


A105 Stahl-Schnellspezifikationen
| Standard | ASTM A105 / ASME SA-105 |
| Material | Geschmiedeter Kohlenstoffstahl |
| Kohlenstoff | 0,35% max |
| Zugfestigkeit | 70 ksi (485 MPa) min |
| Streckgrenze | 36 ksi (250 MPa) min |
| Verlängerung | 22% min (2 Zoll. Gauge) |
| Service-temp | -29°C bis 538°C (mit Derating über 425°C) |
| Produktformen | Flansche, Armaturen, Ventile, Rohrleitungskomponenten |
| Neueste Revision | A105/A105M-26 (Februar 2026) |
In fast jeder Druckrohrleitungsanlage, die heute produziert wird, ist A105-Stahl die am häufigsten verwendete Kohlenstoffstahlspezifikation für geschmiedete Flansche, Armaturen und Ventile Ob es in einer Ölraffinerie ist, die heiße Vakuumrückstände auf 400 C pumpt, oder in einer chemischen Anlage, die hartkernige korrosive Ausgangsstoffe eingießt, es sind die Schmiedeteile A105, die die entscheidenden Verbindungen bilden, die das gesamte System abgedichtet und unter Druck halten Da praktisch jede Ölraffinerie, chemische Anlage und Kraftstation Tausende von verschraubten A105-Verbindungen innerhalb der Rohrleitungen aufweist, ist es von entscheidender Bedeutung, alles über A105 Kohlenstoffstahl 1 von seiner chemischen Zusammensetzung und mechanischen Leistung bis hin zu Druck-Temperatur-Bewertungen in 202-Beobachtung6 zu beachten.
Was ist ASTM A105 Kohlenstoffstahl?
ASTM A105/A105 M ist die Spezifikation, die die Anforderungen für Rohrleitungskomponenten aus geschmiedetem Kohlenstoffstahl für den Einsatz in Drucksystemen bei Umgebungs - und erhöhten Temperaturen regelt Diese Spezifikation für Rohrleitungskomponenten aus geschmiedetem Kohlenstoffstahl umfasst Flansche, Rohrverbindungskomponenten, Ventile und andere derartige Rohrleitungskomponenten für den Betrieb bis zu 538 C (1000 F).
Der Geltungsbereich von A105 umfasst geschmiedete Teile bis zu 4.540 kg (10.000 lb).Für die Schmiedestücke über diesem Gewicht gilt die Norm ASTM A266, die darin festgelegt ist, dass sie für Schmiedestücke aus großem Kohlenstoffstahl für Druckbehälteranwendungen gelten. Dies ist in der Praxis von Bedeutung: Flansche mit großer Bohrung (normalerweise NPS24 und höher, Klasse 600+).
ASTM genehmigte die A105-Spezifikation im Jahr 1926 – dies ist einer der ältesten industriellen Standards für Rohrleitungsmaterialien, die immer noch regelmäßig weltweit aktualisiert wird. Die aktuelle Ausgabe, A105/A105 M-26, wurde im Februar 2026 herausgegeben. Das Äquivalent des ASME Boiler and Pressure Vessel Code lautet SA-105 und ist eine Übernahme der ASTM-Spezifikation mit den gleichen Anforderungen an die ASME-Anwendung.
Also, warum sollte es mich interessieren?
Denn A105 ist bei weitem die am häufigsten spezifizierte Kohlestahlarmatur für ein Rohrleitungssystem Wenn ein Rohrleitungsingenieur “CS” auf eine Leitungsliste kritzelt, dann wird die nachfolgende Armatur & Flanschspezifikation fast immer A105 sein Wissen, was diese Spezifikation wirklich verlangt & wo sie abbricht – ist für jeden, der Rohrleitungsmaterialien auswählt, lebenswichtig.
3 Fragen, um festzustellen, ob A105 Ihre Spezifikation ist
1. Ist dir vergeben ed (nicht gegossen, nicht gewalzter Teller)?
2. Ist es Kohlenstoffstahl (nicht rostfrei, nicht legiert)?
3. Für den Druckservice (Flansche, Armaturen, Ventilkörper)?
Wenn alle drei Antworten ja sind, dann ist A105 das, was Sie suchen.
Ist A105 Kohlenstoffstahl oder legierter Stahl?
A105 ist ein kohlenstoffarmer Stahl und kein legierter Stahl, obwohl er Chrom (max. 0,30), Molybdän (max. 0,121TP3 T) und Vanadium (max. 0,081TP3 T) in Spurenmengen zulässt, legt die Spezifikation die maximal zulässige Summe von Cu + Ni + Cr + Mo + V als 1,001TP3 T fest. Dabei handelt es sich um Residuen, nicht um Zusätze zur Herstellung besonderer Eigenschaften Kohlenstoffstahl A105 wird rein nach seinem Kohlenstoff - und Mangangehalt klassifiziert.
Für geschmiedet Legierungsstahl (einschließlich Chrom-Moly für Hochtemperatur-Wasserstoffdienstleistungen) Klassifizierungsrohrkomponenten, siehe ASTM A182F5, F9, F11, F22 und Schmiedespezifikation für Edelstahlqualität.
Diese Unterscheidung ist jetzt wichtig, wenn Sie beschaffen: bestellen ASTM A105 Kohlenstoffstahl Schmiedeteile verschaffen Ihnen eine Kohlenstoffstahlkomponente (mit der Festigkeit der Restelemente im Griff) und kein legiertes Material für spezifische Korrosionsbeständigkeit oder Hochtemperatureigenschaften.
