


Гнездовая сварка - это метод соединения трубы, при котором конец трубы скользит в обработанное, отступающее гнездо в фитинге или фланце, а затем сваривается по периметру филей на поверхности фитинга. Как определено АСМЕ Б16.11-2021 для кованой арматуры и ASME B16.5 для фланцев, раструбная сварка является стандартным методом для соединений труб малого диаметра, высокого давления в нефтегазовой, нефтехимической, энергетической и водоочистной отраслях (обычно NPS 1⁄4 до 2″ (от DN 8 до DN 50), где легкость установки, структурная целостность соединения и герметичность имеют решающее значение.
📐 Быстрые характеристики: Сварка гнезд
| Стандарт | ASME B16.11-2021 (фитинги) | ASME B16.5 (фланцы) |
| Диапазон размеров | NPS 1⁄8”4″ (класс 3000); 1⁄8”2″ (класс 6000 & 9000) |
| Классы давления | 3000 /6000 /9000 фунтов (фитинги, B16.11); 1501500 (фланцы, B16.5/B31.1) |
| Обязательная неудача | 1/16 дюйма. (1,6 мм) согласно ASME B31.1 пункт. 127.3(e)/B31.3 пункт. 328.5.2 |
| Тип сварки | Филе сварного шва; минимальная ножка = номинальная толщина стенки трубы (тn) |
| Первичные материалы | ASTM A105N (углеродистая сталь) | ASTM A182 F316L (нержавеющая сталь) |
| Избегать Для | Услуга циклического/вибрационного действия · еда/фармацевтика · щелечувствительные среды (Cl - > 50 ppm) · NPS > 2″ (общая практика) |
Что такое сварка розеток? Типы, применение и отраслевые стандарты
Соединение шва раструба представляет собой двухэтапный процесс: конец трубы подвергают механической обработке для проскальзывания внутри цилиндрического раструба в штуцере, и после e×прокатки до соответствующего зазора по окружности трубы на лицевой стороне штуцера добавляют непрерывный угловой сварной шов. Горелочный сварной шов не может быть расположен в буртике раструба, как при фланцевых соединениях, а несет нагрузку соединения. буртик является просто затвором для трубы.
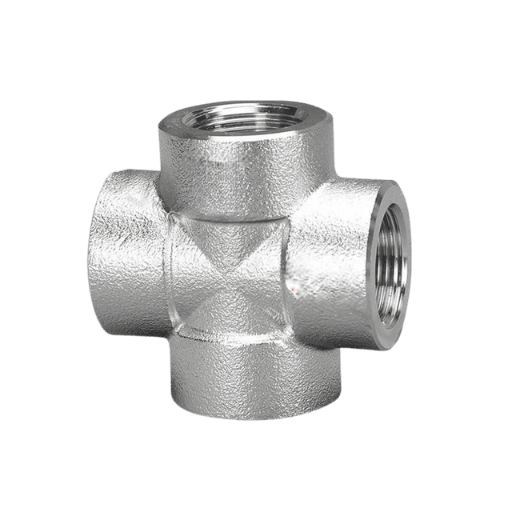
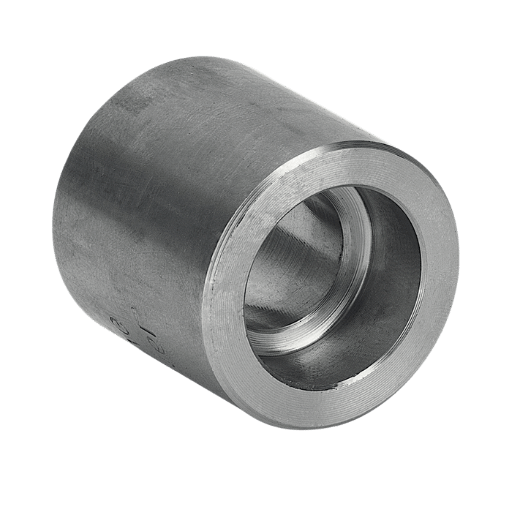
В ASME B16.11 найдено восемь стандартных типов кованых торцевых сварных фитингов: муфты (полные, половинные), колена (90 45), тройники, редуцирующие тройники, крестовины, колпачки и соединения. Соколец (подвески для систем трубопроводов, работающих на ветвях и работающих на ветвях, используемых в производстве нефти и газа, переработке и производстве электроэнергии (MSS SP-97). Кованая конструкция дает этим компонентам более тонкую структуру зерна и более высокий предел прочности на единицу толщины стенки, чем литые альтернативы: полный выбор кованой конструкции стальные локтевые фитинги и глухие фланцы, доступен здесь.
