


一目でわかる簡単なスペック
- 材料の種類: クロムは黄銅/銅/鋼鉄、Cr-Mo の合金鋼 (ASTM A³ ³ 5) をめっきしました
- 共通グレード: P5、P9、P11、P22、P91、P92
- サイズ範囲: NPS 1/8 ″ ″ 26 ″ (Cr-Mo); 1/2 ″ ″ (クロムメッキ)
- Ma×サービス温度: P92 の場合は最大 620° C (1150° F)
- 主要な基準: ASTM A335、ASTM B650、AWS D10.8
クロムパイプは、2 つの非常に異なる領域の頂点に立っています: 家庭環境での近くの給水ラインへの装飾的な仕上げとして、またはクロムモリブデン合金パイプが数週間ではないにしても数日間柔らかくなることなく高温のままである発電および石油化学産業の両方の世界のガイドです; 工業用Cr-Mo合金パイプ、e xplainingグレード、仕様、溶接慣行、およびクロムパイプを動作温度に合わせるための簡単な意思決定プロセスとともに装飾的なクロムメッキパイプ。.
クロムパイプとは 定義と一般的なタイプ
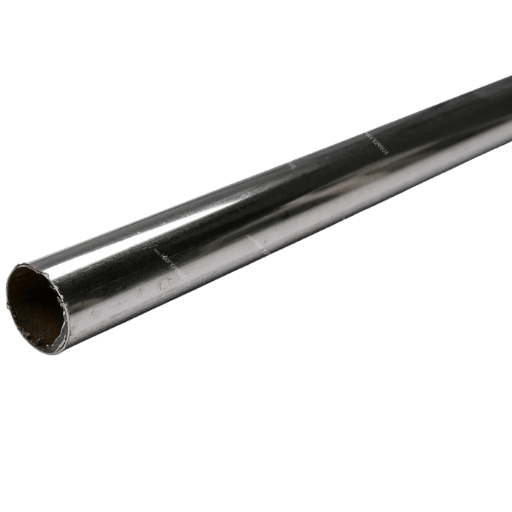
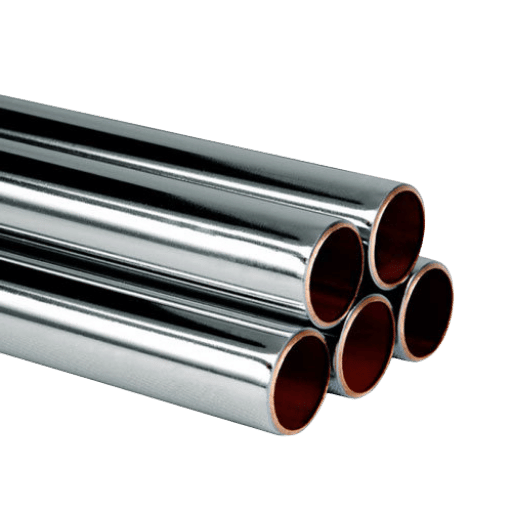
クロムパイプは、クロムが顕著に特徴づけられる任意の管状製品の一般的な言葉です-耐食性と視覚的魅力を提供するための表面めっき材料として、または高温強度を与えるために鋼材内の重要な合金元素として配管に使用されるクロムめっき真鍮または銅パイプ、ASTM A335 に製造されたクロムモリブデン合金鋼管、または車両で使用するために設計されたクロムめっき電子排気管に適用される場合があります。.
| タイプ | ベース材質 | 典型的な使用法 | 最大温度 | コストティア |
|---|---|---|---|---|
| クロムメッキ | 真鍮、銅、鋼 | 配管、装飾 | ~150° C | $ |
| クロムモリ合金 | Cr-Mo鋼(ASTM A335) | 発電所、製油所、ボイラー | 620° Cまで | $$–$$$ |
| クロムエキゾースト | クロムメッキ鋼 | 車両排気筒 | ~500° C | $$ |
クロムパイプとは何ですか?
クロム管は、表面塗布または内部冶金性能のいずれかにクロムを使用する中空の金属リングです。 、真鍮、銅または軟鋼のベースにクロムの層を電着するめっき管は、より安価な実行のために、浴室や台所の一般的な配管用途のための明るく反射表面およびある程度の耐食性が見えるクロムめっきに入っています、または、より高温用途のための保護セラミックは、めっき表面とは対照的に、鋼マトリックスの内部に元素を濃縮するCr-Mo管などの2Cr-Mo合金パイプ合金は、鋼マトリックスに溶解したクロムおよびモリブデンを含み、この合金は、その機械的特性をはるかに高い温度で維持することができる合金を形成する。 普通の炭素鋼セメント質特性よりも。.
