


La soldadura de casquillos es un método para unir tuberías en el que el extremo de la tubería se desliza dentro de un casquillo retranqueado mecanizado en un accesorio o brida, y luego se suelda con filete alrededor de su perímetro en la cara del accesorio. Según lo definido por ASME B16.11-2021 para accesorios forjados y ASME B16.5 para bridas, la soldadura por casquillo es el método estándar para conexiones de tuberías de alta presión y diámetro pequeño en las industrias de petróleo y gas, petroquímica, generación de energía y tratamiento de agua ^ típicamente NPS 1⁄4” a 2 « (DN 8 a DN 50) donde la facilidad de montaje, la integridad estructural de la junta y la estanqueidad son fundamentales.
📐 Especificaciones rápidas: soldadura de zócalos
| Estándar | ASME B16.11-2021 (accesorios) | ASME B16.5 (bridas) |
| Rango de tallas | NPS 1⁄8”-4® (Clase 3000); 1⁄8”-2® (Clase 6000 y 9000) |
| Clases de presión | 3000 / 6000 / 9000 lb (accesorios, B16.11); 150-1500 (bridas, B16.5/B31.1) |
| Retroceso obligatorio | 1/16 pulg. (1,6 mm) según ASME B31.1 párr. 127.3(e) / B31.3 párr. 328.5.2 |
| Tipo de soldadura | Soldadura de filete; pata mínima = espesor nominal de pared de la tubería (tn) |
| Materiales primarios | ASTM A105N (acero al carbono) | ASTM A182 F316L (acero inoxidable) |
| Evitar por | Servicio cíclico/vibración · alimentos/farmacia · medios sensibles a grietas (Cl« > 50 ppm) · NPS > 2« (práctica general) |
¿qué es la soldadura por socket? Tipos, aplicaciones y estándares industriales
Una unión de soldadura por casquillo es un proceso de dos etapas: el extremo de la tubería se mecaniza para que encaje deslizadamente dentro de un orificio de casquillo cilíndrico en el accesorio, y una vez expandido hasta el espacio apropiado, se agrega una soldadura de filete continua alrededor de la circunferencia de la tubería. en la cara del accesorio. La soldadura con acabado de soplete no se puede ubicar en el hombro del casquillo, como ocurre con las uniones con bridas, sino que soporta la carga de la junta. El hombro es simplemente un respaldo para la tubería.
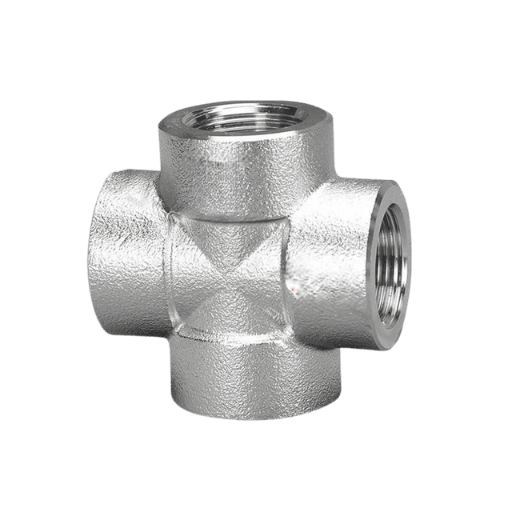
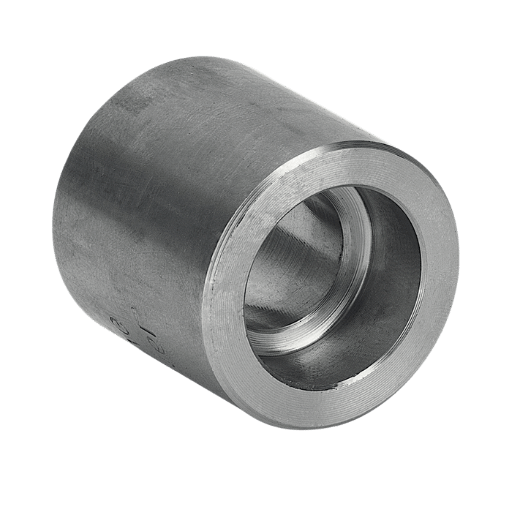
Hay ocho tipos estándar de accesorios de soldadura de casquillos forjados que se encuentran en ASME B16.11: acoplamientos (completos, medios), codos (90 45), tees, tees reductores, cruces, tapas y uniones. Los sockolets ñan los accesorios de rama para sistemas de tuberías de rama y funcionamiento utilizados en la producción, refinación y generación de energía de petróleo y gas ñan están cubiertos por MSS SP-97. La construcción forjada proporciona a estos componentes una estructura de grano más fina y una mayor resistencia a la tracción por unidad de espesor de pared que las alternativas fundidas: selección completa de forjado accesorios para codos de acero y bridas ciegas, disponible aquí.