Гнездовая сварка появляется в четырех основных отраслях:
- Нефть & газ вверх по течению: контрольно-измерительные коллекторы, линии впрыска химикатов, гидравлические системы управления — обычно NPS “-1”
- Производство электроэнергии: линии питательной воды котла, парового конденсата и мазута на небольших участках, где применяется B31.1
- Химическая обработка: петли подачи и рециркуляции реактора, коллекторы высокого давления, системы отбора проб
- Водоподготовка: жатки обратной промывки высокого давления, полозья химического дозирования
“Металлические соединительные фитинги для раструбной сварки популярны в системах трубопроводов высокого давления в химической обработке, производстве электроэнергии, нефтегазовой и водоочистной промышленности по многим из тех же причин, что и стальные глухие фланцы и стальные фитинги для коленчатых труб. Метод фитинга для раструбной сварки имеет как преимущества, так и недостатки:
— Грег Педди, технический специалист, Hayward Pipe & Supply ("Труба и снабжение Хейворда")Июнь 2025 года)
Инженерное примечание: Расписание трубы класса фитинга (Fitting Class Pipe Schedule) — общая точка отказа при закупках
Согласно ASME B16.11-2021, фитинги класса 3000 предназначены для установки трубы графика 80; график 160 установки класса 6000; класс 9000 подходит График XXH (Двойной сверхтяжелый). идентификатор канала, в котором обрабатывается гнездо, вырезается в соответствии с OD трубы по этому графику. Закажите график установки класса 6000 и график 80 канала ствола, и у вас будет несоответствие: идентификатор канала ствола будет слишком плотным для стенки трубы, предотвращая посадку трубы и создавая напряжение износа в корне сварного шва из-за плохой посадки. При каждом заказе на поставку четко укажите класс фитинга и график расточки например, муфту ‘1″ класса 3000 SW, канал sch 80, ASTM A105N, ASME B16.11-2021.’
Полевое наблюдение: штуцеры для швов с раструбом составляют подавляющее большинство соединений в приборостроении и технологических трубопроводах NPS 2″ модульных полозьев нефтеперерабатывающего завода, в которых кузов с горшечной ковкой значительно уменьшает общую площадь по сравнению с фитингами с рельефными ребордами эквивалентного класса.
Как работает сварка гнезд: обязательное правило возврата 1/16″

Один шаг, который решает, выживет ли соединение раструбного сварного шва 20 лет, или трещина через 2 месяца, состоит в том, чтобы оставить 1/16 дюйма. (1,6 мм) расширительный зазор между концом трубы и плечом раструба до того, как сварщик начнет сварку на нем. Когда дно трубы опирается на плечо и сваривается, тепловое расширение создает известное фиксированное осевое напряжение при охлаждении. Это остаточное напряжение становится предшественником усталостной трещины при каждом последовательном тепловом цикле и на трубопроводе, который циклически циклически, отказ может занять менее 12 месяцев;
📋 Полевой сценарий: отказ без разрыва $45,000 (Хьюстон, 2024)
На установке гидрокрекинга среднего размера в Хьюстоне группа технического обслуживания обнаружила 14 треснувших угловых сварных швов на муфтах шовного шва ” Списка 80 A105 через 8 месяцев после ввода в эксплуатацию Металлургический анализ выявил неисправный ZEG: сварщики дошли до плеча гнезда до процесса прихватки, а затем сгорели, не оттягиваясь назад Хотя WPS требует 1/16″ зазора, очевидно, не было установлено удержания для прихвата.
Результат: 3-дневное отключение агрегата и $45 000 в ремонте с вырезом и заменой. Противодействие: добавление размерного зазора в точке удержания, измеренного и записанного перед любым прихваточным сварным швом — в план испытаний полевого контроля для всех гнездовых сварных швов на агрегате.
