing - und Walzprozess erklärt.
Pro-Tipp
Geben Sie bei der Bestellung von 4130 Chromoly-Rohren immer an, ob Sie warmbearbeitet (ASTM A519) oder DOM (über Dorn gezogen) benötigen DOM bietet engere Toleranzen und eine bessere Oberflächenbeschaffenheit zu geringeren Kosten, aber für Hochdruckdienste über 1.500 psi ist ein warmbearbeitetes Rohr erforderlich.
Ein häufiger Bestellfehler, der Zeit und Geld verschwendet: allein die Angabe der Wandstärke nach Zeitplannummer Cr-Mo-Rohrpläne unterscheiden sich von Kohlenstoffstahl - ein “Schedule 40” P11-Rohr hat eine andere Wand als Schedule 40 A106 Kohlenstoffstahl in Größen über NPS 8. Beziehen Sie immer die tatsächliche Mindestwandstärke in Ihre Bestellung ein, nicht nur die Zeitplanbezeichnung.
Weitere Informationen zu Herstellungsmethoden finden Sie im Rohrherstellungsprozess und die wichtige Rohr-zu-Rohr-Unterschiede Das wird Ihre Spezifikation beeinflussen.
Hartverchromung für Rohre: Prozess, Dicke und Leistung

Hartverchromung ist ein Galvanisierungsprozess, bei dem eine Chromschicht auf einem Metallsubstrat abgeschieden wird. Während dekoratives Chrom dekorativer ist, ist die industrielle Hartchromablagerung aufgrund ihrer ultraglatten, ultraharten Oberfläche mit geringer Reibungskoeffektivität und überlegener Verschleißfestigkeit spezifiziert. Mehrere Anwendungen in industriellen Rohrleitungssystemen sind eine erhöhte Handhabungsfähigkeit für Schleifschlämme, stark hin- und hergehende Dichtungsringe und Fensterrahmen sowie natürlich chemische Korrosionsbeständigkeit.
| Beschichtungstyp | Dicke | Härte | Standard | Anwendung |
|---|---|---|---|---|
| Dekorativ | 0,25 – 5 Um | 40 – 45 HRC | AMS2460 | Sanitärarmaturen |
| Dünn Dichte | 5 – 15 Um | 70 –72 HRC | MIL-STD-1501 | Präzisionskomponenten |
| Hartchrom (Industrie) | 20 – 127 um | 66 – 72 HRC (850 – 1050 HV) | ASTM B650, AMS2406 | Hydraulikzylinder, Rohr-ID |
| Schwerer Aufbau | Bis zu 635 um | 65 – 70 HRC | Anwendungsspezifisch | Getragene Teilerestaurierung |
Quelle: US-Chrom, HCS-Beschichtung, Elektrobeschichtungen
ages Vorteile
- 2 –10 ̄NF tragen Lebensdauerverlängerung über unverplatteten Oberflächen
- Effektive Korrosionsbarriere in milden bis mittelschweren Umgebungen
- Nichtmagnetische Oberfläche, geeignet für Instrumentierungsanwendungen
- Platten auf mehreren Substraten, einschließlich Stahl, Kupfer und Aluminium
️ Einschränkungen
- Erhöht nicht die Festigkeit des Grundmetalls
- Kann unter zyklischer Belastung Mikrorisse entwickeln
- Umweltvorschriften für sechswertiges Chrom (EPA, REACH)
- Nicht für Dauerbetrieb über 350°C geeignet
Wann Hard Chrome anzugeben ist: Wenn Ihr Rohr Schleifschlämme trägt oder mit hin - und hergehenden Dichtungen arbeitet, liefert die Hartverchromung mit 5075 µm das beste Kosten-Lebens-Verhältnis Unterhalb von 20 µm erreicht die Chromschicht nie die volle Härte, da die Plattierungsdicke für eine vollständige Entwicklung der säulenförmigen Kornstruktur nicht ausreicht, oberhalb von 127 m steigen die Mahlkosten und das Risiko eines Haftungsausfalls steigt.
Chromrohrbeschläge: Arten, Materialien und Verbindungsmethoden

Die Armaturen für das Chromrohr befinden sich auf völlig unterschiedlichen Lieferketten, von den industriellen Cr-Mo-Rohren und Armaturen, die in Systemen mit erhöhter Temperatur verwendet werden, bis hin zu den verchromten Sanitärarmaturen und - vorrichtungen. Wenn diese nicht nur irritierend, sondern auch irritierend waren, wurde die Messung der Sicherheit beeinträchtigt.