初めての購入者にとって最も一般的な混乱点の 1 つは、金物店の光沢のあるパイプと発電所のくすんだ灰色のパイプはどちらも「クロム パイプ」と呼ばれていますが、事実上何の共通点もありません。装飾的なクロムメッキパイプは 1 フィートあたり数ドルです。 12 ″ NPS P91 クロムモリーパイプには 1 フィートあたり数百ドルの費用がかかり、計画に数週間かかる手動溶接手順が必要になる場合があります。.
詳細と入手可能性については、当社のクロムパイプ製品の全セレクションをご覧ください。.
クロムメッキパイプ対クロムモリー合金パイプ

クロムの混乱¤このフレーズは、技術フォーラム、調達部門、さらにはエンジニアリングオフィスで、予想よりも頻繁に浮上します。誰かが注文書で「クロムパイプ」を要求し、サプライヤーは過熱器に必要なcr-mo合金鋼の代わりに明るく磨かれた配管パイプを出荷します。またはその逆:配管工は、バスルームの化粧台用の装飾供給ラインだけが必要なときに、マットグレーのp11パイプの箱を受け取ります。これら 2 つのカテゴリの区別を理解することで、コストのかかる注文エラーや、産業環境での潜在的に危険な材料の代替を防ぐことができます。.
| 財産 | クロムメッキ | クロムモリー(p11) | クロムモリー(p91) |
|---|---|---|---|
| 表面硬度 | 66~72 HRC | 22 ~ 25 HRC (ベース) | 25 ~ 30 HRC (ベース) |
| 最大サービス温度 | ~150° C (300° F) | 510° C (950° F) | 593° C (1100° F) |
| 腐食方法 | バリア層 | 酸化物スケール | 酸化物スケール+ Cr含有量 |
| 代表的なアプリケーション | 配管器具 | 蒸気ライン、ボイラー | 超臨界発電所 |
| ASTM規格 | B650 (メッキ) | A335 グレード P11 | A335グレードP91 |
ここで示されている表面硬度数値は、まったく異なる物語を示しています。セラミックまたはクロムメッキのパイプがコースパイプと同じ構成で使用される場合、表面はわずかに硬くなります。電着クロムの性質は、非常に硬い表面シェルと、ダサい真鍮または銅のバッキングプレートです。.
Cr-Mo パイプは表面の硬度を取得し、高温で壁の強度を高めるためにそれを食べます。副産物のクロムメッキには余裕がありません。.
クロムモリーで作られたばねは鋼鉄よりも軽いという誤解が根強くあります。そうではありません。鋼鉄と同じ重量です。.
Cr-Mo 合金鋼は、普通炭素鋼とほぼ同じ密度 (約 7.85g/cm) を持ちます。クロムモリーの使用に伴う軽量化により、温度での高強度が影響し、エンジニアは壁の薄化とシステム全体の軽量化を指定できます。立方インチあたりの材料の重量は炭素鋼と同じです。.
クロムがどれだけ含まれているかを発見してください ステンレス鋼と耐食性の限界 そして、cr-moとステンレス鋼の境界はどこにありますか。.
クロムはただのステンレスか?
いいえ クロムは化学元素-原子番号24 周期表-と “クロム” それは単によく知られた名前です ステンレス鋼は、鉄、炭素、多くの場合ニッケル、マンガン、その他の合金元素だけでなく、10.5%クロムを最小で含む合金です Cr-Moパイプには、合金中に1%-9.5%クロムが含まれており、これは定義上ステンレスとはみなされません したがって、すべてのステンレス鋼は、1 つ以上の “クロム” 元素を含みますが、すべてのクロムベースの鋼がステンレスとして適格であるとは限りません 耐食性の選択を行う際に重要なのは、ステンレス鋼が自己治癒酸化クロム受動的層を形成するのに対し、Cr-Moパイプは腐食性環境での定期検査を必要とする、やや保護性の低い酸化スケールに依存する必要があります。.
