


Quick Specs at a Glance
- Material Types: Chrome plated brass/copper/steel, Cr-Mo alloy steel (ASTM A³³5)
- Common Grades: P5, P9, P11, P22, P91, P92
- Size Range: NPS 1/8″–26″ (Cr-Mo); 1/2″–2″ (chrome plated)
- Ma× Service Temp: Up to 620°C (1150°F) for P92
- Key Standards: ASTM A335, ASTM B650, AWS D10.8
Chrome pipe stands on the cusp of two very distinct realms: as the decorative finishing touch to nearby water supply lines in a domestic setting, or in the power generation and petrochemical industry where a chrome-molybdenum alloy pipe can remain hot without softening for days, if not weeks. Here is a guide of both those worlds; decorative chrome plated pipe along with industrial Cr-Mo alloy pipe, e×plaining grades, specifications, welding practices and a simple decision making process to match chrome pipe to operating temperatures.
What Is Chrome Pipe? Definition and Common Types
Chrome pipe is the general word for any tubular product in which chromium features prominently-either as a surface plating material to provide corrosion resistance and visual appeal, or as a significant alloying element within the steel material to give high temperature strength. The term may be applied to chrome plated brass or copper pipe used in plumbing, chrome-molybdenum alloy steel pipe produced to ASTM A335 or chrome plated e×haust pipe designed for use in vehicles.
| Type | Base Material | Typical Use | Max Temp | Cost Tier |
|---|---|---|---|---|
| Chrome Plated | Brass, copper, steel | Plumbing, decorative | ~150°C | $ |
| Chrome Moly Alloy | Cr-Mo steel (ASTM A335) | Power plants, refineries, boilers | Up to 620°C | $$–$$$ |
| Chrome Exhaust | Chrome-plated steel | Vehicle exhaust stacks | ~500°C | $$ |
What is a chrome pipe?
A chrome pipe is a hollow metal ring that uses chromium for either surface application or internall metallurgical performance. Plated pipes, in which a layer of chromium is electrodeposited onto a brass, copper or mild steel base come in a chrome plating where a bright, reflective surface and, to a certain extent, corrosion resistance for common plumbing uses in bathrooms and kitchens is visible for less costly runs, or the more protective ceramic for high-temp applications. 2Cr-Mo alloy pipe alloys such as the Cr-Mo tube concentrate the element inside the steel matrix as opposed to plated surfaces. Containing chromium and molybdenum dissolved in the steel matrix, this alloy forms an alloy that can maintain its mechanical properties at a much higher temp. than plain carbon-steel cementitious properties.
One of the most common points of confusion for first time purchasers: the glossy pipe at the hardware store and the dull-gray pipe at a power station are both called “chrome pipe” yet have virtually nothing in common. Decorative chrome plated pipe is a couple dollars a foot. A 12″ NPS P91 chrome moly pipe may cost a few hundred dollars a foot-and require manual welding procedures that take weeks to plan out.
Visit our entire selection of chrome pipe products for details and availability.
Chrome Plated Pipe vs Chrome Moly Alloy Pipe

The Chrome Confusion—this phrase surfaces in technical forums, procurement departments, and even engineering offices more often than you might expect. Someone requests “chrome pipe” on a purchase order, and the supplier ships bright, polished plumbing pipe instead of the Cr-Mo alloy steel needed for a superheater. Or the reverse: a plumber receives a box of matte-gray P11 pipe when all they needed was a decorative supply line for a bathroom vanity. Understanding the distinction between these two categories prevents costly ordering errors and, in industrial settings, potentially dangerous material substitutions.
| Property | Chrome Plated | Chrome Moly (P11) | Chrome Moly (P91) |
|---|---|---|---|
| Surface Hardness | 66–72 HRC | 22–25 HRC (base) | 25–30 HRC (base) |
| Max Service Temp | ~150°C (300°F) | 510°C (950°F) | 593°C (1100°F) |
| Corrosion Method | Barrier layer | Oxide scale | Oxide scale + Cr content |
| Typical Application | Plumbing fixtures | Steam lines, boilers | Supercritical power plants |
| ASTM Standard | B650 (plating) | A335 Grade P11 | A335 Grade P91 |
The here indicated surface hardness numbers tell a very different story. Were ceramic or chrome plated pipe to be used in the same configuration as the course pipe, it would have a slightly harder surface. The nature of electrodeposited chromium is very hard surface shell, and a lame brass or copper backing plate.
