


Spécifications rapides en un coup d'œil
- Types de matériaux : laiton/cuivre/acier chromé, acier allié Cr-Mo (ASTM A³³5)
- Grades communs : P5, P9, P11, P22, P91, P92
- Gamme de tailles : NPS 1/8″26″(Cr-Mo) ; 1/2″2" (chromé)
- Ma× Service Temp : Jusqu'à 620 °C (1150 °F) pour P92
- Normes clés : ASTM A335, ASTM B650, AWS D10.8
Le tuyau en chrome se dresse à l'aube de deux domaines bien distincts : comme touche finale décorative aux conduites d'approvisionnement en eau à proximité dans un cadre domestique, ou dans l'industrie de production d'électricité et pétrochimique où un tuyau en alliage de chrome-molybdène peut rester chaud sans ramollissement pendant des jours, voire des semaines. Voici un guide de ces deux mondes ; tuyau chromé décoratif ainsi que tuyau industriel en alliage Cr-Mo, des qualités de revêtement, des spécifications, des pratiques de soudage et un processus de prise de décision simple pour faire correspondre le tuyau en chrome aux températures de fonctionnement.
Qu'est-ce que le tuyau chromé ? Définition et types courants
Le tuyau chromé est le mot général désignant tout produit tubulaire dans lequel le chrome figure en bonne place - soit comme matériau de placage de surface pour fournir une résistance à la corrosion et un attrait visuel, soit comme élément d'alliage important dans le matériau en acier pour donner une résistance à haute température. Le terme peut être appliqué aux tuyaux chromés en laiton ou en cuivre utilisés dans la plomberie, les tuyaux en acier allié au chrome-molybdène produits selon la norme ASTM A335 ou les tuyaux chromés d'échappement conçus pour être utilisés dans les véhicules.
| Taper | Matériau de base | Utilisation Typique | Température maximale | Niveau de coût |
|---|---|---|---|---|
| Chromé | Laiton, cuivre, acier | Plomberie, décoratif | ~150°C | $ |
| Alliage de molychrome | Acier Cr-Mo (ASTM A335) | Centrales électriques, raffineries, chaudières | Jusqu'à 620 °C | $$–$$$ |
| Chrome Échappement | Acier chromé | Piles d'échappement des véhicules | ~500°C | $$ |
Qu'est-ce qu'un tuyau chromé ?
Un tuyau en chrome est un anneau métallique creux qui utilise du chrome pour l'application de surface ou pour les performances métallurgiques internes. Les tuyaux plaqués, dans lesquels une couche de chrome est électrodéposée sur une base en laiton, en cuivre ou en acier doux, sont livrés dans un chromage où une surface brillante et réfléchissante et, dans une certaine mesure, une résistance à la corrosion pour les utilisations courantes de plomberie dans les salles de bains et les cuisines est visible pour des essais moins coûteux, ou la céramique plus protectrice pour les applications à haute température. Les alliages de tuyaux en alliage 2 Cr-Mo tels que le tube Cr-Mo concentrent l'élément à l'intérieur de la matrice en acier par opposition aux propriétés mécaniques du chrome et du molybdène dissous dans la matrice en acier, cet alliage forme un alliage qui peut maintenir un alliage mécanique.
L'un des points de confusion les plus courants pour les acheteurs pour la première fois : le tuyau brillant de la quincaillerie et le tuyau gris terne d'une centrale électrique sont tous deux appelés tuyaux de turbine“ mais n'ont pratiquement rien en commun Le tuyau chromé décoratif coûte quelques dollars le pied Un tuyau moly chromé NPS P91 de 12 po peut coûter quelques centaines de dollars le pied et nécessiter des procédures de soudage manuelles qui prennent des semaines à planifier.
Visitez toute notre sélection de produits de tuyaux chromés pour plus de détails et de disponibilité.
