


A105 Steel : spécifications rapides
| Standard | ASTM A105/ASME SA-105 |
| Matériel | Acier forgé au carbone |
| Carbone | 0,35% maximum |
| Résistance à la traction | 70 ksi (485 MPa) min |
| Limite d'élasticité | 36 ksi (250 MPa) min |
| Élongation | 22% min (jauge de 2 po) |
| Température du service | -29 °C à 538 °C (avec un déclassement supérieur à 425 °C) |
| Formes de produits | Brides, raccords, vannes, composants de tuyauterie |
| Dernière Révision | A105/A105M-26 (février 2026) |
Dans presque toutes les installations de tuyauterie sous pression produites aujourd'hui, l'acier A105 est la spécification en acier au carbone la plus utilisée pour les brides, raccords et vannes forgés Qu'il s'agisse d'une raffinerie de pétrole pompant des résidus sous vide chaud à 400 C ou d'une usine chimique déversant dans une charge corrosive à noyau dur, ce sont les pièces forgées A105 qui forment les connexions cruciales qui maintiennent l'ensemble du système scellé et pressurisé Parce que pratiquement chaque raffinerie de pétrole, usine chimique et centrale électrique comporte des milliers de connexions A105 boulonnées à l'intérieur de la tuyauterie, il est crucial de tout savoir sur l'acier au carbone A105 (de), de sa composition chimique et de ses performances mécaniques aux cotes de pression-température, aux cotes de température, aux exigences de normalisation et de normalisation et de normalisation et de surveillance 206.
Qu'est-ce que l'acier au carbone ASTM A105 ?
ASTM A105/A105 M est la spécification régissant les exigences relatives aux composants de tuyauterie en acier au carbone forgé destinés à être utilisés dans des systèmes sous pression à température ambiante et élevée Cette spécification pour les composants de tuyauterie en acier au carbone forgé comprend les brides, les composants de raccord de tuyauterie, les vannes et autres composants de tuyauterie de ce type pour un service jusqu'à 538 C (1000 F).
Le champ d'application de l'A105 couvre les pièces forgées jusqu'à 4 540 kg (10 000 lb).Pour les pièces forgées sur ce poids, la norme ASTM A266 précisait en ce qu'elles sont destinées aux pièces forgées en acier au carbone de grande taille pour les applications de récipients sous pression, Ceci est important en pratique que : les brides à grand alésage (généralement NPS24 et plus, classe 600+).
ASTM a approuvé la spécification A105 en 1926 ; cette norme industrielle est l'une des plus anciennes normes pour les matériaux de tuyauterie qui est encore régulièrement mise à jour dans le monde entier. L'édition actuelle, A105/A105 M-26, a été publiée en février 2026. L'équivalent du code ASME Boiler and Pressure Vessel est SA-105 et est une adoption de la spécification ASTM avec les mêmes exigences pour l'application ASME.
Alors, pourquoi devrais-je m'en soucier ?
Parce que A105 est de loin le raccord en acier au carbone le plus fréquemment spécifié pour un système de tuyauterie Si un ingénieur de tuyauterie griffonne “CS” sur une liste de lignes, alors le raccord & bride ultérieur sera presque toujours A105. Sachez ce que cette spécification exige vraiment : où il se décompose, il est vital pour quiconque sélectionne des matériaux de tuyauterie.
3 questions pour déterminer si A105 est votre spécification
1. est-ce que votre pièce est pardonnée (pas coulée, pas plaque roulée) ?
2. Est-ce acier au carbone (pas inoxydable, pas alliage) ?
3. pour le service sous pression (brides, raccords, corps de vanne) ?
Si les trois réponses sont oui, alors A105 est ce que vous recherchez.
L'acier au carbone ou l'acier allié A105 ?
L'A105 est un acier à faible teneur en carbone et non en acier allié Bien qu'il autorise le chrome (max. 0,30), le molybdène (max. 0,121TP3 T) et le vanadium (max. 0,081TP3 T) à l'état de traces, la spécification fixe la somme maximale admissible de Cu + Ni + Cr + Mo + V à 1,001TP3 T. Il s'agit de résidus, et non d'ajouts pour produire des propriétés particulières L'acier au carbone A105 est classé uniquement par sa teneur en carbone et en manganèse.
Pour forgé acier allié (y compris le chrome-moly pour le service à l'hydrogène à haute température) composants de tuyauterie de classification, se référer à la spécification ASTM A182F5, F9, F11, F22 et de forgeage de qualité en acier inoxydable.
Cette distinction est désormais importante lorsque vous procurez : commande Acier au carbone ASTM A105 forgings vous offre un composant en acier au carbone (avec la résistance des éléments résiduels sous contrôle) et non un matériau allié pour une résistance spécifique à la corrosion ou des propriétés à haute température.
A105 Composition chimique et propriétés mécaniques

La composition chimique de l'acier A105 est soigneusement gérée pour acquérir un mélange favorable de résistance, de soudabilité et d'usinabilité dans les pièces forgées utilisées pour la tuyauterie. Les effets de chaque élément et la réaction des teneurs en carbone et en manganèse les unes avec les autres expliquent comment certaines usines fabriquent continuellement des pièces forgées A105 supérieures.
