


A105 Steel — Quick Specs
| Standard | ASTM A105 / ASME SA-105 |
| Material | Forged carbon steel |
| Carbon | 0.35% max |
| Tensile Strength | 70 ksi (485 MPa) min |
| Yield Strength | 36 ksi (250 MPa) min |
| Elongation | 22% min (2 in. gauge) |
| Service Temp | -29°C to 538°C (with derating above 425°C) |
| Product Forms | Flanges, fittings, valves, piping components |
| Latest Revision | A105/A105M-26 (February 2026) |
In almost any pressure piping installation produced today, A105 steel is the most used carbon steel specification for forged flanges, fittings and valves. Whether it is in an oil refinery pumping hot vacuum residue at 400C or a chemical plant pouring in hard-core corrosive feedstock, it is the A105 forgings that form the crucial connections that keep the whole system sealed and pressurized. Because practically every oil refinery, chemical plant and power station features thousands of bolted A105 connections within the pipework, it is crucial to know all about A105 carbon steel – from its chemical makeup and mechanical performance to pressure-temperature ratings, normalization requirements and the specification changes to watch out for in 2026.
What Is ASTM A105 Carbon Steel?
ASTM A105/A105 M is the specification governing the requirements for forged carbon steel piping components for use in pressure systems at ambient and elevated temperatures. This specification for forged carbon steel piping components includes flanges, pipe fitting components, valves and other such piping components for service up to 538C (1000F).
The scope of A105 covers forged parts up to 4,540kg (10,000lb). For the forgings over this weight, the standard ASTM A266 specified in that they are for large carbon steel forgings for pressure vessel applications. This is of importance in practice that: large bore flanges (usually NPS24 and above, Class 600+).
ASTM approved the A105 specification in 1926 – this being one of the oldest industrial standards for piping materials that is still regularly updated world wide. The current edition, A105/A105 M-26, was issued in February 2026. The ASME Boiler and Pressure Vessel Code equivalent is SA-105 and is an adoption of the ASTM specification with the same demands for ASME Application.
So, why should I care?
Because A105 is by far the most frequently specified carbon steel fitting for a piping system. If a piping engineer scribbles “CS” on a line list, then the subsequent fitting & flange spec will be nearly always be A105. Knowing what this spec really demands – and where it breaks down – is vital for anyone selecting piping materials.
3 Questions to Determine If A105 Is Your Spec
1. Is yours forg ed (not cast, not rolled plate)?
2. Is it carbon steel (not stainless, not alloy)?
3. For pressure service (flanges, fittings, valve bodies)?
If all three answers are yes, then A105 is what you are looking for.
Is A105 Carbon Steel or Alloy Steel?
A105 is a low carbon steel and not alloy steel. Although it allows Chromium (max. 0.30), molybdenum (max. 0.12%) and vanadium (max. 0.08%) in trace amounts, specification lays down the maximum permissible sum of Cu + Ni + Cr + Mo + V as 1.00%. These are residuals, not additions to produce particular properties. Carbon steel A105 is classified purely by its carbon and manganese content.
For forged alloy steel (including chrome-moly for high temperature hydrogen service) classification piping components, refer to ASTM A182F5, F9, F11, F22 and stainless steel grade forging specification.
This distinction is now important when you procure: ordering ASTM A105 carbon steel forgings gets you a carbon steel component (with the strength of the residual elements under control) not an alloyed material for specific corrosion resistance or high temperature properties.
A105 Chemical Composition and Mechanical Properties

The chemical composition of A105 steel is carefully managed to acquire a favorable blend of strength, weldability and machinability in the forgings used for piping. The effects of every element – and how the carbon and manganese contents react with one another explains how some mills continually manufacture superior A105 forgings.
A105 Chemical Composition (% by weight)
| Element | C | Mn | P | S | Si | Cu | Ni | Cr | Mo | V |
|---|---|---|---|---|---|---|---|---|---|---|
| Limit | 0.35 max | 0.60–1.05 | 0.035 max | 0.040 max | 0.10–0.35 | 0.40 max | 0.40 max | 0.30 max | 0.12 max | 0.08 max |
Key composition notes:
- Maximum 1.00% but including Cu, Ni, V and Mo. Cu + Ni + Cr + Mo + V cannot exceed 1.00% to a max.