La soldadura por casquillos aparece en cuatro industrias principales:
- Petróleo y gas aguas arriba: cabezales de instrumentación, líneas de inyección de productos químicos, sistemas de control hidráulico “típicamente NPS ”-1”
- Generación de energía: agua de alimentación de calderas, condensado de vapor y líneas de fueloil en recorridos de pequeño calibre donde se aplica B31.1
- Procesamiento químico: circuitos de alimentación y reciclaje de reactores, colectores de alta presión, sistemas de muestreo
- Tratamiento de agua: cabezales de retrolavado de alta presión, patines de dosificación química
“Los accesorios de soldadura de casquillos metálicos son populares en los sistemas de tuberías de alta presión en las industrias de procesamiento químico, generación de energía, petróleo y gas y tratamiento de agua por muchas de las mismas razones que las bridas ciegas de acero y los accesorios de tubería de codo de acero. Existen ventajas y desventajas del método de montaje de soldadura de casquillos:
ñán Greg Peddie, especialista técnico, Hayward Pipe & Supply (Junio de 2025)
Nota de ingeniería: La instalación del programa de tuberías de clase es un punto de falla común en las adquisiciones
Según ASME B16.11-2021, los accesorios clase 3000 están diseñados para adaptarse a la tubería del programa 80; clase 6000 ajuste programa 160; Clase 9000 ajuste Anexo XXH (doble extra pesado). La identificación del orificio donde se mecaniza el casquillo se corta para adaptarse al diámetro exterior de la tubería según ese cronograma. Solicite un accesorio clase 6000 y un orificio de 80, y no coincidirá: el ID del orificio estará demasiado apretado para la pared de la tubería, lo que evitará que la tubería se asiente y creará una tensión de desgaste en la raíz de la soldadura debido al mal ajuste. En cada orden de compra, especifique claramente la clase de instalación y el programa de perforación ‘, por ejemplo, acoplamiento ’1® clase 3000 SW, orificio sch 80, ASTM A105N, ASME B16.11-2021.'
Observación de campo: los accesorios de soldadura por casquillo constituyen la gran mayoría de las uniones en la instrumentación NPS 2® y las tuberías de proceso de patines modulares de refinería, en las que el cuerpo forjado en maceta reduce considerablemente la huella general en comparación con los accesorios con bridas frontales elevadas de clase equivalente.
Cómo funciona la soldadura de zócalos: la regla de retroceso obligatoria de 1/16 «

Un paso que decide si una unión de soldadura por casquillo sobrevivirá 20 años, o se agrietará en 2 meses, es dejar una pulgada de 1/16. (1,6 mm) de espacio de expansión entre el extremo de la tubería y el hombro del casquillo antes de que el soldador inicie una soldadura en él. Cuando el fondo de la tubería descansa sobre el hombro y se suelda, la expansión térmica crea una tensión axial bloqueada conocida al enfriarse. Esa tensión sobrante se convierte en un progenitor de grietas por fatiga en cada ciclo de calor consecutivo y en las tuberías que circulan moderadamente, la falla puede tardar menos de 12 meses;
📋 Escenario de campo: la falla sin espacios $45,000 (Houston, 2024)
En una unidad de hidrocraqueador de tamaño mediano en Houston, un equipo de mantenimiento descubrió 14 soldaduras de filete agrietadas en ” acoplamientos de soldadura de casquillo Anexo 80 A105 8 meses después de su puesta en servicio. El análisis metalúrgico identificó un ZEG fallido: los soldadores habían tocado fondo la tubería hasta el hombro del casquillo antes del proceso de virado y luego se quemaron sin retroceder. Aunque el WPS requiere 1/16 « de espacio, aparentemente no se estableció ningún punto de retención para el montaje.
Resultado: Apagado de la unidad de 3 días y $45,000 en reparaciones de corte y reemplazo. La contramedida: adición de un punto de retención dimensional medido y registrado antes de cualquier soldadura por adherencia al plan de prueba de inspección de campo para todas las soldaduras de casquillo en la unidad.
¿cuál es el ajuste correcto para una soldadura de encaje?
ASME B31.1 párr. 127.3(e) yASME B31.3paraa328.5.2estado específico”aproximadamente 1/16 pulg. (1,6 mm)” -- la palabra aproximadamente no es accidental. El espacio es un requisito funcional de diseño que permite la expansión térmica axial del extremo de la tubería durante el ciclo térmico de soldadura y no debe confundirse con una tolerancia de inspección dimensional estricta.
