


Stumpfschweißbeschläge Sind ein wesentlicher Bestandteil in vielen industriellen Anwendungen, dienen als Rückgrat für die Schaffung robuster, zuverlässiger und funktioneller Rohrleitungssysteme Ob Sie im Öl - und Gassektor, in der chemischen Verarbeitung oder in der Stromerzeugung tätig sind, das Verständnis dieser Armaturen ist von größter Bedeutung für ihre Wirksamkeit und strukturelle Korrektheit In diesem vorgestellten Kontext liefert Super Acidity zahlreiche Informationen über Stumpfschweißbeschläge ausgehend von den verschiedenen Typen, und die Rohstoffe, die zu ihrer Konstruktion verwendet werden, bis zu ihrem Anwendungsumfang und ihren Ausschlägen. Dieser Artikel ist darauf ausgerichtet, sowohl theoretische als auch praktische Aspekte von Stumpfschweißbeschlägen zu überbrücken. Ziel dieses Artikels ist es, Stumpfschweißbeschläge zu entmystifizieren und Ihnen die entsprechenden Fähigkeiten zu vermitteln, sie angemessen auf humane intelligente Entscheidungen über Ihre spezifischen Aufgaben anzuwenden. Lesen Sie weiter, um tiefer zu vertiefen und wichtige Antworten zu erhalten.
Was sind die verschiedenen Arten von Butt-Weld-Anschlüssen?

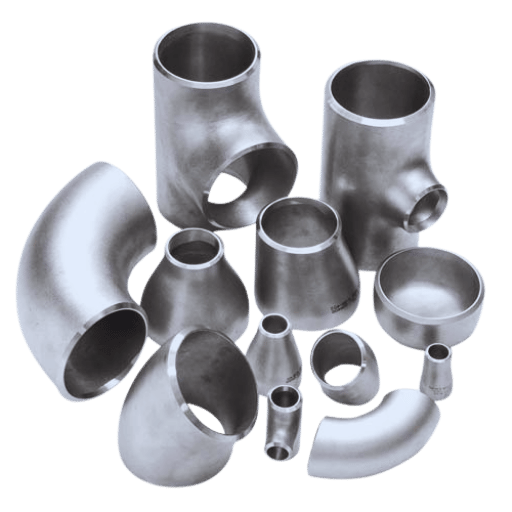
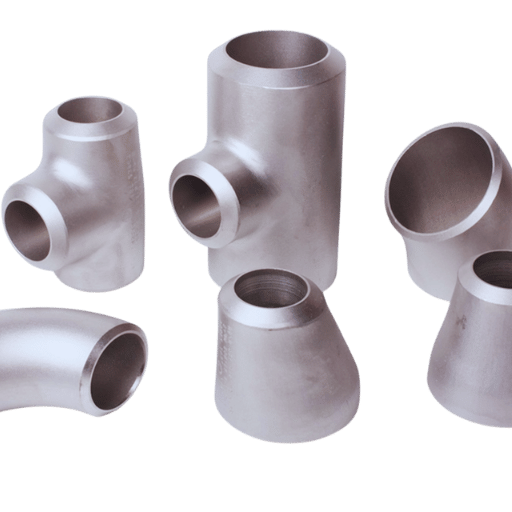
- Ellbogen: Wird in Fließliniensystemen als Wendepunkte verwendet. Im Allgemeinen gibt es sie in Konfigurationen von 45 Grad, 90 Grad und 180 Grad.
- Abschläge: Diese Armatur ermöglicht die Aufteilung oder Zusammenführung des Flüssigkeitsflusses und den vollständigen oder teilweisen Abbau von Rohren.
- Reduzierer: Diese Armaturen übergehen den Durchmesser zweier Rohrabschnitte und werden konzentrisch oder exzentrisch verkauft.
- Kappen: Werden als Endverschlüsse verwendet, um die Endflächen festzuziehen und Leckagen zu verhindern.
- Kreuze: Diese Armaturen verbinden vier Rohre an einer einzigen Stelle, was bestenfalls neurotisch ist.
Die Ellenbogenvarianten verstehen
Winkelarmaturen sind in einem Rohrnetz unverzichtbar, wenn die Richtung des Flüssigkeitsstroms geändert werden muss, was üblicherweise in Winkeln wie 45°, 90° und 180° geschieht.
- 45° -Ellenbögen: Sie leiten den Fluss in einem leichten (und symmetrischen) Winkel um und reduzieren so effektiv den Widerstand und den ungleichmäßigen Druckabfall innerhalb des Systems.