Что можно вернуть для сварки гнезд?
ASME B31.1 пункт. 127.3(e) иАСМЕ Б31.3параа328.5.2в частности, состояние” приблизительно 1/16 дюйма. (1,6 мм)” ” — слово приблизительно не случайно. зазор является конструктивным функциональным требованием, позволяющим осуществлять тепловое осевое тепловое расширение конца трубы во время термического цикла сварки, и его не следует путать с допуском на жесткий контроль размеров.
Стандартная четырехэтапная процедура подгонки:
- Закройте нижнюю часть конца трубы у выступа раструба и отметьте глубину вставки.
- Напишите/указайте контрольную линию на торцевой поверхности трубы OD
- Втяните трубу на 1/16″- 1/8″ (1,6-3,2 мм) из нижнего положения — 1/8″, поскольку скважина может быть использована в полевых условиях для компенсации термически вызванного сжатия сварного шва при его охлаждении во время прохождения корня.
- Прихватки сварки в двух противоположных положениях (180) для удержания зазора и последующего нанесения корневого прохода.
Это важное положение кода часто не учитывается во вторичных источниках: B31.1 пункт. 127.3 (e) говорит, что пространство “ не нужно присутствовать или проверять после сварки,” (8).В практическом плане это позволяет отклонить готовый сварной шов, если зазор больше нельзя измерить, когда сварной шов завершен. Это внутренний контроль конечного результата, когда реальная потребность в качестве действительно существовала при установке: (зависимая от времени) отделка не является подходящим временем, чтобы требовать необходимости контроля.
Инженерное примечание. Что такого в циклическом обслуживании, которое меняет профиль риска?
ASME B31.1 пункт. 111.3.1 гласит: ” Особое внимание следует уделить дальнейшему ограничению использования соединений трубопроводов, сваренных в гнезда, где ожидается циклическое изменение температуры или давления или сильная вибрация или где услуга может ускорить щелевую коррозию. ” Язык рекомендательный; использование SIF 2.1 на незавершенном угле шва гнезда означает, что каждый цикл нагрузки прикладывает 2,1-фактор к фактическому напряжению изгиба на носке сварного шва. Для систем циклических трубопроводов, выполняющих более нескольких сотен циклов в год, сочетание применения метода с высоким SIF и номинальным напряжением приводит к тому, что усталостное растрескивание происходит быстрее, чем можно было бы ожидать у проектировщика после 31,3/31,1, как было написано. Простое решение: переход на стыковой сварной шов на идентифицированных циклических петлях или заказ готового сварного шва с заземлением (SIF снизился до ~ 1,3).
Наиболее распространенная ошибка, допущенная опытными техническими специалистами по трубопроводам: сварщики правильно отмечают глубину вставки гнезда, а затем не могут ее откинуть перед прихваткой. Сварные швы гнезд, выполненные донизу перед сваркой, вызывают большинство трещин в корне и утечек точечных отверстий, наблюдаемых в системах сварных швов гнезд. сбои, которые обычно не проявляют никаких симптомов до тех пор, пока трубопровод не подвергнется первому термическому циклу полного нагрева/охлаждения.
ASME B16.11 Классы давления: пояснено 3000, 6000 и 9000

В то время как обозначения классов давления фланца в ASME B16.5 появляются как 150, 300, 600... эти символы не переводятся в рабочее давление в фунтах на квадратный дюйм Классы давления фитинга для сварки гнезда в пределах B16.11 указаны как 3000, 6000 или 9000. Эти классы давления указывают диаметр отверстия гнезда, поскольку они соответствуют доступным схемам трубопроводов - не то, какое давление может выдержать фитинг. Фактическое допустимое рабочее давление зависит от выбранного графика трубопроводов и выбранного материала/толщины стенки, как рассчитано соответствующим кодом трубопровода - либо B31.3, либо B31.1- и символом класса давления B.