A105 Composition chimique (% en poids)
| Élément | C | Mn | P | S | Si | Cu | Ni | Cr | Moi | V |
|---|---|---|---|---|---|---|---|---|---|---|
| Limite | 0,35 maximum | 0.60–1.05 | 0,035 maximum | 0,040 maximum | 0.10–0.35 | 0,40 maximum | 0,40 maximum | 0,30 maximum | 0,12 maximum | 0,08 maximum |
Notes clés de composition :
- Maximum 1,00% mais incluant Cu, Ni, V et Mo. Cu + Ni + Cr + Mo + V ne peut pas dépasser 1,00% à un max.
- Cr + Mo ne doit pas dépasser 0.32%
- Règle de compromis C-Mn : une diminution de 0,011TP3 T du C en dessous de 0,351TP3 T peut entraîner une augmentation de 0,061TP3 T Mn au-dessus de 1,051TP3 T à un maximum de 1,651TP3 T Mn pour compenser Selon l'application spécifique, le temps passé à effectuer ces ajustements peut valoir la peine. Les Miles obtiennent toujours la résistance souhaitée en ayant le C inférieur mais sont également capables d'améliorer la soudabilité de l'acier.
️️Important: Plusieurs sources en ligne indiquent que le soufre est de 0,035% max. La limite correcte selon ASTM A105-21 est la suivante 0,040% maximum. Vérifiez toujours les données de composition par rapport à l'édition actuelle de la norme.
Alors, en quoi cela se traduit-il ?
L'équilibre carbone-manganèse est la seule influence la plus significative dans la qualité A105 Le carbone est strictement un contributeur de résistance et compromet la ductilité, la résistance aux chocs et la capacité de soudure Le manganèse est souhaitable pour établir la résistance et la ténacité tout en maintenant la capacité de soudure.
Les usines qui utilisent une extrémité inférieure de carbone (0,20-0,25%) et relativement plus de manganèse (0,80-1,05%) réalisent un forgeage avec une propriété d'impact extraordinairement meilleure qu'il est important de noter sous la sensibilité à la rupture fragile dans la normalisation ci-dessous.
A105 Propriétés mécaniques
| Propriété | Exigence |
|---|---|
| Résistance à la traction | 70 ksi (485 MPa) min |
| Limite d'élasticité | 36 ksi (250 MPa) min |
| Allongement (2 po) | 22% min |
| Réduction de la superficie | 30% min |
| Dureté | 137197 HBW |
Remarque : Ce sont des minimums Les résultats réels des essais sur la plupart de toutes les pièces forgées A105 dépassent considérablement ces valeurs Les certifications typiques des usines décrivent une résistance à la traction de 75 à 85 ksi et une limite d'élasticité de 40 à 50 ksi.
Avec un minimum résistance ultime à la traction de 485 MPa, l'A105 se situe entre les aciers de construction courants et les nuances de forgeage en alliage.
Note d'ingénierie : À des températures supérieures à 400 F (204 C), la contrainte admissible pour A105 commence à dérater selon ASME B31.3 Tableau A-1. À des températures supérieures à 425 C (800 F), la probabilité de graphitisation (fissuration) augmente (il convient d'éviter l'application pour le service à long terme Pour les applications à haute température (supérieure à 425 C) à long terme, précisez les pièces forgées en acier allié A182 F1 ou F22.
Ce n'est pas pratique : il s'agit d'un code de construction et doit être inclus dans le calcul de l'épaisseur de paroi requise et dans la classe 1500 en fonction du matériau.
J'ai vu A-106 avec 0.401TP3 T Mn (sauf qu'il était aussi bas que 0.371TP3 T)... Si j'étais eux j'éviterais ce fournisseur Aux États-Unis et au Japon il était d'usage normal de garder à une spécification cible de 0.601TP3 T à 0.901TP3 T Mn.
'weldstan', Ingénieur Matériaux, Eng-Tips Forum'
Alors, que faut-il apprendre ?
Vos MTRs vous disent très loin de la qualité d'un forgeage A105 Les niveaux de manganèse en combinaison avec les niveaux de carbone sur un MTR peuvent généralement prédire les performances de ténacité d'un A105 donné tuyau sans soudure en acier au carbone ou peut-être un ensemble complémentaire de raccords forgés dans le même système de tuyaux.
Pour le texte standard complet, voir ASTM A105/A105M sur astm.org.
Brides, raccords et vannes A105
La spécification de forgeage pour la gamme complète de composants de tuyauterie en acier au carbone forgé est en acier A105 Notez que les tailles réelles des produits, les valeurs nominales de pression et les tolérances sont contrôlées par des normes ASME et MSS distinctes, respectivement A105 est la spécification du matériau uniquement.
