


Especificaciones rápidas de un vistazo
- Tipos de materiales: Latón/cobre/acero cromado, acero aleado Cr-Mo (ASTM A³³5)
- Grados comunes: P5, P9, P11, P22, P91, P92
- Rango de tallas: NPS 1/8«-26® (Cr-Mo); 1/2«-2® (cromado)
- Temperatura de servicio Ma×: Hasta 620°C (1150°F) para P92
- Standarde cheie: ASTM A335, ASTM B650, AWS D10.8
La tubería de cromo se encuentra en la cúspide de dos reinos muy distintos: como toque decorativo de acabado de las líneas de suministro de agua cercanas en un entorno doméstico, o en la industria petroquímica y de generación de energía, donde una tubería de aleación de cromo-molibdeno puede permanecer caliente sin ablandarse durante días. si no semanas. Aquí hay una guía de ambos mundos; tubería decorativa cromada junto con tubería de aleación industrial Cr-Mo, grados de explicación electrónica, especificaciones, prácticas de soldadura y un proceso simple de toma de decisiones para hacer coincidir la tubería de cromo con las temperaturas de funcionamiento.
¿qué es la tubería cromada? Definición y tipos comunes
Tubería de cromo es la palabra general para cualquier producto tubular en el que el cromo ocupa un lugar destacado, ya sea como material de revestimiento de superficies para proporcionar resistencia a la corrosión y atractivo visual, o como un elemento de aleación importante dentro del material de acero para brindar resistencia a altas temperaturas. El término puede aplicarse a tuberías cromadas de latón o cobre utilizadas en plomería, tuberías de acero de aleación de cromo-molibdeno producidas según ASTM A335 o tuberías de escape cromadas diseñadas para su uso en vehículos.
| Tipo | Material base | Uso típico | Temperatura máxima | Nivel de costo |
|---|---|---|---|---|
| Cromado | Latón, cobre, acero | Fontanería decorativa | ~150°C | $ |
| Aleación de cromo molibdeno | Acero CR-Mo (ASTM A335) | Centrales eléctricas, refinerías, calderas | Hasta 620°C | $$–$$$ |
| Escape cromado | Acero cromado | Pilas de escape de vehículos | ~500°C | $$ |
¿Qué es una tubería de cromo?
Una tubería de cromo es un anillo metálico hueco que utiliza cromo para aplicación superficial o rendimiento metalúrgico interno. Las tuberías chapadas, en las que se electrodeposita una capa de cromo sobre una base de latón, cobre o acero dulce, vienen en un cromado donde una superficie brillante y reflectante y, hasta cierto punto, la resistencia a la corrosión para usos comunes de plomería en baños y cocinas es visible para recorridos menos costosos, o la cerámica más protectora para aplicaciones de alta temperatura. Las aleaciones de tuberías de aleación de 2Cr-Mo, como el tubo Cr-Mo, concentran el elemento dentro de la matriz de acero en lugar de superficies chapadas. Al contener cromo y molibdeno disueltos en la matriz de acero, esta aleación forma una aleación que puede mantener sus propiedades mecánicas a una temperatura mucho mayor que las propiedades cementosas simples de acero al carbono.
Uno de los puntos de confusión más comunes para los compradores primerizos: la tubería brillante de la ferretería y la tubería gris opaca de una central eléctrica se llaman “tubería cromada”, pero prácticamente no tienen nada en común. La tubería cromada decorativa cuesta un par de dólares el pie. Una tubería de cromo molibdeno NPS P91 de 12 «puede costar unos cientos de dólares el pie y requiere procedimientos de soldadura manuales que tardan semanas en planificarse.
Visite toda nuestra selección de productos de tuberías de cromo para obtener detalles y disponibilidad.
Tubería cromada versus tubería de aleación de cromo molibdeno

La confusión de Chrome“esta frase aparece en foros técnicos, departamentos de adquisiciones e incluso oficinas de ingeniería con más frecuencia de lo que cabría esperar. Alguien solicita ”tubería cromada” en una orden de compra y el proveedor envía una tubería de plomería brillante y pulida en lugar del acero aleado Cr-Mo necesario para un sobrecalentador. O al revés: un plomero recibe una caja de tubería P11 gris mate cuando todo lo que necesitaba era una línea de suministro decorativa para un tocador de baño. Comprender la distinción entre estas dos categorías evita costosos errores de pedido y, en entornos industriales, sustituciones de materiales potencialmente peligrosas.