Cr-Mo pipe takes the surface hardness, and eats it in order to gain through wall strength at high temperature-a by-product chrome plating cannot afford.
There is a persistent misconception that springs made from chrome-moly are lighter than steel. They are not. They are the same weight as steel.
Cr-Mo alloy steel has nearly the same density as plain carbon steel (about 7.85g/cm).The weight savings associated with the use of chrome-moly is where the high strength at temperature comes into play, enabling the engineer to specify a thinner wall and overall reduced weight of the system. The material per cubic inch weighs same as carbon steel.
Discover how much chromium there is in stainless steel and limits to corrosion resistance and where the boundary between Cr-Mo and stainless is.
Is chrome just stainless steel?
No. Chromium is a chemical element-atomic number 24 on the periodic table-and “chrome” is simply it’s familiar name. Stainless steel is an alloy that contains a minimum of 10.5% chromium as well as iron, carbon and often nickel, manganese and other alloying elements. Cr-Mo pipe has 1%-9.5% chromium in the alloy, which isn’t considered stainless by definition. So all stainless steel contains one or more of the “chrome” elements, but not all chrome based steel qualifies as stainless. That matters when making the choice for corrosion resistance-a stainless steel forms a self healing chromium oxide passive layer, whereas Cr-Mo pipe must rely on a somewhat less protective oxide scale that still demands periodic inspection in corrosive environments.
Chrome Moly Steel: Composition, Properties & Grade Comparison
The name says it all: chrome-molybdenum steel contains two principal alloying elements: chromium (Cr) for oxidation resistance and molybdenum (Mo) for creep strength at elevated temperatures. The ASTM A335 specification covers hot-finished ferritic alloy-steel pipe intended for high-temperature service, and it defines the chemistry, mechanical properties, and testing requirements for each grade. The table below is the reference you will return to repeatedly when specifying Cr-Mo pipe.
| Grade | Cr% | Mo% | Yield (ksi) | Tensile (ksi) | Max Temp °C (°F) | Key Application |
|---|---|---|---|---|---|---|
| P1 | — | 0.44–0.65 | 30 | 55 | 475 (885) | Low-temp steam |
| P5 | 4.00–6.00 | 0.44–0.65 | 40 | 70 | 595 (1100) | Refinery piping |
| P9 | 8.00–10.00 | 0.44–0.65 | 30 | 60 | 595 (1100) | High-temp oxidation |
| P11 | 1.00–1.50 | 0.44–0.65 | 30 | 60 | 510 (950) | Standard power plant |
| P22 | 1.90–2.60 | 0.87–1.13 | 30 | 60 | 565 (1050) | Superheater tubes |
| P91 | 8.00–9.50 | 0.85–1.05 | 60 | 85 | 593 (1100) | USC power plants |
| P92 | 8.50–9.50 | 0.30–0.60 | 64 | 90 | 620 (1150) | Next-gen USC |
Source: ASTM A335/A335M-24b
📐 Engineering Note — Grade Selection Rule
Match temperature first, then pressure. If service temp exceeds 510C, P22 or higher is mandatory. Above 565C, P91 or P92 is required. P91 allows approximately 50% thinner walls than P22 under equivalent thermal conditions-offsetting its 2-3 material cost through reduced weight, smaller hangers, and less filler metal.
Worth noting for forward-looking projects: the October 2024 revision of ASTM A335/A335M (edition 24b) added four new grades-P93, P115, P128, and P921. These grades target next-generation ultra-supercritical (A-USC) power plants operating above 620C, signaling the industry’s continued push toward higher steam parameters for improved thermal efficiency.
For related product specifications, see our guides on alloy pipe grades, A335 P22 pipe, and boiler tube applications.