- 90° -Bögen: Sie werden häufig eingesetzt, insbesondere wenn eine plötzliche Änderung der Strömungsrichtung ohne viel Platz erforderlich ist.
- 180° -Ellenbögen: Diese Komponente erleichtert die vollständige Flussinversion, eine Funktion, die häufig zu U-Biegungen und Flussschleifenanwendungen beiträgt.
Jede Armatur verfügt über verschiedene Betriebsfähigkeiten und beinhaltet die effizienten Funktionalitäten und die physische Integrität des Systems. Die richtige Wahl eines Kunden hinsichtlich des angegebenen Winkels und Zwecks sorgt für die besten Ergebnisse in einer bestimmten Installation.
Erkundung von Tee-Verbindungen
Abschlagverbindungen sind Rohrverbindungsstücke, die den Flüssigkeitsstrom aus einer einzigen Quelle in zwei, hauptsächlich entgegengesetzte Richtungen oder Wege leiten Typische Konfigurationen sind gleich große Abschläge und reduzierende Abschläge Gleiche Abschläge haben drei ähnlich große Öffnungen, wohingegen bei einem reduzierenden Abschlag ein Abzweig größer ist als der andere Abschlagverbindungen dienen hauptsächlich der Fluidströmungsrichtung oder - verteilung innerhalb eines Systems Die richtige Abschlagverbindung kann die entsprechenden Durchflussniveaus gewährleisten und helfen, Problemen wie Druckungleichgewichten entgegenzuwirken.
Arten von Reduzierstücken in Knopfschweißbeschlägen
|
Typ |
Form |
Achse |
Anwendungsfall |
Material |
Druck |
Korrosion |
|---|---|---|---|---|---|---|
|
Konzentrisch |
Trichter |
Ausgerichtet |
Vertikale Rohrleitungen |
Stahl/Legierung |
Hoch |
Beständig |
|
Exzentrisch |
Versatz |
Blockfrei |
Horizontale Rohrleitungen |
Stahl/Legierung |
Hoch |
Beständig |
Wie wähle ich die richtigen Knopfschweißanschlüsse für Ihr Projekt aus?
Faktoren, die bei der Schweißnahtauswahl berücksichtigt werden müssen
- Materialkompatibilität: Berücksichtigen Sie die Situation der Korrosion oder lebenslangen Konstruktion und stellen Sie sicher, dass das Passmaterial, beispielsweise Stumpfschweißbeschläge, mit dem Rohrleitungsmaterial übereinstimmt.
- Betriebsdruck und -temperatur: Wählen Sie Armaturen, die unter dem vorherrschenden Druck und der vorherrschenden Temperatur des Systems funktionieren.
- Anforderungen an die Pipeline-Ausrichtung: Überprüfen und beurteilen Sie, ob die Ausrichtung konzentrisch vorgespannte oder exzentrische Reduzierer für die Strömung benötigt.
- Anwendungstyp: Bestimmen Sie, ob das System für horizontale oder vertikale Rohrleitungen vorgesehen ist, da dies Auswirkungen auf die Verwendung des Reduzierstücks hätte.
- Branchenstandards und Zertifizierungen: Die Armaturen müssen den einschlägigen Industriestandards, wie ASTM und ASME, entsprechen, um die Qualität sicherzustellen.
Materialkompatibilität mit Edelstahl und Kohlenstoffstahl
Die Auswahl von Materialien mit geeigneten Eigenschaften ist unerlässlich, um Korrosion zu vermeiden, die strukturelle Integrität zu verwalten und die Leistungsziele zu erfüllen Eine mechanische Standardlegierung ist Edelstahl, der Chrom enthält und so die Korrosionsbeständigkeit verbessert. Dieses Material wird häufig in Anwendungen verwendet, bei denen Elemente wie Wasser, Chemikalien und oft extreme Temperaturen vorhanden sind. Im Gegensatz dazu wird dies bei Kohlenstoffstählen umgangen, die erhebliche mechanische Eigenschaften und Kosteneinsparungen bieten.
Wenn Systeme jedoch Rohre aus rostfreiem und Kohlenstoffstahl sowie Stumpfschweißverbindungen umfassen, wird galvanische Korrosion zu einem Problem, es sei denn, es wird etwas dielektrisches Material verwendet, um die beiden unterschiedlichen Metalle, die in Kontakt stehen, zu trennen. Isoliermaterialien wie Dichtungen, Buchsen oder andere Gegenstände sollten zwischen dem geschweißten Rohr und allen Innen- oder Außenmaterialien verwendet werden, um Korrosion zu verhindern. Auch die Verwendung von Edelstahl Typ 304 oder 316, die gegenüber Kohlenstoffstahl nicht aggressiv sind, wird dazu beitragen, ein solches Problem zu überwinden.
