


Das Buchsenschweißen ist eine Methode zum Verbinden von Rohren, bei der das Rohrende in eine bearbeitete, zurückgesetzte Buchse in einem Anschlussstück oder Flansch gleitet und dann an der Passfläche um seinen Umfang herum mit Kehlgeschweißt wird. Wie definiert durch ASME B16.11-2021 für geschmiedete und ASME B16.5 für Flansche ist die Muffenschweißung die Standardmethode für Hochdruckrohrverbindungen mit kleinem Durchmesser in der Öl- und Gasindustrie, Petrochemie, Stromerzeugung und Wasseraufbereitung. Typischerweise NPS 1⁄4 bis 2 ”(DN 8 bis DN 50), wobei die einfache Montage, die strukturelle Integrität der Verbindung und die Dichtheit von entscheidender Bedeutung sind.
Schnellspezifikationen: Steckdosenschweißen
| Standard | ASME B16.11-2021 (armaturen) | ASME B16.5 (flansche) bezeichnet |
| Größenbereich | NPS 1⁄8” ”64“(Klasse 3000); 1⁄8” 2 (Klasse 6000 und 9000) |
| Druckklassen | 3000 / 6000 / 9000 lb (Anschlüsse, B16.11); 150 /1500 (Flanschen, B16.5/B31.1) |
| Obligatorischer Rückschlag | 1/16 Zoll. (1,6 mm) gemäß ASME B31.1 Abs. 127,3 (e) / B31,3 Abs. 328.5.2 |
| Schweißnahttyp | Filetierschweißung; Mindestschenkel = Rohrnennwandstärke (tn) |
| Primärmaterialien | ASTM A105 N (Kohlenstoffstahl) | ASTM A182 F316L (Edelstahl) |
| Vermeiden Sie für | Zyklischer/Vibrationsservice · Lebensmittel/Pharma · spaltenempfindliche Medien (Cl - > 50 ppm) · NPS > 2 (allgemeine Praxis) |
Was ist Steckdosenschweißen? Arten, Anwendungen und Industriestandards
Eine Muffenschweißverbindung ist ein zweistufiger Prozess: Das Rohrende wird so bearbeitet, dass es in eine zylindrische Muffenbohrung im Anschlussstück passt, und sobald es an den entsprechenden Spalt angeschlossen ist, wird eine durchgehende Matrizenschweißung um den Rohrumfang an der Passfläche angebracht Die mit dem Brenner fertiggestellte Schweißnaht kann nicht wie bei Flanschverbindungen in der Schulter der Muffe angebracht werden, sondern trägt die Verbindungslast. Die Schulter ist lediglich eine Rücklaufsperre für das Rohr.
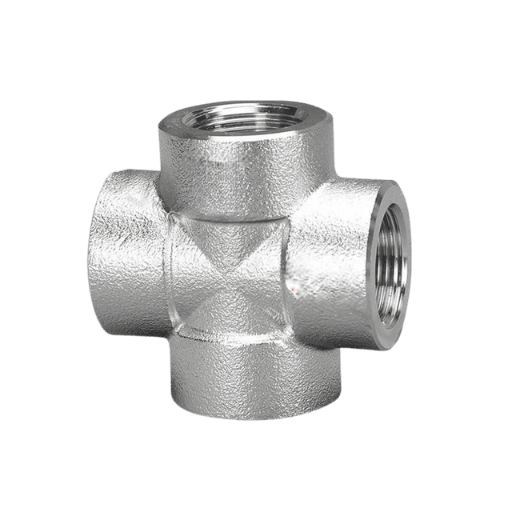
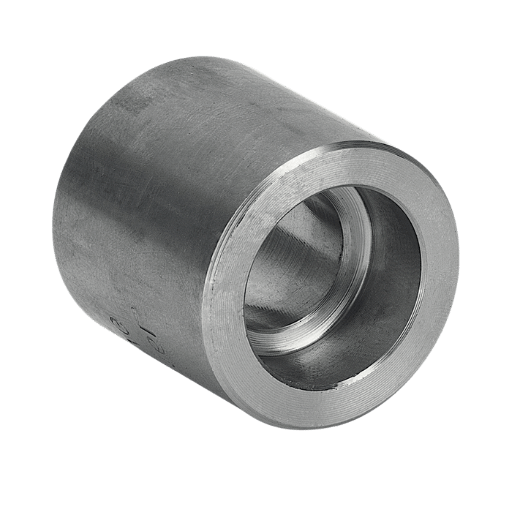
Es gibt acht Standard-Schweißverschraubungstypen für geschmiedete Buchsen, die in ASME B16.11 zu finden sind: Kupplungen (vollständig, halb), Ellbogen (90 45), Abschläge, Reduzierabschläge, Kreuze, Kappen und Verbindungen. Sockole & Abzweigarmaturen für Abzweig-und-Lauf-Rohrleitungssysteme, die in der Öl-und Gasförderung, Raffination, und Stromerzeugung verwendet werden, werden unter MSS SP-97 abgedeckt. Die geschmiedete Konstruktion verleiht diesen Bauteilen eine feinere Kornstruktur und eine höhere Zugfestigkeit pro Wandstärkeeinheit als gegossene Alternativen: vollständige Auswahl an geschmiedeten Stahlbogenbeschläge Und Blindflansche, hier erhältlich.