Chrome Moly Pipe and Tubing: Sizes, Specifications & Standards

ASTM A335 covers Cr-Mo pipe in sizes from NPS 1/8″ up to NPS 26″, with wall thickness schedules from SCH 40 through XXS (double extra strong). For structural and motorsport applications, 4130 chromoly tubing is manufactured to ASTM A519 in a wider variety of outside diameters and wall thicknesses.
| OD (in) | Wall (in) | Weight (lb/ft) | ASTM |
|---|---|---|---|
| 0.500 | 0.049 | 0.236 | A519 |
| 0.750 | 0.058 | 0.429 | A519 |
| 1.000 | 0.065 | 0.650 | A519 |
| 1.000 | 0.120 | 1.128 | A519 |
| 1.500 | 0.065 | 0.998 | A519 |
| 1.625 | 0.083 | 1.368 | A519 |
| 2.000 | 0.120 | 2.413 | A519 |
Source: AED Metals, Chassis Shop catalogs
Tolerance data per ASTM A335: outside diameter tolerance is 1% for sizes over NPS 2″. Wall thickness tolerances are +20% / -12.5%, which is standard for hot-finished pipe manufacturing and accounts for the inherent variation in the piercing and rolling process.
💡 Pro Tip
When ordering 4130 chromoly tubing, always specify whether you need hot-finished (ASTM A519) or DOM (drawn over mandrel). DOM offers tighter tolerances and better surface finish at lower cost, but hot-finished tube is required for high-pressure service above 1,500 psi.
A common ordering mistake that wastes time and money: specifying wall thickness by schedule number alone. Cr-Mo pipe schedules differ from carbon steel-a “Schedule 40” P11 pipe has a different wall than Schedule 40 A106 carbon steel in sizes above NPS 8. Always include the actual minimum wall thickness in your purchase order, not just the schedule designation.
For more on manufacturing methods, read about the pipe manufacturing process and the important pipe vs tube differences that will influence your spec.
Hard Chrome Plating for Pipes: Process, Thickness & Performance

Hard chrome plating is an electroplating process depositing a coat of chromium onto a metal substrate. While decorative chrome is more decorative, the industrial hard chrome deposit is specified for its ultra smooth, ultra hard surface, with low coefficent of friction and superior wear resistance. Several applications in industrial piping systems are increased abrasive slurry handling capability, highly reciprocating seal rings and window frames, and, of course, chemical corrosion resistance.
| Plating Type | Thickness | Hardness | Standard | Application |
|---|---|---|---|---|
| Decorative | 0.25–0.5 μm | 40–45 HRC | AMS2460 | Plumbing fixtures |
| Thin Dense | 5–15 μm | 70–72 HRC | MIL-STD-1501 | Precision components |
| Hard Chrome (Industrial) | 20–127 μm | 66–72 HRC (850–1050 HV) | ASTM B650, AMS2406 | Hydraulic cylinders, pipe ID |
| Heavy Build-Up | Up to 635 μm | 65–70 HRC | Application-specific | Worn part restoration |
Source: US Chrome, HCS Plating, Electro-Coatings
✔ Advantages
- 2–10× wear life extension over unplated surfaces
- Effective corrosion barrier in mild-to-moderate environments
- Non-magnetic finish suitable for instrumentation applications
- Plates on multiple substrates including steel, copper, and aluminum
⚠️ Limitations
- Does not increase base metal strength
- Can develop micro-cracks under cyclic stress
- Hexavalent chromium environmental regulations (EPA, REACH)
- Not suitable for continuous service above 350°C
When to Specify Hard Chrome: If your pipe carries abrasive slurry or operates with reciprocating seals, hard chrome plating at 50–75 μm delivers the best cost-to-life ratio. Below 20 μm, the chrome layer never reaches full hardness because the plating thickness is insufficient for the columnar grain structure to fully develop. Above 127 μm, grinding costs escalate and the risk of adhesion failure increases.
Chrome Pipe Fittings: Types, Materials & Connection Methods

The fittings for the chrome pipe are on entirely different supply chains, from the industrial Cr-Mo pipe and fittings used in elevated temperature systems, to the chrome plated plumbing fittings and fixtures. If these have been confused, beyond being irritating, the measurement of safety has been compromised.