A105 Chemische Zusammensetzung und mechanische Eigenschaften

Die chemische Zusammensetzung von A105-Stahl wird sorgfältig verwaltet, um eine günstige Mischung aus Festigkeit, Schweißbarkeit und Bearbeitbarkeit in den Schmiedestücken für Rohrleitungen zu erhalten. Die Auswirkungen jedes Elements und wie der Kohlenstoff- und Mangangehalt miteinander reagiert, erklären, wie einige Mühlen kontinuierlich überlegene A105-Schmiede herstellen.
Chemische Zusammensetzung A105 (Gewichtswert %)
| Element | C | Mn | P | S | Si | Cu | Ni | Cr | Mo | V |
|---|---|---|---|---|---|---|---|---|---|---|
| Grenze | 0,35 max | 0.60–1.05 | 0,035 max | 0,040 max | 0.10–0.35 | 0,40 max | 0,40 max | 0,30 max | 0,12 max | 0,08 max |
Anmerkungen zur Schlüsselkomposition:
- Maximal 1,001TP3 T, aber einschließlich Cu, Ni, V und Mo. Cu + Ni + Cr + Mo + V darf 1,001TP3 T bis max.
- Cr + Mo darf nicht überschreiten 0.32%
- C-Mn-Kompromissregel: 0,011TP3 T Abnahme von C unter 0,351TP3 T kann zu einer Erhöhung von 0,061TP3 T Mn über 1,051TP3 T auf maximal 1,651TP3 T Mn führen, um zu kompensieren Abhängig von der spezifischen Anwendung kann die Zeit, die für die Durchführung dieser Anpassungen aufgewendet wird, lohnen sich während Meilen erhalten immer noch die gewünschte Festigkeit, indem sie das niedrigere C haben, sind aber in der Lage, die Schweißbarkeit des Stahls zu verbessern sowie.
️Wichtig: Mehrere Online-Quellen geben Schwefel mit 0,035% max. Der korrekte Grenzwert pro ASTM A105-21 abwärts ist 0,040% max. Verifizieren Sie die Kompositionsdaten immer anhand der aktuellen Ausgabe des Standards.
Also, was übersetzt es?
Das Kohlenstoff-Mangan-Gleichgewicht ist der wichtigste Einfluss auf die A105-Qualität. Kohlenstoff trägt ausschließlich zur Festigkeit bei und beeinträchtigt Duktilität, Schlagfestigkeit und Schweißfähigkeit. Mangan ist wünschenswert, um Festigkeit und Zähigkeit zu erreichen und gleichzeitig die Schweißfähigkeit aufrechtzuerhalten.
Die Mühlen, die das untere Ende von Kohlenstoff (0,20-0,25%) und relativ mehr Mangan (0,80-1,05%) verwenden, erreichen eine Schmiede mit außerordentlich besseren Schlageigenschaften, die bei der untenstehenden Normalisierung als empfindlich gegenüber Sprödbrüchen zu beachten sind.
Mechanische Eigenschaften von A105
| Eigentum | Voraussetzung |
|---|---|
| Zugfestigkeit | 70 ksi (485 MPa) min |
| Streckgrenze | 36 ksi (250 MPa) min |
| Dehnung (2 Zoll) | 22% min |
| Flächenreduzierung | 30% min |
| Härte | 137 197 HBW |
Hinweis: Das sind Minima Echte Testergebnisse bei den meisten allen A105 Schmiedeteilen übertreffen diese Werte drastisch Typische Mühlenzertifizierungen stellen Zugfestigkeit von 75-85 ksi und Streckgrenze von 40-50 ksi dar.
Mit einem Minimum Zugfestigkeit Mit 485 MPa liegt A105 zwischen üblichen Baustählen und Legierungsschmiedequalitäten.
Technische Anmerkung – Temperaturableitung: Bei Temperaturen größer als 400 F (204 C) beginnt die zulässige Spannung für A105 zu entgleist gemäß ASME B31.3 Tabelle A-1. Bei Temperaturen größer als 425 C (800 F) steigt die Wahrscheinlichkeit einer Graphitisierung (Rissbildung). Für den Langzeitbetrieb sollte die Anwendung vermieden werden. Geben Sie für Langzeitanwendungen mit hoher Temperatur (über 425 C) die Schmiedestücke aus legiertem Stahl A182 F11 oder F22 an.
Dies ist nicht zweckmäßig. – es handelt sich um eine Bauordnung und muss in die Berechnung der erforderlichen Wandstärke und der Klasse 1500 je nach Material einbezogen werden.
Ich habe A-106 mit 0,401TP3 T Mn gesehen (außer es war so niedrig wie 0,371TP3 T)... Wenn ich sie wäre, würde ich diesen Lieferanten meiden. In den USA und Japan war es üblich, eine Zielspezifikation von 0,601TP3 T bis 0,901TP3 T Mn einzuhalten.
Schweißen, Materialingenieur, Forum für Tipps
Was soll man also lernen?
Ihre MTRs tragen sehr viel dazu bei, Ihnen etwas über die Qualität eines A105-Schmiedes zu sagen. Der Mangangehalt in Kombination mit dem Kohlenstoffgehalt eines MTR kann im Allgemeinen die Zähigkeitsleistung eines bestimmten A105 vorhersagen Nahtloses Kohlenstoffstahlrohr Oder vielleicht ein begleitender Satz geschmiedeter Armaturen im selben Rohrsystem.
Den vollständigen Standardtext finden Sie unter ASTM A105/A105M auf astm.org.
A105 Flansche, Armaturen und Ventile
Die Schmiedespezifikation für das gesamte Sortiment geschmiedeter Rohrleitungskomponenten aus Kohlenstoffstahl ist A105-Stahl. Beachten Sie, dass tatsächliche Produktgrößen, Druckwerte und Toleranzen durch separate ASME- und MSS-Standards gesteuert werden. Für A105 ist jeweils nur die Spezifikation des Materials.