Cr-M Industrial Fittings, ASTo-Gleisreferenz
| Rohr (A335) | BW-Anschlüsse (A234) | Geschmiedet (A182) | Gussventil (A217) |
|---|---|---|---|
| P11 | WP11 | F11 | WC6 |
| P22 | WP22 | F22 | WC9 |
| P91 | WP91 | F91 | C12A |
Quelle: Projektmaterialien
Diese Querverweisführung ist für den Kauf von wesentlicher Bedeutung; Ihr P22-Rohr erfordert A234 WP22-Stumpfschweißbögen, -abschläge, -reduzierer, Ihre Buchsenschweiß- und Gewindebeschläge sind A182 F22 und Ihre Absperrschieber A217 WC9. Eine selbst innerhalb derselben Cr-Mo-Familie nicht übereinstimmende Steigung führt zu einer metallurgischen Nichtübereinstimmung an der Schweißverbindung mit unvorhersehbaren Folgen.
Verchromte Zierbeschläge
Siehe unten durchgängig, für alle Wasserversorgungs-Leitungen, die de facto verchromtes Messing sind Wir sehen die Einwahlkupplung, die Kompressionshülsen und Gewindeverbindungen verwendet - zu verwenden für Größen von 1/2 bis 2. Es sind keine Schweißverbindungen vorhanden, und die Armaturen sind nur für kaltes Wasser und für den Betrieb mit nicht mehr als 80 psi und 100 C spezifiziert.
️ Warnung vor materieller Nichtübereinstimmung
Verwenden Sie die verchromten Messing-Leitbeschläge nicht unter Umständen als schweißbare Komponente in Cr-Mo-Rohrleitungssystemen mit erhöhter Temperatur. Plattiertes Messing, das eine maximale Betriebstemperatur von etwa 900 C bietet, kann die Cr-Mo-Dienstumgebung nicht aufrechterhalten Stellen Sie sicher, dass Sie die richtige Passform für die verwendete Rohrsorte haben, und beziehen Sie sich dabei auf die Querverweisliste oben.
Andere Verbindungstypen finden Sie, indem Sie unsere Literatur untersuchen Stahlbogenbeschläge, A234 WPB Ellenbogenreferenzen und Stoßnahtbeschläge.
Schweißen Chrom-Molyrohr: Vorwärmen, Füllmetalle und PWHT
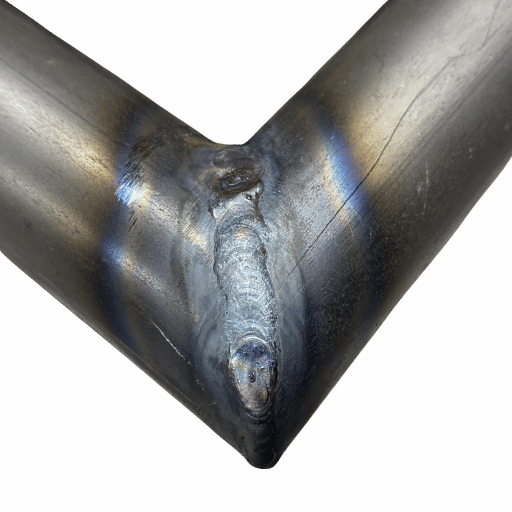
Vorsichtsmaßnahmen für das Schweißen von Chrommoly-Rohren können als ‘scharfes Risiko’ angesehen werden, Tatsache ist jedoch, dass Cr-Mo-Stähle lufthärtend sind Folglich ist die Schweißzeit einer Person in allen Fällen nicht ausreichend, um eine eventuell erforderliche Nachwärmebehandlung zu verhindern Dies liegt daran, dass jede Temperatur im Interpassbereich von 250- 300 C möglicherweise eine spröde martensitische Umwandlung in der HAZ hervorrufen kann, die letztendlich zu Wasserstoffrissen im Betrieb führt.