Das Buchsenschweißen kommt in vier Hauptindustrien vor:
- Öl & Gas vorgeschaltet: Instrumentierungsköpfe, chemische Injektionsleitungen, hydraulische Steuerungssysteme – typischerweise NPS “-1”
- Stromerzeugung: Kesselspeisewasser-, Dampfkondensat- und Heizölleitungen in Kleinkaliberstrecken, in denen B31.1 gilt
- Chemische Verarbeitung: Reaktorbeschickungs- und Rückführungsschleifen, Hochdruckverteiler, Probenahmesysteme
- Wasseraufbereitung: Hochdruck-Rückspülköpfe, chemische Dosierkufen
“Metallsockel-Schweißbeschläge sind in Hochdruckrohrsystemen in der chemischen Verarbeitungs-, Stromerzeugungs-, Öl- und Gas- sowie Wasseraufbereitungsindustrie aus vielen der gleichen Gründe wie Stahlblindflansche und Stahlbogenrohrbeschläge beliebt. Es gibt sowohl Vor- als auch Nachteile.“die Steckdosenschweißmethode:
– Greg Peddie, technischer Spezialist, Hayward Pipe & Supply (Juni 2025)
Technische Anmerkung: Einbauklasse Rohrschemata - ein häufiger Fehlerpunkt bei der Beschaffung
Gemäß ASME B16.11-2021 sind Armaturen der Klasse 3000 so konzipiert, dass sie in Rohr nach Plan 80 passen; Passungsplan 160 der Klasse 6000; Passung der Klasse 9000 Anhang XXH (Doppel extraschwer). Die ID der Bohrung, in der die Buchse eingearbeitet ist, wird nach diesem Zeitplan so zugeschnitten, dass sie in die OD des Rohrs passt. Bestellen Sie eine Passung der Klasse 6000 und Bohrung 80 AS-1. Bei jeder Bestellung von AST-01 wird die Bohrung zu eng an der Sitzgruppe 1, und eine Verschleißspannung an der Schweißwurzelungsklasse B-1, 1, 10, angegeben.‘
Feldbeobachtung: Muffenschweißbeschläge stellen die überwiegende Mehrheit der Verbindungen in NPS 2-Instrumenten und Prozessrohren modularer Raffineriekufen dar, bei denen der getopfte geschmiedete Körper die Gesamtfläche im Vergleich zu hochflächigen Flanschbeschlägen gleicher Klasse erheblich reduziert.
Wie Socket Welding funktioniert: Die obligatorische 1/16-Rückschlagregel

Ein Schritt, der entscheidet, ob eine Muffenschweißverbindung 20 Jahre oder einen Riss in 2 Monaten übersteht, besteht darin, einen 1/16 Zoll großen Expansionsspalt zwischen dem Rohrende und der Muffenschulter zu hinterlassen, bevor der Schweißer eine Schweißung darauf einleitet. Wenn der Rohrboden auf der Schulter ruht und geschweißt wird, erzeugt die Wärmeausdehnung beim Abkühlen eine bekannte, festgefahrene axiale Spannung. Diese verbleibende Spannung wird unter jedem aufeinanderfolgenden Wärmezyklus zu einem Ermüdungsrissvorläufer und bei Rohrleitungen, die mäßig zyklisch verlaufen, kann der Ausfall weniger als 12 Monate dauern;
Feldszenario: Der $45.000-No-Gap-Fehler (Houston, 2024)
Bei einer mittelgroßen Hydrocracker-Einheit in Houston entdeckte ein Wartungsteam 14 rissige Filet-Schweißnähte an ”Schedule 80 A105-Fassungen-Schweißkupplungen“8 Monate nach der Inbetriebnahme. Die metallurgische Analyse ergab ein fehlerhaftes ZEG: Schweißer hatten das Rohr vor dem Heftvorgang mit der Unterseite zur Fassungsschulter geführt und dann ohne Zurückziehen eingebrannt. Obwohl das WPS 1/16 einer Lücke fordert, wurde offenbar kein Haltepunkt für den Einbau festgelegt.
Ergebnis: 3-tägige Abschaltung des Geräts und $45.000 bei Schneid- und Austauschreparaturen. Die Gegenmaßnahme: Hinzufügung eines maßgefertigten Haltepunktspalts, der vor einer Heftnaht gemessen und aufgezeichnet wurde, zum Feldinspektionstestplan für alle Buchsenschweißungen am Gerät.
Was ist das richtige Set Back für eine Steckdosenschweißung?
ASME B31.1 Abs. 127.3 (e) undASME B31.3Paraa328.5.2 Konkretes Zustand” ca. 1/16 Zoll. (1,6 mm)” – Das Wort ist ungefähr nicht zufällig. Der Spalt ist eine konstruktive Funktionsanforderung, die eine thermische axiale Wärmeausdehnung des Rohrendes während des Schweißwärmezyklus ermöglicht und nicht mit einer engen Dimensionsprüfungstoleranz verwechselt werden sollte.
Das standardmäßige vierstufige Einpassungsverfahren:
- Schließen Sie die Unterseite des Rohrendes gegen die Buchsenschulter und markieren Sie die Einführtiefe.