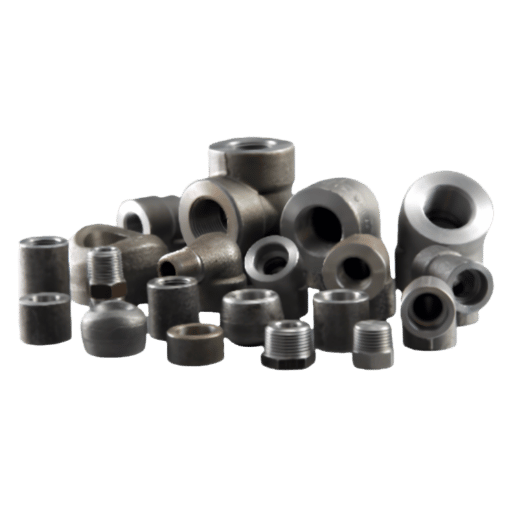
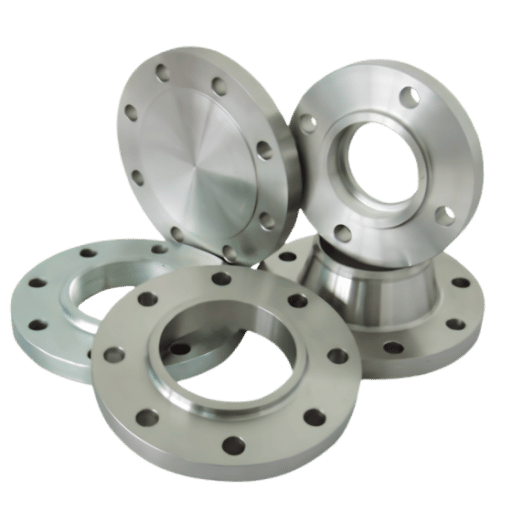
Zu den gängigen A105-Produktformen gehören:
- Schweißnahtflansch(a) wird im Hochtemperatur- und Hochdruckbetrieb aufgrund der integrierten Nabe empfohlen, um (a) den Spannungskonzentrationsfaktor in der Nähe der Schweißnaht zu eliminieren und (b) einen reibungslosen Übergangs-Reifenspannungsindex zu erzeugen
- Blindflansch„Zukunftsabschaltung, Druckprüfung und zukünftige Verbindung
- Slip-on-Flügel für Niederdruckservice, leicht für die Fehlausrichtung von Rohren vor Ort
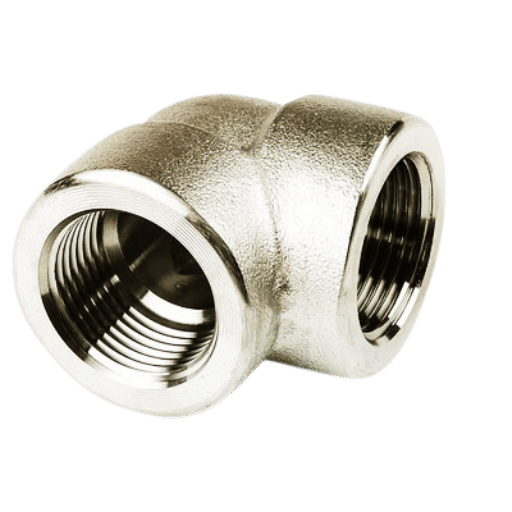
- Buchsenschweißung und Gewindegang mit kleinem Bohrungsdurchmesser (normalerweise 2 Zoll oder weniger Zoll)
- Geschmiedet Ellbogen, T-Stücke, Reduzierstücke und Kupplungen gemäß ASME B16.11
- Schieber-, Globus- und Rückschlagventilkörper gemäß ASME B16.34
Die Druckklassen A105 entsprechen ASME B16.5 (im Fall von Flanschen) und ASME B16.34 (für Ventile): Klasse 150, 300, 600, 900, 1500 und 2500. Die geltenden Maßnormen sind ASME B16.5 (für Rohrflansche und Flanscharmaturen), ASME B16.11 (für geschmiedete Armaturen, die mit Buchsenverschweißung und Gewinde verschweißt sind) und MSS SP-97 (für integral verstärkte geschmiedete Auslassarmaturen).
Warum sind Druckwerte für die Materialauswahl wichtig? Da die Druck-Temperatur-Werte A105 den Druck angeben, den ein Flansch bei der angegebenen Temperatur annehmen kann, ist die Auswahl eines Flanschtyps und einer Flanschklasse ohne Vergleich der Druck-Temperatur-Werte mit den tatsächlichen Betriebsbedingungen ein Spezifikationsfehler, der die Sicherheit gefährden oder eine unnötig hohe Spezifikation erstellen kann.
A105 Druck-Temperatur-Bewertungen gemäß ASME B16.34 (bar)
| Temperatur | Klasse 150 | Klasse 300 | Klasse 600 | Klasse 900 |
|---|---|---|---|---|
| -29 bis 38°C | 19.6 | 51.1 | 102.1 | 153.2 |
| 100°C | 17.7 | 46.6 | 93.2 | 139.8 |
| 200°C | 15.8 | 43.8 | 87.6 | 131.4 |
| 300°C | 13.8 | 38.9 | 77.9 | 116.8 |
| 400°C | 9.8 | 28.3 | 56.5 | 84.8 |
| 425°C | 8.5 | 24.5 | 48.9 | 73.4 |
| 538°C | 5.5 | 15.9 | 31.7 | 47.6 |
Profi-Tipp: Bei der Bestellung von A105-Flanschen für ein neues Projekt überprüfen Sie den tatsächlichen Betriebsdruck und die Temperatur gegen ASME B16.34 Druck-Temperatur-Bewertungen (nicht nur Rohrklasse).Ein Flansch der Klasse 150 A105, der als Klasse 150 bei 38 C-Druck 19,6 bar angegeben ist, sinkt auf nur 5,5 bar bei 538 C. Die Annahme von Umgebungstemperaturdruckbewertungen ohne Berücksichtigung der Derating nach Temperatur ist das größte Einzelbeschaffungsproblem.