Anforderungen an die Vorwärmtemperatur
| Grad | Min. Vorwärmen °C (°F) | Interpass Max | Kritische Regel |
|---|---|---|---|
| P1/P2 | 100 (200) | — | Geringe Härtefähigkeit |
| P5/P9 | 200 (400) | — | Höherer Cr-Gehalt |
| P11 | 150–200 (300–400) | — | Standardkraftwerk |
| P22 | 200–250 (400–480) | — | Höheres Mo |
| P91 | 200–300 (400–570) | 300°C (570°F) | Kühlen Sie NIEMALS unter 200°C vor PWHT ab |
Quelle: AWS D10.8, ASME B31.1
Besondere Anmerkung wird dem P91-Interpassmaximum von 300 C gegeben Da P91 eine Legierung ist, die empfindlich auf die sehr hohen Heiz - und Abkühlgeschwindigkeiten reagiert, lassen Sie es vor PWHT auf eine Temperatur nahe der Martensit-Finish (>100 C) abkühlen, lassen Sie es nicht bei Umgebungstemperatur im geschweißten Zustand, da dies die temporäre Martensitphase in der P91-Schweißung zwischen etwa 50-150 C hinterlässt, wo es zu einer Wasserstoffverschlechterung kommen kann.
Auswahl des Füllmetalls
| Rohrqualität | SMAW-Elektrode | GTAW-Draht | Ca. Zugfest (psi) |
|---|---|---|---|
| P11 | E8018-B2 | ER80S-B2 | 90,000–98,000 |
| P22 | E9018-B3 | ER90S-B3 | 105,000–110,000 |
| P91 | E9015-B9 | ER90S-B9 | ~126,000 |
Quelle: Hobart Brothers
Der Füllstoff muss auf die Grundmetallsorte abgestimmt sein. Der Einsatz eines Füllstoffs aus niedrigerer Legierung (z. B. B2-Füllstoff im P22-Rohr) hinterlässt eine Schweißablagerung ohne Kriechfestigkeit für das darunter liegende Grundmetall. Die Verbindung wird dann zum leistungsschwächsten Element des Systems - genau der Fehlermodus, den PWHT und passende Füllstoffe beseitigen sollen.
PWHT für P91: Der 4-Phasen-Prozess
Technische Anmerkung P91 PWHT-Verfahren
- Phase 1: Erhitzen auf 315 C (600 F) mit kontrollierter Geschwindigkeit
- Phase 2: Anstieg bei max 330 C/h (600 F/h), um die Temperatur einzuweichen
- Phase 3: Mindestens 2 Stunden bei 76014 C (140025 F) einweichen
- Phase 4: Luftkühlung auf Umgebungstemperatur bei max 220 C/h (400 F/h) bis 315 C und dann Luftkühlung auf Umgebungstemperatur
Der Einweichtemp-Bereich für P91 ist sehr schmal-nur 14 C. Gehen über 775 C kann Delta-Ferrit bilden und irreparabel töten die Kriechlebensdauer Fallen unter 745 C führt dazu, dass nie vollständig temperiert werden, die Schweißnaht spröde Vor jedem Wärmezyklus, Thermoelement-Standort, Deckenabdeckung, und Regler Kalibrierung muss bestätigt werden.
“P91 ist unversöhnlich, wenn die Wärmebehandlung nach dem Schweißen nicht korrekt ausgeführt wird. Im geschweißten Zustand liegt die Härte Mitte der 40er Jahre HRC mit Charpy-Schlagwerten von lediglich 3 Fuß-Pfund. Richtiges PWHT senkt die Härte in die niedrigen 20er Jahre und erhöht Charpy auf irgendwo zwischen 40 Fuß-Pfund und 70 Fuß-Pfund. Diese Umwandlung steht nicht zur Debatte.”
W.F. Newell Jr., Vorsitzender des AWS D10-Unterausschusses für Cr-Mo-Rohre
️ Gesundheits- und Sicherheitswarnung
Beim Schweißen von Chrommoly entsteht sechswertiges Chrom (Cr6+), das nachweislich krebserregend ist. OSHA PEL beträgt 5 g/m. Tragen Sie immer Atemschutzmasken mit zugeführter Luft oder P100 und stellen Sie sicher, dass die Heißarbeit unter gut belüfteten Bedingungen durchgeführt wird. Dies gilt für alle Cr-Mo-Qualitäten, wobei höhere Chromqualitäten (P9, P91) zu mehr Cr6+ führen.
Kann Chromrohr gebogen werden?
Ja-aber mit großen Qualifikationen auf der Grundlage der Güteklasse Kaltbiegen von Chrommolyrohr erfordert einen Mindestbiegeradius von 5 OD für P11 und P22 und Spannungsarm nach der Biegung P91 hat eine viel strengere Führungslinie: Es muss formgehärtet > 1040C sein und dann neu normalisiert und temperiert werden, um die gewünschte Mikrostruktur wiederherzustellen Dünnwandige 4130 Chromolyschläuche (beliebt in Rollenkäfigen und Fahrgestellherstellung) können mit einem Dornbieger bei einem Mindestradius von 3 OD kaltgeformt werden, aber die Wandverdünnung auf den Extrados sollte berechnet werden, bevor fortgefahren wird.