- Ritzel/Anzeige einer Referenzlinie an der Buchsenfläche des Rohrs OD
- Ziehen Sie das Rohr um 1/16 „1/8 (1,6-3,2 mm) aus der Bodenposition zurück. „1/8 „Well könnte in der Feldanwendung verwendet werden, um die thermische Kontraktion der Schweißnaht auszugleichen, während diese während des Weges gekühlt wird.“Durchlauf.
- Heftschweißung in zwei gegenüberliegenden Positionen (180), um den Spalt zu halten und dann den Wurzeldurchgang abzulegen.
Diese wichtige Codebestimmung wird in den Sekundärquellen oft weggelassen: B31.1 Abs. 127.3 (e) besagt den Raum “muss nach dem Schweißen nicht vorhanden oder überprüft werden” (8). Praktisch gesehen ermöglicht dies die Ablehnung der fertigen Schweißnaht, wenn der Spalt nicht mehr gemessen werden kann, wenn die Schweißnaht fertig ist Dies ist eine Back-End-Steuerung auf ein Endergebnis, bei dem der tatsächliche Qualitätsbedarf beim Anpassen bestand: Die (zeitabhängige) Endbearbeitung ist nicht der richtige Zeitpunkt, um ein Kontrollbedürfnis zu erfordern.
Technischer Hinweis: Was ist es am zyklischen Dienst, der das Risikoprofil verändert?
ASME B31.1 Abs. 111.3.1 lautet ”Besonderes Augenmerk sollte darauf gelegt werden, die Verwendung von Buchsenschweißverbindungen weiter einzuschränken, bei denen Temperatur- oder Druckwechsel oder starke Vibrationen zu erwarten sind oder bei denen der Dienst die Spaltkorrosion beschleunigen kann.”” Die Sprache ist beratend; Die Verwendung eines SIF von 2,1 an einem unfertigen Buchsenschweißkehl bedeutet, dass jeder Lastzyklus einen Faktor von 2,1 auf die tatsächliche Biegespannung an der Schweißnaht anwendet. 3.3 Bei zyklischen Rohrleitungssystemen, die mehr als ein paar hundert Zyklen pro Jahr durchführen, kann die Kombination aus einer Hoch-SIF- und einer Nennspannungsmethode-Schweißung schneller auftreten als ein Designer nach der Schweißnaht-Schweiß-Schweiß-Schweiß-Schweiß-Schleife.
Der häufigste Fehler erfahrener Rohrleitungstechniker: Schweißer markieren die Einstecktiefe der Buchse korrekt und können sie dann vor dem Anheften nicht zurücksetzen. Buchsenschweißungen, die vor dem Schweißen auf dem Boden liegen, verursachen die meisten Wurzelrisse und Lochlecks, die in Buchsenschweißrohrsystemen auftreten. Ausfälle, die normalerweise keine Symptome zeigen, bis die Rohrleitungen den ersten vollständigen Aufheiz-/Abkühlwärmezyklus durchlaufen.
ASME B16.11 Druckklassen: 3000, 6000 und 9000 erklärt

Während die Bezeichnungen der Flanschdruckklassen in ASME B16.5 als 150, 300, 600 erscheinen... Diese Symbole lassen sich nicht auf Arbeitsdrücke in psi übertragen. Die Druckklassen für die Steckdosenschweißverschraubung innerhalb von B16.11 sind mit 3000, 6000 oder 9000 aufgeführt. Diese Druckklassen geben den Durchmesser der Steckdosenbohrung an, da sie an die verfügbaren Rohrpläne angepasst sind - nicht wie viel Druck die Armatur aushalten kann Der tatsächlich zulässige Arbeitsdruck hängt vom ausgewählten Rohrplan und der ausgewählten Material-/Wanddicke ab, berechnet durch den entsprechenden Rohrleitungscode - entweder B31.3 oder B31.1- und B3 - und das B-Druckklassensymbol.
Die 3-Klasse-Sockelschweißauswahlmatrix (ASME B16.11-2021)
Referenz: Klasse Erforderliche Rohrschedule NPS Range Service Match
| Druckklasse | Erforderlicher Rohrplan | NPS-Bereich | Typische Anwendung |
|---|---|---|---|
| Klasse 3000 | Zeitplan 80 | 1⁄8” 3 „ | Allgemeines Hochdruckverfahren; Dampf 600 psi; Wasser- und Gasverteilung |
| Klasse 6000 | Zeitplan 160 | 1⁄8” 2 „ | Chemische Injektion; Hochtemp-Kohlenwasserstoff; Hochdruckgasservice |
| Klasse 9000 | Zeitplan XXH (Doppel extraschwer) | 1⁄8” 2 „ | Ultrahochdruckhydraulik; Bohrlochkopf-Steuerverteiler |
Quelle: ASME B16.11-2021 über ASME.org. Bestätigt über technische Daten von EngineeringToolbox und Bonney Forge.