Tuyau chromé vs Tuyau en alliage chromé moly

La confusion Chrome[TRADUCTION] ?Surfaces de phrases dans les forums techniques, les services d'approvisionnement et même les bureaux d'ingénierie plus souvent que vous ne pourriez vous y attendre Quelqu'un demande un tuyau d“”chrome” sur un bon de commande, et le fournisseur expédie un tuyau de plomberie brillant et poli au lieu de l'acier allié Cr-Mo nécessaire pour un surchauffeur Ou l'inverse : un plombier reçoit une boîte de tuyau P11 gris mat alors qu'il lui suffisait d'une conduite d'alimentation décorative pour une vanité de salle de bain Comprendre la distinction entre ces deux catégories évite les erreurs de commande coûteuses et, dans les milieux industriels, les substitutions de matériaux potentiellement dangereuses.
| Propriété | Chromé | Moly chromé (P11) | Moly chromé (P91) |
|---|---|---|---|
| Dureté Surface | 667 HRC | 2225 HRC (base) | 2530 HRC (base) |
| Température de service maximale | ~150 °C (300 °F) | 510 °C (950 °F) | 593°C (1100°F) |
| Méthode de corrosion | Couche barrière | Échelle d'oxyde | Échelle d'oxyde + teneur en Cr |
| Application typique | Installations de plomberie | Lignes à vapeur, chaudières | Centrales supercritiques |
| Norme ASTM | B650 (placage) | A335 Grade P11 | A335 Grade P91 |
Les nombres de dureté de surface indiqués ici racontent une histoire très différente Si un tuyau en céramique ou chromé était utilisé dans la même configuration que le tuyau de parcours, il aurait une surface légèrement plus dure. La nature du chrome électrodéposé est une coque à surface très dure et une plaque de support boiteuse en laiton ou en cuivre.
Le tuyau Cr-Mo prend la dureté de surface et la mange afin d'obtenir une résistance de paroi à haute température - un chromage de sous-produit ne peut pas se permettre.
Il existe une idée fausse persistante selon laquelle les ressorts en chrome-moly sont plus légers que l'acier Ils ne le sont pas Ils sont le même poids que l'acier.
L'acier allié Cr-Mo a presque la même densité que l'acier au carbone ordinaire (environ 7,85 g/cm). Les économies de poids associées à l'utilisation du chrome-moly sont l'endroit où la haute résistance à la température entre en jeu, permettant à l'ingénieur de spécifier un paroi plus fine et poids global réduit du système. Le matériau par pouce cube pèse le même poids que l’acier au carbone.
Découvrez la quantité de chrome qu'il y a dedans acier inoxydable et limites de résistance à la corrosion et où se trouve la frontière entre Cr-Mo et l’inox.
Le chrome est-il juste de l'acier inoxydable ?
N° Le chrome est un élément chimique-numéro atomique 24 sur le tableau périodique-et l“”chrome“ est tout simplement son nom familier L'acier inoxydable est un alliage qui contient un minimum de 10.51TP3 T de chrome ainsi que du fer, du carbone et souvent du nickel, du manganèse et d'autres éléments d'alliage Le tuyau Cr-Mo a 11TP3 T-9.51TP3 T de chrome dans l'alliage, qui n'est pas considéré comme inoxydable par définition Donc tout acier inoxydable contient un ou plusieurs des éléments d”“”, mais tous les aciers à base de chrome ne sont pas qualifiés d'inoxident Cr resistance-a inoxide exige toujours un oxyde périodique.