📐 Матрица выбора сварного шва с 3-классовыми розетками (ASME B16.11-2021)
Ссылка: График работы труб, требуемый для класса. Соответствие диапазону обслуживания NPS
| Класс давления | Обязательный график работы труб | Диапазон ЯИЭ | Типичное применение |
|---|---|---|---|
| Класс 3000 | Расписание 80 | 1⁄8” 北 い 3″ | Общий процесс высокого давления; пар ≤ 600 фунтов на квадратный дюйм; распределение воды и газа |
| Класс 6000 | Расписание 160 | 1⁄8” 北″ (1⁄8”) | Химическая закачка; высокотемпературный углеводород; газовая служба высокого давления |
| Класс 9000 | Расписание XXH (Двойной сверхтяжелый) | 1⁄8” 北″ (1⁄8”) | Гидравлический сверхвысокого давления; коллекторы управления устьем скважины |
Источник: ASME B16.11-2021 через ASME.org. Подтверждено техническими данными EngineeringToolbox и Bonney Forge.
Трехклассная система гарантирует, что отверстие гнезда фитинга и толщина стенки имеют правильную форму для стенки трубы. Фитинг класса 3000, изготовленный для установки трубы Списка 80, будет иметь подходящий OD трубы для установки и сможет обеспечить предсказуемую геометрию ножки углового сварного шва. Фитинг класса 3000, предназначенный для трубы Списка 160, будет не соответствовать этой стенке трубы: ее отверстие будет слишком большим, она не будет правильно сидеть, а угловой сварной шов не сможет сохранить минимальный размер ножки, указанный кодом, в положении "6 часов".
При закупке Фланцы ASTM A105 и фитинги для сварки гнезда, всегда проверяйте, что класс давления соответствует графику трубы на каждом заказе на поставку. Для службы высокого давления, приближающейся к ASME B16.5 Класс 2500, инженеры по трубопроводам широко рекомендуют переключиться с соединения для сварки гнезда на соединения для сварки встык из-за коэффициента усиления напряжения 2.1 на галтеле гнезда (рекомендация, документированная в многочисленных обсуждениях на инженерных форумах и соответствующая консультативному языку B31.1, пункт 111.3.1).
Сварка гнезд против стыковой сварки: 5-факторная матрица технических решений
Выбор правильного типа фитинга для стыкового сварного шва, а не фитинга для торцевого сварного шва, лежит в основе выбора спецификации, который доказал, что имеет реальные последствия для стоимости и безопасности. Когда новая установка стала слишком дорогой на этапе торгов, более дешевый вариант (в данном случае это драйвер стоимости крупных компонентов) был указан из-за предпочтений проекта домашних животных в ущерб общему сроку эксплуатации объекта и прибыли. Когда новая установка стала слишком дешевой, она невольно создала необратимый риск отказа при применении с тяжелыми условиями обслуживания. Пять приведенных ниже факторов включают в себя каждый сценарий, в котором опытные инженеры продемонстрировали последовательную модель выбора неправильного варианта решения для торцевого сварного шва (схемы, исчерпывающе документированные в Нити инженерного форума Eng-Tips и поддерживается данными о стоимости тематического исследования проекта) (каждый фактор ниже можно сверить с реальным опытом практиков.
✔ Сварка гнезд: Преимущества
- Нет трубы-конец скос und und und труба вырезать квадрат и вставлен квадрат
- ~40-50% меньше установленной стоимости, чем стыковой сварной фитинг для NPS 2″ статического хлорида услуги (работы: без скоса, без корневого TIG, без RT на соединение)
- Прочное, герметичное соединение с филей класса 9000
- Кованый (интегральный) дизайн кузова (меньше места установки, чем фланцевые альтернативы в плотных инструментальных коллекторах
- Отсутствие бороскопического несоответствия Турбулентность трубы (конец трубы полностью заключен в гнездо при креплении болтами вверх)
— Сварка гнезд: ограничения
- Макс. ЯИЭ 2″, если класс 6000/9000 или ЯИЭ 3, если только класс 3000
- Кольцевая щель на конце трубы. — риск коррозии в хлоридных или кислых средах.
- Максимальный NPS с фитингом для торцевой сварки, если ASME B16.11 или ASME B16.5 Класс 6000/9000 фланцевый фланцевый является (по моим исследованиям) NPS 2″.Макс NPS с фитингом для торцевой сварки, когда класс 3000 фланцевый является (по моим исследованиям) NPS 3″.