クロムモリースチール: 組成、特性、グレードの比較
名前はそれをすべて言います: クロムモリブデン鋼は、高温での耐酸化性のためのクロム (Cr) とクリープ強度のためのモリブデン (Mo) の2 つの主要な合金元素を含みます。 ASTM A335 仕様は、高温サービスを目的とした熱間仕上げのフェライト合金鋼管を対象としており、各グレードの化学、機械的特性、および試験要件を定義しています。以下の表は、Cr-Mo 管を指定するときに繰り返し参照する参照です。.
| 学年 | Cr% | Mo% | 収量(ksi) | 引張(ksi) | 最大温度 °C (°F) | キーアプリケーション |
|---|---|---|---|---|---|---|
| P1 を | — | 0.44–0.65 | 30 | 55 | 475 (885) | 低温蒸気 |
| P5 を | 4.00–6.00 | 0.44–0.65 | 40 | 70 | 595 (1100) | 製油所 配管 |
| P9 を | 8.00–10.00 | 0.44–0.65 | 30 | 60 | 595 (1100) | 高温酸化 |
| P11 さん | 1.00–1.50 | 0.44–0.65 | 30 | 60 | 510 (950) | 標準発電所 |
| P22 さん | 1.90–2.60 | 0.87–1.13 | 30 | 60 | 565 (1050) | 過熱管 |
| P91 さん | 8.00–9.50 | 0.85–1.05 | 60 | 85 | 593 (1100) | USC 発電所 |
| P92 さん | 8.50–9.50 | 0.30–0.60 | 64 | 90 | 620 (1150) | 次世代 USC |
ソース: ASTM A335/A335M-24b
莠工学ノート ――成績選択規則
最初に温度を合わせ、次に圧力を合わせます。サービス温度が 510°C を超える場合は、P22 以上が必須です。565°C を超えると、P91 または P92 が必要です。P91 では、同等の熱条件下で P22 よりも約 50% 薄い壁が可能になります。 - 重量の軽減、ハンガーの小型化、金属フィラーの削減により、2-3 材料コストを相殺します。.
将来を見据えたプロジェクトで注目に値する: ASTM A335/A335Mの2024年10 月改訂版 (edition 24b) では、4 つの新しいグレード-P93、P115、P128、P921 が追加されました。これらのグレードは、620C以上で稼働する次世代超々臨界 (A-USC) 発電所をターゲットにしており、熱効率を向上させるために業界がより高い蒸気パラメーターを目指し続けていることを示しています。.
関連する製品仕様については、ガイドを参照してください 合金管グレード, A335 P22 パイプ, 、 および ボイラー管アプリケーション.
クロムモリーパイプおよびチューブ: サイズ、仕様、規格

ASTM A335 はSCH 40 からXXS (倍の余分強い)までの壁厚さのスケジュールとNPS 1/8 ″からのサイズのCr-Moの管をカバーします(26 ″)。 、構造およびモータースポーツ適用のために、4130 クロモリの管はより広いさまざまな外径および壁の厚さでASTM A519 に製造されます。.
| 外径(インチ) | ウォール (in) | 重量(ポンド/フィート) | ASTM |
|---|---|---|---|
| 0.500 | 0.049 | 0.236 | A519 さん |
| 0.750 | 0.058 | 0.429 | A519 さん |
| 1.000 | 0.065 | 0.650 | A519 さん |
| 1.000 | 0.120 | 1.128 | A519 さん |
| 1.500 | 0.065 | 0.998 | A519 さん |
| 1.625 | 0.083 | 1.368 | A519 さん |
| 2.000 | 0.120 | 2.413 | A519 さん |
出典: AED Metals、シャーシショップのカタログ
ASTM A335 ごとの許容データ: 外径許容はNPS 2 ″上のサイズの1%です。 wall厚さの許容は+20% / -12.5%ですこれは熱間仕上げパイプ製造の標準であり、ピアスおよび圧延プロセスの固有の変動を説明します。.
瀹 プロ ヒント
4130 クロモリ チューブを注文するときは、ホット仕上げ (ASTM A519) または DOM (マンドレルに引き抜く) のどちらが必要かを常に指定してください。 DOM は、より低いコストでより厳しい公差と優れた表面仕上げを提供しますが、1,500 psi を超える高圧サービスにはホット仕上げチューブが必要です。.