| Propiedad | Cromado | Cromo Moly (P11) | Molibdeno cromado (P91) |
|---|---|---|---|
| Dureza superficial | 66-72 HRC | 22-25 HRC (base) | 25-30 HRC (base) |
| Temperatura máxima de servicio | ~150°C (300°F) | 510°C (950°F) | 593°C (1100°F) |
| Método de corrosión | Capa barrera | Escala de óxido | Escala de óxido + contenido de Cr |
| Aplicación típica | Accesorios de fontanería | Líneas de vapor, calderas | Centrales eléctricas supercríticas |
| Norma ASTM | B650 (chapado) | A335 Grado P11 | A335 Grado P91 |
Los números de dureza superficial aquí indicados cuentan una historia muy diferente. Si se utilizara una tubería de cerámica o cromada en la misma configuración que la tubería de hilera, tendría una superficie ligeramente más dura. La naturaleza del cromo electrodepositado es una cubierta de superficie muy dura y una placa de respaldo de latón o cobre laminado.
La tubería Cr-Mo toma la dureza de la superficie y la come para ganar resistencia a través de la pared a alta temperatura, un subproducto que el cromado no puede permitirse.
Existe una idea errónea persistente de que los resortes hechos de cromo-molibdeno son más livianos que el acero. No lo son. Tienen el mismo peso que el acero.
El acero aleado Cr-Mo tiene casi la misma densidad que el acero al carbono simple (aproximadamente 7,85 g/cm). El ahorro de peso asociado con el uso de cromo-molibdeno es donde entra en juego la alta resistencia a la temperatura, lo que permite al ingeniero especificar un pared más delgada y peso general reducido del sistema. El material por pulgada cúbica pesa lo mismo que el acero al carbono.
Descubre cuánto cromo hay acero inoxidable y límites de resistencia a la corrosión y donde está el límite entre Cr-Mo y inoxidable.
¿el cromo es sólo acero inoxidable?
El cromo es un elemento químico, número atómico 24 en la tabla periódica, y “cromo” es simplemente su nombre familiar. El acero inoxidable es una aleación que contiene un mínimo de 10,5% de cromo, así como hierro, carbono y, a menudo, níquel, manganeso y otros elementos de aleación. La tubería Cr-Mo tiene cromo 1%-9.5% en la aleación, que no se considera inoxidable por definición. Por lo tanto, todo el acero inoxidable contiene uno o más elementos “cromo”, pero no todo el acero a base de cromo califica como inoxidable. Eso importa a la hora de elegir la resistencia a la corrosión: un acero inoxidable forma una capa pasiva de óxido de cromo autorreparable, mientras que la tubería Cr-Mo debe depender de una escala de óxido algo menos protectora que aún exige una inspección periódica en ambientes corrosivos.
Acero al cromo molibdeno: composición, propiedades y comparación de grados
El nombre lo dice todo: el acero al cromo-molibdeno contiene dos elementos de aleación principales: cromo (Cr) para resistencia a la oxidación y molibdeno (Mo) para resistencia a la fluencia a temperaturas elevadas. La especificación ASTM A335 cubre tuberías de acero de aleación ferrítica acabadas en caliente destinadas a servicios a altas temperaturas y define la química, las propiedades mecánicas y los requisitos de prueba para cada grado. La siguiente tabla es la referencia a la que volverá repetidamente al especificar la tubería Cr-Mo.
| Calificación | Cr% | Mo% | Rendimiento (ksi) | Tensa (ksi) | Temperatura máxima °C (°F) | Aplicación clave |
|---|---|---|---|---|---|---|
| P1 | — | 0.44–0.65 | 30 | 55 | 475 (885) | Vapor de baja temperatura |
| P5 | 4.00–6.00 | 0.44–0.65 | 40 | 70 | 595 (1100) | Tuberías de refinería |
| P9 | 8.00–10.00 | 0.44–0.65 | 30 | 60 | 595 (1100) | Oxidación a alta temperatura |
| P11 | 1.00–1.50 | 0.44–0.65 | 30 | 60 | 510 (950) | Central eléctrica estándar |
| P22 | 1.90–2.60 | 0.87–1.13 | 30 | 60 | 565 (1050) | Tubos sobrecalentadores |
| P91 | 8.00–9.50 | 0.85–1.05 | 60 | 85 | 593 (1100) | Plantas de energía de la USC |
| P92 | 8.50–9.50 | 0.30–0.60 | 64 | 90 | 620 (1150) | USC de próxima generación |
Fuente: ASTM A335/A335M-24b
📐 Nota de ingeniería « Regla de selección de grado
Primero iguale la temperatura y luego la presión. Si la temperatura de servicio excede los 510 °C, es obligatorio P22 o superior. Por encima de 565 °C, se requiere P91 o P92. P91 permite aproximadamente 50% paredes más delgadas que P22 en condiciones térmicas equivalentes, lo que compensa su costo de 2-3 materiales mediante un peso reducido, colgadores más pequeños y menos metal de relleno.