- Cr + Mo must not exceed 0.32%
- C-Mn tradeoff rule: 0.01% decrease in C below 0.35% can result in an increase of 0.06% Mn above 1.05% to a max of 1.65% Mn to compensate. Depending on the specific application the time spent in making these adjustments might be worth while. Miles still get the desired strength by having the lower C but are able to improve the weldability of the steel as well.
⚠️Important: Several online sources list sulfur as 0.035% max. The correct limit per ASTM A105-21 onward is 0.040% max. Always verify composition data against the current edition of the standard.
So what does it translate into?
Carbon-manganese balance is the one most significant influence in A105 quality. Carbon is strictly a strength contributor and compromises ductility, impact resistance, and weld ability. Manganese is desirable to establish strength and toughness while maintaining weld ability.
The mills that use lower end of carbon (0.20-0.25%) and relatively more manganese (0.80-1.05%) achieve a forging with extraordinarily better impact property which is important to note under sensitive to brittle fracture in the normalization below.
A105 Mechanical Properties
| Property | Requirement |
|---|---|
| Tensile Strength | 70 ksi (485 MPa) min |
| Yield Strength | 36 ksi (250 MPa) min |
| Elongation (2 in.) | 22% min |
| Reduction of Area | 30% min |
| Hardness | 137–197 HBW |
Note: These are minimums. Real test results on most all A105 forgings dramatically surpass these values. Typical mill certifications depict tensile strength of 75-85 ksi and yield strength of 40-50 ksi.
With a minimum ultimate tensile strength of 485 MPa, A105 is some where in between common structural steels and alloy forging grades.
Engineering Note – Temperature Derating: At temperatures greater than 400F (204C), allowable stress for A105 begins to derate according to ASME B31.3 Table A-1. At temperatures greater than 425C (800F), probability of graphitization (cracking) increases – application should be avoided for long term service. For high temperature (above 425C) long term applications, specify A182 F11 or F22 alloy steel forgings.
This is not convenient – it is building code and must be included in calculation of wall thickness required and class 1500 depending on the material.
I’ve seen A-106 with 0.40% Mn (except it was as low as 0.37%)… If I were them I would avoid that supplier. In the US & Japan it was normal practice to keep to a 0.60% to 0.90% Mn target spec.
— weldstan, Materials Engineer, Eng-Tips Forum
So what should you learn?
Your MTRs goes a very long way in telling you about the quality of an A105 forging. The manganese levels in combination with the carbon levels on an MTR can generally predict the toughness performance of a given A105 seamless carbon steel pipe or perhaps a companion set of forged fittings in the very same pipe system.
For the full standard text, see ASTM A105/A105M on astm.org.
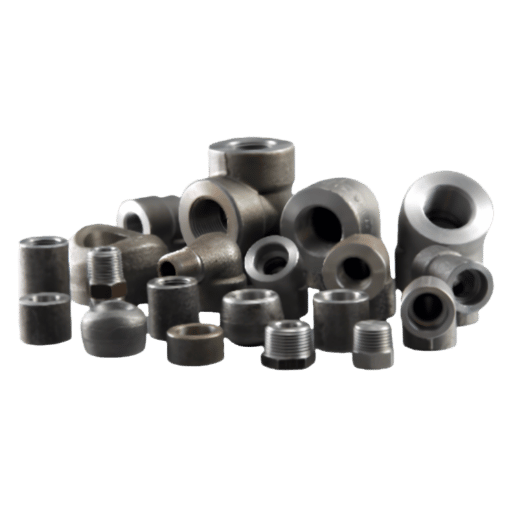
A105 Flanges, Fittings, and Valves
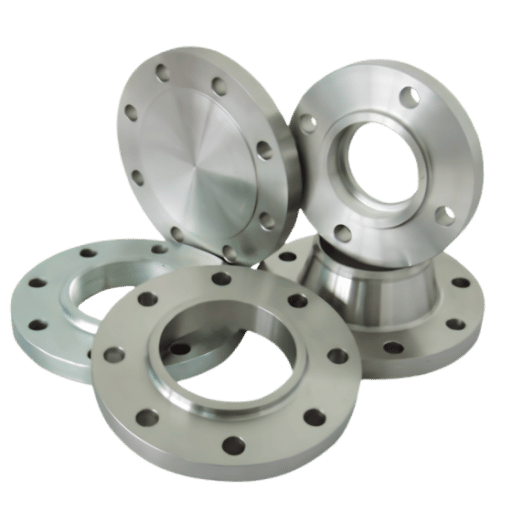
The forging specification for the complete range of forged carbon steel piping components is A105 steel. Note that actual product sizes, pressure ratings, and tolerances are controlled by separate ASME and MSS standards, respectively — A105 is the material specification only.