Acier chromé moly : composition, propriétés et comparaison de qualités
Le nom dit tout : l'acier au chrome-molybdène contient deux éléments d'alliage principaux : le chrome (Cr) pour la résistance à l'oxydation et le molybdène (Mo) pour la résistance au fluage à des températures élevées La spécification ASTM A335 couvre les tuyaux en acier-alliage ferritique finis à chaud destinés au service à haute température, et elle définit les exigences en matière de chimie, de propriétés mécaniques et de tests pour chaque qualité Le tableau ci-dessous est la référence sur laquelle vous reviendrez à plusieurs reprises lorsque vous spécifierez le tuyau Cr-Mo.
| Grade | Cr% | Mo% | Rendement (ksi) | Tensile (ksi) | Température maximale °C (°F) | Application clé |
|---|---|---|---|---|---|---|
| P1 | — | 0.44–0.65 | 30 | 55 | 475 (885) | Vapeur à basse température |
| P5 | 4.00–6.00 | 0.44–0.65 | 40 | 70 | 595 (1100) | Tuyauterie de raffinerie |
| P9 | 8.00–10.00 | 0.44–0.65 | 30 | 60 | 595 (1100) | Oxydation à haute température |
| P11 | 1.00–1.50 | 0.44–0.65 | 30 | 60 | 510 (950) | Centrale électrique standard |
| P22 | 1.90–2.60 | 0.87–1.13 | 30 | 60 | 565 (1050) | Tubes de surchauffeur |
| P91 | 8.00–9.50 | 0.85–1.05 | 60 | 85 | 593 (1100) | Centrales électriques USC |
| P92 | 8.50–9.50 | 0.30–0.60 | 64 | 90 | 620 (1150) | USC nouvelle génération |
Source: ASTM A335/A335M-24b
📐 Note d'ingénierie Règle de sélection de qualité
Faites correspondre la température d'abord, puis la pression Si la température de service dépasse 510 C, P22 ou plus est obligatoire Au-dessus de 565 C, P91 ou P92 est requis Le P91 permet environ 501TP3 T parois plus minces que le P22 dans des conditions thermiques équivalentes-décalant son coût de 2-3 matériaux par le poids réduit, des cintres plus petits, et moins de métal d'apport.
À noter pour les projets prospectifs : la révision d'octobre 2024 de l'ASTM A335/A335 M (édition 24 b) a ajouté quatre nouvelles qualités-P93, P115, P128 et P921. ces qualités ciblent les centrales électriques ultra-supercritiques (A-USC) de nouvelle génération fonctionnant au-dessus de 620 C, signalant la poussée continue de l'industrie vers des paramètres de vapeur plus élevés pour une efficacité thermique améliorée.
Pour les spécifications de produits connexes, consultez nos guides sur qualités de tuyaux en alliage, Tuyau A335 P22, et applications de tubes de chaudière.
Tuyau et tubes en molychrome : tailles, spécifications et normes

ASTM A335 couvre les tuyaux Cr-Mo dans des tailles allant de NPS 1/8 « jusqu'à NPS 26 », avec des programmes d'épaisseur de paroi allant de SCH 40 à XXS (double extra fort).Pour les applications structurelles et de sport automobile, le tube chromoly 4130 est fabriqué selon ASTM A519 dans une plus grande variété de diamètres extérieurs et d'épaisseurs de paroi.
| OD (po) | Mur (dedans) | Poids (lb/ft) | ASTM |
|---|---|---|---|
| 0.500 | 0.049 | 0.236 | A519 |
| 0.750 | 0.058 | 0.429 | A519 |
| 1.000 | 0.065 | 0.650 | A519 |
| 1.000 | 0.120 | 1.128 | A519 |
| 1.500 | 0.065 | 0.998 | A519 |
| 1.625 | 0.083 | 1.368 | A519 |
| 2.000 | 0.120 | 2.413 | A519 |
Source : AED Métaux, Catalogues Châssis Shop
Données de tolérance selon ASTM A335 : la tolérance de diamètre extérieur est de 11TP3 T pour les tailles supérieures à NPS 2 « Les tolérances d'épaisseur de paroi sont de +201TP3 T / -12.51TP3 T, ce qui est la norme pour la fabrication de tuyaux finis à chaud et tient compte de la variation inhérente au processus de perçage et de laminage ».