Vale la pena señalar para proyectos con visión de futuro: la revisión de octubre de 2024 de ASTM A335/A335M (edición 24b) agregó cuatro nuevos grados: P93, P115, P128 y P921. Estos grados apuntan a plantas de energía ultrasupercríticas (A-USC) de próxima generación que operan por encima de 620 °C, lo que indica el continuo impulso de la industria hacia parámetros de vapor más altos para mejorar la eficiencia térmica.
Para conocer las especificaciones de productos relacionados, consulte nuestras guías en grados de tubos de aleación, Tubería A335 P22, y aplicaciones de tubos de caldera.
Tubería y tubos de molibdeno cromado: tamaños, especificaciones y estándares

ASTM A335 cubre tuberías Cr-Mo en tamaños desde NPS 1/8 « hasta NPS 26 «, con esquemas de espesor de pared desde SCH 40 hasta XXS (doble extra fuerte). Para aplicaciones estructurales y de deportes de motor, los tubos de cromoly 4130 se fabrican según ASTM A519 en una variedad más amplia de diámetros exteriores y espesores de pared.
| OD (pulgadas) | Pared (pulg.) | Peso (libras/pie) | ASTM |
|---|---|---|---|
| 0.500 | 0.049 | 0.236 | A519 |
| 0.750 | 0.058 | 0.429 | A519 |
| 1.000 | 0.065 | 0.650 | A519 |
| 1.000 | 0.120 | 1.128 | A519 |
| 1.500 | 0.065 | 0.998 | A519 |
| 1.625 | 0.083 | 1.368 | A519 |
| 2.000 | 0.120 | 2.413 | A519 |
Fuente: AED Metals, catálogos de Chassis Shop
Datos de tolerancia según ASTM A335: la tolerancia del diámetro exterior es 1% para tamaños superiores a NPS 2®. Las tolerancias del espesor de la pared son +20% / -12,5%, que es estándar para la fabricación de tuberías con acabado en caliente y tiene en cuenta la variación inherente en el proceso de perforación y laminación.
💡 Consejo profesional
Al realizar el pedido de tubos de cromoly 4130, especifique siempre si necesita acabados en caliente (ASTM A519) o DOM (tirado sobre mandril). DOM ofrece tolerancias más estrictas y mejor acabado superficial a menor costo, pero se requiere un tubo con acabado en caliente para un servicio de alta presión superior a 1500 psi.
Un error de pedido común que hace perder tiempo y dinero: especificar el espesor de la pared únicamente por el número de cronograma. Los cronogramas de tuberías Cr-Mo difieren del acero al carbono: una tubería “Programa 40” P11 tiene una pared diferente al acero al carbono Anexo 40 A106 en tamaños superiores a NPS 8. Incluya siempre el espesor mínimo real de la pared en su orden de compra, no solo en la designación del cronograma.
Para obtener más información sobre los métodos de fabricación, lea sobre proceso de fabricación de tuberías y lo importante diferencias entre tuberías y tubos eso influirá en sus especificaciones.
Cromado duro para tuberías: proceso, espesor y rendimiento

El cromado duro es un proceso de galvanoplastia que deposita una capa de cromo sobre un sustrato metálico. Si bien el cromo decorativo es más decorativo, el depósito de cromo duro industrial se especifica por su superficie ultra lisa y ultra dura, con bajo coeficiente de fricción y resistencia superior al desgaste. Varias aplicaciones en sistemas de tuberías industriales son una mayor capacidad de manipulación de lechadas abrasivas, anillos de sellado y marcos de ventanas altamente alternativos y, por supuesto, resistencia a la corrosión química.