El procedimiento estándar de montaje en cuatro pasos:
- Cierre la parte inferior del extremo del tubo contra el hombro del casquillo y marque la profundidad de inserción.
- Escriba/indique una línea de referencia en la cara del zócalo de la tubería OD
- Retraiga la tubería 1/16 « 1/8 « (1,6-3,2 mm) desde la posición inferior 1/8 «y también podría usarse en aplicaciones de campo para compensar la contracción de la soldadura inducida térmicamente a medida que se enfría durante el paso de raíz.
- De soldar con tachuelas en dos posiciones opuestas (180) para mantener el espacio y luego depositar el paso de raíz.
Esta importante disposición del código a menudo queda fuera de las fuentes secundarias: B31.1 párr. 127.3(e) dice que el espacio “no es necesario estar presente ni controlado después de la soldadura” (8). En términos prácticos, esto permite rechazar la soldadura terminada si el espacio ya no se puede medir cuando la soldadura está terminada. Este es un control back-end en un resultado final donde la necesidad de calidad real existía en el momento del montaje: el acabado (dependiente del tiempo) no es el momento adecuado para requerir una necesidad de control.
Nota de ingeniería: ¿Qué tiene el servicio cíclico que altera el perfil de riesgo?
ASME B31.1 párr. 111.3.1 dice ” Se debe prestar especial atención a restringir aún más el uso de uniones de tuberías soldadas por casquillos donde se espera que se produzcan ciclos de temperatura o presión o vibraciones severas o donde el servicio puede acelerar la corrosión por grietas”. El lenguaje es consultivo; El uso de un SIF de 2,1 en un filete de soldadura por casquillo sin terminar significa que cada ciclo de carga aplica un factor de 2,1 a la tensión de flexión real en la punta de la soldadura. Para sistemas de tuberías cíclicas que realizan más de unos pocos cientos de ciclos por año, la combinación de aplicaciones de método de tensión nominal y SIF alto hace que el agrietamiento por fatiga se produzca más rápido de lo que podría esperar un diseñador que sigue 31.3/31.1 como está escrito. La solución simple: cambiar a una soldadura a tope en los bucles cíclicos identificados, u solicitar una soldadura de filete terminada/molida (SIF hasta ~1,3).
El error más común cometido por técnicos de tuberías experimentados: los soldadores marcan correctamente la profundidad de inserción del casquillo y luego no lo retroceden antes de virar. Las soldaduras de casquillos tocados antes de la soldadura causan la mayoría de las grietas en las raíces y fugas por orificios que se observan en los sistemas de tuberías de soldadura de casquillos 'fallas que generalmente no muestran ningún síntoma hasta que la tubería sufre el primer ciclo térmico completo de calentamiento/enfriamiento.
Clases de presión ASME B16.11: 3000, 6000 y 9000 explicadas

Si bien las designaciones de clases de presión de brida en ASME B16.5 aparecen como 150, 300, 600... estos símbolos no se traducen en presiones de trabajo en psi. Las clases de presión de ajuste de soldadura de casquillos dentro de B16.11 se enumeran como 3000, 6000 o 9000. Estas clases de presión indican el diámetro del orificio del casquillo, ya que coinciden con los programas de tuberías disponibles, no cuánta presión puede soportar el accesorio. La presión de trabajo real permitida depende del programa de tuberías seleccionado y del espesor de pared/material seleccionado, calculado por el código de tubería correspondiente (B31.3 o B31.1) y el símbolo de clase de presión B.
📐 La matriz de selección de soldadura de zócalos de 3 clases (ASME B16.11-2021)
Referencia: Clase requerida Programación de tuberías Coincidencia de servicio de rango NPS
| Clase de presión | Horario de tuberías requerido | gama NPS | Aplicación típica |
|---|---|---|---|
| Clase 3000 | Horario 80 | 1⁄8” « 3« | Proceso general de alta presión; vapor ≤ 600 psi; Distribución de agua y gas |
| Clase 6000 | Horario 160 | 1⁄8” -ñan 2« | Inyección química; hidrocarburos de alta temperatura; Servicio de gas a alta presión |
| Clase 9000 | Horario XXH (Doble Extra Pesado) | 1⁄8” -ñan 2« | Hidráulico de presión ultraalta; colectores de control de boca de pozo |
Fuente: ASME B16.11-2021 vía ASME.org. Confirmado a través de datos técnicos de EngineeringToolbox y Bonney Forge.