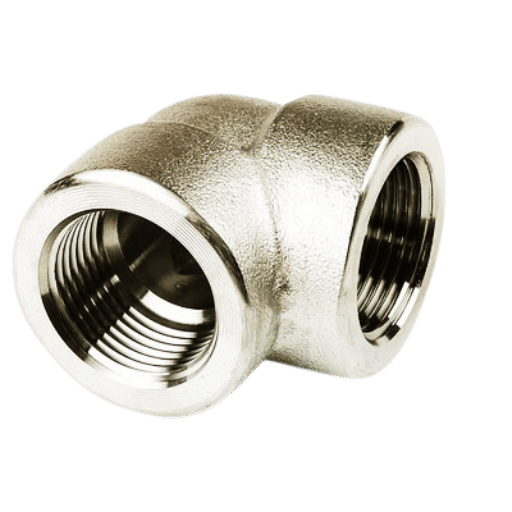
Common A105 product forms include:
- Weld neck flange—preferred in high-temperature and high-pressure service because of the integral hub to (a) eliminate the stress concentration factor near the weld and (b) create a smooth transition in hoop stress index
- Blind flange—for termination, pressure test, and future branch connection
- Slip-on flange—for low pressure service, easy for field misalignment of pipe
- Socket weld and threaded flange—for small bore (normally 2 inches or less in diameter)
- Forged elbows, tees, reducers and couplings in accordance with ASME B16.11
- Gate, globe, and check valve bodies per ASME B16.34
A105 pressure classes are in accordance with ASME B16.5 ( in the case of flanges) and ASME B16.34 (for valves): Class 150, 300, 600, 900, 1500 and 2500. The dimension standards applicable are ASME B16.5 (for pipe flanges and flanged fittings), ASME B16.11 (for forged fittings—socket-weld and threaded) and MSS SP-97 (for integrally reinforced forged branch outlet fittings).
Why pressure ratings matter for material selection? Because the A105 pressure-temperature ratings specify the pressure a flange can take at the specified temperature. Selecting a flange type and class without comparing the pressure-temperature ratings to actual operating conditions is a specification mistake that can endanger safety, or create an unnecessarily heavy specification.
A105 Pressure-Temperature Ratings per ASME B16.34 (bar)
| Temperature | Class 150 | Class 300 | Class 600 | Class 900 |
|---|---|---|---|---|
| -29 to 38°C | 19.6 | 51.1 | 102.1 | 153.2 |
| 100°C | 17.7 | 46.6 | 93.2 | 139.8 |
| 200°C | 15.8 | 43.8 | 87.6 | 131.4 |
| 300°C | 13.8 | 38.9 | 77.9 | 116.8 |
| 400°C | 9.8 | 28.3 | 56.5 | 84.8 |
| 425°C | 8.5 | 24.5 | 48.9 | 73.4 |
| 538°C | 5.5 | 15.9 | 31.7 | 47.6 |
Pro Tip: When ordering A105 flanges for a new project check the actual operating pressure and temperature against ASME B16.34 pressure-temperature ratings (not just pipe class). A Class 150 A105 flange specified as Class 150 at 38C pressure 19.6 bar drops to just 5.5 bar at 538C. Assuming ambient temperature pressure ratings without considering derating by temperature is the single largest procurement problem.
A common error I would like to point out and highlight for other, obtaining based on line pressure only a pressure class, without regard to temperature Derating is one of the most common problems that can be encountered when piping procurement. You see, a Class 300 flange might think in excess for a 30-Bar system, little did you realize the working temperature is 400 C—in this case, that Class 300 rating is degraded to 28.3 bar. Result? You’ll need Class 600 instead.
Since flange connections require bolting, the optimum stud bolt specification is as essential one—B7 studs with 2H nuts are the normal pairing for A105 flanges in high-temperature service.