| Tipo de revestimiento | Espesor | Dureza | Estándar | Solicitud |
|---|---|---|---|---|
| Decorativo | 0,25-0,5 μm | 40-45 HRC | AMS2460 | Accesorios de fontanería |
| Denso fino | 5-15μm | 70-72 HRC | MIL-STD-1501 | Componentes de precisión |
| Cromo Duro (Industrial) | 20-127μm | 66-72 HRC (850-1050 HV) | ASTM B650, AMS2406 | Cilindros hidráulicos, identificación de tubería |
| Construcción pesada | Hasta 635 μm | 65-70 HRC | Específico de la aplicación | Restauración de piezas desgastadas |
Fuente: Cromo estadounidense, revestimiento HCS, electrorrecubrimientos
✔ Ventajas
- 2-10× alargamiento de la vida útil sobre superficies sin chapar
- Barrera contra la corrosión eficaz en ambientes leves a moderados
- Acabado no magnético apto para aplicaciones de instrumentación
- Placas sobre múltiples sustratos, incluidos acero, cobre y aluminio
⚠¦ Limitaciones
- No aumenta la resistencia del metal base
- Puede desarrollar microfisuras bajo estrés cíclico
- Normativa ambiental del cromo hexavalente (EPA, REACH)
- No apto para servicio continuo superior a 350°C
Cuándo especificar el cromo duro: Si su tubería transporta lechada abrasiva u opera con sellos alternativos, el cromado duro a 50-75 µm ofrece la mejor relación costo-vida. Por debajo de 20 µm, la capa de cromo nunca alcanza su dureza total porque el espesor del revestimiento es insuficiente para que la estructura de grano columnar se desarrolle por completo. Por encima de 127 µm, los costos de molienda aumentan y aumenta el riesgo de falla por adhesión.
Accesorios para tuberías cromadas: tipos, materiales y métodos de conexión

Los accesorios para la tubería de cromo se encuentran en cadenas de suministro completamente diferentes, desde la tubería industrial Cr-Mo y los accesorios utilizados en sistemas de temperatura elevada hasta los accesorios y accesorios de plomería cromados. Si estos se han confundido, más allá de ser irritantes, la medición de la seguridad se ha visto comprometida.
Accesorios industriales CR-Mo « ASTM Cross-Reference
| Tubería (A335) | Accesorios BW (A234) | Forjado (A182) | Válvula fundida (A217) |
|---|---|---|---|
| P11 | WP11 | F11 | WC6 |
| P22 | WP22 | F22 | WC9 |
| P91 | WP91 | F91 | C12A |
Fuente: Projectmaterials
Esta guía de referencias cruzadas es esencial para la compra; su tubería P22 requiere codos de soldadura a tope, T, reductores, su soldadura de casquillo y accesorios roscados A234 WP22 serán A182 F22, y sus válvulas de compuerta, A217 WC9. Un grado no coincidente, incluso dentro de la misma familia Cr-Mo, producirá un desajuste metalúrgico en la unión de soldadura, con consecuencias impredecibles.
Accesorios decorativos cromados
Consulte a continuación, por paso, para conocer todos los accesorios de plomería para suministro de agua que son de latón cromado de facto. Vemos el acoplador de acceso telefónico, que utiliza manguitos de compresión y conexiones roscadas, para usar en tamaños de 1/2 « a 2 «. No hay juntas soldadas y los accesorios están especificados solo para agua fría y para servicio a no más de 80 psi y 100 C.
⚠¦ Advertencia de discrepancia material
En circunstancias, no utilice accesorios de plomería de latón cromado como componentes soldables en sistemas de tuberías Cr-Mo de temperatura elevada. El latón chapado, que ofrece una temperatura máxima de servicio de alrededor de 900 °C, no puede mantener el entorno de servicio Cr-Mo. Asegúrese de tener el accesorio adecuado para el grado de tubería en uso, consultando la lista de referencias cruzadas anterior.
Se pueden encontrar otros tipos de conexión explorando nuestra literatura sobre accesorios para codos de acero, referencias de codo A234 WPB y accesorios de soldadura a tope.