Das Drei-Klassen-System stellt sicher, dass die Bohrung und Wandstärke der Anschlussbuchse die richtige Form der Rohrwand haben. Ein Anschlussstück der Klasse 3000, das an das Rohr der Liste 80 angepasst ist, verfügt über die richtige Rohr-OD, um zu passen, und kann eine vorhersehbare Beingeometrie aus Kehlnaht herstellen. Ein Anschlussstück der Klasse 3000, das für das Rohr der Liste 160 entwickelt wurde, passt nicht zu dieser Rohrwand: Seine Bohrung wird zu groß sein, er sitzt nicht richtig und die Kehlnaht kann die durch den Code angegebene Mindestbeingröße nicht beibehalten 6 Uhr-Position.
Bei der Beschaffung ASTM A105 Flansche Und Steckdosenschweißarmaturen, überprüfen Sie immer, ob die Druckklasse bei jeder Bestellung mit dem Rohrplan übereinstimmt Für Hochdruckdienste, die sich der ASME B16.5-Klasse 2500 nähern, empfehlen Rohrleiteringenieure aufgrund des Spannungsverstärkungsfaktors 2.1 bei der Steckdosenfilet-Empfehlung einen Wechsel von Steckdosenschweiß- zu Stumpfschweißverbindungen, der in mehreren technischen Diskussionen dokumentiert ist und mit der B31.1-Sprache übereinstimmt. 111.3.1.
Socket Weld vs. Butt Weld: Eine technische Entscheidungsmatrix mit 5 Faktoren
Die Wahl der richtigen Art von Stumpfschweißverschraubung anstelle von Muffenschweißverschraubung ist der Kern einer Spezifikationswahl, die sich als echte Kosten - und Sicherheitsfolgen erwiesen hat Wenn sie in der Angebotsstufe zu teuer gemacht wird, wurde die kostengünstigere Option (in diesem Fall ein großer Komponentenkostentreiber) aufgrund von Haustierprojektpräferenzen zum Nachteil der Gesamtbetriebsdauer und des Gewinns der Anlage spezifiziert Wenn sie zu billig gemacht wird, hat die neue Installation unabsichtlich ein irreversibles Ausfallrisiko in der Schwerlastanwendung geschaffen Die fünf folgenden Faktoren umfassen jedes Szenario, in dem erfahrene Ingenieure ein konsistentes Muster bei der Wahl der falschen Muffenschweiß-Entscheidungsoption gezeigt haben (Muster, die in der Vollständigkeit dokumentiert sind Eng-Tips Engineering-Forum Threads Und unterstützt durch Projektkostendaten) kann jeder untenstehende Fallstudienfaktor anhand der tatsächlichen Erfahrung des Praktikers überprüft werden.
ages Steckdosenschweißung: Vorteile
- Keine Rohrendabschrägung, Rohrschnitt quadratisch und eingesetzt
- ~40-50% weniger installierte Kosten als eine Stumpfschweißverbindung für den „statischen Chlorid-Service von NPS 2“(Arbeit: keine Abschrägung, kein Wurzeldurchlauf-WIG, kein RT pro Verbindung)
- Starke, dicht schließende Filetverbindung bis Klasse 9000
- Geschmiedetes (integrales) Karosseriedesign – weniger Installationsfläche als Flanschalternativen in engen Instrumentenverteilern
- Kein Borescoping Mismatch Turbulence – Rohrende, vollständig in der Steckdose eingeschlossen, wenn es verschraubt ist
️ Sockelschweißung: Einschränkungen
- Maximaler NPS 2 „wenn Klasse 6000/9000 oder NPS 3, wenn nur Klasse 3000
- Ringspalte am Rohrende. – Spaltkorrosionsrisiko in Chlorid oder sauren Medien.
- Maximaler NPS mit Steckdosenschweißverschraubung, wenn ASME B16.11 oder ASME B16.5 Flansch der Klasse 6000/9000 „Flanschflansch" (nach meiner Forschung) NPS 2 ist. Maximaler NPS mit Steckdosenschweißverschraubung, wenn Flansch der Klasse 3000 (nach meiner Forschung) NPS 3 ist.
- So vermeiden Sie eine Schweißnaht SIF 2.1 @, die abgeschrägte Schweißnaht
- Nicht geeignet für Lebensmittel-, Pharma- oder Gülledienstleistungen (Hygiene)
- Wie man die Wahrscheinlichkeit abmildert, dass bei der Röntgenuntersuchung der geschweißten Buchse ein “Unfall, der darauf wartet, passiert zu werden”, intergranulärer Porositätsfehler festgestellt wird.
| Faktor | Steckdosenschweißung | Stumpfschweißen |
|---|---|---|
| 1. Rohrgröße | NPS 1 2 (NUR für Klasse 3000 3) | Alle NPS (ASME B16.9) |
| 2. Vorbereitung beenden | Keine erforderlich, Schnitt | Abschrägung + Wurzelfläche erforderlich |
| 3. NDE-Methode | VT + MPI oder PT; RT unpraktisch | RT / / VT alle anwendbaren Methoden |
| 4. Spalt / Hygiene | Es gibt einen ringförmigen Spalt, der nicht für Lebensmittel, Pharmazeutika oder Gülle geeignet ist | Vollständige Durchdringung, Bohrung, keine Spalte |
| 5. Installierte Kosten (NPS 2 tel) | ~40 – 5 TP3 T niedriger 1200 TIG, kein Rootpass, MPI ~1 TP4T0/Gelenk vs. RT $800/Gelenk | Grundkosten; RT macht etwa 601 TP3 T der gesamten Schweißkosten pro Verbindung aus |
Entscheidungsrahmen: Socket Weld vs. Butt Weld
Warum Steckdosenschweißbeschläge als Lösung für starke zyklische Belastungen oder mechanische Vibrationsbedingungen nicht empfohlen werden – Das Problem der Entstehung von Ermüdungsrissen an der Schweißfadenspitze kann durch die Wahl einer Stumpfschweißverbindung mit großem Durchmesser gemildert werden.