For the full methodology of pressure-temperature ratings, consult ASME B16.34 valve and flange rating tables.
A105 vs A105N: When Normalization Matters

A105N is the A105 notation for a normalized forge. Formed from a section of A105 material heated to around 890-950 C, (above the maximum for transforming upper critical), held for a time proportional to section thickness then cooled in calm air, the normalization process produces a fine, uniform grain structure, arguably producing a tougher microstructure.
Some forging heat treatment for A105 is called for in ASTM A105, but no particular type is specified. Normalizing, normalizing and tempering, quenching and tempering and even annealing are generally permitted, in the absence of a designation, on the forging certificate, a “N” meaning normalization was performed.
Why this distinction became critical after 2012:
In around 2012, engineers and inspectors within the pressure vessel and piping industries began record reporting an increasing occurrence of carbon steel flanges (including the A105 grade) from one (or more) overseas mills where unexpectedly, impact toughness (including other mechanical properties) was found to be extremely low e.g. as low as 3 ft-lbs at +70F (+21C) (where for decades it had been 15-25 ft-lbs), increasing the perceived failure risk when subjected to impact testing. An investigation into the root of the change showed evidence of changes in steelmaking practice: lowered manganese levels, additions of boron, vanadium and niobium as microalloying elements (which were frequently notlisted on the MTRs), and inconsistent heat treatment procedures.
The evidence obtained was so compelling that the ASME Section VIII Division 1 2019 Edition, impact test exemption Curve B was changed to impact test exemption curve A when selecting the MDMT (minimum design metal temperature) of as-forged A105. This was by major design temperature design value from -20F (-28C) to +18F (-8C), so for any design temperature below this value, impact testing or normalization was required by the 2019 code. The NCPWB Technical Bulletin of May 2016 and ABSA Information Bulletin IB16-018 both documented this work.
“Before about 2012, I would have agreed… But raw material supplies changed and forging practices around the world changed in about that time, and the experimental evidence is rather convincing as to how brittle these flanges can be.”
– TGS4, Mechanical Engineer, Eng-Tips Forum Member
Caution: A significant percentage of A105 flanges may not have been correctly heat treated after forging. When selecting product for critical service, unless confirmation is supplied from your supplier, then request independent testing for delivery.
When must you specify A105N?
- Specification for ASME B31.3 process piping with design temperatures below +18F (-8C)
- Exemption for impact testing of carbon steel piping materials in service down to 0F (-18C)
- Resisting impact testing in sour service as per NACE MR0175/Funezav Gidakis where a hardness map is required
- Reducing brittle fracture risk within safety critical systems (ESD valves, blowdown systems)
- Any project where the owner’s specification requires documented normalization
So what changed? It was always a false industry assumption, that as-forged A105 was always going to be ‘OK’ for use at most moderate temperatures, then supply chains evolved and steelmaking types generally changed so the impact toughness results were more at the low end of design safety factors than anyone expected. Normalizing / heat treatment is a MUST for A105 input materials for many critical at-rest safety performance applications, when the piping system contains A106 Grade B pipe, the same grade fittings and flanges for the A105 input material should also be normalized.
A105 vs A106 vs A350 LF2: Choosing the Right Carbon Steel Spec

The three main specifications that really matter when sourcing carbon steel piping materials in a typical plant are: specification for the material notes the manner of manufacturing (e.g. whether it was normalized, not just heat treated, whether an impingement jet cooled heat treatment method was used etc); dimensional specifications are published for the desirable minimum and maximum dimensions; fitting dimensions can be checked – the piping system is the same – whatever the pipe: the fittings, the pipe or the flanges all have to match.