- Как избежать сварки SIF 2.1 @ скошенный сварной палец
- Не подходит для пищевых продуктов, фармацевтических препаратов или навозной жижи (гигиена)
- Как снизить вероятность того, что рентгенологический осмотр сварного гнезда обнаружит “аварийный дефект межзеренной пористости.
| Фактор | Гнездо Сварка | Стыковой сварной шов |
|---|---|---|
| 1. Размер трубы | НПС ≤ 2″ (≤ 3″ только для класса 3000) | Все ЯИЭ (ASME B16.9) |
| 2. Конечная подготовка | Нет необходимого квадратного сечения | Требуется скос + корневая поверхность |
| 3. Метод ОСП | VT + MPI или PT; RT непрактично | RT/UT — все применимые методы RT /VT und und ult |
| 4. Щель/гигиена | Существует кольцевая щель (не подходит для еды, фармацевтики или навозной жижи) | Полное проникновение — гладкий канал, без щели |
| 5. Установленная стоимость (NPS ≤ 2″) | ~40 — 50% ниже い без скосов, без корневого TIG, MPI ~$120/соединение против RT $800/соединение | Базовая стоимость; RT составляет ~60% от общей стоимости сварного шва на одно соединение |
💡 Основа принятия решений: Сварка розеток против сварки ягодиц
Почему фитинги для торцевого сварного шва не рекомендуются в качестве решения тяжелых условий циклического нагружения или механической вибрации — проблему возникновения усталостных трещин на сварном филе можно смягчить выбором фитинга для стыкового сварного шва большого диаметра.
Используйте Socket Weld, когда: NPS 2″ И обслуживание нециклическое, невибрирующее И никакого риска щелевой коррозии (Cl > 50 ppm, отсутствие H2S) И RT не требуется владельцем/спецификацией
📋 Спецификационный сценарий: Скид для измерения СПГ с 2000 соединениями (Оман, 2025 г.)
Используйте Butt Weld, когда: NPS > 2″ ИЛИ RT/UT экспертиза будет по контракту требуется ИЛИ обслуживание трубопровода питания, фармацевтики, или суспензии ИЛИ суровые циклические или вибрационные условия нагрузки существуют (“vere циклические условия” как определено ASME B31.3)
Инженер по закупкам специального оборудования терминалов СПГ указал 2000 соединений NPS малого диаметра от ” до 1″ на новой станции учета и регулирования расхода в пустыне, обедненной кислородом. поскольку услуга была статичной (под давлением), и у клиента не было требований к рентгенографии сварных швов, во всех соединениях использовалась соединительная сварная арматура. без каких-либо изменений, кроме инвертирования коносамента материала для переключения всей партии с стык к гнезду сварные фитинги, проект сэкономил 43% от первоначальной установленной сметы расходов из-за потери расходов на подготовку скоса, запуска корневого пропуска TIG, и рентгенографии на каждом соединении, Эффект был подтвержден на том же графике рабочей единицы проекта, прежде чем попасть в книгу.
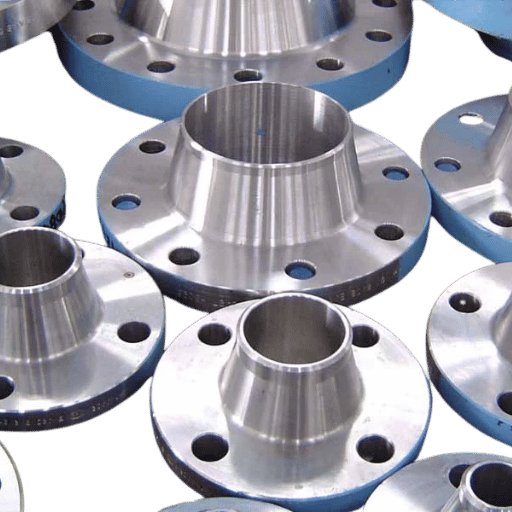
Гнездовые Сварные фланцы против. Сварные Шеи Фланцы: Что указать?