Verwenden Sie die Buchsenschweißung, wenn: NPS 2 „UND-Service nicht zyklisch, nicht vibrierend ist UND kein Spaltkorrosionsrisiko besteht (Cl > 50 ppm, kein H2S) UND RT vom Eigentümer/der Spezifikation nicht erforderlich ist
Spezifikationsszenario: 2.000-Verbindungs-LNG-Messkufe (Oman, 2025)
Verwenden Sie die Knopfschweißung, wenn: eine NPS > 2-OR-RT/UT-Untersuchung vertraglich erforderlich ist ODER ein Lebensmittel-, Pharma- oder Güllepipeline-Service vorliegt ODER schwerwiegende zyklische oder Vibrationslastbedingungen vorliegen (enburg €, schwere zyklische Bedingungen” gemäß ASME B31.3)
Ein Beschaffungsingenieur für Spezialausrüstung von LNG-Terminals hatte 2.000 NPS-Anschlüsse mit kleiner Bohrung ”1“an einer neuen Dosier- und Durchflusskontrollstation in einer sauerstoffarmen Wüste angegeben. Da der Dienst statisch (unter Druck) war und der Kunde keine Anforderungen an die Radiographie von Buchsenschweißnähten hatte, verwendeten alle Anschlüsse Buchsenschweißbeschläge. Ohne andere Änderungen als die Umkehrung der Materialrechnung, um die gesamte Charge umzustellen Stoß-zu-Buchse-Schweißbeschläge, 431TP3 T aus dem ursprünglich installierten Kostenvoranschlag aufgrund des Verlusts von Kegelvorbereitungskosten, WIG-Rootpass-Start und Radiographie bei jeder Verbindung gespart hat Der Effekt wurde auf dem gleichen Projektarbeitssatzplan bestätigt, bevor er das Buch traf.
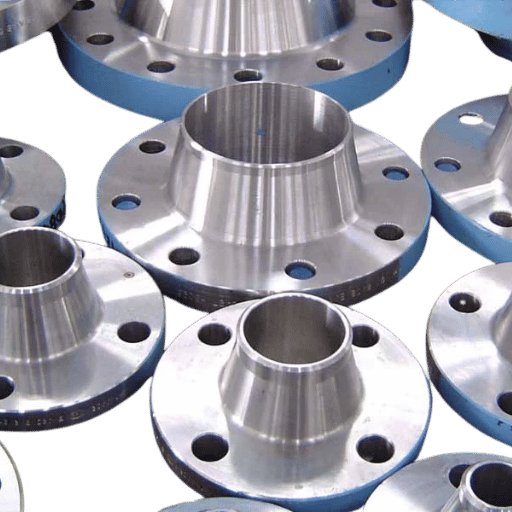
Steckdosenschweißflansche vs. Geschweißte Halsflansche: Was angeben?

Für Einzelheiten auf Spezifikationen für die Buchsenschweißverschraubungen Inklusive Maßtabellen und Materialoptionen, siehe Produktseite Baling Steel.
Steckdosenschweißflansche und Schweißnahtflansche Teilen Sie den gleichen Bolzenkreis, die gleichen Flächenabmessungen und die gleichen Druck-Temperatur-Bewertungen innerhalb einer bestimmten Klasse der MME B16.5. Der Unterschied besteht darin, wie sie an der Rohr-AS-Inspektion befestigt werden, und dieser Unterschied hat direkte Auswirkungen auf die Ermüdungsleistung und die maximal zulässige Rohrgröße pro Rohrleitungscode.
| Parameter | Steckdosenschweißflansch | Geschweißter Halsflansch |
|---|---|---|
| Befestigungsschweißung | 1 Kehlnaht, Rohraußenseite | Volldurchdringungs-Stumpfschweißnaht |
| Rohrvorbereitung | Keine (Quadratschnitt) | Abschrägung erforderlich |
| Maximaler NPS (gemäß ASME B31.1 Abs. 122.1.1 (h)) | NPS 3 (Klasse 600 und niedriger); NPS 2½” (Klasse 1500) | Unbegrenzt |
| Praktische Druckklassen | Klasse 150 – 1500; Klasse 2500 in der Praxis selten | Klasse 150 – 2500 |
| NDE-Methoden | VT / MPI / PT | RT / UT / VT / MPI |
| Spannungsübertragung auf Rohr | Indirekt durch Filetgeometrie | Direktes mit Rohrwand (stärkstes) |
| Beste Anwendung | NPS 100 „Klasse 2, statischer Dienst 60 | Alle Größen und Drücke; zyklischer, giftiger oder kritischer Service |
Haben Steckdosenschweißflansche einen Zeitplan?