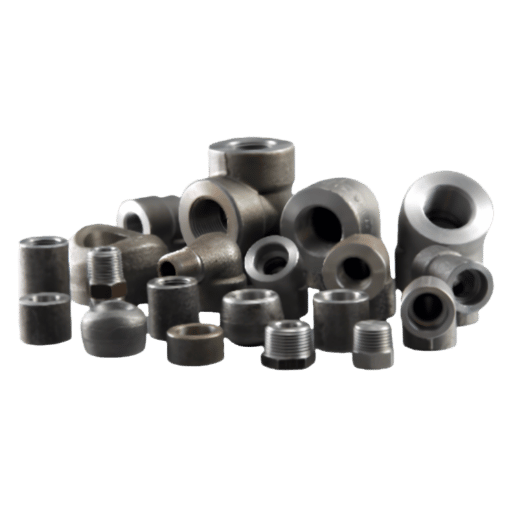
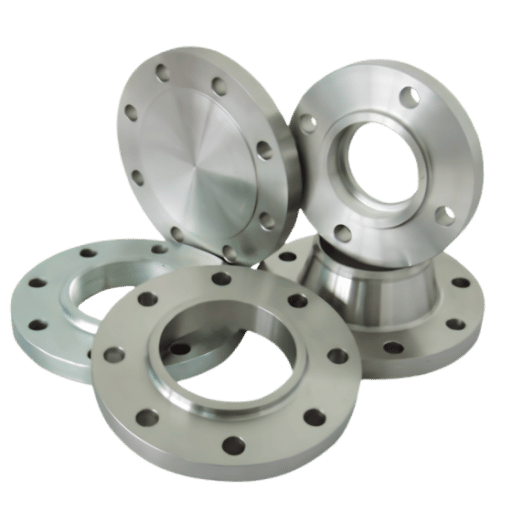
Les formes de produits A105 courantes comprennent notamment
- Bride de col soudé(préféré en service à haute température et haute pression en raison du moyeu intégré pour (a) éliminer le facteur de concentration de contrainte à proximité de la soudure et (b) créer une transition douce dans l'indice de contrainte de la frette
- Bride aveugle« Terminaison, test de pression et connexion future de branche »
- Bride coulissante pour service basse pression, facile pour le désalignement du tuyau sur le terrain
- Soudure à douille et bride filetée pour petit alésage (normalement 2 pouces ou moins de diamètre)
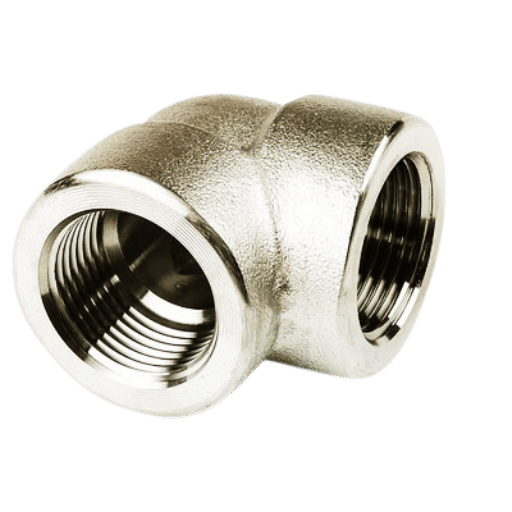
- Forgé coudes, 10, té, réducteurs et accouplements conformément à l'ASME B16.11
- Corps de porte, de globe et de clapet anti-retour selon ASME B16.34
Les classes de pression A105 sont conformes à l'ASME B16.5 (dans le cas des brides) et à l'ASME B16.34 (pour les vannes) : Classe 150, 300, 600, 900, 1500 et 2500. les normes de dimension applicables sont l'ASME B16.5 (pour les brides de tuyauterie et les raccords à brides), l'ASME B16.1 (pour les raccords forgés, soudés et filetés) et le MSS SP-97 (pour les raccords de sortie de dérivation forgés intégralement).
Pourquoi les cotes de pression sont importantes pour la sélection des matériaux ? parce que les cotes pression-température A105 spécifient la pression qu'une bride peut prendre à la température spécifiée La sélection d'un type et d'une classe de bride sans comparer les cotes pression-température aux conditions réelles de fonctionnement est une erreur de spécification qui peut mettre en danger la sécurité, ou créer une spécification inutilement lourde.
A105 Évaluations pression-température par ASME B16.34 (barre)
| Température | Classe 150 | Classe 300 | Classe 600 | Classe 900 |
|---|---|---|---|---|
| -29 à 38°C | 19.6 | 51.1 | 102.1 | 153.2 |
| 100°C | 17.7 | 46.6 | 93.2 | 139.8 |
| 200°C | 15.8 | 43.8 | 87.6 | 131.4 |
| 300°C | 13.8 | 38.9 | 77.9 | 116.8 |
| 400°C | 9.8 | 28.3 | 56.5 | 84.8 |
| 425°C | 8.5 | 24.5 | 48.9 | 73.4 |
| 538°C | 5.5 | 15.9 | 31.7 | 47.6 |
Conseil Pro : Lors de la commande de brides A105 pour un nouveau projet, vérifiez la pression et la température de fonctionnement réelles par rapport aux valeurs nominales pression-température ASME B16.34 (pas seulement la classe de tuyaux). Une bride de classe 150 A105 spécifiée comme classe 150 à une pression de 38 C de 19,6 bars tombe à seulement 5,5 bars à 538 C. En supposant que les valeurs nominales de pression à température ambiante sans tenir compte du déclassement en fonction de la température est le plus gros problème d'approvisionnement.