Ein häufiger Fehler, auf den ich hinweisen und hervorheben möchte, ist für andere, basierend auf dem Leitungsdruck nur eine Druckklasse zu erhalten, ohne Rücksicht auf die Temperatur. Die Ableitung ist eines der häufigsten Probleme, die bei der Rohrleitungsbeschaffung auftreten können. Sehen Sie, ein Flansch der Klasse 300 könnte für ein 30-Bar-System übertrieben denken. Wenig haben Sie erkannt, dass die Arbeitstemperatur in diesem Fall 400 C beträgt, dass die Einstufung der Klasse 300 auf 28,3 herabgesetzt ist. Ergebnis? Sie benötigen stattdessen die Klasse 600.
Da Flanschverbindungen verschraubt werden müssen, ist das Optimum Stehbolzen Spezifikation ist, da essentielle OneB-Stollen mit 2 H-Muttern das normale Paar für A105-Flansche im Hochtemperaturbetrieb sind.
Die vollständige Methodik der Druck-Temperatur-Bewertungen finden Sie unter ASME B16.34 Bewertungstabellen für Ventile und Flansche.
A105 vs. A105N: Wenn es auf Normalisierung ankommt

A105 N ist die A105-Notation für eine normalisierte Schmiede. Geformt aus einem Abschnitt aus A105-Material, der auf etwa 890-950 C erhitzt wurde (über dem Maximum für die Transformation des oberen kritischen Bereichs), der eine Zeit proportional zur Abschnittsdicke gehalten und dann in ruhiger Luft abgekühlt wird, erzeugt der Normalisierungsprozess eine feine, gleichmäßige Kornstruktur, wodurch wohl eine härtere Mikrostruktur entsteht.
Eine gewisse Schmiedewärmebehandlung für A105 ist in ASTM A105 gefordert, es ist jedoch keine bestimmte Art angegeben Normalisieren, Normalisieren und Anlassen, Abschrecken und Anlassen und sogar Glühen sind im Allgemeinen zulässig, wenn keine Bezeichnung auf dem Schmiedezertifikat vorhanden ist, eine Normalisierung der Bedeutung “N” wurde durchgeführt.
Warum diese Unterscheidung nach 2012 kritisch wurde:
Etwa im Jahr 2012 begannen Ingenieure und Inspektoren in der Druckbehälter - und Rohrleitungsindustrie damit, Aufzeichnungen über ein zunehmendes Vorkommen von Kohlenstoffstahlflanschen (einschließlich der Sorte A105) aus einem (oder mehreren) Übersee-Werk zu berichten, wo unerwarteterweise eine Schlagzähigkeit (einschließlich anderer mechanischer Eigenschaften) als extrem gering befunden wurde, z. B. nur 3 ft-lbs bei +70 F (+21 C) (wo sie jahrzehntelang 15-25 ft-lbs betrug), was das wahrgenommene Ausfallrisiko bei Schlagtests erhöhte Eine Untersuchung der Wurzel der Änderung ergab Hinweise auf inkonsistente Veränderungen in der Stahlherstellungspraxis: verringerte Manganwerte, Zugaben von Koriob, Vaniob, Vaniallium und nicht auf Mikro-Allium-Teilauflistierten Verfahren.
Die erhaltenen Beweise waren so überzeugend, dass die ASME Abschnitt VIII Abteilung 1 Ausgabe 2019, Schlagtest-Ausnahme-Kurve B wurde geändert, um Schlagtest-Ausnahme-Kurve A bei der Auswahl der MDMT (minimale Konstruktionsmetalltemperatur) von wie geschmiedet A105. Dies war durch den Hauptentwurf Temperatur-Designwert von -20 F (-28 C) bis +18 F (-8 C), so dass für jede Konstruktionstemperatur unterhalb dieses Wertes, Schlagprüfung oder Normalisierung durch den Code 2019 erforderlich war Das NCPWB Technical Bulletin vom Mai 2016 und ABSA Information Bulletin IB16-018 dokumentierten beide diese Arbeit.
“Vor etwa 2012 hätte ich zugestimmt... Aber die Rohstoffversorgung änderte sich und die Schmiedepraktiken auf der ganzen Welt änderten sich in etwa dieser Zeit, und die experimentellen Beweise sind ziemlich überzeugend, wie spröde diese Flansche sein können”
– TGS4, Maschinenbauingenieur, Mitglied des Eng-Tips-Forums
Achtung: Ein erheblicher Prozentsatz der A105-Flansche wurde nach dem Schmieden möglicherweise nicht korrekt wärmebehandelt. Wenn Sie ein Produkt für einen kritischen Service auswählen, es sei denn, Ihr Lieferant erhält eine Bestätigung, fordern Sie dann eine unabhängige Prüfung der Lieferung an.
Wann müssen Sie A105N angeben?
- Spezifikation für ASME B31.3 Prozessleitungen mit Auslegungstemperaturen unter +18 F (-8 C)
- Ausnahme für die Aufprallprüfung von in Betrieb befindlichen Rohrleitungsmaterialien aus Kohlenstoffstahl bis zu 0 F (-18 C)
- Widerstandsprüfung im sauren Betrieb gemäß NACE MR0175/Funezav Gidakis, bei der eine Härtekarte erforderlich ist
- Reduzierung des Sprödbruchrisikos in sicherheitskritischen Systemen (ESD-Ventile, Abblassysteme)
- Jedes Projekt, bei dem die Spezifikation des Eigentümers eine dokumentierte Normalisierung erfordert
Was hat sich also geändert? Es war immer eine falsche Annahme der Industrie, dass geschmiedetes A105 immer ‘OK’ für den Einsatz bei maximal moderaten Temperaturen sein würde, dann entwickelten sich Lieferketten und die Stahlherstellungstypen änderten sich im Allgemeinen, sodass die Ergebnisse der Schlagzähigkeit eher am unteren Ende der Designsicherheitsfaktoren lagen als irgendjemand erwartet hatte. Die Normalisierung/Wärmebehandlung ist ein MUSS für A105-Eingangsmaterialien für viele kritische Sicherheitsleistungsanwendungen im Ruhezustand, wenn das Rohrleitungssystem A106-Rohre der Güteklasse B enthält, sollten die gleichen Beschläge und Flansche für das A105-Eingangsmaterial ebenfalls normalisiert werden.