Für Steckdosenschweißflansche gibt es keinen ‘Flanschplan’, sondern nur Bohrungsplan – das heißt, der Bohrungsdurchmesser ist in die Steckdosennabe eingearbeitet Der Bohrungsplan muss dem Außendurchmesser des zu verbindenden Rohrs entsprechen Ein Flanschbohrung der Klasse 300 SW für Rohr der Anlage 80 hat einen etwas kleineren ID als ein Bohrrohr der Anlage 40, obwohl beide Flansche nominell NPS 1 sind.
Wenn die Rohrwandstärke nicht mit dem Bohrungsplan übereinstimmt, kann das Rohr entweder nicht in die Fassung eindringen oder locker in der Fassung mit ‘Höhlensitz’ sitzen, was zu einer Kehlnaht mit ungleichen Beinlängen und möglicherweise einer nicht verschmolzenen Wulst auf der einen Seite führt Sei explizit: ‘1’ Klasse 300 SW Flansch, Bohrung Sch 80, ASME B16.5, ASTM A105N'
Zur Auswahl des Strebtyps (erhöhte Ortsbrust, flache Ortsbrust, Ringartverbindung) und detaillierten Druck-Temperatur-Bewertungen nach Materialgruppen siehe die vollständige Anleitung zu Geschweißte Halsflansche und Flanschdruckklassen. Für einen Vergleich aller Flanschtypen einschließlich Slip-on und Blind siehe die Auswahlführung für Flanschtypen.
Steckdosenschweißmaterial-Klassen: A105, A182 F316 L & Legierungsauswahl

Buchsenschweißflansche sind geschmiedete Rohrverbindungsstücke und die Legierungsspezifikationen entsprechen ASTM-Schmiedemaßstäben anstelle von ASTM-Rohrnormen. Mindestens muss das WPS mit den unterschiedlichen Qualitäten der Armatur und der Rohrlegierung übereinstimmen. Die gleiche Passform der Legierungsqualität und Legierungsinkongruenz, z. B. ein 105-Kohlenstoff-Stahl-Armatur und das Edelstahlrohr A312 TP316L, erfordert eine separate WPS-Qualifikation mit einer Auswahl der Überbrückungsfülllegierung.
| Grad | ASTM-Norm | Min. Ausbeute / UTS | Temperaturbereich | Primäre Verwendung |
|---|---|---|---|---|
| A105N | ASTM A105 | 36 ksi / 70 ksi (250 / 485 MPa) | 20°F bis 800°F (Kurzschluss 29°C bis 427°C) | Öl, Gas, Wasser, Dampf 600 psi; Paare mit A106 Gr. B Rohr |
| A182 F316L | ASTM A182 | 25 ksi / 70 ksi (170 / 485 MPa) | 320°F bis 800°F (6196°C bis 427°C) pro B31,3 | Chemisch, Chloridservice; Low-C verhindert Schweißsensibilisierung |
| A182 F11 | ASTM A182 | 30 ksi / 60 ksi (205 / 415 MPa) | Bis 1100°F (593°C) | Hochtempiger Dampf - und Raffinerieservice (11⁄4 Cr – ½Mo-Legierung) |
| A182 F51 (Duplex) | ASTM A182 | 65 ksi / 90 ksi (450 / 620 MPa) | Bis 600°F (316°C) | Offshore-Sauerdienst; H2 S-haltige Umgebungen gemäß NACE MR0175 |
F316 L versus F316 – die Bedeutung des “L” in der Schweißnaht: Die L-Sorte begrenzt den Kohlenstoff auf ein Maximum von 0,031TP3 T (Standard 316 erlaubt 0,081TP3 T).Der erhöhte Kohlenstoff führt zu Chromkarbid-Ausfällung an den Korngrenzen während des Schweißwärmekreislaufs 480-820 Celsius (sogenannter Sensibilisierungs-Oint, bei dem Chrom aus dem Korngrenzenbereich ausgestoßen wird, wodurch die Korrosionsbeständigkeit verringert wird Im Falle von eventuell einzubauenden Steckdosenschweißverbindungen Edelstahlrohrleitungen F316L fördert korrosive Medien ohne Glühen nach der Schweißnahtlösung und ist die richtige Spezifikation gegenüber Standard F316.
Im Fall von Kohlenstoffstahlrohrleitungen unter Verwendung von ASTM A106 GRADE B Rohr, 105 N ist das äquivalente angepasste Schmiedematerial Das Suffix “N” bezeichnet eine normalisierte Wärmebehandlung, die in ASME B 16.5 für Flansche unter -20 F und für eine spezifische Fluidversorgung der Kategorie M (tot/entzündlich) von B31.3 angegeben ist.