💡 Conseil Pro
Lors de la commande de tubes chromoly 4130, précisez toujours si vous avez besoin d'un fini à chaud (ASTM A519) ou d'un DOM (étiré sur mandrin).LE DOM offre des tolérances plus serrées et une meilleure finition de surface à moindre coût, mais un tube fini à chaud est requis pour un service à haute pression au-dessus de 1 500 psi.
Une erreur de commande courante qui fait perdre du temps et de l'argent : spécifier l'épaisseur de paroi par numéro d'annexe seul Les horaires des tuyaux Cr-Mo diffèrent de l'acier au carbone-un tuyau de l'annexe 40“ P11 a un mur différent de celui de l'annexe 40 A106 en acier au carbone dans les tailles supérieures à NPS 8. incluez toujours l'épaisseur de paroi minimale réelle dans votre bon de commande, pas seulement la désignation de l'annexe.
Pour en savoir plus sur les méthodes de fabrication, lisez à propos du procédé de fabrication de tuyaux et l'important différences tuyau vs tube cela influencera vos spécifications.
Plaquage chromé dur pour tuyaux : processus, épaisseur et performances

Le chromage dur est un procédé de galvanoplastie déposant une couche de chrome sur un substrat métallique Alors que le chrome décoratif est plus décoratif, le dépôt industriel de chrome dur est spécifié pour sa surface ultra lisse et ultra dure, avec un faible coefficient de frottement et une résistance supérieure à l'usure Plusieurs applications dans les systèmes de tuyauterie industriels sont une capacité accrue de manipulation de boue abrasive, des anneaux de joint et des cadres de fenêtre hautement alternatifs, et, bien sûr, une résistance à la corrosion chimique.
| Type de placage | Épaisseur | Dureté | Standard | Application |
|---|---|---|---|---|
| Décoratif | 0,250,5µm | 40HRC5 | AMS2460 | Installations de plomberie |
| Mince Dense | 5 µm | 702 HRC | MIL-STD-1501 | Composants de précision |
| Chrome dur (industriel) | 20127µm | 6672 HRC (850 HV) | ASTM B650, AMS2406 | Vérins hydrauliques, ID de tuyau |
| Forte accumulation | Jusqu'à 635 µm | 650 HRC | Spécifique à l'application | Restauration de pièces usées |
Source : Chrome américain, placage HCS, électro-revêtements
✔ Avantages
- 21.0 portez une prolongation de vie sur des surfaces non plaquées
- Barrière de corrosion efficace dans des environnements légers à modérés
- Finition non magnétique adaptée aux applications d'instrumentation
- Plaques sur plusieurs substrats, notamment l'acier, le cuivre et l'aluminium
️️ Limitations
- N'augmente pas la résistance des métaux communs
- Peut développer des microfissures sous contrainte cyclique
- Réglementation environnementale hexavalente sur le chrome (EPA, REACH)
- Ne convient pas pour un service continu au-dessus de 350 °C
Quand spécifier le chrome dur : Si votre tuyau porte une bouillie abrasive ou fonctionne avec des joints alternatifs, le placage dur au chrome à 50 7 µm offre le meilleur rapport coût/vie En dessous de 20 µm, la couche de chrome n'atteint jamais la dureté complète car l'épaisseur de placage est insuffisante pour que la structure de grains colonnaires se développe complètement Au-dessus de 127 µm, les coûts de broyage augmentent et le risque de rupture d'adhérence augmente.
Raccords de tuyaux chromés : types, matériaux et méthodes de connexion

Les raccords pour la conduite chromée sont sur des chaînes d'approvisionnement entièrement différentes, depuis la conduite industrielle Cr-Mo et les raccords utilisés dans les systèmes à température élevée, jusqu'aux raccords et fixations chromés de plomberie Si ceux-ci ont été confondus, au-delà d'être irritants, la mesure de la sécurité a été compromise.