Une erreur courante que je voudrais signaler et souligner pour d'autres, obtenir en fonction de la pression de la ligne seulement une classe de pression, sans égard à la température La dération est l'un des problèmes les plus courants que l'on peut rencontrer lors de l'approvisionnement de la tuyauterie Vous voyez, une bride de classe 300 pourrait penser en excès pour un système à 30 barres, peu de choses vous avez réalisé que la température de travail est de 400 C dans ce cas, que la cote de classe 300 est dégradée à 28,3 bar Résultat ? vous aurez besoin de la classe 600 à la place.
Étant donné que les connexions des brides nécessitent un boulonnage, l'optimum goujon la spécification est que les goujons oneB7 essentiels avec écrous 2H constituent l'appariement normal pour les brides A105 en service à haute température.
Pour la méthodologie complète des évaluations pression-température, consulter Tables d'évaluation des soupapes et brides ASME B16.34.
A105 vs A105N : lorsque la normalisation est importante

A105 N est la notation A105 pour une forge normalisée Formé à partir d'une section de matériau A105 chauffée vers 890-950 C, (au-dessus du maximum pour transformer la critique supérieure), maintenue pendant un temps proportionnel à l'épaisseur de section puis refroidie à l'air calme, le processus de normalisation produit une structure de grain fine et uniforme, produisant sans doute une microstructure plus résistante.
Certains traitements thermiques de forgeage pour A105 sont demandés dans la norme ASTM A105, mais aucun type particulier n'est spécifié La normalisation, la normalisation et le revenu, la trempe et le revenu et même le recuit sont généralement autorisés, en l'absence de désignation, sur le certificat de forgeage, un “N” signifiant la normalisation a été effectué.
Pourquoi cette distinction est devenue critique après 2012 :
Vers 2012, les ingénieurs et les inspecteurs au sein des industries des appareils sous pression et des tuyauteries ont commencé à enregistrer une occurrence croissante de brides en acier au carbone (y compris la nuance A105) provenant d'une (ou plusieurs) usines à l'étranger où de manière inattendue, la ténacité aux chocs (y compris d'autres propriétés mécaniques) s'est avérée extrêmement faible par exemple aussi faible que 3 pi-lbs à +70 F (+21 C) (où pendant des décennies elle était de 15-25 pi-lbs), augmentant le risque de défaillance perçu lorsqu'elle était soumise à des essais de choc Une enquête sur la racine du changement a montré des preuves de changements dans la pratique de fabrication de l'acier : niveaux de manganèse abaissés, des niveaux abaissés, des éléments non répertoriés de manganèse, de m et de vanoyage fréquemment.
Les preuves obtenues étaient si convaincantes que la courbe B d'exemption pour essai de choc de la section VIII Division 1 de l'ASME, édition 2019, a été modifiée en courbe A d'exemption pour essai de choc lors de la sélection du MDMT (température minimale du métal de conception) de l'A105 tel que forgé. Il s'agissait de la valeur majeure de conception de la température de conception de -20 F (-28 C) à +18 F (-8 C), donc pour toute température de conception inférieure à cette valeur, des essais de choc ou de normalisation étaient requis par le code technique du NCPWB de mai 2016 et le bulletin d'information de l'ABSA IB16-018 ont tous deux documenté ce travail.
“Avant 2012 environ, j'aurais accepté... Mais les approvisionnements en matières premières ont changé et les pratiques de forgeage dans le monde entier ont changé à peu près à cette époque, et les preuves expérimentales sont plutôt convaincantes quant à la fragilité de ces brides.”
T.G.S.4, Ingénieur Mécanique, Eng-Tips Membre du Forum
Attention : Un pourcentage important de brides A105 peut ne pas avoir été correctement traitées thermiquement après forgeage Lors de la sélection du produit pour un service critique, à moins qu'une confirmation ne soit fournie par votre fournisseur, demandez ensuite des tests indépendants pour la livraison.
Quand devez-vous spécifier A105N ?