A105 vs A106 Grade B vs A350 LF2 – Specification table
| Feature | A105 | A106 Gr.B | A350 LF2 |
|---|---|---|---|
| Product Form | Forged components | Seamless pipe | Forged components |
| Carbon max | 0.35% | 0.30% | 0.30% |
| Mn max | 1.05% | 1.35% | 1.60% |
| P max | 0.035% | 0.025% | 0.035% |
| S max | 0.040% | 0.025% | 0.040% |
| Tensile min | 485 MPa | 415 MPa | 485 MPa |
| Yield min | 250 MPa | 240 MPa | 250 MPa |
| Min Design Temp | -29°C (as-forged) | -29°C | -46°C (impact tested) |
| Primary Use | Flanges, fittings, valves | Pipelines, tubing | Low-temp flanges & fittings |
Spec Selection — Key Factors to Consider
- Require forged fittings at ambient or elevated temperatures? A105
- Require seamless pipe at the same system temperature? A106 Grade B
- Operating at below -29F (-34C)? A350 LF2 (fittings / flanges) or A333 Gr.6 (pipe)
- Need corrosion resistance? → A182 F304/F316 (stainless steel forgings)
- Require high creep resistance material above 425C? A182 F11/F22 (alloy steel)
- Structural, non-pressure application? → A36
What Is the Difference Between A36 and A105 Steel?
A36 is a structural steel and shape specification (ASTM A36) for beams, columns, gussets and other general structural purposes. The primary reason A36 steel composition specifications aim for different properties than A105, the lower minimum yield (36ksi for both, but A36 carries no maximum tensile limit) and lack of required hardness range, and absence of pressure-rated product forms (pressure rated piping components are only rated for A105). A105 is a forging class specification for piping components alone.
A steel specification and table that are widely regarded as the two opposite ends of the same product spectrum. The more economical A36 steel plate can be fabricated into a pressure-rated flange, but the piece would not be recognized by the standards of ASME B16.5 or ASME B16.34, would not meet the necessary forging grain flow, and would not have any pressure-temperature designation.
Real-World Scenario
A procurement manager at a Gulf Coast refinery ordered A105 flanges for a cryogenic ethylene line operating at -45°C. The flanges passed all standard tests but cracked during a winter pressure test when ambient temperature dropped to -10°C. The root cause: A105 is not impact-tested for cryogenic service. The replacement order specified A350 LF2 — adding $2,800 to a $180,000 project, a 1.6% premium that would have prevented a 3-week shutdown.
For basic carbon steel piping systems, A106 Grade B line pipe is commonly matched with A105 forged fittings and flanges. For high temperature piping systems, A335 (alloy steel pipe) would be matched with A182 forgings. For cryogenics, A333 Gr.6 pipe would be used with A350 LF2 forgings. The pattern continues, and the principle remains: the right pipe specification must be matched with the right forging specification for the service.
Other resources for basic carbon steel piping: casing and tubing, boiler tubes, and carbon steel pipe types and specifications. For a detailed A106 material breakdown, see the servicesteel.org A106 comparison page.
International Equivalents for ASTM A105
A project overseas often encounters different specifications of the same the generic material. This particular A105 comparison chart identifies the most common equivalent materials (but “equivalent” must be qualified, as no two country standards define composition parameters exactly alike).
| Region | Standard | Equivalent Grade |
|---|---|---|
| Europe (EN) | EN 10222-2 | P245GH |
| Japan | JIS G3202 | SFVC1 |
| Germany | DIN 17200 | C 22.8 |
| United Kingdom | BS 1501 | Grade 360 |
| China | GB/T 12229 | WCB (cast equiv.) |
| India | IS 2062 | E250 |
Keep in mind, these are rough equivalents. P245GH (EN 10222-2) specifies a maximum carbon value of 0.2%, while A105 caps it at 0.35%. If operated on an A105 spec, P245GH would be very likely to surpass it, and therefore be unweldable and not suitable for a pressure-bearing component in that respect. The two specifications cannot simply be substituted with the stroke of a pencil without an engineering review to confirm that the material will still perform as needed. Compare compositions and physical property charts.
What do these equivalency-cases mean? As a reference for acquiring the correct material source, but they can also be a pitfall. Working off of a P245GH equivalent where the material actually exceeded it in carbon by 50% would provide a material that, while still technically equivalent or better for weldability and toughness at the high end, it would no longer be the correct strength. An engineering review to verify your replacement specification still fits your design needs is still required.
For detailed equivalency chart, see the ssmalloys.com A105 equivalents page.
A105 in Sour Service and Special Environments

In the fact of H2S injection or other process conditions that support formation of sour gas, material specification compliance must adhere to NACE MR0175, Petroleum and natural gas industries-Compatibility test methods for sour gas resistance of steel materials, a guide line and standard specification for use of steel materials in H2S environments. Corrosion resistance being most concerns, the Steel must endure sulfide stress cracking (SSC), a types of hydrogen embrittlement that may ultimately lead to undesired brittle fracture under loads well below yield strength.