El sistema de tres clases garantiza que el orificio del casquillo de ajuste y el espesor de la pared tengan la forma correcta para la pared de la tubería. Un accesorio Clase 3000 hecho para adaptarse a la tubería de la Lista 80 tendrá el diámetro exterior adecuado para encajar y podrá producir una geometría predecible de la pata de soldadura de filete. Un accesorio Clase 3000 diseñado para tubería de la Lista 160 no coincidirá con esa pared de tubería: su orificio será demasiado grande, no se asentará correctamente y la soldadura de filete no podrá mantener el tamaño mínimo de pata indicado por el código en la posición de las 6 en punto.
Al adquirir Bridas ASTM A105 y accesorios de soldadura de casquillos, siempre verifique que la clase de presión coincida con el cronograma de tuberías en cada orden de compra. Para un servicio de alta presión cercano a ASME B16.5 Clase 2500, los ingenieros de tuberías recomiendan ampliamente cambiar de conexiones de soldadura de casquillos a conexiones de soldadura a tope debido al factor de intensificación de tensión de 2.1 en el filete de casquillos, una recomendación documentada en múltiples discusiones en foros de ingeniería y consistente con B31.1 párr. 111.3.1 lenguaje de asesoramiento.
Soldadura por encaje versus soldadura por trasero: una matriz de decisión técnica de 5 factores
Elegir el tipo correcto de accesorio de soldadura a tope en lugar de accesorio de soldadura por casquillo es el núcleo de una elección de especificación que ha demostrado tener consecuencias reales en términos de costo y seguridad. Cuando se vuelve demasiado costosa en la etapa de licitación, la opción de menor costo (un factor de costo de componentes grandes, en este caso) se ha especificado debido a las preferencias del proyecto favorito en detrimento de la vida operativa general de la instalación y las ganancias. Cuando se hace demasiado barata, la nueva instalación, sin saberlo, ha creado un riesgo de falla irreversible en aplicaciones de servicio severo. Los cinco factores siguientes incorporan todos los escenarios en los que ingenieros experimentados han mostrado un patrón consistente al elegir la opción de decisión incorrecta de soldadura por encaje (patrones documentados exhaustivamente en Hilos del foro de ingeniería Eng-Tips y respaldado por datos de costos de estudios de casos del proyecto) « cada factor a continuación se puede verificar con la experiencia real del profesional.
✔ Soldadura de encaje: Ventajas
- Sin biselado en el extremo de la tubería « tubería cortada en escuadra e insertada
- ~40-50% menos costo de instalación que un accesorio de soldadura a tope para el servicio de cloruro estático NPS 2® (trabajo: sin bisel, sin TIG de paso de raíz, sin RT por junta)
- Unión de filete fuerte y estanca a través de Clase 9000
- Diseño de carrocería forjado (integral) - menos espacio de instalación que las alternativas con bridas dentro de colectores de instrumentos ajustados
- No hay boroscopio que no coincida con el extremo de la tubería que está completamente encerrado dentro del enchufe cuando está atornillado
⚠¦ Soldadura de encaje: Limitaciones
- Nps máximo 2® si es Clase 6000/9000 o NPS 3 si es Clase 3000 únicamente
- Grieta anular en el extremo de la tubería. «riesgo de corrosión por grietas en medios clorados o ácidos.
- Nps máximo con accesorio de soldadura de casquillo si la brida ASME B16.11 o ASME B16.5 Clase 6000/9000 tiene (según mi investigación) NPS 2®. NPS máximo con accesorio de soldadura de casquillo cuando la brida clase 3000 es (según mi investigación) NPS 3®.
- Cómo evitar una soldadura SIF 2.1 @ la punta de soldadura sin biselar
- No apto para servicio alimentario, farmacéutico o de purines (higiene)
- Cómo mitigar la probabilidad de que la inspección radiográfica del casquillo soldado encuentre un defecto de porosidad intergranular de “accidente a punto de ocurrir”.
| Factor | Soldadura de enchufe | Soldadura a tope |
|---|---|---|
| 1. Tamaño de tubería | NPS ≤ 2® (≤ 3® sólo para la Clase 3000) | Todos los NPS (ASME B16.9) |
| 2. Preparación final | Ninguno requiere « corte cuadrado | Se requiere bisel + cara de raíz |
| 3. Metoda NDE | VT + MPI o PT; RT poco práctico | RT / UT / VT « todos los métodos aplicables |
| 4. Grieta/higiene | Existe grieta anular: no apta para alimentos, productos farmacéuticos o purines | Penetración total “ ánima lisa, sin grietas |
| 5. Costo instalado (NPS ≤ 2®) | ~40-50% inferior « sin biselado, sin TIG de paso raíz, MPI ~$120/junta vs RT $800/junta | Costo de referencia; RT representa ~60% del costo total de soldadura por junta |
💡 Marco de decisión: soldadura por encaje versus soldadura por tope
Por qué no se recomiendan los accesorios de soldadura por casquillo como solución a condiciones severas de carga cíclica o vibración mecánica ñan, el problema de inicio de grietas por fatiga en la punta del filete de soldadura se puede mitigar eligiendo un accesorio de soldadura a tope de gran diámetro.