- Spécification pour la tuyauterie de processus ASME B31.3 avec des températures de conception inférieures à +18 F (-8 C)
- Exemption pour les essais d'impact des matériaux de tuyauterie en acier au carbone en service jusqu'à 0 F (-18 C)
- Résister aux tests d'impact en service acide selon NACE MR0175/Funezav Gidakis où une carte de dureté est requise
- Réduire le risque de rupture fragile au sein des systèmes critiques pour la sécurité (vannes ESD, systèmes de purge)
- Tout projet où la spécification du propriétaire nécessite une normalisation documentée
Alors qu'est-ce qui a changé ? c'était toujours une fausse hypothèse de l'industrie, que l'A105 tel que forgé allait toujours être ‘ OK ’ pour une utilisation à des températures tout au plus modérées, puis les chaînes d'approvisionnement ont évolué et les types de fabrication d'acier ont généralement changé de sorte que les résultats de ténacité aux chocs étaient plus à l'extrémité inférieure des facteurs de sécurité de conception que quiconque ne l'espérait La normalisation/traitement thermique est un MUST pour les matériaux d'entrée A105 pour de nombreuses applications critiques de performance de sécurité au repos, lorsque le système de tuyauterie contient un tuyau de qualité A106 B, les mêmes raccords et brides de qualité pour le matériau d'entrée A105 devraient également être normalisés.
A105 contre A106 contre A350 LF2 : Choisir la bonne spécification en acier au carbone

Les trois principales spécifications qui comptent vraiment lors de l'approvisionnement en matériaux de tuyauterie en acier au carbone dans une usine typique sont les suivantes : la spécification pour le matériau indique la manière de fabriquer (par exemple, si elle a été normalisée, pas seulement traitée thermiquement, si une méthode de traitement thermique refroidie par jet d'impact a été utilisée, etc.) ; les spécifications sont publiées pour les dimensions minimales et maximales souhaitables ; les dimensions de montage peuvent être vérifiées ; le système de tuyauterie est le même quel que soit le tuyau : les raccords, le tuyau ou les brides correspondent tous.
A105 vs A106 Grade B vs A350 LF2 Tableau des spécifications
| Caractéristique | A105 | A106 Gr.B | A350 LF2 |
|---|---|---|---|
| Formulaire Produit | Composants forgés | Tuyau sans soudure | Composants forgés |
| Carbone max | 0.35% | 0.30% | 0.30% |
| Mn max | 1.05% | 1.35% | 1.60% |
| P max | 0.035% | 0.025% | 0.035% |
| Smax | 0.040% | 0.025% | 0.040% |
| Tensile min | 485 MPa | 415 MPa | 485 MPa |
| Rendement min | 250 MPa | 240 MPa | 250 MPa |
| Min Design Temp | -29 °C (tel que forgé) | -29°C | -46 °C (testée d'impact) |
| Utilisation Primaire | Brides, raccords, vannes | Pipelines, tubes | Brides et raccords basse température |
Sélection de spécifications Facteurs clés à prendre en compte
- Exiger des raccords forgés à température ambiante ou élevée ? A105
- Exiger un tuyau sans soudure à la même température du système ? A106 Grade B
- Fonctionnant en dessous de -29 F (-34 C) ?A350 LF2 (raccords/brides) ou A333 Gr.6 (tuyau)
- Besoin de résistance à la corrosion ? → A182 F304/F316 (pièces forgées en acier inoxydable)
- Exiger un matériau à haute résistance au fluage au-dessus de 425 C ? A182 F11/F22 (acier allié)
- Application structurelle et sans pression ? → A36
Quelle est la différence entre l’acier A36 et l’acier A105 ?
L'A36 est une spécification de structure en acier et de forme (ASTM A36) pour les poutres, les colonnes, les goussets et d'autres fins structurelles générales. La raison principale Composition de l'acier A36 les spécifications visent des propriétés différentes de celles de l'A105, le rendement minimum inférieur (36 ksi pour les deux, mais l'A36 ne comporte aucune limite de traction maximale) et l'absence de plage de dureté requise, et l'absence de formes de produits à pression nominale (les composants de tuyauterie à pression nominale ne sont évalués que pour l'A105).L'A105 est une spécification de classe de forgeage pour les seuls composants de tuyauterie.
Une spécification et une table en acier qui sont largement considérées comme les deux extrémités opposées du même spectre de produits. Le plus économique Plaque d'acier A36 peut être fabriqué dans une bride à pression nominale, mais la pièce ne serait pas reconnue par les normes ASME B16.5 ou ASME B16.34, ne répondrait pas au débit de grain de forgeage nécessaire et n'aurait aucune désignation pression-température.
Scénario du monde réel
Un responsable des achats d'une raffinerie de la côte du Golfe a commandé des brides A105 pour une ligne cryogénique d'éthylène fonctionnant à -45 °C Les brides ont passé tous les tests standards mais se sont fissurées lors d'un test de pression hivernal lorsque la température ambiante est tombée à -10 °C La cause première : A105 n'est pas testé d'impact pour le service cryogénique L'ordre de remplacement précisait A30 LF2 ajoutant $2,800 à un projet $180000, une prime de 1,61TP3 T qui aurait empêché un arrêt de 3 semaines.
Pour les systèmes de tuyauterie en acier au carbone de base, A106 Grade B tuyau d'amenée est généralement assorti avec les raccords et brides forgés A105 Pour les systèmes de tuyauterie à haute température, A335 (tuyau en acier allié) serait assorti avec les pièces forgées A182 Pour la cryogénie, le tuyau A333 Gr.6 serait utilisé avec les pièces forgées A350 LF2 Le modèle continue, et le principe demeure : la spécification de tuyau droit doit être assortie avec la spécification de forgeage droite pour le service.