Soldadura de tubos de molibdeno cromado: precalentamiento, metales de relleno y PWHT
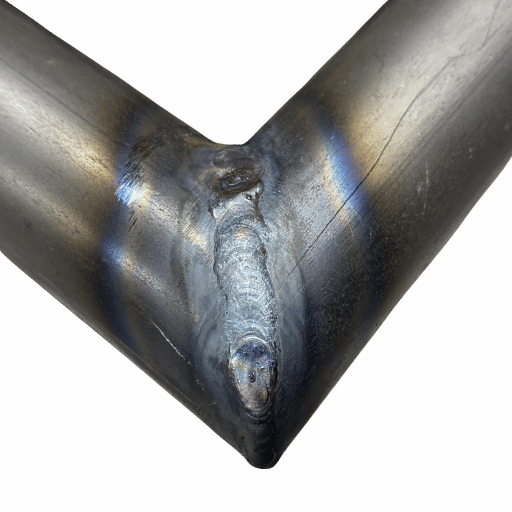
Las precauciones para soldar tuberías de cromo-molibdeno pueden considerarse un ‘riesgo agudo’; sin embargo, el hecho es que los aceros Cr-Mo se endurecen con aire. En consecuencia, en todos los casos, el tiempo de soldadura de una persona no es adecuado para evitar cualquier tratamiento post-calor que pueda ser necesario. Esto se debe a que cualquier temperatura en el rango entre pasadas de 250-300 °C puede producir potencialmente una transformación martensítica frágil en la ZAC, lo que en última instancia conduce al agrietamiento por hidrógeno en servicio.
Requisitos de temperatura de precalentamiento
| Calificación | Precalentamiento mínimo °C (°F) | Interpass Máx | Regla crítica |
|---|---|---|---|
| P1/P2 | 100 (200) | — | Baja templabilidad |
| P5/P9 | 200 (400) | — | Mayor contenido de Cr |
| P11 | 150–200 (300–400) | — | Central eléctrica estándar |
| P22 | 200–250 (400–480) | — | Mo superior |
| P91 | 200–300 (400–570) | 300°C (570°F) | NUNCA enfríe por debajo de 200°C antes de PWHT |
Fuente: AWS D10.8, ASME B31.1
Se da especial atención al P91 interpass máximo de 300C. Dado que P91 es una aleación sensible a las altísimas velocidades de calentamiento y enfriamiento, déjela enfriar a una temperatura cercana al acabado de martensita (>100C) antes de PWHT. No lo deje a temperatura ambiente en condiciones soldadas, ya que esto deja la fase de martensita temporal en la soldadura P91 entre aproximadamente 50-150C donde puede ocurrir deterioro por hidrógeno.
Selección de metales de relleno
| Grado de tubería | Electrodo SMAW | Cable GTAW | Aprox. Tensil (psi) |
|---|---|---|---|
| P11 | E8018-B2 | ER80S-B2 | 90,000–98,000 |
| P22 | E9018-B3 | ER90S-B3 | 105,000–110,000 |
| P91 | E9015-B9 | ER90S-B9 | ~126,000 |
Fuente: Hermanos Hobart
El relleno debe coincidir con el grado del metal base. El empleo de un relleno de menor aleación (relleno B2 en tubería P22, por ejemplo) deja un depósito de soldadura sin la resistencia a la fluencia del metal base subyacente. La unión se convierte entonces en el elemento de menor rendimiento del sistema, precisa el modo de falla que PWHT y los rellenos combinados están diseñados para eliminar.
PWHT para P91: el proceso de 4 fases
📐 Nota de ingeniería « Procedimiento PWHT P91
- Fase 1: Calentar a 315 °C (600 °F) a una velocidad controlada
- Fase 2: Subida a un máximo de 330 °C/h (600 °F/h) para absorber la temperatura
- Fase 3: Remojar a 76014C(140025F) durante al menos 2 horas
- Fase 4: El aire se enfría al ambiente a un máximo de 220 °C/h (400 °F/h) a 315 °C y luego el aire se enfría al ambiente
El rango de temperatura de remojo para P91 es muy estrecho, solo 14 °C. Superar los 775 °C puede provocar la formación de ferrita delta y acabar irreparablemente con la vida útil. Al caer por debajo de 745 °C, nunca se templa por completo y la soldadura se vuelve quebradiza. Antes de cada ciclo de calor, se debe confirmar la ubicación del termopar, la cobertura de la manta y la calibración del controlador.