Cr-Mo Industrial Fittings — ASTM Cross-Reference
| Pipe (A335) | BW Fittings (A234) | Forged (A182) | Cast Valve (A217) |
|---|---|---|---|
| P11 | WP11 | F11 | WC6 |
| P22 | WP22 | F22 | WC9 |
| P91 | WP91 | F91 | C12A |
Source: Projectmaterials
This cross referencing guide is essential to purchasing; your P22 pipe calls for A234 WP22 butt weld elbows, tees, reducers, your socket weld and threaded fittings will be A182 F22, and your gate valves, A217 WC9. A mismatched grade-even within the same Cr-Mo family-will produce a metallurgical mismatch at the weld joint, with unpredictable consequences.
Chrome Plated Decorative Fittings
See the below by pass, for all the water supply plumbing fittings that are de facto chrome plated brass. We see the dial-up coupler, which uses compression-sleeves and threaded connections-to be used for sizes from 1/2″ to 2″. No weld joints are present, and the fittings are specified for cold water only and for service at no more than 80 psi and 100C.
⚠️ Material Mismatch Warning
Do not, under circumstances, use the chrome plated brass plumbing fittings as weldable componentry in elevated temperature Cr-Mo piping systems. Plated brass, which offers a max service temperature around 900C, cannot sustain the Cr-Mo service environment. Make sure you have the right fitting for the grade of pipe in use, referring to the cross-reference list above.
Other connection types can be found by exploring our literature on steel elbow fittings, A234 WPB elbow references and butt weld fittings.
Welding Chrome Moly Pipe: Preheat, Filler Metals & PWHT
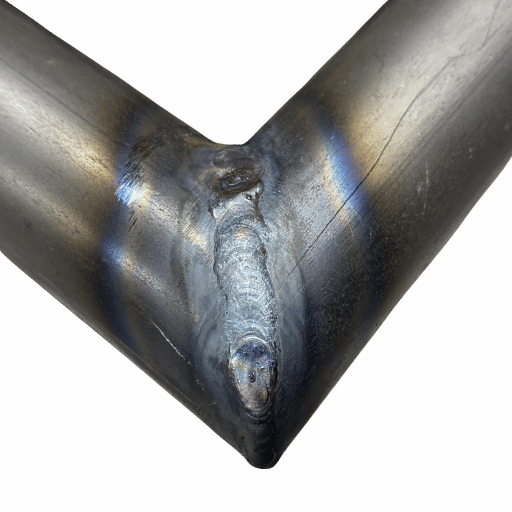
Precautions for welding chrome moly pipe can be seen as ‘sharp risk’, however the fact is that Cr-Mo steels are air hardening. Consequently, in all cases, a person’s time of welding is not adequate to prevent any post heat treatment that may be required. This is because any temperature in the interpass range of 250- 300C can potentially produce a brittle martensitic transformation in the HAZ, which ultimately leads to hydrogen cracking in service.
Preheat Temperature Requirements
| Grade | Min Preheat °C (°F) | Interpass Max | Critical Rule |
|---|---|---|---|
| P1/P2 | 100 (200) | — | Low hardenability |
| P5/P9 | 200 (400) | — | Higher Cr content |
| P11 | 150–200 (300–400) | — | Standard power plant |
| P22 | 200–250 (400–480) | — | Higher Mo |
| P91 | 200–300 (400–570) | 300°C (570°F) | NEVER cool below 200°C before PWHT |
Source: AWS D10.8, ASME B31.1
Special note is given to the P91 interpass maximum of 300C. Since P91 is an alloy that is sensitive to the very high heating and cooling rates, allow it to cool to a temperature close to the martensite finish (>100C) before PWHT. Do not leave at ambient temperature in the as-welded condition, as this leaves the temporary martensite phase in the P91 weld between approximately 50-150C where hydrogen deterioration may occur.