Raccords industriels Cr-Mo : référence croisée ASTM
| Tuyau (A335) | Raccords BW (A234) | Forgé (A182) | Valve coulée (A217) |
|---|---|---|---|
| P11 | WP11 | F11 | WC6 |
| P22 | WP22 | F22 | WC9 |
| P91 | WP91 | F91 | C12A |
Source : Matériaux du projet
Ce guide de référencement croisé est essentiel à l'achat ; votre tuyau P22 nécessite des coudes, des tés, des réducteurs de soudure bout à bout A234 WP22, votre soudure à douille et vos raccords filetés seront A182 F22, et vos vannes à vanne, A217 WC9. Une qualité dépareillée, même au sein de la même famille Cr-Mo, produira une discordance métallurgique au niveau du joint de soudure, avec des conséquences imprévisibles.
Raccords décoratifs chromés
Voir ci-dessous par passage, pour tous les raccords de plomberie d'alimentation en eau qui sont de facto en laiton chromé On voit le coupleur commuté, qui utilise des manchons de compression et des raccords filetés-à utiliser pour des tailles allant de 1/2 « à 2 » Aucun joint de soudure n'est présent, et les raccords sont spécifiés pour l'eau froide seulement et pour un service à pas plus de 80 psi et 100 C.
️️ Avertissement d'inadéquation des matériaux
Ne pas, dans les circonstances, utiliser les raccords de plomberie en laiton chromé comme composant soudable dans les systèmes de tuyauterie Cr-Mo à température élevée Le laiton plaqué, qui offre une température de service maximale autour de 900 C, ne peut pas supporter l'environnement de service Cr-Mo Assurez-vous d'avoir le bon raccord pour la qualité de tuyau en cours d'utilisation, en vous référant à la liste de références croisées ci-dessus.
D'autres types de connexion peuvent être trouvés en explorant notre littérature sur raccords coudés en acier, références de coude A234 WPB et raccords de soudure bout à bout.
Tuyau de moly chromé de soudage : préchauffage, métaux de remplissage et PWHT
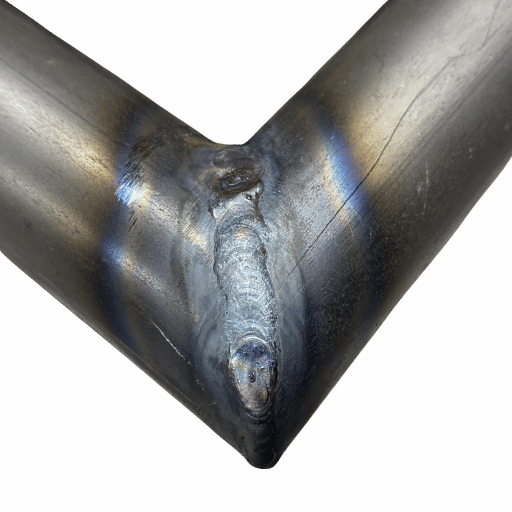
Les précautions pour le soudage de tuyaux moly chromés peuvent être considérées comme un ‘ risque aigu ’, cependant le fait est que les aciers Cr-Mo sont durcissants à l'air Par conséquent, dans tous les cas, le temps de soudage d'une personne n'est pas adéquat pour empêcher tout post-traitement thermique qui pourrait être nécessaire. En effet, toute température comprise entre 250 et 300 °C peut potentiellement produire une transformation martensitique fragile dans la ZAT, ce qui conduit finalement à un craquage de l'hydrogène en service.