時間とお金を浪費する一般的な注文ミス: スケジュール番号だけで壁の厚さを指定します。 Cr-Mo パイプのスケジュールは炭素鋼とは異なります。 「スケジュール 40」P11 パイプは、NPS 8 を超えるサイズのスケジュール 40 A106 炭素鋼とは異なる壁を持っています。スケジュールの指定だけでなく、購入注文には常に実際の最小壁の厚さを含めてください。.
製造方法の詳細については、以下をお読みください パイプ製造工程 そして重要なこと パイプとチューブの違い それがあなたのスペックに影響します.
パイプ用ハードクロムメッキ:プロセス、厚さ、性能

硬質クロムめっきは、金属基板上にクロムのコートを堆積する電気めっきプロセスです。装飾用クロムはより装飾的ですが、工業用硬質クロム堆積物は、摩擦係数が低く、耐摩耗性に優れている、超滑らかで超硬い表面に指定されています。工業用配管システムにおけるいくつかの用途は、研磨スラリー処理能力の向上、往復運動性の高いシールリングと窓枠、そしてもちろん化学的耐食性です。.
| めっきの種類 | 厚さ | 硬度 | 標準 | 応用 |
|---|---|---|---|---|
| 装飾的な | 0.25~0.5μm | 40~45 HRC | AMS2460 さん | 配管器具 |
| 薄く 密度 | 5~15μm | 70~72 HRC | MIL-STD-1501 | 精密コンポーネント |
| ハードクローム(工業用) | 20~127μm | 66 ~ 72 HRC (850 ~ 1050 HV) | ASTM B650、AMS2406 | 油圧シリンダー、パイプID |
| ヘビービルドアップ | 635µmまで | 65~70 HRC | アプリケーション固有 | 摩耗部分の復元 |
出典: US Chrome、HCS メッキ、エレクトロコーティング
嬴 利点
- 2 ~ 10 x は、メッキされていない表面上で寿命延長を着用します
- 穏やかな-適度な環境での有効な腐食障壁
- 計装用途に適した非磁性仕上げ
- 鋼、銅、アルミニウムなど複数の基板にプレートを貼り付けます
褰 ️ 制限事項
- 卑金属の強度を高めません
- 周期的なストレス下で微小亀裂が発生する可能性があります
- 六価クロム環境規制 (EPA、REACH)
- 350° C以上の連続サービスには適していません
ハードクロームを指定するタイミング: パイプが研磨スラリーを担持している場合、またはレシプロシールで動作している場合、50 ~ 75 μm の硬質クロムめっきは最高のコスト対寿命比を実現します。 20 μm 未満では、めっきの厚さが柱状の粒子構造が完全に発達するには不十分であるため、クロム層が完全な硬度に達することはありません。 127 μm を超えると、研削コストが上昇し、接着不良のリスクが高まります。.
クロムパイプ継手: タイプ、材料、接続方法

クロムパイプの継手は、高温システムで使用される工業用 Cr-Mo パイプや継手から、クロムメッキの配管継手や備品に至るまで、まったく異なるサプライチェーン上に存在しており、これらが混乱していると、刺激するだけでなく、安全性の測定も損なわれてしまいます。.
Cr-Mo 産業用継手 ASTM クロスリファレンス
| パイプ (A335) | BW継手(A234) | 鍛造(a182) | キャストバルブ(a217) |
|---|---|---|---|
| P11 さん | WP11 さん | F11 さん | WC6 |
| P22 さん | WP22 | F22 さん | WC9 |
| P91 さん | WP91 さん | F91 さん | C12A |
出典: プロジェクト資料
この相互参照ガイドは購入に不可欠です; P22 パイプは、A234 WP22 バット溶接エルボ、ティー、減速機、ソケット溶接とねじ継手のためのコールA182 F22、およびあなたのゲートバルブ、A217 WC9 になります同じCr-Moファミリー内で偶数グレードの不一致は、溶接接合部に冶金学的不一致を生成し、予測不可能な結果をもたらします。.
クロムメッキ装飾金具
事実上のクロムめっき真鍮であるすべての給水配管継手については、以下のパスを参照してください。圧縮スリーブとねじ接続を使用したダイヤルアップ カプラーを参照してください。 1/2 ″から 2 ″までのサイズに使用されます。溶接継手は存在せず、継手は冷水のみ、80 psi および 100C 以下のサービス用に指定されています。.