A105 vs. A106 vs. A350 LF2: Auswahl der richtigen Kohlenstoffstahlspezifikation

Die drei Hauptspezifikationen, die bei der Beschaffung von Kohlenstoffstahlrohrleitungsmaterialien in einer typischen Anlage wirklich von Bedeutung sind, sind: Spezifikation für das Material vermerkt die Art der Herstellung (z. B. ob es normalisiert wurde, nicht nur wärmebehandelt, ob ein aufprallstrahlgekühltes Wärmebehandlungsverfahren verwendet wurde usw); Maßspezifikationen werden für die gewünschten Mindest- und Höchstabmessungen veröffentlicht; Die Passabmessungen können überprüft werden. Das Rohrleitungssystem ist unabhängig vom Rohr gleich: Die Armaturen, das Rohr oder die Flansche müssen alle übereinstimmen.
A105 vs. A106 Grad B vs. A350 LF2 – Spezifikationstabelle
| Merkmal | A105 | A106 Gr.B | A350 LF2 |
|---|---|---|---|
| Produktformular | Geschmiedete Bauteile | Nahtloses Rohr | Geschmiedete Bauteile |
| Kohlenstoff max | 0.35% | 0.30% | 0.30% |
| Mn max | 1.05% | 1.35% | 1.60% |
| P max | 0.035% | 0.025% | 0.035% |
| S max | 0.040% | 0.025% | 0.040% |
| Zugmin | 485 MPa | 415 MPa | 485 MPa |
| Ausbeute min | 250 MPa | 240 MPa | 250 MPa |
| Min. Designtemp | -29°C (wie geschmiedet) | -29°C | -46°C (aufprallgeprüft) |
| Primäre Verwendung | Flansche, Armaturen, Ventile | Rohrleitungen, Rohre | Niedertempige Flansche & Armaturen |
Spec Auswahl der zu berücksichtigenden Faktoren
- Beschmiedete Armaturen bei Umgebungs- oder erhöhten Temperaturen erfordern? A105
- Nahtloses Rohr bei gleicher Systemtemperatur benötigen? A106 Grad B
- Betrieb bei unter -29 F (-34 C)? A350 LF2 (Anschlüsse / Flansche) oder A333 Gr.6 (Rohr)
- Benötigen Sie Korrosionsbeständigkeit? → A182 F304/F316 (Edelstahlschmiedeteile)
- Material mit hoher Kriechfestigkeit über 425 C benötigen? A182 F11/F22 (legierter Stahl)
- Strukturelle, drucklose Anwendung? → A36
Was ist der Unterschied zwischen A36 und A105 Stahl?
A36 ist eine Baustahl - und Formspezifikation (ASTM A36) für Träger, Stützen, Zwickel und andere allgemeine bauliche Zwecke Der Hauptgrund A36 Stahlzusammensetzung Spezifikationen zielen auf andere Eigenschaften als A105, die geringere Mindestausbeute (36 ksi für beide, aber A36 trägt keine maximale Zuggrenze) und das Fehlen des erforderlichen Härtebereichs sowie das Fehlen von Produktformen mit Druckbewertung (Druckbewertete Rohrleitungskomponenten werden nur für A105 bewertet) ab. A105 ist eine Schmiedeklassenspezifikation allein für Rohrleitungskomponenten.
Eine Stahlspezifikation und Tabelle, die weithin als die beiden gegenüberliegenden Enden desselben Produktspektrums angesehen werden Je wirtschaftlicher A36 Stahlplatte Kann zu einem druckbewerteten Flansch verarbeitet werden, das Stück wäre jedoch nach den Standards von ASME B16.5 oder ASME B16.34 nicht anerkannt, würde nicht den erforderlichen Schmiedekornfluss erfüllen und hätte keine Druck-Temperatur-Bezeichnung.
Real-World-Szenario
Ein Beschaffungsmanager einer Raffinerie an der Golfküste bestellte A105-Flansche für eine kryogene Ethylenleitung, die bei -45°C betrieben wird. Die Flansche bestanden alle Standardtests, rissen jedoch während eines Winterdrucktests, als die Umgebungstemperatur auf -10°C sank. Die Grundursache: A105 ist nicht wirkungsgeprüft für kryogenen Dienst. In der Ersatzbestellung wurde A30 LF2 $2,800 für ein $180.000-Projekt angegeben, eine Prämie von 1,6%, die eine 3-wöchige Abschaltung verhindert hätte.
Für Rohrleitungssysteme aus Kohlenstoffstahl der Güteklasse A106 B Leitungsrohr Wird üblicherweise mit A105-Schmiedearmaturen und - Flanschen abgeglichen Für Hochtemperatur-Rohrsysteme würde A335 (legiertes Stahlrohr) mit A182-Schmiedestücken abgeglichen werden Für die Kryotechnik würde A333 Gr.6-Rohr mit A350 LF2-Schmiedestücken verwendet werden Das Muster geht weiter, und das Prinzip bleibt bestehen: Die richtige Rohrspezifikation muss mit der richtigen Schmiedespezifikation für den Service abgeglichen werden.