Autres ressources pour les canalisations de base en acier au carbone : tubage et tubage, tubes chaudières, et tuyau en acier au carbone types et spécifications Pour une ventilation détaillée des matériaux A106, voir le page de comparaison ServiceEsteel.org A106.
Équivalents internationaux pour ASTM A105
Un projet à l'étranger rencontre souvent des spécifications différentes du même matériau générique. Ce tableau comparatif particulier A105 identifie les matériaux équivalents les plus courants (mais “équivalent” doit être qualifié, car aucune norme nationale ne définit exactement les paramètres de composition de la même manière).
| Région | Standard | Note équivalente |
|---|---|---|
| Europe (EN) | EN 10222-2 | P245GH |
| Japon | JIS G3202 | SFVC1 |
| Allemagne | DIN 17200 | C 22.8 |
| Royaume-Uni | BS1501 | 360e année |
| Chine | GB/T12229 | WCB (équiv. de coulée) |
| Inde | EST 2062 | E250 |
Gardez à l'esprit, ce sont des équivalents approximatifs Le P245 GH (EN 10222-2) spécifie une valeur maximale de carbone de 0,21TP3 T, tandis que l'A105 le plafonne à 0,351TP3 T. S'il est utilisé sur une spécification A105, le P245 GH serait très susceptible de le dépasser, et donc d'être non soudable et ne convient pas à un composant porteur de pression à cet égard Les deux spécifications ne peuvent pas simplement être remplacées par un trait de crayon sans une revue technique pour confirmer que le matériau fonctionnera toujours selon les besoins Comparez les compositions et les tableaux de propriétés physiques.
Que signifient ces cas d'équivalence ? comme référence pour acquérir la bonne source de matériau, mais ils peuvent aussi être un écueil Travailler à partir d'un équivalent P245 GHE où le matériau le dépassait réellement en carbone de 501 TP3 T fournirait un matériau qui, tout en restant techniquement équivalent ou meilleur pour la soudabilité et la ténacité dans le haut de gamme, ce ne serait plus la bonne résistance. Un examen technique pour vérifier vos spécifications de remplacement correspond toujours à vos besoins de conception est toujours requis.
Pour le tableau d'équivalence détaillé, voir le page des équivalents de Smalloys.com A105.
A105 dans le service aigre et les environnements spéciaux

Dans le fait de l'injection de H2 S ou d'autres conditions de procédé qui soutiennent la formation de gaz acide, la conformité aux spécifications des matériaux doit adhérer à la NACE MR0175, Industries du pétrole et du gaz naturel-Méthodes d'essai de compatibilité pour la résistance aux gaz acides des matériaux en acier, une ligne de guidage et une spécification standard pour l'utilisation des matériaux en acier dans les environnements H2 S. La résistance à la corrosion étant la plupart des préoccupations, l'acier doit subir une fissuration sous contrainte par sulfure (SSC), un type de fragilisation par l'hydrogène qui peut finalement conduire à une rupture fragile indésirable sous des charges bien inférieures à la limite d'élasticité.
Que nécessite la NACE pour l'acier au carbone ? la plage de dureté globale maximale est de 22 HRC (environ 237 HBW). L'ASTM A105 peut avoir une plage de dureté de 137-197 HBW, soit environ 15-22 HRC ; à la limite supérieure, l'A105 répond simplement à l'exigence de la NACE. C'est le point de décision où la qualification en tant que “meets spécification” ou “adapte for service” peut faire la différence entre le succès et l'échec.
Les exigences de service aigre pour l'A105 comprennent généralement :
- Dureté vérifiée sur chaque piècemaximum 22 HRC (237 HBW), comme l'exige la NACE MR0175
- Documentation appropriée du traitement thermique (normalisation préférée)
- Qualification PWHT (traitement thermique post-soudage) pour tous les raccords soudés
- Documentation environnante comprenant les résultats des tests de dureté individuels sur le MTR
- Certification matérielle de l'ASTM A105 et de la NACE MR0175
La clé pour l'acheteur est que les“A105 à NACE MR0175” doivent être répertoriées comme un article de ligne distinct sur le bon de commande Ce n'est pas un acier différent, le processus A105 nécessite simplement plus de tests et de documentation pour confirmer l'adéquation au service aigre.
Note d'ingénierie : la dureté pour l'A105 est de 137-197 HBW La dureté maximale dictée pour l'acier au carbone de service acide selon la NACE MR0175 est de 22 HRC (~237 HBW).Lorsqu'elle dépasse la dureté maximale de spécification (~197 HBW/~22 HRC), l'A105 est techniquement conforme, pour garantir une marge suffisante pour un service acide, spécifiez l'A105 N (normalisé) avec une valeur de dureté inférieure dans la plage 140-170 HBW et demandez des tests de dureté individuels sur le MTR. Cela garantit une marge suffisante au-dessus de la limite de spécification NACE, pas seulement la meilleure lecture possible.