褰 エウム 物質的ミスマッチ警告
状況下で、高温 Cr-Mo 配管システムの溶接可能なコンポーネントとしてクロムメッキ真鍮配管継手を使用しないでください。900°C 程度の最大使用温度を提供するメッキ真鍮は、Cr-Mo サービス環境を維持できません。上記の相互参照リストを参照して、使用中のパイプのグレードに適切な継手があることを確認してください。.
他の接続タイプは、に関する文献を探索することで見つけることができます スチールエルボ継手, 、 A234 WPB エルボー 参照 および 突合せ溶接継手.
溶接クロム モリ パイプ: 予熱、フィラー金属 & PWHT
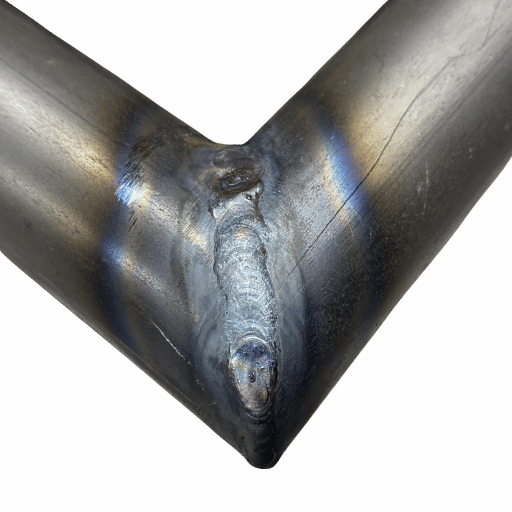
クロムモリパイプを溶接するための予防策は「シャープリスク」と見なすことができますが、事実はCr-Mo鋼が空気硬化しているため、すべての場合において、人の溶接時間は、必要とされる可能性のあるポスト熱処理を防ぐのに十分ではないためです 250-300Cのインターパス範囲の温度は、HAZに脆性マルテンサイト変態を引き起こす可能性があり、最終的には使用中に水素亀裂につながる可能性があります。.
予熱温度要件
| 学年 | 最小 予熱 °C (°F) | インターパス Max | クリティカル ルール |
|---|---|---|---|
| P1/P2 | 100 (200) | — | 低い硬化性 |
| P5/P9 | 200 (400) | — | より高い Cr 含有量 |
| P11 さん | 150–200 (300–400) | — | 標準発電所 |
| P22 さん | 200–250 (400–480) | — | ハイアー モー |
| P91 さん | 200–300 (400–570) | 300° C (570° F) | PWHT の前に 200° C 未満に冷却しないでください |
出典: AWS D10.8、ASME B31.1
P91 インターパス最大値 300C には特別な注意が必要です。P91 は非常に高い加熱速度と冷却速度に敏感な合金であるため、PWHT の前にマルテンサイト仕上げに近い温度 (>100C) まで冷却してください。 P91 溶接では水素劣化が発生する可能性がある約 50 ~ 150C の間の一時的なマルテンサイト相が残るため、溶接されたままの状態では周囲温度で放置しないでください。.
フィラー 金属 選択
| パイプグレード | SMAW 電極 | GTAW ワイヤー | 約 抗張(psi) |
|---|---|---|---|
| P11 さん | E8018-B2 | ER80S-B2 | 90,000–98,000 |
| P22 さん | E9018-B3 | ER90S-B3 | 105,000–110,000 |
| P91 さん | E9015-B9 | ER90S-B9 | ~126,000 |
出典: ホバート ブラザーズ
フィラーは母材金属の等級に一致しなければなりません。 (例えば、P22 パイプのB2 フィラー)より低い合金のフィラーを採用すると、下層母材金属のためのクリープ抵抗なしで溶接堆積物が残ります。その後、接合部は、PWHT および適合フィラーが排除するように設計されたシステム精度故障モードの最も低い性能の要素になります。.
P91 用 PWHT: 4 段階プロセス
莠エンジニアリングノート ―― P91 PWHT Procedure
- フェーズ1:制御された速度で315C(600F)に加熱する
- フェーズ2:最高330C/hr (600F/hr)で上昇して、温度を浸します
- フェーズ3:76014C(140025F)で少なくとも2 時間浸す
- フェーズ4:空気は、最大220C / hr (400F / hr) から315Cで周囲まで冷却され、その後空気は周囲まで冷却されます
P91 のための浸る臨時雇用者の範囲は非常に狭い-だけ14Cです。 775Cを越えることはデルタ フェライト形成し、回復不能にクリープの生命を殺すことができます。 745Cの下で落ちることは決して溶接された脆い残す完全緩和されません。 、熱電対の位置、毛布の適用範囲、およびコントローラーの口径測定を確認しなければなりませんあらゆる熱周期の前に。.