Andere Ressourcen für grundlegende Kohlenstoffstahlrohre: Gehäuse und Rohre, Kesselrohre, und Kohlenstoffstahlrohr Typen und Spezifikationen Eine detaillierte A106-Materialaufschlüsselung finden Sie in der Vergleichsseite servicesteel.org A106.
Internationale Äquivalente für ASTM A105
Ein Projekt in Übersee trifft oft auf unterschiedliche Spezifikationen desselben das generische Material Diese spezielle A105-Vergleichstabelle identifiziert die häufigsten äquivalenten Materialien (aber “äquivalent” muss qualifiziert werden, da keine zwei Länderstandards Zusammensetzungsparameter genau gleich definieren).
| Region | Standard | Gleichwertige Note |
|---|---|---|
| Europa (EN) | EN 10222-2 | P245GH |
| Japan | JIS G3202 | SFVC1 |
| Deutschland | DIN 17200 | C 22,8 |
| Vereinigtes Königreich | BS 1501 | Klasse 360 |
| China | GB/T 12229 | WCB (Cast-Äquiv.) |
| Indien | IST 2062 | E250 |
Bedenken Sie, dass es sich um grobe Äquivalente handelt. P245 GH (EN 10222-2) gibt einen maximalen Kohlenstoffwert von 0,21TP3 T an, während A105 ihn auf 0,351TP3 T kappt. Wenn P245 GH auf einer A105 spec betrieben würde, würde er ihn sehr wahrscheinlich übertreffen, und wäre daher in dieser Hinsicht nicht schweißbar und nicht für eine drucktragende Komponente geeignet Die beiden Spezifikationen können nicht einfach mit dem Hub eines Bleistifts ersetzt werden, ohne dass eine technische Überprüfung durchgeführt wird, um zu bestätigen, dass das Material weiterhin die erforderliche Leistung erbringt. Vergleiche Zusammensetzungen und Diagramme physikalische Eigenschaften.
Was bedeuten diese Äquivalenzfälle? als Referenz für den Erwerb der richtigen Materialquelle, aber sie können auch eine Falle sein Ausarbeiten eines P245 G H-Äquivalents, wo das Material es tatsächlich in Kohlenstoff um 501 TP3 T überschritt, würde ein Material liefern, das zwar technisch immer noch gleichwertig oder besser für Schweißbarkeit und Zähigkeit am oberen Ende, aber nicht mehr die richtige Festigkeit wäre Eine technische Überprüfung zur Überprüfung Ihrer Ersatzspezifikation entspricht weiterhin Ihren Konstruktionsbedürfnissen.
Detaillierte Äquivalenzdiagramme finden Sie im smalloys.com A105 Äquivalente Seite.
A105 in saurem Service und besonderen Umgebungen

In der Tatsache der H2 S-Einspritzung oder anderer Prozessbedingungen, die die Bildung von Sauergas unterstützen, muss die Einhaltung der Materialspezifikation der NACE MR0175, der Erdöl - und Erdgasindustrie - Kompatibilitätstestmethoden für die Sauergasbeständigkeit von Stahlwerkstoffen, einer Führungslinie und Standardspezifikation für die Verwendung von Stahlwerkstoffen in H2 S-Umgebungen entsprechen. Korrosionsbeständigkeit ist das größte Problem, der Stahl muss Sulfidspannungsrisse (SSC) ertragen, eine Art Wasserstoffversprödung, die letztendlich zu unerwünschten Sprödbrüchen bei Belastungen weit unter der Streckgrenze führen kann.
Was verlangt die NACE für Kohlenstoffstahl? der maximale Gesamthärtebereich beträgt 22 HRC (ca. 237 HBW).ASTM A105 kann einen Härtebereich von 137-197 HBW haben, was etwa 15-22 HRC entspricht; an der Obergrenze erfüllt A105 gerade die NACE-Anforderung Dies ist der Entscheidungspunkt, an dem die Qualifikation als “spezifikationserfüllt” oder “diensttauglich” den Unterschied zwischen Erfolg und Misserfolg bedeuten kann.
Zu den sauren Serviceanforderungen für A105 gehören typischerweise:
- Härte überprüft an jedem Stück, maximal 22 HRC (237 HBW), wie von NACE MR0175 gefordert
- Richtige Dokumentation der Wärmebehandlung (Normalisierung bevorzugt)
- PWHT-Qualifikation (Post-Weld Heat Treatment) für alle Schweißverbindungen
- Umliegende Dokumentation einschließlich einzelner Ergebnisse des Stückhärtetests am MTR
- Materialzertifizierung von ASTM A105 und NACE MR0175
Der Schlüssel für den Käufer ist, dass “A105 bis NACE MR0175” als separater Einzelposten auf der Bestellung aufgeführt werden soll Es handelt sich nicht um einen anderen Stahl, das A105-Verfahren verlangt lediglich mehr Tests und Dokumentationen, um die Eignung für den Sour Service zu bestätigen.
Technische Anmerkung: Härte für A105 ist 137-197 HBW. Die vorgegebene maximale Härte für sauren Service-Kohlenstoffstahl unter NACE MR0175 beträgt 22 HRC (~237 HBW). Während über der maximalen Spezifikation Härte (~197 HBW / ~22 HRC), A105 ist technisch konform, um genügend Spielraum für den sauren Service zu gewährleisten, geben Sie A105 N (normalisiert) mit einem niedrigeren Härtewert im Bereich von 140-170 HBW an und fordern Sie eine individuelle Stückhärteprüfung auf der MTR an. Dies gewährleistet genügend Spielraum über der NACE-Spezifikation.
Kann A105 in kryogenen Anwendungen verwendet werden?