Exigences de température de préchauffage
| Grade | Min Préchauffer °C (°F) | Interpass Max | Règle Critique |
|---|---|---|---|
| P1/P2 | 100 (200) | — | Faible trempabilité |
| P5/P9 | 200 (400) | — | Teneur en Cr supérieure |
| P11 | 150–200 (300–400) | — | Centrale électrique standard |
| P22 | 200–250 (400–480) | — | Mo supérieur |
| P91 | 200–300 (400–570) | 300 °C (570 °F) | NE JAMAIS refroidir en dessous de 200 °C avant PWHT |
Source : AWS D10.8, ASME B31.1
Une note spéciale est donnée au maximum de 300 C de l'interpasse P91 Puisque le P91 est un alliage qui est sensible aux vitesses de chauffage et de refroidissement très élevées, laissez-le refroidir à une température proche de la finition martensite (>100 C) avant PWHT Ne pas laisser à température ambiante à l'état brut de soudage, car cela laisse la phase martensite temporaire dans la soudure P91 entre environ 50-150 C où une détérioration de l'hydrogène peut se produire.
Sélection de métaux de remplissage
| Qualité des tuyaux | Electrode SMAW | Fil GTAW | Environ. Tension (psi) |
|---|---|---|---|
| P11 | E8018-B2 | ER80S-B2 | 90,000–98,000 |
| P22 | E9018-B3 | ER90S-B3 | 105,000–110,000 |
| P91 | E9015-B9 | ER90S-B9 | ~126,000 |
Source : Frères Hobart
La charge doit être adaptée à la qualité du métal de base. L'utilisation d'une charge en alliage inférieur (charge B2 dans le tuyau P22 par exemple) laisse un dépôt de soudure sans résistance au fluage pour le métal de base sous-jacent. Le joint devient alors l'élément le moins performant du système - précise le mode de défaillance que le PWHT et les charges adaptées sont conçus pour éliminer.
PWHT pour P91 : le processus en 4 phases
📐 Note d'ingénierie Procédure P91 PWHT
- Phase 1 : Chauffer à 315 C (600 F) à un taux contrôlé
- Phase 2 : Montez à une température maximale de 330°C/h (600°F/h) pour tremper
- Phase 3 : Tremper à 76014C(140025F) pendant au moins 2 heures
- Phase 4 : Air frais à l'ambiante à max 220 C/h (400 F/h) à 315 C puis air frais à l'ambiante
La plage de température de trempage pour P91 est très étroite-seulement 14 C. Passer plus de 775 C peut provoquer la formation de ferrite delta et tuer irrémédiablement la durée de vie de fluage En tombant en dessous de 745 C, on ne peut jamais complètement tempérer en laissant la soudure cassante Avant chaque cycle de chaleur, l'emplacement du thermocouple, la couverture de couverture et l'étalonnage du contrôleur doivent être confirmés.
“P91 est impitoyable si le traitement thermique post-soudage n'est pas exécuté correctement As-welded, la dureté se situe dans le milieu des années 40 HRC avec des valeurs d'impact Charpy de seulement 3 pi-lbs. Un PWHT approprié fait chuter la dureté dans les basses années 20 et augmente Charpy à n'importe où entre 40 pi-lbs et 70 pi-lbs Cette transformation n'est pas à l'ordre du débat.”
W. Newell Jr., président du sous-comité AWS D10 sur la tuyauterie Cr-Mo
️️ Avertissement de santé et de sécurité
Le soudage de la moly chromée produit du chrome hexavalent (Cr6+), qui s'avère cancérigène OSHA PEL est de 5 g/m. Portez toujours des respirateurs à air soufflé ou P100, et assurez-vous que le travail à chaud est effectué dans des conditions bien ventilées. Cela s'applique à toutes les qualités Cr-Mo, les qualités de chrome supérieures (P9, P91) donnant naissance à une plus grande quantité de Cr6+.
Le tuyau chromé peut-il être plié ?