“P91 es implacable si el tratamiento térmico posterior a la soldadura no se ejecuta correctamente. Tal como está soldado, la dureza se encuentra en el HRC de mediados de los años 40 con valores de impacto Charpy de solo 3 pies-libras. El PWHT adecuado reduce la dureza a 20 pies y aumenta Charpy a entre 40 pies-libras y 70 pies-libras. Esta transformación no está sujeta a debate”
« WF Newell Jr., presidente del Subcomité de Tuberías Cr-Mo de AWS D10
⚠¦ Advertencia de salud y seguridad
La soldadura de cromo molibdeno produce cromo hexavalente (Cr6+), que ha demostrado ser cancerígeno. OSHA PEL es de 5 g/m. Utilice siempre respiradores de aire suministrado o P100 y asegúrese de que el trabajo en caliente se realice en condiciones bien ventiladas. Esto se aplica a todos los grados Cr-Mo, donde los grados más altos de cromo (P9, P91) dan lugar a más Cr6+.
¿se puede doblar el tubo de cromo?
Sí, pero con calificaciones importantes basadas en el grado. La flexión en frío de una tubería de cromo-molibdeno requiere un radio de curvatura mínimo de 5OD para P11 y P22 y alivio de tensiones después de la curvatura. P91 tiene una línea guía mucho más estricta: debe endurecerse> 1040C y luego volver a normalizarse y templarse para restaurar la microestructura deseada. Los tubos de cromoly 4130 de pared delgada (populares en jaulas antivuelco y fabricación de chasis) se pueden formar en frío con una dobladora de mandril en un radio mínimo de 3OD, pero el adelgazamiento de la pared en los extrados debe calcularse antes de continuar.
Los veteranos de la industria tienen algunas reglas generales que pueden ser de interés. No empuñe con una llama abierta sobre óxidos térmicos de antorcha de cromo de pared delgada el material original y deje lugares quebradizos. Cuando las uniones de cromo-molibdeno alivian la tensión en el campo, cubra la soldadura con lana K, enhebrela en un alambre de amarre, caliéntela y manténgala caliente para garantizar que se mantenga la temperatura durante el período de enfriamiento. Y vuelva a purgar con argón cuando TIG suelde tubos de cromo-molibdeno para evitar la oxidación interna, lo que produce una perla de raíz azucarada y un elevador de tensión en servicio.
Cómo elegir la tubería de cromo adecuada: un marco de selección práctico

Entre la amplia gama de grados, placas y estándares, puede resultar desalentador elegir el tubo de cromo adecuado. El siguiente enfoque de 3 preguntas supera al cronómetro y le permite alcanzar las especificaciones correctas en menos de un minuto.
El método de selección de 3 preguntas
Pregunta 1: ¿Cuál es la temperatura de su servicio?
- Por debajo de 150°C → Tubería cromada (decorativa/plomería)
- 150-510°C → Cr-Mo P11 o P12
- 510-565°C → Cr-Mo P22
- Por encima de 565°C → Cr-Mo P91 o P92
Pregunta 2: ¿Cuál es su presión de diseño?
- Por debajo de 1500 psi → Pared estándar (SCH 40-80)
- Muro pesado de más de 1500 psi (SCH 120-XXS) o consulte a un ingeniero de tuberías
Pregunta 3: ¿Cuál es el entorno de servicio?
- Servicio de hidrógeno Consulte las curvas API RP 941 Nelson para conocer el grado Cr-Mo correcto
- Sulfidación Grados más altos de Cr (P5, P9) para mejorar la corrosión sulfídica
- Solo oxidación → Coincide con la temperatura según la pregunta 1
Contextul de precizie: Los costos de materiales varían significativamente según el grado. Como punto de referencia aproximado a principios de 2026: la tubería P11 normalmente funciona a un precio base de 1 ×, la P22 a una base de 1,2-1,5 × y la P91 a una base de 2-3 ×. Sin embargo, las paredes más delgadas de P91 compensan gran parte de esta prima mediante un peso total reducido, soportes de tubería más pequeños y un menor consumo de metal de relleno durante la soldadura. Sobre la base del costo total instalado, la brecha entre P22 y P91 se reduce considerablemente para aplicaciones de gran diámetro.
¿Listo para pedir? Vea nuestra lista de existencias de tuberías de cromo para verificar la disponibilidad y los plazos de entrega en todos los grados de ASTM A335.