Utilice soldadura de enchufe cuando: NPS 2® Y el servicio no sea cíclico, no vibratorio Y no exista riesgo de corrosión por grietas (Cl > 50 ppm, no H2S) Y el propietario/especificación no requiera RT
📋 Escenario de especificación: patín de medición de GNL de 2000 conexiones (Omán, 2025)
Utilice soldadura a tope cuando: NPS > 2 ” O se requerirá contractualmente un examen RT/UT O exista un servicio de tubería de alimentos, productos farmacéuticos o lodos O existan condiciones de carga cíclica o de vibración severas (condiciones cíclicas severas” según lo define ASME B31.3)
Un ingeniero de adquisición de equipos especializados en terminales de GNL había especificado 2.000 conexiones NPS de pequeño calibre” a 1« en una nueva estación de medición y control de flujo en un desierto con escasez de oxígeno. Dado que el servicio era estático (bajo presión) y el cliente no necesitaba radiografía de soldaduras de casquillos, todas las conexiones utilizaban accesorios de soldadura de casquillos. Sin más cambios que invertir la lista de materiales para cambiar todo el lote accesorios de soldadura a tope a casquillo, 43% ahorró la estimación de costos de instalación original debido a la pérdida de costos de preparación del bisel, inicio del paso raíz TIG y radiografía en cada conexión. El efecto se confirmó en el mismo programa de tarifas unitarias de mano de obra del proyecto antes de llegar al libro.
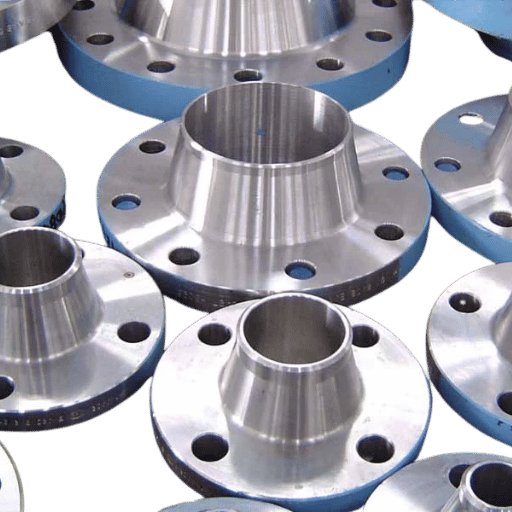
Bridas de soldadura de casquillo vs. Bridas de cuello soldadas: ¿Cuál especificar?

Para detalles sobre especificaciones de accesorios de soldadura de casquillos incluyendo tablas dimensionales y opciones de materiales, consulte la página del producto Baling Steel.
Bridas de soldadura de casquillos y bridas de cuello soldado comparta el mismo círculo de perno, dimensiones de revestimiento y clasificaciones de presión-temperatura dentro de cualquier clase ASME B16.5 determinada. La diferencia es cómo se conectan a la tubería « y esa diferencia tiene implicaciones directas para la capacidad de inspección, el rendimiento de fatiga y el tamaño máximo permitido de tubería según el código de tubería.
| Parámetro | Brida de soldadura del casquillo | Brida de cuello soldada |
|---|---|---|
| Soldadura de accesorios | 1 soldadura de filete, exterior de tubería | Soldadura a tope de penetración total |
| Preparación de tuberías | Ninguno (corte cuadrado) | Se requiere bisel |
| Nps máximo (según ASME B31.1, párrafo 122.1.1(h)) | NPS 3® (Clase 600 e inferior); NPS 2½” (Clase 1500) | Ilimitado |
| Clases prácticas de presión | Clase 150-1500; Clase 2500 rara en la práctica | Clasa 150-2500 |
| Métodos de ECM | VT/MPI/PT | RT/UT/VT/MPI |
| Transferencia de tensión a la tubería | Indirecto « a través de la geometría del filete | Directo « integral con pared de tubería (más fuerte) |
| Mejor aplicación | NPS ≤ 2®, servicio estático, Clase ≤ 600 | Todos los tamaños y presiones; servicio cíclico, tóxico o crítico |
¿las bridas para soldar enchufes tienen un horario?