Eine weitere Überlegung ist die Temperatur, da davon ausgegangen wird, dass Edelstahl in Umgebungen mit relativ hohen Temperaturen normalerweise Kohlenstoffstahl übertrifft. Allerdings kann unbehandelter Kohlenstoffstahl bei diesen höheren Temperaturen erweichen und an Festigkeit verlieren. Darüber hinaus kann die Verwendung von Schutzbeschichtungen und kathodischem Schutz die Haltbarkeit von Kohlenstoffstahlkomponenten in Systemen aus verschiedenen Materialien verbessern. Die Berücksichtigung solcher Faktoren ermöglicht die Einführung von Systemen, die sowohl Edelstahl als auch Kohlenstoffstahl verwenden, unter Beibehaltung angemessener Preise und eines geeigneten Langzeitbetriebs.
Wie ist der Installationsprozess für Butt Weld Fittings?

Schritt-für-Schritt-Schweißeinbauverfahren
- Vorbereitung und Inspektion: Überprüfen Sie in dieser Phase jedes Stumpfschweißbeschlag und andere Materialien, wie die Rohre und Adapter, Knistern und Dellen, auf etwaige Fehler und stellen Sie sicher, dass keine Korrosion vorliegt Überprüfen Sie die Armatur auf Konformität mit den angegebenen Zeichnungen und relevanten Industriestandards.
- Schneiden und Reinigen: Verkürzen Sie die Länge des Rohrs entsprechend der Reihenfolge, schrägen Sie die Enden ab, um sie zum Schweißen vorzubereiten, und reinigen Sie die Kanten. Reinigen Sie gründlich die Kanten der Rohrenden und im Inneren der Armaturen und wischen Sie Schmutz, Rost oder Öl weg, die die Qualität der Schweißnaht beeinträchtigen könnten.
- Fit-Up und Alignment: Legen Sie das Stumpfschweißbeschlag in einer Linie mit den Rohrenden und machen Sie Platz für eine akzeptable Ausrichtung, gefolgt von einem vorgeschriebenen Spalt Klemmen, Abstandshalter, ein Laserpointer, und andere Ausrichtungsinstrumente müssen während dieses Schritts verwendet werden.
- Kurzschlussschweißen: Bei der Vorbereitung werden das Fitting und das Rohr aneinander geschweißt, um mehrere Verbindungen zu positionieren. Dies ist entscheidend für die Aufrechterhaltung der Ausrichtung des Rohrleitungssystems, da es Halt bietet und jede Bewegung verhindert, wenn das Schweißen vollständig durchgeführt wird.
- Schweißausführung: Führen Sie den Schweißvorgang durch, indem Sie die richtige Methode, z.B. GTAW, SMAW, oder MIG, auswählen und die entsprechenden Schweißverfahrensspezifikationen (WPS) anwenden, wobei auf die Steuerung der Wärmeeingabe, der Schweißgeschwindigkeit und der Technik zu achten ist, um die gewünschte Qualität ohne Mängel zu gewährleisten.
Sicherstellung der Rohrausrichtung und Präzision
- Verwendung von Ausrichtungswerkzeugen: Rohrausrichtungsklemmen, -ebenen und Laserausrichtungssysteme können auch dabei helfen, die beiden Teile genau innerhalb der Enden des anderen zu positionieren. Daher wird die Ausrichtung zwischen den beiden Teilen während des gesamten Schweißprozesses aufrechterhalten.
- Visuelle Inspektion: Darüber hinaus sollte eine gründliche visuelle Untersuchung durchgeführt werden, um sicherzustellen, dass sowohl die Rohrenden als auch etwaige Stumpfschweißverbindungen gut ausgerichtet sind, ohne dass mögliche Lücken entstehen, die die Schweißleistung beeinträchtigen können.
- Sichere Gelenkstabilität: Am Rohr sollten verstellbare Klemmen oder Heftschweißnähte verwendet werden, um zu verhindern, dass es sich bewegt, bevor mit dem Schweißen begonnen wird, was zu einer Fehlausrichtung führen kann.