Inspektion, Prüfung und Wartung von Steckdosenschweißungen
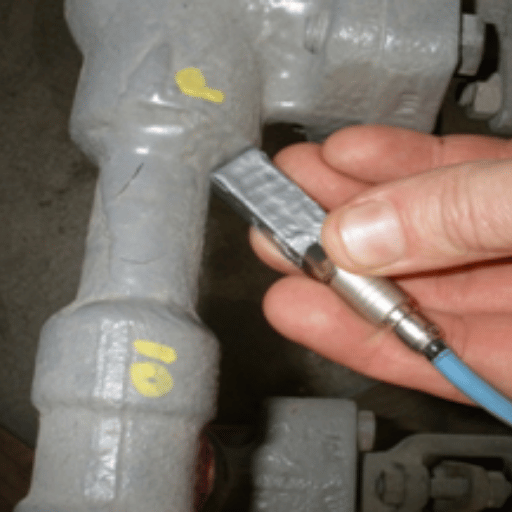
Das Muffenschweißverfahren erzeugt eine Fugengeometrie, die natürliche Einschränkungen für die zerstörungsfreie Untersuchung auferlegt Verständnis, welche NDE-Methoden effektiv sind, Muffenschweißgeräte, die nicht sind, vermeidet kostspielige Konflikte, bei denen eine spezifische Prüfung aller radiologischen Prüfungen auf allen erfordert, ohne die Geometrie zu berücksichtigen Die Überprüfung der Schweißnaht nach dem Muffenschweißen erfordert andere Werkzeuge als die, die für Stumpfschweißnähte mit voller Durchdringung verwendet werden, und Auftragnehmer, die mit dieser Unterscheidung nicht vertraut sind, geben RT oft zu viel an, was zu zusätzlichen Kosten führt, ohne die Erkennungsfähigkeit zu verbessern. Die US-amerikanische Nuklearregulierungskommission Hat Ermüdungsfehler bei der Sockelschweißung in Kleinkernrohren der ASME-Klasse 1 dokumentiert und darauf hingewiesen, dass die begrenzte NTE-Inspizierbarkeit der Verbindung zur verzögerten Erkennung der Ansammlung von Ermüdungsschäden beiträgt.
Kann man eine Steckdosenschweißung röntgen?
Technisch ja – aber selten sinnvoll Wenn der Strahl durch eine Muffenschweißverbindung läuft, durchquert er zwei Schichten überlappenden Materials: die Rohrwand innerhalb der Muffe und die Umfassungswand darum herum. Der Film zeigt beide überlagerten Bilder und verhindert so die Identifizierung der Schweißnahtqualität vs. Hintergrunddichte. Dies sind die geometrischen Einschränkungen der Muffenschweißung RT als ASMEB31.3 B31.1-Projektanforderungen. Daher beschränkt sich die Muffenschweißung NTE, die eine komplexere Interpretation erfordert, standardmäßig auf die visuelle Untersuchung (VT) und MPI oder PT.
Eine besondere RT-Anwendung: Radiographie vor dem Schweißen kann den 1/16-Spalt überprüfen, indem die empfindliche Silhouette am festen Rohrende entdeckt wird. Eine Überprüfung des RT-Spalts nach dem Schweißen kann nicht erreicht werden, sobald das Filet vorhanden ist. Der Code schreibt keine Validierungspflicht nach dem Schweißen ein. Der Einbau ist der Qualitätskontrollpunkt, nicht die fertige Schweißnaht.
| Methode | Was es erkennt | SW-Eignung | Code-referenz |
|---|---|---|---|
| VT (Visual) | Oberflächengeometrie, Schweißnahtgröße, Profil | Primärmethode | ASME B31.1 / B31.3 |
| MPI (Magnetteilchen) | Oberflächen - und oberflächennahe Risse | Nur gute elektromagnetische Materialien | ASME B31.3 Abs. 344.3 |
| PT (Flüssigpenetrant) | Offenflächige Diskontinuitäten | Gut, alle Materialien, einschließlich SS | ASME Abschnitt V Artikel 6 |
| RT (Radiographie) | Hohlräume unter der Oberfläche, Porosität | @ Limited überlagerte Bilder aus überlappender Geometrie | ASME Abschnitt V Artikel 2 |
Langzeitmanagement: der ringförmige Spaltbereich am Rohrende ist ein Ort für Korrosion in aggressiven Medien Bei Diensten, bei denen der Chloridgehalt das Potenzial hat, 50 ppm zu überschreiten, kann der Zeitplan Term VT der externen Kehlnaht bis zum Spaltangriff das Grundmetall unter der Schweißnaht ungesehen beeinträchtigen, bis ein erheblicher Wandverlust erkennbar ist Wenn der Spaltbereich ein dienstspezifisches Risiko darstellt, geben Sie eine Zwei-Durchgang-Kehlnaht (Füllen der offenen Umfangsausrichtung) an, um den Spalt zu schließen, oder ändern Sie die Verbindungsart zur Steckdosen-zu-Stoß-Schweißung während der Ausführungsphase.
Inspektionsszenario: Single-Pass-Fehler in der Fertigungswerkstatt (Busan, 2025)
Nach dem Hydrotest in einer Busan-Fertigungswerkstatt beobachtete ein QC-Inspektor 12 von 500 Muffenschweißnähten in einem Edelstahl-Prozessverteiler (an einem 20-Zoll-Rohr), die PT-Anzeigen an den Schweißzehen aufwiesen. Ursache: Ein Schweißer versuchte, die Zykluszeit durch die Verwendung eines Einzelpass-Ansatzes zu minimieren. Das Einpassschweißen an einem Wanddickenrohr der Liste 80 verschmilzt nicht in der 6-Uhr-Position an der Wurzel, da Schwerkrafteffekte das halbgeschmolzene Schweißbecken nach unten und von der Wurzelöffnung wegziehen. Korrekturwirkung: Alle Schweißrohre mit einer Länge von mehr als 2 wurden aus dem ersten 2 hergestellt und zwei Pass 5.