Para bridas de soldadura de casquillos no existe un ‘programa de bridas’, solo un programa de orificios ñan, es decir, el diámetro del orificio mecanizado en el cubo del casquillo. El programa de orificios debe corresponder al diámetro exterior del tubo que se está uniendo. Una brida SW Clase 300 perforada para tubería de la Lista 80 tiene una identificación ligeramente menor que una perforada para tubería de la Lista 40, a pesar de que ambas bridas son nominalmente NPS 1.
Si no se hace coincidir el espesor de la pared de la tubería con el programa del orificio, la tubería no ingresa al casquillo o se asienta sin apretar en el casquillo con un ‘ajuste cavernícola’, lo que resulta en una soldadura de filete con longitudes de patas desiguales y posiblemente un cordón sin fusionar en el un lado de la junta. Sea explícito: Brida Clase 300 SW ‘1’, orificio Sch 80, ASME B16.5, ASTM A105N'
Para la selección del tipo de cara (cara elevada, cara plana, junta tipo anillo) y clasificaciones detalladas de presión y temperatura por grupo de materiales, consulte la guía completa bridas de cuello soldadas y clases de presión de bridas. Para obtener una comparación de todos los tipos de bridas, incluidas las deslizables y las ciegas, consulte el guía de selección de tipos de bridas.
Grados de material de soldadura de casquillo: A105, A182 F316L y selección de aleación

Los accesorios de soldadura de casquillos y las bridas se forjan según las normas de forja ASTM en lugar de las normas de tuberías ASTM. Como mínimo, el WPS debe ser coherente con los diferentes grados de accesorios y aleaciones de tuberías. El mismo grado de aleación de accesorios y el grado de aleación de tubos no coinciden, por ejemplo, un accesorio de acero al carbono 105 y el tubo de acero inoxidable A312 TP316L, requieren una calificación WPS separada con una selección de aleación de relleno puente.
| Calificación | Norma ASTM | Rendimiento mínimo / UTS | Rango de temperatura | Uso primario |
|---|---|---|---|---|
| A105N | ASTM A105 | 36 ksi/70 ksi (250/485 MPa) | -20°F până la 800°F (-29°C până la 427°C) | Petróleo, gas, agua, vapor ≤ 600 psi; pares con A106 Gr. Tubería B |
| A182 F316L | ASTM A182 | 25 ksi / 70 ksi (170 / 485 MPa) | ñan320°F a 800°F (ñan196°C a 427°C) por B31.3 | Servicio químico, cloruro; La baja C previene la sensibilización de la soldadura |
| A182 F11 | ASTM A182 | 30 ksi / 60 ksi (205 / 415 MPa) | A 1100°F (593°C) | Servicio de refinería y vapor de alta temperatura (aleación 11⁄4Cr-½Mo) |
| A182 F51 (Dúplex) | ASTM A182 | 65 ksi / 90 ksi (450 / 620 MPa) | A 600°F (316°C) | Servicio amargo offshore; Ambientes que contienen H2S según NACE MR0175 |
F316L versus F316 ñan la importancia de la “L” en la soldadura: el grado L restringe el carbono a un máximo de 0,03% (la norma 316 permite 0,08%). El aumento de carbono da como resultado la precipitación de carburo de cromo en los límites de los granos durante el ciclo de calor de soldadura 480-820 Celsius (conocido como sensibilización -ñan durante el cual el cromo se expulsa de la región límite del grano, lo que reduce la resistencia a la corrosión. En el caso de cualquier accesorio de soldadura por casquillo en el que se instale tuberías de acero inoxidable al transportar medios corrosivos sin recocido de solución posterior a la soldadura, F316L es la especificación correcta sobre el F316 estándar.
En el caso de tuberías de acero al carbono que utilicen Tubería ASTM A106 GRADO B, A105N es el material de forja equivalente. El sufijo “N” indica un tratamiento térmico normalizado que se especifica en ASME B 16.5 para bridas por debajo de -20F y para el servicio de fluido específico de Categoría M (mortal/ignitable) de B31.3.