- Verifizierung: Geräte wie Messschieber und Spaltmesser können die eigentliche Ausrichtungsprüfung hinsichtlich der anderen Messungen in der Spezifikation oder Toleranz durchführen.
Warum sind ANSI B16.9-Standards für Butt-Weld-Anschlüsse wichtig?
Überblick über ASME- und ANSI-Standards
Die American Society of Mechanical Engineers (ASME) und das American National Standards Institute (ANSI) sind bemerkenswerte Gremien, die Standards festlegen und fördern, die die Sicherheit, Zuverlässigkeit und Kompatibilität von Systemen in allen Industriesektoren erleichtern. Es gibt spezifische ASME-Standards in Bezug auf Druckleitungen und Druckbehälter, wie unter anderem ASME B31 und seine Boiler and Pressure Vessel Codes (BPVC), die für die Konstruktion, Konstruktion und Inspektion von Komponenten gelten, die in kritischen Systemen eingesetzt werden sollen. Solche Standards sind von entscheidender Bedeutung, um Ausfälle bei Einsätzen zu minimieren, bei denen schwere Bedingungen wie hoher Druck oder hohe Temperaturen auftreten.
Umgekehrt fungiert ANSI als Zertifizierungsbehörde für Normen verschiedener Organisationen, um eine Harmonisierung und Einheitlichkeit in verschiedenen Branchen zu ermöglichen. ANSI B 16.9 in Bezug auf Standard-Stumpfschweißbeschläge liefert ein weiteres Beispiel für die Standardisierung und ihre Rolle bei der Kompatibilität von Rohrleitungssystemen. Diese spezifischen Beschläge, die innerhalb der erforderlichen Maß- und Festigkeitsspezifikationen geschmiedet werden, spielen eine entscheidende Rolle bei der Erreichung der korrekten Ausrichtung und Platzierung, der Minimierung potenzieller Lecks und der Verbesserung der strukturellen Integrität des Systems, bei dem es sich um ein Rohr handelt.
Branchensegmente wie Öl & Gas, Strom, Chemie, Zivil usw. können ohne eifrige Einhaltung der ASME- und ANSI-Standards nicht funktionieren. Eine solche Praxis erspart ihnen nicht nur regulatorische Hindernisse, sondern spart auch Betriebskosten, indem sie die Unklarheit von Schweißverbindungen von Rohrelementen beseitigt und die Haltbarkeit und Lebensdauer der Komponenten erhöht. Aktualisierungen und Ergänzungen der Standards in Bezug auf Materialien, Wissen und sogar Situationen werden regelmäßig als Näherungswerte dieser Änderungen im Laufe der Zeit durchgeführt. Die ständige Synchronisierung der Standards zeigt die Widmung der ASME ANSI an die produktive Industrieentwicklung mit optimaler Qualität.
Vorteile der ANSI B16.9-Konformität
Die Erfüllung der ANSI B16.9-Spezifikationen bietet rohrabhängigen Industrien mehrere wichtige Vorteile, darunter:
- Verbesserte Sicherheit: Anschlüsse, die nach genauen Maßen und engen Toleranzen hergestellt werden, verringern das Risiko von Lecks oder Ausfällen.
- Standardisierung: Konsistente Teileabmessungen erleichtern die Installation und Wartung, indem Vermutungen entfernt werden.
- Regulatorische Akzeptanz: Komponenten, die anerkannten Regeln entsprechen, löschen den Genehmigungspfad in regulierten Einstellungen.
- Kosteneffizienz: Weniger Schrott, weniger Pannen und geringere Wartungskosten sind auf zuverlässig hergestellte Teile zurückzuführen.
- Globale Kompatibilität: Internationale Spezifikationen ermöglichen es Komponenten, überall gebaute Systeme unterzubringen, was die Logistik rationalisiert.
Zusammengenommen machen diese Fortschritte ANSI B16.9-konforme Rohrleitungen stark, zuverlässig und für Produktivität und Sicherheit geeignet.
Häufige Herausforderungen bei der Verwendung von Butt-Weld-Anschlüssen und deren Überwindung

Umgang mit exzentrischen und konzentrischen Fehlstellungen
- Präzisionsinstallation: Bei Installationen sind geeignete Messwerkzeuge und Ausrichtungsvorrichtungen anzubringen, um Bauteile genau zu integrieren Dadurch wird eine Minimierung des Versatzes zwischen Verbindungselementen gewährleistet.