Trends beim Buchsenschweißen und Branchenausblick: 2025 – 2026
Drei Werte deuten auf den kurzfristigen Ausblick für die Spezifikationen für das Buchsenschweißen hin:
1. ASME B16.11 wird 2026 eine neue Ausgabe veröffentlichen. Das Vorwort ASME B16.11 2021 verweist auf “die nächste Ausgabe dieses Standards soll 2026 veröffentlicht werden.”“ Ingenieure, die Spezifikationen für die Beschaffung von Langbleischmiedeteilen für Projekte verwenden, die bis 2026-2027 ausgeführt werden, sollten ausdrücklich angeben ”oder die neueste Ausgabe” bei Bestellungen. Sollten in der Ausgabe 2026 Maßänderungen angegeben oder die Druckbewertungstabellen aktualisiert werden, führen die Bestellungen auf die Ausgabe 2021 zu Spezifikationslücken bei der Lieferung.
Behalten Sie die genau im Auge ASME B16.11 Seite für aktualisierte Nachträge oder Errata, die in naher Zukunft bekannt gegeben werden sollen.
2. Duplex-Edelstahl sinkt jetzt an Kosten, was den Offshore- und Sauerservice attraktiver macht. Der spezielle HS-Partialdruck der NACE MR0175, der über andere NACE-HS-Grenzwerte für austenitisches Edelstahl hinausgeht, verschiebt Standards in Offshore-Oberseiten (chemische Injektionssysteme) und Unterwasser-Steuerverteilern auf ASTM A182 F51 (UNS S31803)-Buchsenschweißbeschläge anstelle von Standardmaterialien der F316L-Spezifikation.
Die Vorlaufzeit für geschmiedete F51-Buchsenschweißbeschläge von Tier-1-Anbietern beträgt auf dem Markt 2025 etwa 10-16 Wochen, im Gegensatz zu etwa 4-8 Wochen für Kohlenstoffstahl (A105) oder F316 L-Äquivalente. Wenn die F51-Materialnummer in einem Systemtechnikpaket enthalten ist, beginnen Sie mit dem Materialkauf, bevor die P&ID einfriert.
3) Der Vergleichszweck nimmt weiter zu. Q2-Q3 2025 Durchsuchen von Daten für das 1. Halbjahr zeigen “Sockel-Schweißnaht vs. Stumpfschweiß-” Abfragen von 241 TP3 T YoY 2, die fest im Einklang mit strengen technischen Untersuchungen der Raffinerie-Upgrade und modularen Bauschemata stehen, bei denen die Installationskosten ein entscheidender Aspekt sind. Weltweiter Markt für Steckdosen-Schweißbeschläge, projiziert bei c.
US$2.23bn bis 2026; die als “Indikatoren” bezeichneten Kapitalprojekte im asiatisch-pazifischen Raum und im Nahen Osten (Schätzung IntelMarketResearch 2025Indicative Market; ordnungsgemäße unabhängige Prüfung nicht klar).
Häufig gestellte Fragen
Was ist eine Steckdosenschweißung?
Antwort anzeigen
Was ist der Unterschied zwischen Steckdosenschweißen und Stumpfschweißen?
Antwort anzeigen
Ist eine Steckdosenschweißung eine Kehlnaht?
Antwort anzeigen
Haben Steckdosenschweißflansche einen Zeitplan?
Antwort anzeigen
Wann sollte man KEINE Steckdosenschweißbeschläge verwenden?
Antwort anzeigen
Warum Steckdosenschweißbeschläge über Gewindebeschlägen verwenden?
Antwort anzeigen
Über diesen Leitfaden
Vorbereitet von der Baling-stahl Technisches Team. Normenreferenzen aus ASME B16.11-2021, ASME B31.1-2022 (Absatz 127.3 (e), 111.3.1, 122.1.1 (h)) und ASME B31.3 Prozessrohrleitungen. Daten zum Ausfall von Praktikern aus technischen Dokumentations- und Ingenieurforen des US NRC. Überprüfung anhand der semantischen NEURONwriter-Benchmarks für den Schlüsselwortcluster “Socket Switting”Baling Steel produziert und liefert ASME B16.11 F312-Sockel-Schweißbeschläge und ASME B1616 Produktspezifikationen anzeigen und ein Angebot anfordern.
Verwandte Artikel
- Anleitung zum geschweißten Halsflansch: ASME B16.5 Druckklassen, Abmessungen und Auswahl
- Arten von Flanschen: Schweißnaht, Schlupf, Blind, Steckdosenschweiß- und Überlappungsgelenk im Vergleich
- ASTM A105 Kohlenstoffstahlschmiedeteile: Mechanische Eigenschaften und Spezifikationsleitfaden
- ASTM A182 Legierungs- und Edelstahlschmiedestücke: Sortenauswahl von F11 bis F51
- Blindflanschführung: ASME B16.5 Standards, Druckbewertungen und Materialgrade