Inspección, prueba y mantenimiento de soldadura de casquillos
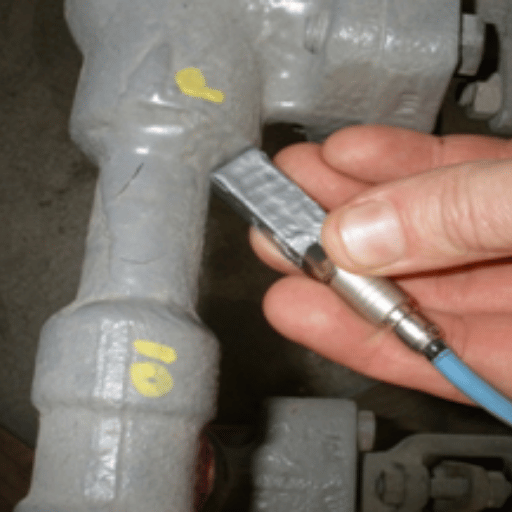
El proceso de soldadura de casquillos produce una geometría de unión que impone restricciones naturales para el examen no destructivo. Comprender qué métodos de ECM son efectivos «y cuáles no “evita costosos conflictos de especificaciones en los que una especificación del propietario requiere pruebas radiográficas en todas las soldaduras sin tener en cuenta la geometría de la soldadura del casquillo. Verificar la integridad de la soldadura después de la soldadura del casquillo requiere herramientas diferentes a las utilizadas para las soldaduras a tope de penetración total, y los contratistas que no están familiarizados con esta distinción a menudo especifican demasiado RT, lo que agrega costos sin mejorar la capacidad de detección. El Comisión Reguladora Nuclear de EE. UU ha documentado fallas por fatiga de soldadura de casquillos en tuberías nucleares de pequeño calibre ASME Clase 1, señalando que la inspeccionabilidad limitada de NDE de la junta contribuye a la detección retardada de la acumulación de daños por fatiga.
¿se puede realizar una radiografía de una soldadura de encaje?
Técnicamente sí ñero, pero rara vez es útil. Cuando la viga pasa a través de una unión de soldadura de casquillo, transita por dos capas de material superpuesto: la pared de la tubería dentro del casquillo y la pared de ajuste a su alrededor. La película muestra ambas imágenes superpuestas, lo que impide la identificación de la calidad de la raíz de la soldadura frente a la densidad de fondo. Estas son las limitaciones geométricas de la soldadura de casquillo RT como requisitos del proyecto ASMEB31.3 B31.1. Por lo tanto, como valor predeterminado en la mayoría de las especificaciones del proyecto ASME B31, la ECM de soldadura de casquillo que requiere una interpretación más compleja se limita al examen visual (VT) y MPI o PT.
Una aplicación RT particular: la radiografía antes de la soldadura puede verificar el espacio de 1/16 «observando la delicada silueta contra el extremo sólido de la tubería. La verificación del espacio RT posterior a la soldadura no se puede lograr una vez que el filete está presente. El código no incluye un requisito de validación posterior a la soldadura, el ajuste es el punto de control de calidad, no la soldadura completa.
| Método | Lo que detecta | idoneidad SW | Referencia de código |
|---|---|---|---|
| VT (Visual) | Geometría de la superficie, tamaño de la soldadura, perfil | ✔ Metoda primare | ASME B31.1 / B31.3 |
| MPI (Partícula Magnética) | Grietas superficiales y cercanas a la superficie | ✔ Bueno « sólo materiales ferromagnéticos | ASME B31.3 alin. 344.3 |
| PT (Penetrante Líquido) | Discontinuidades superficiales abiertas | ✔ Bueno « todos los materiales incluido SS | ASME Sección V Artículo 6 |
| RT (Radiografía) | Vacíos subterráneos, porosidad | ⚠¦ Limited « imágenes superpuestas de geometría superpuesta | ASME Sección V Artículo 2 |
Manejo a largo plazo: la región de la grieta anular en el extremo de la tubería es un sitio para la corrosión en medios agresivos. En servicios donde los niveles de cloruro tienen el potencial de exceder las 50 ppm, programe el término VT de los dedos externos de la soldadura de filete. El ataque de grietas puede comprometer el metal base debajo de la soldadura sin ser visto hasta que sea evidente una pérdida significativa de la pared. Si la región de la grieta es un riesgo específico del servicio, especifique una soldadura de filete de dos pasos (llenando la alineación circunferencial abierta) para cerrar la grieta o cambie el tipo de conexión a soldadura de casquillo a tope durante la fase de ejecución.
📋 Escenario de inspección: fallas de un solo paso en Fabrication Shop (Busan, 2025)
Después de la hidroprueba en un taller de fabricación de Busan, un inspector de control de calidad observó 12 de 500 soldaduras de casquillo dentro de un colector de proceso de acero inoxidable (en una tubería de 20 «) que exhibían indicaciones de PT en los dedos de los pies de la soldadura. Causa de la raíz: un soldador intentó minimizar el tiempo del ciclo utilizando un enfoque de una sola pasada. La soldadura de una sola pasada en la tubería de espesor de pared del Anexo 80 no se fusiona en la posición de las 6 en punto en la raíz, ya que los efectos de gravedad arrastran el conjunto de soldadura medio fundido hacia abajo y lejos de la abertura de la raíz. Acción correctiva: todas las soldaduras que excedan los 20 « de longitud se eliminaron del procedimiento y se establecieron procedimientos de dos pasadas con MT requerido en las primeras 50 soldaduras. De las 12 soldaduras afectadas, las cuatro soldaduras de tubo recto y 3 de tubo diagonal se volvieron a fabricar en 3 días, el colector pasó por 2 días adicionales de retrabajo.