“「溶接後の熱処理が正しく実行されない場合、P91 は容赦ありません。溶接されたままでは、硬度は 40 年代半ばの HRC にあり、シャルピー衝撃値はわずか 3 フィート ポンドです。適切な PWHT は硬度を 20 度前半に落とし、シャルピーを 40 フィート ポンドから 70 フィート ポンドの間まで増加させます。この変換については議論の余地はありません。」”
⁄ Cr-Mo配管に関するAWS D10 小委員会委員長、W F ニューウェル ジュニア
涔️ 健康と安全に関する警告
クロムモリーを溶接すると、発がん性があることが証明されている六価クロム (Cr6+) が生成されます。 OSHA PEL は 5 g/m です。常に供給空気または P100 マスクを着用し、換気の良い状態で熱間作業が確実に行われるようにしてください。これはすべてのグレードの Cr-Mo に適用され、より高いグレードのクロム (P9、P91) ではより多くの Cr6+ が発生します。.
クロムパイプは曲がることができますか?
はい-しかし等級に基づく主要な資格と。 chromeのモリー管の冷たい曲がることはP11 およびP22 のための5ODの最低の曲がる半径および曲がるに続くstress-relievingを要求します。 p91 ははるかに厳密なガイド ラインを持っています: それは形堅くされなければなりません> 1040Candそれから望ましい微細構造を元通りにするために再正規化され、和らげられる薄肉4130 のクロモリの管(ロールおりおよびシャーシの製造で普及している)は3OD最低の半径でマンドレルのベンダーと冷間形成することができますが、extradosの壁の薄くすることは進む前に計算されるべきです。.
業界のベテランには、興味があるかもしれないいくつかの賢い経験則があります。薄肉クロモリトーチの直火で振るわないでください。熱は母材を酸化し、脆い場所を残します。クロムモリージョイントをフィールド応力緩和するときは、溶接部を K ウールで覆い、タイワイヤーにねじ込み、加熱して熱し続け、冷却期間中に温度が維持されるようにします。また、TIG がクロムモリーパイプを溶接して内部酸化を防止し、砂糖入りの根玉と応力上昇剤が使用されるときは、アルゴンでバックパージします。.
適切な Chrome パイプを選択する方法: 実用的な選択フレームワーク

膨大なグレード、メッキ、規格の間で、適切なクロムパイプを選択するのは気が遠くなるかもしれません。次の 3 つの質問のアプローチはストップウォッチを打ち破り、1 分以内に適切なスペックに到達します。.
3 つの質問の選択方法
質問1: サービス温度はいくらですか?
- 150° C以下→クロムメッキパイプ(装飾/配管)
- 150 ~ 510° C → Cr-Mo P11 または P12
- 510~565° C → Cr-Mo P22
- 565° C の上 → Cr-Mo P91 か P92
質問2: あなたの設計圧力は何ですか?
- 1,500 psi 未満 → 標準壁 (SCH 40 ~ 80)
- 1500 psi を超える重い壁 (SCH 120-XXS) または配管エンジニアに相談してください
質問3:サービス環境とは?
- 水素サービス 正しい Cr-Mo グレードについては、API RP 941 Nelson Curves を参照してください
- 硫化 より高い等級のCr (P5、P9)は改善されたsullfidic腐食のため
- 酸化のみ → 質問 1 あたりの温度と一致します
価格設定のコンテキスト: 材料コストはグレードによって大きく異なります。 2026 年初頭の大まかなベンチマークとして、P11 パイプは通常 1× 基本価格で、P22 は 1.2 ~ 1.5 x ベースで、P91 は 2 ~ 3 x ベースで実行されます。ただし、P91 の壁が薄くなったことで、総重量の軽減、パイプサポートの小型化、溶接中のフィラー金属の消費量の削減により、このプレミアムの多くが相殺されました。総設置コストベースでは、P22 と P91 の間のギャップは、大口径用途では大幅に縮小します。.
注文の準備はできましたか? ASTM A335 のすべてのグレードにわたる可用性とリードタイムを確認するために、クロムパイプの在庫リストをご覧ください。.