Perspectivas del mercado de tubos cromados: qué está cambiando en 2025-2026
Estadísticas clave del mercado
$6.58B
Mercado mundial de tuberías Cr-Mo (2025)
9% CAGR
Crecimiento proyectado hasta 2033
1,2M TM
Exportaciones globales anuales de tubos Cr-Mo
Una serie de factores están impulsando el mercado de tuberías de cromo molibdeno en 2025-2026: la expansión de la infraestructura energética en Asia y Medio Oriente está impulsando la demanda de tuberías P11 y P22 utilizadas en plantas de energía convencionales. Los proyectos de terminales de GNL, en particular en EE. UU., Qatar y Australia, están instalando tuberías de Cr-Mo en regiones de alta temperatura de trenes de licuefacción. Y el impulso hacia plantas de carbón ultrasupercríticas (USC) y avanzadas de la USC mantiene grandes requisitos de P91 y P92.
Otro factor menos conocido, pero cada vez más urgente, es la reactivación nuclear. Los reactores modulares más pequeños (SMR) y los tipos de reactores de Generación IV requieren aleaciones Cr-Mo en sus generadores de vapor y tuberías de circuito secundario. Una vez que estos diseños entren en operación comercial a fines de la década de 2020, veremos una nueva demanda de tuberías de cromo molibdeno de primera calidad.
En cuanto a los estándares, la revisión de octubre de 2024 de ASTM A335 agregó los grados P93, P115, P128 y P921, todos producidos para temperaturas de servicio superiores a 620 °C. Eso claramente apunta a la industria y los proveedores en la dirección de parámetros de vapor más altos, mayores eficiencias y la necesidad de materiales de tubería de mayor ley para manejar más de 650 °C.
Consejos de planificación de suministros: Si está planeando proyectos que requieren tuberías P91 o P92 para su puesta en servicio en 2026-2027, considere asegurar acuerdos de suministro antes del tercer trimestre de 2026. Los plazos de entrega para P91 de gran diámetro (por encima de NPS 12) se han extendido a 16-24 semanas en las principales fábricas, y las limitaciones de asignación de Los productores japoneses y europeos no muestran signos de disminuir en el corto plazo.
Preguntas frecuentes sobre la tubería cromada
P: ¿Para qué se utiliza la tubería de cromo?
Ver respuesta
P: ¿Cuál es la diferencia entre tubería de cromo y tubería de acero inoxidable?
Ver respuesta
P: ¿Qué temperatura puede soportar la tubería de cromo molibdeno?
Ver respuesta
P: ¿Cómo se mantiene la tubería cromada?
Ver respuesta
P: ¿Para qué se utiliza el tubo de 9 cromos?
Ver respuesta
P: ¿Se pueden doblar los tubos de cromo molibdeno sin agrietarse?
Ver respuesta
P: ¿Qué norma ASTM cubre los tubos de cromo molibdeno?
Ver respuesta
¿necesita tubería de cromo para su proyecto?
Baling Steel suministra todos los grados de tubería de cromo molibdeno ASTM A335, desde P5 hasta P92, con los certificados de prueba de fábrica requeridos y trazabilidad completa del material.
Acerca de esta guía de tuberías cromadas
Este documento fue preparado por especialistas en contenido técnico de Baling Steel utilizando estándares ASTM, referencias de códigos de soldadura y hojas de datos de tuberías de cromo y molibdeno. Como proveedor de tuberías de acero, tratamos constantemente con aleaciones Cr-Mo y hemos recopilado ciertas pepitas de adquisición y fabricación en esta guía. Todos los datos hacen referencia a sus estándares originales y estos deben cotejarse con las últimas ediciones antes de su uso en aplicaciones críticas.
Referencias y fuentes
- ASTM A335/A335M-24b --Especificación estándar para tuberías de acero aleado ferrítico para servicio de alta temperatura -ASM International
- AWS D10.8-96 -Consulta de prácticas recomendadas para la soldadura de tuberías y tubos de acero al cromo-molibdeno --Sociedad Estadounidense de Soldadura
- Tubería de aleación Cr-Mo: la guía completa « Projectmaterials.com
- Guía de selección de metales de relleno de Hobart Brothers « Soldadura ITW
- Guía técnica de cromado duro « US Chrome Corporation
- Soldadura P91: Comprensión de las reglas -El fabricante, FMA Communications
- Descripción general del proceso de cromado duro «Especialistas en cromo duro (HCS)
- ASTM B650 --Especificación estándar para recubrimientos de cromo de ingeniería electrodepositados sobre sustratos ferrosos -ASM International
Artículos relacionados
- La fabricación básica de tubos de acero
- Comprensión de la tubería de acero A53
- Tubería de acero al carbono: guía completa
- Acero Soldado: Propiedades y Aplicaciones