What does NACE require for carbon steel? The maximum overall hardness range is 22 HRC (approximately 237 HBW).ASTM A105 can have a hardness range of 137-197 HBW, which is about 15-22 HRC; at the upper limit, A105 just meets the NACE requirement. This is the decision point where qualification as “meets specification” or “suitable for service” can mean the difference between success and failure.
Sour service requirements for A105 typically include:
- Hardness verified on each piece—maximum 22 HRC (237 HBW), as required by NACE MR0175
- Proper heat treatment documentation (normalization preferred)
- PWHT (post-weld heat treatment) qualification for all welded connections
- Surrounding documentation including individual piece hardness test results on the MTR
- Material certification of both ASTM A105 and NACE MR0175
The key for the buyer is that “A105 to NACE MR0175” should be listed as a separate line item on the purchase order. It is not a different steel, the A105 process just calls for more testing and documentation to confirm the suitability for sour service.
Engineering Note: Hardness for A105 is 137-197 HBW. The dictated maximum hardness for sour service carbon steel under NACE MR0175 is 22 HRC (~237 HBW). While over the maximum specification hardness (~197 HBW / ~22 HRC), A105 is technically compliant, to ensure enough margin for sour service specify A105N (normalized) with a lower hardness value in the 140-170 HBW range, and request individual piece hardness testing on the MTR. This ensures enough margin above the NACE specification limit, not just the best possible reading.
Can A105 Be Used in Cryogenic Applications?
No. A105 is not rated for cryogenic service below -29C (-20F). Under the 2019 ASME code revision, as-forged A105 without supplementary impact testing is further restricted to a minimum design metal temperature of +18F (-8C). For low-temperature applications, A350 LF2 (rated to -46C / -50F with mandatory Charpy V-notch impact testing) or A350 LF3 (rated to -101C / -150F) for true cryogenic service.
Applications involving casing and tubing or FBE-coated pipe in arctic or offshore environments face the same low-temperature concerns – always verify that companion forgings match the design temperature of the piping system.
Carbon Steel Forgings: What’s Changing in 2025-2026

The carbon steel forgings market and its governing standards are both evolving in ways that directly affect A105 procurement and specification practices. Here are the developments that matter for projects being designed and built in 2026.
Market growth: The global carbon steel forgings market is growing at approximately 6.8% CAGR through 2033, driven by energy infrastructure investment and industrial expansion in Asia-Pacific. This growth supports continued supply availability for A105 components, though quality consistency remains a concern with expanding manufacturing capacity in regions with less established quality control traditions.
Standards development: ASTM A105/A105M-26 was published in February 2026 – the fourth revision in five years, signaling active standards committee engagement. This pace of revision is unusual for a nearly 100-year-old specification and reflects the industry’s response to the quality and toughness concerns documented since 2012.
The normalization trend: The post-2012 brittle fracture results continue to force A105 forgings into mandatory normalization in the industry. Although the ASTM specification still allows as-forged heat treatment, the 2019 code change approved by the ASME (UCS-66 reclassification from Curve B to Curve A) has already made normalization practically mandatory for many new construction projects. Most significant owner-operators already specify A105N as default, regardless of code minimum.
Supply chain status: availability of carbon steel PVF (pipe, valves, fittings) remains strong through 2026, with A105 standard specification components available in stock with a 1-2 week lead time for most common sizes and pressure classes. Non-standard sizes, high-pressure classes (1500 and 2500), and A105N-specific components may take up to 4-8 weeks depending on mill schedules.
Action Recommendation: for projects starting in 2026 or later calling for A105, use A105N by default and request additional Charpy V-notch impact testing at the minimum design metal temperature, in addition to any code-specific requirements. The price premium for normalization typically adds only 5-10% to the material cost and is an insignificant investment in minimizing the documented brittle fracture risk in as-forged forgings.
Frequently Asked Questions About A105 Steel
What is A105 material equivalent to?
View Answer
A105 is roughly equivalent to EN 10222-2 P245GH (Europe), JIS G3202 SFVC1 (Japan), and DIN 17200 C 22.8 (Germany). The ASME compliance is SA-105, which adopted the ASTM specifications identically. Several other properties are not included here, but these specifications are direct equivalences. Composition limits vary between standards so substitutions must be made based upon engineering review of the full chemical and mechanical data tables.