クロムパイプ市場の見通し:2025 ~ 2026 年に何が変わっているか
主要な市場統計
$6.58B
世界のCr-Moパイプ市場(2025年)
9% CAGR
2033 年までの成長が予測されます
1.2M MT
世界の年間 Cr-Mo パイプ輸出
2025-2026 年のクロムモリーパイプ市場を煽っている要因は数多くあります: アジアと中東におけるエネルギーインフラの拡大により、従来の発電所で使用されるP11 およびP22 パイプの需要が高まっています LNGターミナルプロジェクト - 特に米国、カタール、オーストラリアでは、液化列車の高温地域にCr-Mo配管を設置しています そして、超々臨界圧 (USC) および高度なUSC石炭火力発電所へのドライブは、大きなP91 およびP92 要件を維持しています。.
もう1 つのあまり知られていないが、ますます緊急性を増している要因は、核の復活です 小型モジュール式原子炉 (SMR) および第IV世代原子炉タイプは、蒸気発生器および二次ループパイプにCr-Mo合金を必要とするこれらの設計が2020 年代後半に商業運転に展開されると、プレミアムクロムモリー配管に対する新たな需要が見られるでしょう。.
規格面では、ASTM A335 の 2024 年 10 月改訂版で、グレード P93、P115、P128、および P921 が追加されました。これらはすべて、620°C を超える使用温度で生産されます。これは、業界とサプライヤーが蒸気パラメーターの向上、効率の向上、および 650°C プラスを処理するためのより高いグレードのパイプ材料の必要性を明確に示しています。.
供給計画のアドバイス: 2026 年~2027 年の試運転にP91 またはP92 パイプを必要とするプロジェクトを計画している場合は、2026 年第3 四半期までに供給契約を確保することを検討してください。 大口径P91 (NPS 12 以上) のリードタイムは、主要工場では16 週間~24 週間に伸びており、日本や欧州の生産者による割り当て制約は、短期的には緩和する兆しが見えません。.
Chrome Pipeに関するよくある質問
Q: クロムパイプは何に使用されますか?
回答を見る
Q: クロム管とステンレス鋼管の違いは何ですか?
回答を見る
Q: クロムモリーパイプはどの温度に耐えることができますか?
回答を見る
Q: クロムメッキパイプはどのようにメンテナンスしますか?
回答を見る
Q: 9 クロムパイプは何に使用されますか?
回答を見る
Q: ひび割れなしでクロム モリー管を曲げることができますか?
回答を見る
Q: クロム モリー管をカバーするASTMの標準は何ですか?
回答を見る
プロジェクトにクロムパイプが必要ですか?
Baling Steel は、P5 から P92 までのすべてのグレードの ASTM A335 クロムモリーパイプに、必要なミルテスト証明書と完全な材料トレーサビリティを供給します。.
この Chrome Pipe Guide について
この文書は、ASTM規格、溶接コードリファレンス、およびクロムモリーパイプデータシートを活用してBaling Steelの技術コンテンツスペシャリストによって作成されました 鋼管プロバイダーとして、Cr-Mo合金を常に扱っており、特定の調達および製造ナゲットをこのガイドに収集しています すべてのデータは元の規格を参照しており、重要なアプリケーションで使用する前に、これらを最新のエディションと照合する必要があります。.
参考文献と情報源
- ASTM A335/A335M-24b = 高温サービス用フェライト合金鋼管の標準仕様 = ASTM International
- AWS D10.8-96 ~クロム モリブデン鋼配管およびチューブの溶接に関する推奨慣行 ~ 米国溶接協会
- Cr-Mo合金パイプ: 完全なガイド ⁄ Projectmaterials.com
- ホバート ブラザーズ フィラー メタル セレクション ガイド ―― ITW 溶接
- ハードクロムめっき技術ガイド ――米国クロム株式会社
- 溶接 P91: ルールの理解 § ファブリケーター、FMA コミュニケーション
- ハードクロムめっきプロセスの概要 = ハードクロムスペシャリスト (HCS)
- ASTM B650 = 鉄基材上の電着エンジニアリング クロム コーティングの標準仕様 = ASTM International
関連記事
- の 基本 鋼管 製造
- A53 スチールパイプの理解
- 炭素鋼管: 完全なガイド
- 溶接鋼:特性と用途