Nr. A105 ist nicht für kryogene Dienste unter -29 C (-20 F) ausgelegt Gemäß der Überarbeitung des ASME-Codes von 2019 ist das geschmiedete A105 ohne ergänzende Schlagprüfung weiter auf eine Mindestkonstruktionsmetalltemperatur von +18 F (-8 C) beschränkt.Für Niedertemperaturanwendungen gilt A350 LF2 (bewertet auf -46 C / -50 F mit obligatorischer Charpy-V-Kerbschlagprüfung) oder A350 LF3 (bewertet auf -101 C / -150 F) für echte kryogene Dienste.
Anwendungen mit Gehäusen und Schläuchen oder FBE-beschichtetes Rohr In arktischen oder Offshore-Umgebungen bestehen die gleichen Probleme bei niedrigen Temperaturen. Stellen Sie immer sicher, dass die Schmiedeteile der Begleittechnik der Auslegungstemperatur des Rohrleitungssystems entsprechen.
Kohlenstoffstahlschmiede: Was sich in den Jahren 2025-2026 verändert

Der Markt für Schmiedeteile aus Kohlenstoffstahl und seine geltenden Standards entwickeln sich beide auf eine Weise, die sich direkt auf die Beschaffungs- und Spezifikationspraktiken von A105 auswirkt. Hier sind die Entwicklungen, die für Projekte wichtig sind, die im Jahr 2026 entworfen und gebaut werden.
Marktwachstum: Der globale Markt für Schmiedestücke aus Kohlenstoffstahl wächst bis 2033 mit etwa 6,81 TP3 T CAGR, angetrieben durch Investitionen in die Energieinfrastruktur und industrielle Expansion im asiatisch-pazifischen Raum. Dieses Wachstum unterstützt die anhaltende Verfügbarkeit von Angeboten für A105-Komponenten, obwohl die Qualitätskonsistenz weiterhin ein Problem bei der Erweiterung der Produktionskapazität in Regionen mit weniger etablierten Qualitätskontrolltraditionen darstellt.
Normenentwicklung: ASTM A105/A105M-26 wurde im Februar 2026 veröffentlicht – die vierte Überarbeitung in fünf Jahren, die das Engagement des aktiven Normenausschusses signalisiert. Dieses Überarbeitungstempo ist für eine fast 100 Jahre alte Spezifikation ungewöhnlich und spiegelt die Reaktion der Branche auf die seit 2012 dokumentierten Qualitäts- und Zähigkeitsbedenken wider.
Der Normalisierungstrend: Die Sprödbruchergebnisse nach 2012 zwingen A105-Schmiede weiterhin zu einer obligatorischen Normalisierung in der Branche. Obwohl die ASTM-Spezifikation weiterhin eine geschmiedete Wärmebehandlung zulässt, hat die von der ASME genehmigte Codeänderung von 2019 (UCS-66-Neuklassifizierung von Kurve B in Kurve A) die Normalisierung bereits für viele neue Bauprojekte praktisch zur Pflicht gemacht. Die meisten bedeutenden Eigentümer-Betreiber geben A105 N bereits standardmäßig an, unabhängig vom Code-Minimum.
Lieferkettenstatus: Verfügbarkeit von Kohlenstoffstahl-PVF (Rohr, Ventile, Armaturen) bleibt bis 2026 stark, wobei Komponenten der A105-Standardspezifikation auf Lager mit einer Vorlaufzeit von 1-2 Wochen für die meisten gängigen Größen und Druckklassen verfügbar sind Nichtstandard-Größen, Hochdruckklassen (1500 und 2500) und A105 N-spezifische Komponenten können je nach Mühlenplänen bis zu 4-8 Wochen dauern.
Handlungsempfehlung: für Projekte, die 2026 oder später mit A105 beginnen, standardmäßig A105 N verwenden und zusätzliche Charpy V-Kerbschlagzähigkeitsprüfungen bei der minimalen konstruktiven Metalltemperatur anfordern, zusätzlich zu etwaigen codespezifischen Anforderungen Die Preisprämie für die Normalisierung erhöht die Materialkosten in der Regel nur um 5-101TP3 T und ist eine unbedeutende Investition in die Minimierung des dokumentierten Sprödbruchrisikos bei geschmiedeten Schmiedeteilen.
Häufig gestellte Fragen zu A105 Steel
Was ist A105-Material äquivalent zu?
Antwort anzeigen
A105 entspricht in etwa EN 10222-2 P245 GH (Europa), JIS G3202 SFVC1 (Japan), und DIN 17200 C 22.8 (Deutschland).Die ASME-Konformität ist SA-105, die die ASTM-Spezifikationen identisch übernommen hat Mehrere andere Eigenschaften sind hier nicht enthalten, aber diese Spezifikationen sind direkte Äquivalenzen Die Zusammensetzungsgrenzen variieren zwischen den Normen, sodass auf der Grundlage einer technischen Überprüfung der vollständigen chemischen und mechanischen Datentabellen Substitutionen vorgenommen werden müssen.
Wie unterscheidet sich A105 N von A105 in Bezug auf die Wärmebehandlung?
Antwort anzeigen
A105 N spezifiziert eine normalisierte (extragespannte Wärme) Platte – auf 890-950 C erhitzt und in stiller Luft gekühlt. Die Spezifikation A105 erfordert eine Wärmebehandlung, erlaubt aber jeden Prozess: Normalisierung, Normalisierung und Anlassen, Abschrecken und Anlassen oder Glühen Der Buchstabenzusatz “N” garantiert einen spezifischen Prozess, der die Korngröße verringert und die Schlagzähigkeit erhöht Aufgrund der Codeänderungen von 2019 ist A105 N zur führenden Spezifikation für alle kritischen Druckanwendungen geworden, die sich gut etabliert hat, als Minderung gegen die dokumentierte Schlagzähigkeitsschwankung bei Schmiedestücken.