How does A105N differ from A105 in terms of heat treatment?
View Answer
A105N specifies a normalized (extra stressed heat) plate – heated to 890-950C and cooled in still air. A105 specification requires heat treatment but allows any process: normalization, normalization and tempering, quenching and tempering, or annealing. The letter suffix “N” guarantees a specific process that reduces grain size and enhances impact toughness. Due to the 2019 code changes, A105N has become the leading specification on all critical pressure applications, well established as the mitigation against the documented impact toughness variation in as-forged forgings.
What are the common forging methods used for A105?
View Answer
A105 forgings are created by closed-die (impression) forging, open-die forging, or upset forging depending on the component. Flanges are generally produced by ring rolling or closed-die methods. Fittings are generally made by closed-die forging. Overall, forging practice employs significant improvements in grain flow direction over castings or machining from barstock.
How does the corrosion resistance of A105 compare to stainless steel?
View Answer
A105 is a carbon steel with a very low residual chrome content, so it produces very low corrosion resistance. It quickly rusts in atmosphere exposure and rapidly corrodes in most aqueous environments without protective coatings or cathodic protection; Stainless steel forgings (A182 F304/F316) contain 16-18% chromium and produce a passive oxide film with excellent resistance to corrosion. A105 is generally chosen on ability to produce the required strength and economy over corrosion allowances or protective coatings on system components.
What testing and QC procedures are essential for A105 products?
View Answer
ASTM A105 requires tensile testing (1 per heat), Brinell hardness testing, and chemical analysis (heat analysis, product analysis if required). Additional special requirements that may be added include Charpy V-notch impact testing (S1), liquid penetrant examination (S6), and magnetic particle examination. Critical service buyers usually add 100% UT examination in accordance with SA-388, individual piece hardness testing, and positive material identification (PMI) at the point of receipt. Sour service applications also specify hardness mapping per NACE MR0175.
Is A105 killed carbon steel?
View Answer
Yes. ASTM A105 stipulates the steel be fully killed i.e. deoxidized with silicon (0.10-0.35%) and/or aluminum during the steelmaking process. This removes any dissolved oxygen and produces a sound, homogeneous forging with no gas porosity.
How does A105 save costs compared to alloy alternatives?
View Answer
Compared to the equivalent size/class A182 alloy steel (F11,F22) forgings, the equivalent size/class ASTM A105 steel forgings cost generally about 40-50% less, and the cost of equivalent A182 stainless steel (F304, F316) forgings are around 70-80% higher. This is due to the lower cost of raw materials used in production, as well as all manufacturers being capable of manufacturing A105 forgings. So as long as service conditions allow — temperatures below 425°C, process media that do not involve corrosion or cryogenic service — A105 will provide the required mechanical properties at the lowest cost.
Allow us to supply A105 carbon steel flange, fittings or forged parts for your application.
About This Technical Guide
This guide was created using ASTM specification data, ASME pressure vessel code references, and technical conversations by practitioners on eng-tips.com. Baling Steel is a global supplier of ASTM A105 forged carbon steel fittings and flanges to the oil & gas, petrochemical and power generation markets. Specifiion data within this article refers to ASTM A105/A105M-26 which is the active revision during April 2026.
References & Sources
- ASTM A105 / A105 M – Standard Specification for Carbon Steel Forgings for Piping Use – ASTM International
- ASME B16.34 – Valves – Flanged, Threaded, and Welding End – ASME
- ASME B16.5 – Pipe flanges & flanged fittings – ASME
- NACE MR0175/ISO 15156tip… Petroleum and Natural Gas Industries Materials for Use in Environments Containing H 2 S—NACE International
- A105 Chemical Composition and Mechanical Properties — valve specifications.com
- A105 vs A106 Material Comparison — service steel.org
- ASTM A105 Material Equivalents — ssmalloys.com
- Carbon Steel Forgings Market Report — Grand View Research
Related Articles
Evaluation conducted by Baling Steel engineering team. Baling Steel is an ISO 9001:2008 certified manufacturer of carbon steel pipes and fittings in Cangzhou, China supplying ASTM A105 forged parts to more than 60 countries.