Oui-mais avec des qualifications majeures basées sur la nuance Le pliage à froid de la conduite chromée moly nécessite un rayon de courbure minimum de 5 DO pour P11 et P22 et le détensionnement suivant le coude Le P91 a une ligne de guidage beaucoup plus stricte : Il doit être durci à la forme> 1040 et ensuite re-normalisé et revenu pour restaurer la microstructure souhaitée Le tube chromoly à paroi mince 4130 (populaire dans les cages en rouleau et la fabrication du châssis) peut être formé à froid avec une cintreuse de mandrin à un rayon minimum de 3 DO, mais l'amincissement de paroi sur l'extrados doit être calculé avant de procéder.
Les vétérans de l'industrie ont quelques règles empiriques sur la sauge qui peuvent être intéressantes Ne pas manier avec une flamme nue sur les oxydes de chaleur chromoly-torche à paroi mince le matériau parent et laisse derrière eux des endroits fragiles Lorsque le champ soulage les joints chromés moly, recouvrir la soudure avec de la laine K, l'enfiler dans un fil de liaison et le chauffer et le garder chaud pour assurer le maintien de la température pendant la période de refroidissement Et purger à contre-courant avec de l'argon lorsque TIG soude un tuyau chromé moly pour empêcher l'oxydation interne qui produit un cordon racinaire sucré et un riser de contrainte en service.
Comment choisir le bon tuyau chromé : un cadre de sélection pratique

Entre la vaste gamme de qualités, de placages et de normes, il peut être intimidant de choisir le bon tuyau chromé. L’approche suivante en 3 questions bat le chronomètre et vous amène à la bonne spécification en moins d’une minute.
La méthode de sélection à 3 questions
Question 1 : Quelle est votre température de service ?
- En dessous de 150 °C → Tuyau chromé (décoratif/plomberie)
- 150 → Cr-Mo P11 ou P12
- 510 → Cr-Mo P22
- Au-dessus de 565 °C → Cr-Mo P91 ou P92
Question 2 : Quelle est votre pression de conception ?
- En dessous de 1 500 psi → Mur standard (SCH 4008)
- Supérieur à 1500 psi Mur lourd (SCH 120-XXS) ou consultez un ingénieur de tuyauterie
Question 3 : Quel est l'environnement de service ?
- Service hydrogène Consultez les courbes Nelson API RP 941 pour obtenir la bonne qualité Cr-Mo
- Sulfidation Grades supérieurs de Cr (P5, P9) pour une corrosion sullfidique améliorée
- Oxydation uniquement → Température de correspondance par question 1
Contexte tarifaire : Les coûts des matériaux varient considérablement selon la qualité Comme référence approximative au début de 2026 : le tuyau P11 fonctionne généralement à 1.00 prix de base, P22 à 1.2.1.5.00 base, et P91 à 2.3 base Cependant, les parois plus fines de P91 compensent une grande partie de cette prime par un poids total réduit, des supports de tuyaux plus petits et une consommation moindre de métal d'apport pendant le soudage Sur une base de coût total installé, l'écart entre P22 et P91 se rétrécit considérablement pour les applications de grand diamètre.
Prêt à commander ? consultez notre liste de stock de tuyaux chromés pour vérifier la disponibilité et les délais de livraison dans toutes les qualités de l'ASTM A335.
Perspectives du marché des tuyaux chromés : ce qui change en 20252026
Statistiques clés du marché
$6.58B
Marché mondial des tuyaux Cr-Mo (2025)
9% TCAC
Croissance projetée jusqu’en 2033
1,2 MMT
Exportations mondiales annuelles de tuyaux Cr-Mo
Une foule de facteurs alimentent le marché des tuyaux moly chromés en 2025-2026 : L'expansion des infrastructures énergétiques en Asie et au Moyen-Orient stimule la demande de tuyaux P11 et P22 utilisés dans les centrales électriques conventionnelles Les projets de terminaux GNL - en particulier aux États-Unis, au Qatar et en Australie - installent des canalisations Cr-Mo dans les régions à haute température des trains de liquéfaction Et la poussée vers les centrales au charbon ultra-supercritiques (USC) et avancées de l'USC maintient de grandes exigences en P91 et P92.