Welche gängigen Schmiedemethoden werden für A105 verwendet?
Antwort anzeigen
A105 Schmiedeteile entstehen durch geschlossenes Matrizen - (Druck) Schmieden, offenes Matrizenschmieden oder Stauchschmieden je nach Bauteil Flansche werden im Allgemeinen durch Ringwalz - oder geschlossene Matrizenverfahren hergestellt Beschläge werden im Allgemeinen durch geschlossenes Matrizenschmieden hergestellt Insgesamt setzt die Schmiedepraxis erhebliche Verbesserungen der Kornströmungsrichtung gegenüber Gussteilen oder die Bearbeitung aus Stangenmaterial ein.
Wie ist die Korrosionsbeständigkeit von A105 im Vergleich zu Edelstahl?
Antwort anzeigen
A105 ist ein Kohlenstoffstahl mit einem sehr geringen Restchromgehalt, erzeugt also eine sehr geringe Korrosionsbeständigkeit, er rostet schnell in der Atmosphäre und korrodiert schnell in den meisten wässrigen Umgebungen ohne Schutzbeschichtungen oder kathodischen Schutz; Schmiedestücke aus Edelstahl (A182 F304/F316) enthalten 16-181TP3 T Chrom und erzeugen einen passiven Oxidfilm mit ausgezeichneter Korrosionsbeständigkeit A105 wird im Allgemeinen aufgrund der Fähigkeit gewählt, die erforderliche Festigkeit und Wirtschaftlichkeit gegenüber Korrosionszulagen oder Schutzbeschichtungen auf Systemkomponenten herzustellen.
Welche Test - und QC-Verfahren sind für A105-Produkte unerlässlich?
Antwort anzeigen
ASTM A105 erfordert Zugprüfung (1 pro Hitze), Brinell-Härteprüfung und chemische Analyse (Wärmeanalyse, Produktanalyse, falls erforderlich).Zusätzliche spezielle Anforderungen, die hinzugefügt werden können, umfassen Charpy V-Kerbschlagprüfung (S1), Prüfung des Flüssigkeitsdurchdringungsmittels (S6) und Untersuchung magnetischer Partikel. Kritische Servicekäufer fügen normalerweise eine 100% UT-Untersuchung gemäß SA-388, Einzelstückhärteprüfung und positive Materialidentifizierung (PMI) am Empfangsort hinzu. Sour-Serviceanwendungen geben auch die Härtekartierung pro NACE MR0175 an.
Ist A105 beruhigter Kohlenstoffstahl?
Antwort anzeigen
Ja. ASTM A105 schreibt vor, dass der Stahl während des Stahlherstellungsprozesses vollständig abgetötet, also mit Silizium (0,10-0,351TP3 T) und/oder Aluminium desoxidiert werden soll, wodurch jeglicher gelöster Sauerstoff entfernt wird und ein solides, homogenes Schmieden ohne Gasporosität entsteht.
Wie spart A105 Kosten im Vergleich zu Legierungsalternativen?
Antwort anzeigen
Im Vergleich zu Schmiedeteilen aus legiertem Stahl der Äquivalentgröße/Klasse A182 (F11,F22) kosten die Schmiedeteile aus Stahl der Äquivalentgröße/Klasse ASTM A105 im Allgemeinen etwa 40-50% weniger, und die Kosten für äquivalente Schmiedeteile aus Edelstahl A182 (F304, F316) liegen bei etwa 70-80% höher Dies ist auf die geringeren Kosten der in der Produktion verwendeten Rohstoffe sowie auf die Fähigkeit aller Hersteller zurückzuführen, Schmiedeteile A105 herzustellen. Solange die Betriebsbedingungen Temperaturen unter 425°C zulassen, werden Prozessmedien, die nicht mit den niedrigsten Korrosions- oder Kryogenservice verbunden sind, die erforderlichen mechanischen Eigenschaften bei den erforderlichen A105 erbringen.
Erlauben Sie uns, A105 Kohlenstoffstahlflansch, Armaturen oder geschmiedete Teile für Ihre Anwendung zu liefern.
Über diesen technischen Leitfaden
Dieser Leitfaden wurde unter Verwendung von ASTM-Spezifikationsdaten, ASME-Druckbehältercode-Referenzen und technischen Gesprächen von Praktikern auf eng-tips.com erstellt. Baling Steel ist ein globaler Lieferant von ASTM A105-Verbindungsstücken und -Flanschen aus geschmiedetem Kohlenstoffstahl für die Märkte Öl und Gas, Petrochemie und Stromerzeugung. Die Spezifikationsdaten in diesem Artikel beziehen sich auf ASTM A105/A105M-26, die die aktive Überarbeitung im April 2026 darstellt.
Referenzen und Quellen
- ASTM A105 / A105 M (Standardspezifikation für Kohlenstoffstahlschmiedeteile zur Rohrleitung, ASTM International
- ASME B16.34 – Ventile – Flansch-, Gewinde- und Schweißend-ASME
- ASME B16.5 – Rohrflansche und Flanscharmaturen – ASME
- NACE MR0175/ISO 15156tip... Materialien der Erdöl- und Erdgasindustrie zur Verwendung in der Umwelt H 2 S Containing International
- A105 Chemische Zusammensetzung und mechanische Eigenschaften, Ventilspezifikationen.com
- A105 vs. A106 Materialvergleich Stahl.org
- ASTM A115 Materialäquivalente.com
- Marktbericht für Kohlenstoffstahlschmieden Grand View Research
Verwandte Artikel
Bewertung durchgeführt vom Ingenieurteam Baling Steel Baling Steel ist ein nach ISO 9001:2008 zertifizierter Hersteller von Rohren und Formstücken aus Kohlenstoffstahl in Cangzhou, China, der ASTM A105-Schmiedeteile in mehr als 60 Länder liefert.