Filler Metal Selection
| Pipe Grade | SMAW Electrode | GTAW Wire | Approx. Tensile (psi) |
|---|---|---|---|
| P11 | E8018-B2 | ER80S-B2 | 90,000–98,000 |
| P22 | E9018-B3 | ER90S-B3 | 105,000–110,000 |
| P91 | E9015-B9 | ER90S-B9 | ~126,000 |
Source: Hobart Brothers
Filler must be matched to the base metal grade. Employing a lower-alloy filler (B2 filler in P22 pipe for instance) leaves a weld deposit without the creep resistance for the underlaying base metal. The joint then becomes the lowest performing element of the system-precisethe failure mode that PWHT and matched fillers are designed to eliminate.
PWHT for P91: The 4-Phase Process
📐 Engineering Note — P91 PWHT Procedure
- Phase 1: Heat to 315C(600F) at a controlled rate
- Phase 2: Rise at max 330C/hr (600F/hr) to soak temp
- Phase 3: Soak at 76014C(140025F) for at least 2 hours
- Phase 4: Air cool to ambient at max 220C/hr (400F/hr) to 315C then air cool to ambient
The soak temp range for P91 is very narrow-only 14C. Going over 775C can cause delta ferrite to form and irreparably kill the creep life. Falling below 745C results in never be completely tempered leaving the weld brittle. Before every heat cycle, thermocouple location, blanket coverage, and controller calibration must be confirmed.
“P91 is unforgiving if post-weld heat treatment is not executed correctly. As-welded, the hardness sits in the mid-40s HRC with Charpy impact values of merely 3 ft-lbs. Proper PWHT drops the hardness into the low 20s and increases Charpy to anywhere between 40 ft-lbs and 70 ft-lbs. This transformation is not up for debate.”
— W.F. Newell Jr., Chairman, AWS D10 Subcommittee on Cr-Mo Piping
⚠️ Health & Safety Warning
Welding chrome moly produces hexavalent chromium (Cr6+), which is proven to be carcinogenic. OSHA PEL is 5 g/m. Always wear supplied-air or P100 respirators, and make sure hot work is performed in well-ventilated conditions. This applies for all grades Cr-Mo, with higher grades of chrome (P9, P91) giving rise to more of the Cr6+.
Can chrome pipe be bent?
Yes-but with major qualifications based on the grade. Cold bending of chrome moly pipe requires a minimum bend radius of 5OD for P11 and P22 and stress-relieving following the bend. P91 has a much more stringent guide line: It must be form-hardened> 1040Cand then re-normalized and tempered to restore the desired microstructure. Thin-wall 4130 chromoly tubing (popular in roll cages and chassis fabrication) can be cold formed with a mandrel bender at a 3OD minimum radius, but wall thinning on the extrados should be calculated before proceeding.
Veterans of the industry have some sage rules of thumb which may be of interest. Do not wield with an open flame on thin-wall chromoly-torch heat oxides the parent material and leaves behind brittle locations. When field stress relieving chrome moly joints, cover the weld with K-wool, thread it into a tie wire and heat it up and keep it hot to ensure temperature is maintained during the cool-down period. And back purge with argon when TIG welding chrome moly pipe to prevent internal oxidation which produces a sugared root bead and a stress riser in service.
How to Choose the Right Chrome Pipe: A Practical Selection Framework

Between the vast array of grades, platings and standards, it can be daunting to choose the right chrome pipe. The following 3-question approach beats the stopwatch and gets you to the right spec in under a minute.
The 3-Question Selection Method
Question 1: What is your service temperature?
- Below 150°C → Chrome plated pipe (decorative/plumbing)
- 150–510°C → Cr-Mo P11 or P12
- 510–565°C → Cr-Mo P22
- Above 565°C → Cr-Mo P91 or P92
Question 2: What is your design pressure?
- Below 1,500 psi → Standard wall (SCH 40–80)
- Greater than 1500 psi Heavy wall (SCH 120-XXS) or consult a piping engineer
Question 3: What is the service environment?