L'A105 peut-il être utilisé dans des applications cryogéniques ?
Le n° A105 n'est pas évalué pour le service cryogénique en dessous de -29 C (-20 F).En vertu de la révision du code ASME 2019, l'A105 tel que forgé sans essai de choc supplémentaire est en outre limité à une température minimale de conception du métal de +18 F (-8 C).Pour les applications à basse température, l'A350 LF2 (évalué à -46 C/-50 F avec essai de choc Charpy V-notch obligatoire) ou l'A350 LF3 (évalué à -101 C/-150 F) pour un véritable service cryogénique.
Applications impliquant un tubage et un tube ou Tuyau recouvert de FBE dans les environnements arctiques ou offshore, les mêmes problèmes de basse température sont toujours confrontés : vérifiez que les pièces forgées complémentaires correspondent à la température de conception du système de tuyauterie.
Forges en acier au carbone : ce qui change en 2025-2026

Le marché des pièces forgées en acier au carbone et ses normes en vigueur évoluent tous deux de manière à affecter directement les pratiques d'approvisionnement et de spécification de l'A105. Voici les développements qui comptent pour les projets en cours de conception et de construction en 2026.
Croissance du marché : Le marché mondial des pièces forgées en acier au carbone connaît une croissance d'environ 6,81TP3 T TCAC jusqu'en 2033, tirée par les investissements dans les infrastructures énergétiques et l'expansion industrielle en Asie-Pacifique. Cette croissance soutient la disponibilité continue de l’offre de composants A105, même si la cohérence de la qualité reste une préoccupation liée à l’expansion de la capacité de fabrication dans les régions où les traditions de contrôle de qualité sont moins établies.
Développement de normes : ASTM A105/A105M-26 a été publié en février 2026 (quatrième révision active en cinq ans), signalant l'engagement du comité des normes. Ce rythme de révision est inhabituel pour une spécification vieille de près de 100 ans et reflète la réponse de l'industrie aux problèmes de qualité et de ténacité documentés depuis 2012.
La tendance à la normalisation : Les résultats de rupture fragile après 2012 continuent de forcer les pièces forgées A105 à une normalisation obligatoire dans l'industrie Bien que la spécification ASTM autorise toujours le traitement thermique tel que forgé, le changement de code de 2019 approuvé par l'ASME (reclassement UCS-66 de la courbe B à la courbe A) a déjà rendu la normalisation pratiquement obligatoire pour de nombreux nouveaux projets de construction Les propriétaires-exploitants les plus importants spécifient déjà A105 N par défaut, quel que soit le code minimum.
État de la chaîne d'approvisionnement : la disponibilité du PVF en acier au carbone (tuyau, vannes, raccords) reste forte jusqu'en 2026, avec des composants de spécification standard A105 disponibles en stock avec un délai de 1 à 2 semaines pour les tailles et classes de pression les plus courantes. Tailles non standard, classes haute pression (1 500 et 2 500) et les composants spécifiques à l'A105 N peuvent prendre jusqu'à 4 à 8 semaines selon les horaires des usines.
Recommandation d'action : pour les projets commençant en 2026 ou plus tard appelant à l'A105, utilisez l'A105 N par défaut et demandez des tests d'impact Charpy V-notch supplémentaires à la température minimale du métal de conception, en plus de toute exigence spécifique au code. La prime de prix pour la normalisation n'ajoute généralement que 5-10% au coût du matériau et constitue un investissement insignifiant dans la minimisation du risque de rupture fragile documenté dans les pièces forgées telles que forgées.
Questions fréquemment posées sur l'acier A105
À quoi équivaut le matériau A105 ?
Voir la réponse
A105 est à peu près équivalent à EN 10222-2 P245GH (Europe), JIS G3202 SFVC1 (Japon) et DIN 17200 C 22.8 (Allemagne).La conformité ASME est SA-105, qui a adopté les spécifications ASTM de manière identique Plusieurs autres propriétés ne sont pas incluses ici, mais ces spécifications sont des équivalences directes Les limites de composition varient entre les normes, les substitutions doivent donc être effectuées sur la base d'un examen technique des tableaux complets de données chimiques et mécaniques.
En quoi l'A105 N diffère-t-il de l'A105 en termes de traitement thermique ?
Voir la réponse
A105N spécifie une plaque normalisée (chaleur sollicitée extra) (en anglais extra stressée) chauffée à 890-950 C et refroidie à l'air calme La spécification A105 nécessite un traitement thermique mais permet tout processus : normalisation, normalisation et revenu, trempe et revenu, ou recuit Le suffixe de lettre “N” garantit un processus spécifique qui réduit la taille des grains et améliore la ténacité aux chocs En raison des changements de code de 2019, A105N est devenu la spécification leader sur toutes les applications de pression critique, bien établie comme l'atténuation contre la variation documentée de ténacité aux chocs dans les pièces forgées.