- Richtige Passauswahl: Wählen Sie Armaturen aus, die speziell für diesen Zweck hergestellt wurden. Konzentrische Reduzierer müssen für vertikale Übergänge verwendet werden, um Flüssigkeitseinschlüsse im Rohr zu vermeiden, während die exzentrische Reduzierung für alle horizontalen Stumpfschweißübergänge gelten muss.
- Regelmäßige Inspektionen: Planen Sie regelmäßige Bewertungen, um Ausrichtungsprobleme früh genug zu erkennen und Abhilfemaßnahmen zu ergreifen, um die langfristige Ineffizienz der Systeme einzudämmen.
- Richtige Schweißpraktiken: Stellen Sie sicher, dass ein qualifizierter Schweißer vorhanden ist, der den Schweißprozess durchführt, und halten Sie die entsprechenden Design-Schweißvorschriften ein, um Fehlausrichtungen aufgrund der Schweißstörungen zu vermeiden.
Bewältigung von Toleranzproblemen in Rohrleitungssystemen
Die richtige Rohrmontagearbeit wird erreicht, indem einfache Konstruktionsmaßnahmen verstanden, spezifische Qualitätsverfahren befolgt und alle Installationsarbeiten genau ausgeführt werden. Zunächst sollten die Strukturelemente so gewählt werden, dass ihre Toleranz größer oder gleich der erwarteten Auflösung in der realen Anwendung ist. Zweitens sollten die Arbeiten erst dann zusammengebaut werden, wenn sie gründlich hinsichtlich der korrekten Abmessungen geprüft wurden. Schließlich sollten während des Installationsprozesses kalibrierte Instrumente zusammen mit erfahrenem Personal eingesetzt werden, wo immer dies erforderlich ist, damit die Rohre in perfekter Form und Position sind, um Abweichungen und etwaige Ineffizienz des Systems zu vermeiden. Dies gewährleistet und sorgt für eine effektive Nutzung des Rohrleitungssystems.
Gewährleistung von Gesundheitsstandards in der Produktion
Die Aufrechterhaltung der Sauberkeit in jedem Aspekt der Produktion ist zwingend erforderlich, um eine gleichbleibende Qualität der an die Verbraucher gelieferten Produkte zu erreichen und die festgelegten Standards einzuhalten Eine praktische Maßnahme ist die Einführung von Good Manufacturing Practices (GMPs), einschließlich der Einhaltung regelmäßiger Reinigungen, der Gestaltung hygienischer Einrichtungen, der Schulung der Arbeitnehmer usw. Clean-in-Place-Geräte (CIP) werden aufgrund effizienter Reinigung und minimaler Ausfallzeiten hauptsächlich in der Reinigung von Produktionsanlagen eingesetzt, wie in den Branchenrichtlinien vorgeschlagen. Automatisierte CIP-Systeme erweisen sich durch Forschung als wirksam; Wenn sie im Laufe der Zeit praktiziert werden, tragen sie neben anderen Effizienzgewinnen im System dazu bei, die verfügbaren mikrobiellen Geräte, auch die verfügbaren mikrobiellen Erkennungsmöglichkeiten zu maximieren und den Ansatz, die Analysebedingungen zu nutzen.
Häufig gestellte Fragen (FAQs)
F: Was sind Buttweld-Armaturen und warum sind sie in Rohrleitungssystemen unerlässlich?
A: Buttweld dienen dazu, die Richtung zu ändern, abzuzweigen, die Größe zu reduzieren oder den Rohrdurchmesser zu ändern Sie sind wichtig in Rohrleitungssystemen, weil sie helfen, eine nahezu perfekte Verbindung herzustellen und bieten eine Menge von Festigkeit Sie sind auch temperaturbeständig, was sie in den meisten industriellen Rohrleitungssystemen nützlich macht.
F: Wie unterscheidet man zwischen einem 45° - und 90° -Stumpfschweißbogen?
A: Die 45° und 90° Stumpfschweißbögen unterscheiden sich in dem Winkel, in dem sie die Rohrleitung biegen, zur Erklärung wird ein 45-Grad-Bogen das Rohr bei 45 Grad für glatte Kurven biegen, während ein 90-Grad-Bogen das Rohr bei scharfen Biegungen im Rohrwerk um 90 Grad biegt.
F: Welche Rolle spielt ein konzentrisches Reduzierstück in einem Rohrleitungssystem?