Veteranen der Branche haben einige weise Faustregeln, die von Interesse sein können Führen Sie nicht mit offener Flamme auf dünnwandigen Chrom-Fackel-Hitzeoxiden das Ausgangsmaterial und hinterlässt spröde Stellen Wenn Sie Chrom-Moly-Verbindungen vor Ort spannungsfrei machen, bedecken Sie die Schweißnaht mit K-Wolle, fädeln Sie sie in einen Verbindungsdraht ein und erhitzen Sie sie und halten Sie sie heiß, um sicherzustellen, dass die Temperatur während der Abkühlphase aufrechterhalten wird. Und spülen Sie sie beim WIG-Schweißen mit Argon zurück, um eine interne Oxidation zu verhindern, die eine zuckerhaltige Wurzelperle und ein Spannungsaufsteher im Betrieb erzeugt.
So wählen Sie das richtige Chrome-Rohr aus: Ein praktisches Auswahl-Framework

Zwischen der großen Auswahl an Qualitäten, Plattierungen und Standards kann es entmutigend sein, das richtige Chromrohr auszuwählen. Der folgende 3-Fragen-Ansatz übertrifft die Stoppuhr und bringt Sie in weniger als einer Minute zur richtigen Spezifikation.
Die 3-Fragen-Auswahlmethode
Frage 1: Wie hoch ist Ihre Betriebstemperatur?
- Unter 150°C → Verchromtes Rohr (dekorativ/in Sanitär)
- 150 –510°C → Cr-Mo P11 oder P12
- 510 565°C → Cr-Mo P22
- Über 565°C → Cr-Mo P91 oder P92
Frage 2: Wie hoch ist Ihr Konstruktionsdruck?
- Unter 1.500 psi → Standardwand (SCH 40 – 80)
- Mehr als 1500 psi schwere Wand (SCH 120-XXS) oder konsultieren Sie einen Rohrleitungsingenieur
Frage 3: Wie sieht die Serviceumgebung aus?
- Wasserstoffservice Konsultieren Sie API RP 941 Nelson-Kurven für die richtige Cr-Mo-Qualität
- Sulfidierung Höhere Cr-Qualitäten (P5, P9) für verbesserte Sullfid-Korrosion
- Nur Oxidation → Übereinstimmungstemperatur pro Frage 1
Preiskontext: Materialkosten variieren erheblich nach Sorte Als grober Maßstab Anfang 2026: P11-Rohr läuft typischerweise zu 1 ̄NV-Basispreis, P22 zu 1,21,5 ̄NV-Basis und P91 zu 23 (23 ΜM-Basis) Die dünneren Wände von P91 gleichen jedoch einen Großteil dieser Prämie durch reduziertes Gesamtgewicht, kleinere Rohrträger, und geringeren Füllmetallverbrauch beim Schweißen aus Auf der Basis der Gesamtinstallationskosten verringert sich der Abstand zwischen P22 und P91 bei Anwendungen mit großem Durchmesser erheblich.
Bereit zu bestellen? Sehen Sie sich unsere Lagerliste für Chromrohre an, um die Verfügbarkeit und Durchlaufzeiten für alle ASTM A335-Qualitäten zu überprüfen.
Ausblick auf den Chrome-Rohrmarkt: Was sich im Jahr 2025 ändert - 2026
Schlüsselmarktstatistik
$6.58B
Globaler Cr-Mo-Rohrmarkt (2025)
9% CAGR
Voraussichtliches Wachstum bis 2033
1,2 M MT
Jährliche globale Cr-Mo-Rohrexporte
Eine Vielzahl von Faktoren befeuern den Markt für Chrom-Moly-Rohre in den Jahren 2025-2026: Der Ausbau der Energieinfrastruktur in Asien und im Nahen Osten treibt die Nachfrage nach P11- und P22-Rohren an, die in konventionellen Kraftwerken verwendet werden. LNG-Terminalprojekte - insbesondere in den USA, Katar und Australien - installieren Cr-Mo-Rohre in Hochtemperaturregionen von Verflüssigungszügen. Und der Antrieb zu ultra-superkritischen (USC) und fortschrittlichen USC-Kohlekraftwerken hält große P91- und P92-Anforderungen aufrecht.