Quelles sont les méthodes de forgeage couramment utilisées pour l'A105 ?
Voir la réponse
Les pièces forgées A105 sont créées par forgeage à matrice fermée (impression), forgeage à matrice ouverte ou forgeage refoulé selon le composant Les brides sont généralement produites par des méthodes de laminage à anneaux ou à matrice fermée Les raccords sont généralement réalisés par forgeage à matrice fermée Dans l'ensemble, la pratique du forgeage utilise des améliorations significatives de la direction de l'écoulement des grains par rapport aux pièces moulées ou à l'usinage à partir de barres.
Comment la résistance à la corrosion de l'A105 se compare-t-elle à celle de l'acier inoxydable ?
Voir la réponse
L'A105 est un acier au carbone avec une très faible teneur en chrome résiduel, il produit donc une très faible résistance à la corrosion Il rouille rapidement lors de l'exposition à l'atmosphère et se corrode rapidement dans la plupart des environnements aqueux sans revêtements protecteurs ni protection cathodique ; les pièces forgées en acier inoxydable (A182 F304/F316) contiennent du chrome 16-181TP3 T et produisent un film d'oxyde passif avec une excellente résistance à la corrosion L'A105 est généralement choisi sur la capacité à produire la résistance et l'économie requises sur les quotas de corrosion ou les revêtements protecteurs sur les composants du système.
Quelles procédures de test et de contrôle qualité sont essentielles pour les produits A105 ?
Voir la réponse
L'ASTM A105 exige des essais de traction (1 par chaleur), des essais de dureté Brinell et une analyse chimique (analyse de la chaleur, analyse du produit si nécessaire).Des exigences spéciales supplémentaires qui peuvent être ajoutées comprennent les essais d'impact Charpy à encoche en V (S1), l'examen de ressuage liquide (S6) et l'examen de particules magnétiques Les acheteurs de services critiques ajoutent généralement un examen 1001TP3 T UT conformément au SA-388, des essais de dureté individuels sur pièce et une identification positive du matériau (PMI) au point de réception. Les demandes de service aigre spécifient également une cartographie de dureté selon la NACE MR0175.
L'A105 est-il de l'acier au carbone tué ?
Voir la réponse
Oui. ASTM A105 stipule que l'acier doit être entièrement tué, c'est-à-dire désoxydé avec du silicium (0,10-0,351TP3 T) et/ou de l'aluminium pendant le processus de fabrication de l'acier. Cela élimine tout oxygène dissous et produit un forgeage solide et homogène sans porosité gazeuse.
Comment l'A105 permet-il d'économiser des coûts par rapport aux alternatives en alliage ?
Voir la réponse
Par rapport aux pièces forgées équivalentes en acier allié de taille/classe A182 (F11, F22), les pièces forgées équivalentes en acier ASTM A105 de taille/classe coûtent généralement environ 40-501TP3 T de moins, et le coût des pièces forgées équivalentes en acier inoxydable A182 (F304, F316) est d'environ 70-801TP3 T de plus. Cela est dû au coût inférieur des matières premières utilisées dans la production, ainsi qu'à la capacité de tous les fabricants de fabriquer des pièces forgées A105. Ainsi, tant que les conditions de service les plus basses permettent des températures inférieures à 425 °C, les milieux de traitement qui n'impliquent pas la corrosion ou le coût de service cryogénique A5 fournira les propriétés mécaniques.
Permettez-nous de fournir une bride, des raccords ou des pièces forgées en acier au carbone A105 pour votre application.
À propos de ce guide technique
Ce guide a été créé à l'aide des données de spécification ASTM, des références de code de récipient sous pression ASME et des conversations techniques des praticiens sur eng-tips.com. Baling Steel est un fournisseur mondial de raccords et de brides en acier au carbone forgé ASTM A105 pour les marchés du pétrole et du gaz, de la pétrochimie et de la production d'électricité. Les données spécifiques de cet article font référence à la norme ASTM A105/A105M-26 qui est la révision active en avril 2026.
Références et sources
- ASTM A105/A105 M Spécification standard pour les pièces d'acier au carbone destinées à la tuyauterie, utilisation ASTM International
- ASME B16.34 : Fin de filetage, fil à bride et soudage ASME
- ASME B16.5 Raccords à bride et bride ASME B16.5
- NACE MR0175/ISO 15156tip... Industries du pétrole et du gaz naturel Matériaux destinés à être utilisés dans des environnements contenant H 2 SACE International
- A105 Composition chimique et propriétés mécaniques spécifications des vannes.com
- A105 vs A106 Comparaison des matériaux acier de service.org
- ASTM A105 Équivalents de matériaux : ssmalloys.com
- Rapport sur le marché des pièces forgées en acier au carbone Grand View Research
Articles connexes
Évaluation menée par l'équipe d'ingénierie de Baling Steel Baling Steel est un fabricant certifié ISO 9001 :2008 de tuyaux et raccords en acier au carbone à Cangzhou, en Chine, fournissant des pièces forgées ASTM A105 dans plus de 60 pays.