Tendencias de soldadura de enchufes y perspectivas de la industria: 2025-2026
Tres valores señalan las perspectivas a corto plazo para las especificaciones de soldadura por casquillos:
1. ASME B16.11 tendrá una nueva edición publicada en 2026. El prólogo de ASME B16.11 2021 hace referencia a “la próxima edición de esta Norma está programada para su publicación en 2026”. Los ingenieros que utilicen especificaciones para la adquisición de piezas forjadas a largo plazo para proyectos que se ejecuten hasta 2026-2027 deben indicar explícitamente la “o última edición” de las órdenes de compra; si la edición de 2026 especifica cambios dimensionales o actualiza las tablas de clasificación de presión, las órdenes de compra de la edición de 2021 generarán lagunas en las especificaciones en el momento de la entrega.
Esté atento al ASME B16.11 pagina para adiciones o erratas actualizadas que se anunciarán en un futuro próximo.
2. El acero inoxidable dúplex ahora está perdiendo costo, lo que lo hace más atractivo para el servicio en alta mar y ácido. La presión parcial especial del SA NACE MR0175 que excede otros límites del SA NACE para acero inoxidable austenítico está trasladando los estándares en las partes superiores marinas (sistemas de inyección química) y los colectores de control submarino a accesorios de soldadura de casquillo ASTM A182 F51 (UNS S31803) en lugar de los materiales de especificación estándar F316L.
El plazo de entrega de los accesorios de soldadura por casquillo F51 forjado de los proveedores de nivel 1 es de aproximadamente 10 a 16 semanas en el mercado de 2025, a diferencia de aproximadamente 4 a 8 semanas para los equivalentes de acero al carbono (A105) o F316L. Si el número de material F51 en el paquete de ingeniería de sistemas, comience a comprar materiales antes de que se congelen los P&ID.
3) El propósito comparativo continúa creciendo. Los datos del primer semestre de 2025 revelan consultas de “soldadura de casquillos versus soldadura a tope” 24% YoY ñan firmemente en línea con rigurosos exámenes de ingeniería de actualización de refinerías y esquemas de construcción modular donde el costo de instalación es un aspecto crítico. Mercado mundial de accesorios de soldadura de casquillos proyectado en c.
US$2.23bn para 2026; los proyectos de capital de Asia-Pacífico y Medio Oriente denominados “indicadores” (estimación del mercado indicativo de IntelMarketResearch 2025; la debida auditoría independiente no está clara).
Preguntas frecuentes
¿qué es una soldadura por casquillo?
Ver respuesta
¿cuál es la diferencia entre soldadura por casquillo y soldadura a tope?
Ver respuesta
¿es una soldadura por encaje una soldadura por filete?
Ver respuesta
¿las bridas de soldadura por casquillo tienen un cronograma?
Ver respuesta
¿cuándo NO se deben utilizar accesorios de soldadura por casquillo?
Ver respuesta
¿por qué utilizar accesorios de soldadura por casquillo sobre accesorios roscados?
Ver respuesta
Acerca de esta guía
Preparado por el Acero balado equipo técnico. Referencias de estándares extraídas de ASME B16.11-2021, ASME B31.1-2022 (párr. 127.3(e), 111.3.1, 122.1.1(h)) y ASME B31.3 Tuberías de proceso. Datos de fallas de profesionales obtenidos de foros de profesionales de ingeniería y documentación técnica de la NRC de EE. UU. Revisados con puntos de referencia semánticos de NEURONwriter para el grupo de palabras clave “soldadura de casquillos”. Baling Steel fabrica y suministra accesorios de soldadura de casquillos ASME B16.11 y bridas de soldadura de casquillos ASME B16.5 en los grados ASTM A105N, A182 F316L, F11 y F51 « ver especificaciones del producto y solicitar presupuesto.
Artículos relacionados
- Guía de bridas para cuello soldado: clases de presión, dimensiones y selección de ASME B16.5
- Tipos de bridas: cuello soldado, deslizable, ciego, soldadura por casquillo y articulación abdominal en comparación
- Forjas de acero al carbono ASTM A105: guía de especificaciones y propiedades mecánicas
- Forjas de aleación y acero inoxidable ASTM A182: selección de grados de F11 a F51
- Guía de bridas ciegas: estándares ASME B16.5, clasificaciones de presión y grados de materiales