A: In einem Rohrleitungssystem können Situationen auftreten, in denen die Notwendigkeit besteht, die Rohrgrößen zu reduzieren Ein Rohranschlussstück, insbesondere ein konzentrisches Untersetzungsgetriebe, richtet die Mittelpunkte der relativ größeren und kleineren Rohre aus. Es reduziert den Durchfluss durch Rohrlängen unterschiedlicher Größe und minimiert effektiv Stoßwellen in Rohren.
F: Können Sie die Verwendung einer Stumpfschweißseite in industriellen Rohrleitungen erklären?
A: Ein stumpf geschweißter Seitenanschluss, oft auch als Schweißseitenanschluss bezeichnet, ist eine spezielle Art von Rohranschluss, die zur Vergrößerung des Rohrleitungssystems in einem Winkel von 45 Grad verwendet wird. Er ist oft in ein komplexeres Rohrleitungssystem integriert, um einige weitere Rohrleitungen zu verzweigen, ohne die Gesamtfestigkeit und Dichtheit der Rohrleitungen zu beeinträchtigen.
F: Welche Vorteile bietet die Verwendung eines Stummelendes bei Flanschverbindungen?
A: Ein Stub-Ende wird hergestellt, wenn das System so gebaut ist, dass es an der Verbindung nicht zu Stumpfschweißen kommen kann oder wenn kein Zugang zum hinteren Teil des Flansches besteht. Es ist nützlich, da es keine engen Toleranzen erfordert und keine Verformung verursacht Noch wichtiger ist, dass es günstiger ist, da die Flansche bei einer Wartungsprüfung wiederverwendet werden können.
F: Wie unterscheidet sich ein reduzierendes T-Stück von anderen buttweld-Armaturen?
A: Es werden torisphärische Enden verwendet, nämlich Trepanieren, in diesem Fall werden jedoch reduzierende T-Stücke verwendet, auch Reduzierer genannt. Eines der drei Elemente ist senkrecht zu den verbleibenden zwei ausgerichtet, mit einem Außendurchmesser, der kleiner als die anderen Elemente ist. Ein solches System besteht aus T-Stücken, konzentrischen Reduzierstücken und anderen Komponenten, um niedrigere Anteile der Strömung im kleineren Zweig aufzunehmen.
F: Welche Faktoren sollten bei der Auswahl der Wandstärke für Stahlstumpfschweißbeschläge berücksichtigt werden?
A: Im Zusammenhang mit der Wandstärke wird erwartet, dass die Berücksichtigung des Betriebsdrucks, der Temperatur, des Materials des Rohrs, möglicher Wechselwirkungen mit der Umgebung und der Lebensdauer der Produkte variieren wird. Die Dicke der Wände wird normalerweise in Zeitplannummern wie Zeitplan 40, 80 usw. angegeben.
F: Warum ist eine nahtlose Konstruktion bei Stoßschweißbeschlägen aus Kohlenstoffstahl von Bedeutung?
A: Nahtlose Konstruktion in Kohlestahl Stumpfschweißbeschlägen ist unerlässlich, da sie keine geschweißten Bereiche umfasst, was auf Schwächen der Struktur hinweisen kann. Sie ist stärker und kann darauf angewiesen sein, Hitze und sauren Substanzen standzuhalten und so das Risiko von Leckagen zu verhindern. Es findet seinen Wert in Hochdruck- und kritischen Anwendungen in industriellen Rohrleitungen.
F: Wie wirkt sich die Wahl der Legierung auf die Leistung von Stumpfschweißbeschlägen aus?
A: Die Wahl der Legierung beeinflusst die Effizienz von Stumpfschweißnähten, indem sie ihre Toleranz gegenüber Umwelteffekten wie chemischer Korrosion, Hitze und Druck definiert. Verschiedene Materialien wie Edelstahl und Kohlenstoffstahl haben Vor- und Nachteile, daher ist die Verwendung des geeigneten Materials für die Anwendung unerlässlich.
Referenzquellen
1. Ultraschallprüfung für die Prozess-Rohrstumpfschweißung (2011) (Zhao, 2011)
- Laut Zhao (2011) befasst sich dieser Artikel mit der Untersuchung der Ultraschallprüfung der Inspektion von Prozessrohr-Stumpfschweißnähten.
- Die Studie zeigt die Effizienz der Ultraschallprüfung bei der Lokalisierung von Defekten in der Stumpfschweißung von geschweißten Rohren.
2. Internationale Handelsverwaltung - Edelstahl-Stumpfschweißrohrbeschläge
- Bietet die Beschreibung und Spezifikation des Umfangs von Rohrformstücken aus Edelstahl mit Stumpfschweißung.
3. Schweißen