- Hydrogen service Consult API RP 941 Nelson Curves for the correct Cr-Mo grade
- Sulfidation Higher grades of Cr (P5, P9) for improved sullfidic corrosion
- Oxidation only → Match temperature per Question 1
Pricing context: Material costs vary significantly by grade. As a rough benchmark in early 2026: P11 pipe typically runs at 1× base price, P22 at 1.2–1.5× base, and P91 at 2–3× base. However, P91’s thinner walls offset much of this premium through reduced total weight, smaller pipe supports, and less filler metal consumption during welding. On a total-installed-cost basis, the gap between P22 and P91 narrows considerably for large-diameter applications.
Ready to order? View our chrome pipe stock list to check availability and lead times across all grades of ASTM A335.
Chrome Pipe Market Outlook: What’s Changing in 2025–2026
Key Market Statistics
$6.58B
Global Cr-Mo pipe market (2025)
9% CAGR
Projected growth through 2033
1.2M MT
Annual global Cr-Mo pipe exports
A host of factors are fueling the chrome moly pipe market in 2025-2026: Expanding energy infrastructure in Asia and the Middle East is driving demand for P11 and P22 pipe used in conventional power plants. LNG terminal projects-in particular in the US, Qatar, and Australia-are installing Cr-Mo piping in high temperature regions of liquefaction trains. And the drive to ultra-supercritical (USC) and advanced USC coalfired plants is maintaining big P91 and P92 requirements.
Another lesser-known, but increasingly urgent factor is the nuclear revival. Smaller modular reactors (SMRs) and Generation IV reactor types require Cr-Mo alloys in their steam generators and secondary loop pipes. Once these designs roll out to commercial operation in the late 2020s, we will see new demand for premium chrome moly piping.
On the standards side, the October 2024 revision of ASTM A335 added grades P93, P115, P128, and P921-all produced to service temperatures above 620C. That clearly points the industry and suppliers in the direction of higher steam parameters, greater efficiencies, and a need for higher grade pipe materials to handle 650C plus.
Supply planning advice: If you are planning projects requiring P91 or P92 pipe for 2026–2027 commissioning, consider securing supply agreements before Q3 2026. Lead times for large-diameter P91 (above NPS 12) have stretched to 16–24 weeks at major mills, and allocation constraints from Japanese and European producers show no sign of easing in the near term.
Frequently Asked Questions About Chrome Pipe
Q: What is chrome pipe used for?
View Answer
Q: What is the difference between chrome pipe and stainless steel pipe?
View Answer
Q: What temperature can chrome moly pipe withstand?
View Answer
Q: How do you maintain chrome plated pipe?
View Answer
Q: What is 9 chrome pipe used for?
View Answer
Q: Can you bend chrome moly tubing without cracking?
View Answer
Q: What ASTM standard covers chrome moly pipe?
View Answer
Need Chrome Pipe for Your Project?
Baling Steel supplies all grades of ASTM A335 chrome moly pipe, from P5 up to P92, with the required mill test certificates and full material traceability.
About This Chrome Pipe Guide
This document was prepared by Baling Steel’s technical content specialists utilizing ASTM standards, welding code references, and chrome moly pipe data sheets. As a steel pipe provider we deal with Cr-Mo alloys constantly and have gathered certain procurement and fabrication nuggets into this guide. All data references their original standards and these should be cross-checked against the latest editions before use in critical applications.
References & Sources
- ASTM A335/A335M-24b – Standard Specification for Ferritic Alloy-Steel Pipe for High-Temperature Service – ASTM International
- AWS D10.8-96 – Recommended Practices for Welding of Chromium-Molybdenum Steel Piping and Tubing – American Welding Society
- Cr-Mo Alloy Pipe: The Complete Guide — Projectmaterials.com
- Hobart Brothers Filler Metal Selection Guide — ITW Welding
- Hard Chrome Plating Technical Guide — US Chrome Corporation
- Welding P91: Understanding the Rules – The Fabricator, FMA Communications
- Hard Chrome Plating Process Overview – Hard Chrome Specialists (HCS)
- ASTM B650 – Standard Specification for Electrodeposited Engineering Chromium Coatings on Ferrous Substrates – ASTM International
Related Articles
- The Basic Steel Pipe Manufacturing
- Understanding A53 Steel Pipe
- Carbon Steel Pipe: Complete Guide
- Welded Steel: Properties and Applications