Ein weiterer weniger bekannter, aber immer dringlicher werdender Faktor ist die Wiederbelebung der Kernenergie Kleinere modulare Reaktoren (SMRs) und Reaktortypen der Generation IV benötigen Cr-Mo-Legierungen in ihren Dampferzeugern und Sekundärschleifenrohren Sobald diese Konstruktionen Ende der 2020 er Jahre in den kommerziellen Betrieb eingeführt werden, werden wir eine neue Nachfrage nach Premium-Chrommoly-Rohren sehen.
Auf der Normenseite wurden bei der Überarbeitung von ASTM A335 im Oktober 2024 die Güteklassen P93, P115, P128 und P921 hinzugefügt - alle für Betriebstemperaturen über 620 C hergestellt. Das weist die Industrie und die Lieferanten eindeutig in Richtung höherer Dampfparameter, höherer Wirkungsgrade und eines Bedarfs an höherwertigen Rohrmaterialien zur Handhabung von 650 C plus.
Beratung zur Versorgungsplanung: Wenn Sie Projekte planen, die P91- oder P92-Rohre für die Inbetriebnahme im Jahr 2026 erfordern, sollten Sie erwägen, Lieferverträge vor Q3 2026 abzuschließen. Die Vorlaufzeiten für P91 mit großem Durchmesser (über NPS 12) haben sich in großen Mühlen auf 1624 Wochen verlängert, und Zuteilungsbeschränkungen von Japanische und europäische Produzenten zeigen keine Anzeichen einer kurzfristigen Lockerung.
Häufig gestellte Fragen zu Chrome Pipe
F: Wofür wird Chromrohr verwendet?
Antwort anzeigen
F: Was ist der Unterschied zwischen Chromrohr und Edelstahlrohr?
Antwort anzeigen
F: Welche Temperatur hält Chrommolyrohr aus?
Antwort anzeigen
F: Wie warten Sie verchromte Rohre?
Antwort anzeigen
F: Wofür wird 9-Chrom-Rohr verwendet?
Antwort anzeigen
F: Können Sie Chrommolyschläuche biegen, ohne zu reißen?
Antwort anzeigen
F: Welche ASTM-Standardabdeckungen für Chrom-Moly-Rohre?
Antwort anzeigen
Benötigen Sie Chrome Pipe für Ihr Projekt?
Baling Steel liefert alle Qualitäten von ASTM A335 Chrom-Moly-Rohren, von P5 bis P92, mit den erforderlichen Mühlenprüfbescheinigungen und voller Materialrückverfolgbarkeit.
Über diesen Chrome Pipe Guide
Dieses Dokument wurde von den Spezialisten für technische Inhalte von Baling Steel unter Verwendung von ASTM-Standards, Schweißcode-Referenzen und Datenblättern für Chrom-Molyrohr erstellt. Als Anbieter von Stahlrohren beschäftigen wir uns ständig mit Cr-Mo-Legierungen und haben bestimmte Beschaffungs- und Fertigungsnuggets in diesem Leitfaden gesammelt Alle Daten beziehen sich auf ihre ursprünglichen Standards und diese sollten vor der Verwendung in kritischen Anwendungen mit den neuesten Ausgaben abgeglichen werden.
Referenzen und Quellen
- ASTM A335/A335 M-24 b – Standardspezifikation für Rohr aus ferritischem Legierungsstahl für Hochtemperatur-Service – ASTM International
- AWS D10.8-96 – Empfohlene Praktiken zum Schweißen von Chrom-Molybdän-Stahlrohren und -Rohren – American Welding Society
- Cr-Mo-Legierungsrohr: Der komplette Leitfaden Project Materials.com
- Hobart Brothers Metal Selection Guide für die ITW-Schweißung
- Technischer Leitfaden zur Hartverchromung US Chrome Corporation
- Schweißen P91: Die Regeln verstehen - Der Hersteller, FMA Communications
- Übersicht über den Hartverchromungsprozess (HCS)
- ASTM B650 – Standardspezifikation für elektroabgeschiedene technische Chrombeschichtungen auf Eisensubstraten, ASTM International
Verwandte Artikel
- Die Herstellung grundlegender Stahlrohre
- A53 Stahlrohr verstehen
- Kohlenstoffstahlrohr: Komplette Anleitung
- Geschweißter Stahl: Eigenschaften und Anwendungen