Un autre facteur moins connu, mais de plus en plus urgent, est la relance nucléaire Les réacteurs modulaires (SMR) plus petits et les types de réacteurs de génération IV nécessitent des alliages Cr-Mo dans leurs générateurs de vapeur et leurs tuyaux à boucle secondaire Une fois ces conceptions déployées pour une exploitation commerciale à la fin des années 2020, nous verrons une nouvelle demande de tuyauterie chromée moly de qualité supérieure.
Du côté des normes, la révision d'octobre 2024 de l'ASTM A335 a ajouté les qualités P93, P115, P128 et P921, toutes produites à des températures de service supérieures à 620°C. Cela oriente clairement l'industrie et les fournisseurs vers des paramètres de vapeur plus élevés, des rendements plus élevés et un besoin de matériaux de tuyauterie de qualité supérieure pour gérer plus de 650°C.
Conseils en matière de planification des approvisionnements : Si vous planifiez des projets nécessitant des conduites P91 ou P92 pour la mise en service 20262027, envisagez de conclure des accords d'approvisionnement avant le troisième trimestre 2026. les délais de livraison pour les P91 de grand diamètre (au-dessus du NPS 12) se sont étendus à 162 semaines dans les principales usines, et les contraintes d'allocation des producteurs japonais et européens ne montrent aucun signe d'assouplissement à court terme.
Questions fréquemment posées sur le tuyau chromé
Q : À quoi sert le tuyau chromé ?
Voir la réponse
Q : Quelle est la différence entre le tuyau chromé et le tuyau en acier inoxydable ?
Voir la réponse
Q : Quelle température peut résister au tuyau moly chromé ?
Voir la réponse
Q : Comment entretenez-vous le tuyau chromé ?
Voir la réponse
Q : À quoi sert le tuyau de 9 chrome ?
Voir la réponse
Q : Pouvez-vous plier les tubes moly chromés sans fissurer ?
Voir la réponse
Q : Quelle norme ASTM couvre les tuyaux moly chromés ?
Voir la réponse
Besoin de Chrome Pipe pour votre projet ?
Baling Steel fournit à toutes les qualités de tuyaux moly chromés ASTM A335, de P5 à P92, les certificats d'essai de broyeur requis et une traçabilité complète des matériaux.
À propos de ce guide de tuyaux chromés
Ce document a été préparé par les spécialistes du contenu technique de Baling Steel en utilisant les normes ASTM, les références de codes de soudage et les fiches techniques de tuyaux chromés moly En tant que fournisseur de tuyaux en acier, nous traitons constamment des alliages Cr-Mo et avons rassemblé certaines pépites d'approvisionnement et de fabrication dans ce guide Toutes les données font référence à leurs normes originales et celles-ci doivent être recoupées avec les dernières éditions avant utilisation dans des applications critiques.
Références et sources
- ASTM A335/A335M-24b Spécification standard pour tuyau en alliage ferritique en acier pour service à haute température ASTM International
- AWS D10.8-96 Pratiques recommandées pour le soudage de tuyaux et de tubes en acier au chrome-molybdène (American Welding Society)
- Tuyau en alliage Cr-Mo : le guide complet Projectmaterials.com
- Guide de sélection de métaux d'apport Hobart Brothers : soudage ITW
- Guide technique de chromage dur US Chrome Corporation
- Soudage P91 : Comprendre les règles The Fabricator, FMA Communications
- Présentation du processus de chromage dur : spécialistes du chrome dur (HCS)
- ASTM B650 Spécification standard pour l'ingénierie électrodéposée des revêtements de chrome sur les substrats ferreux ASTM International
Articles connexes
- La fabrication de tuyaux en acier de base
- Comprendre le tuyau en acier A53
- Tuyau en acier au carbone : guide complet
- Acier soudé : propriétés et applications