Для подробностей на спецификации штуцеров для сварки гнезда включая таблицы размеров и варианты материалов, см. страницу продукта Baling Steel.
Гнездо сварные фланцы и сварить фланцы горловины используйте один и тот же круг болта, размеры облицовки и номинальные значения температуры давления в любом классе ASME B16.5. Разница заключается в том, как они прикрепляются к трубе (причем эта разница имеет прямое значение для возможности проверки, усталостных характеристик и максимально допустимого размера трубы в соответствии с кодом трубопровода.
| Параметр | Гнездо Сварной Фланец | Приварной фланец с горловиной |
|---|---|---|
| Сварка крепления | 1 угловой сварной шов, наружная часть трубы | Сварка встык с полным проникновением |
| Подготовка труб | Нет (квадратный разрез) | Требуется скос |
| Макс. ЯИЭ (согласно ASME B31.1 пункт 122.1.1 (h)) | НПС 3″ (класс 600 и ниже); НПС 2½” (класс 1500) | Неограниченный |
| Практические занятия давлением | Класс 1500 (1500); Класс 2500 на практике редкий | Класс 1500 (1500) Класс 1500 (2500) |
| Методы ОСП | ВТ/МПИ/ПТ | RT/UT/VT/MPI |
| Передача напряжения в трубу | Непрямая геометрия филе (indirect) через геометрию филе | Прямой — интеграл со стеной для труб (самый прочный) |
| Лучшее приложение | НПС ≤ 2″, статическое обслуживание, Класс ≤ 600 | Все размеры и давление; циклическое, токсичное или критическое обслуживание |
Есть ли у фланцев для сварки гнезд график?
Для фланцев раструбной сварки не существует ‘графика фланцев’, только график отверстий — диаметр отверстия, обработанный в раструбной ступице. График отверстий должен соответствовать внешнему диаметру соединяемой трубы. Фланец класса 300 SW, просверленный для трубы Списка 80, имеет немного меньший идентификатор, чем диаметр отверстия для трубы Списка 40, несмотря на то, что оба фланца номинально NPS 1.
Неспособность согласовать толщину стенки трубы с графиком отверстий приводит к тому, что труба либо не входит в гнездо, либо свободно сидит в гнезде с ‘подгонкой пещерного человека’, в результате чего получается угловой сварной шов с неравной длиной ножек и, возможно, несплавленный буртик на одной стороне соединения. Будьте откровенны: ‘1″ Класс 300 SW Фланец, отверстие Sch 80, ASME B16.5, ASTM A105N’
Выбор типа лица (поднятая грань, плоская грань, соединение кольцевого типа) и подробные оценки давления и температуры по группам материалов см. в полном руководстве сварные фланцы горловины и классы давления фланцев. Сравнение всех типов фланцев, включая накладные и глухие, см. в разделе руководство по выбору типов фланцев.
Классы материалов для сварки гнезд: A105, A182 F316L и выбор сплавов

Штуцеры и фланцы для шва гнезда кованые спецификации их сплава соответствуют стандартам ковки ASTM вместо стандартов труб ASTM, как минимум, WPS должен соответствовать различным марки фитинга и сплава трубы. одинаковый класс сплава фитинга и несоответствие марки сплава трубы, например, фитинг из 105 углеродистой стали и труба из нержавеющей стали A312 TP316L, требует отдельной квалификации WPS с выбором сплава наполнителя мостика.
| Оценка | Стандарт ASTM | Минимальная доходность/UTS | Диапазон температур | Первичное использование |
|---|---|---|---|---|
| А105Н | АСТМ А105 | 36 фунтов на квадратный дюйм/70 фунтов на квадратный дюйм (250/485 МПа) | 20°F до 800°F (от 29°C до 427°C) | Нефть, газ, вода, пар ≤ 600 фунтов на квадратный дюйм; пары с трубой A106 Gr. B |
| А182 Ф316Л | АСТМ А182 | 25 фунтов на квадратный дюйм/70 фунтов на квадратный дюйм (170/485 МПа) | 320°F до 800°F (от 196°C до 427°C) на B31,3 | Химическая, хлоридная услуга; низкий уровень углерода предотвращает сенсибилизацию сварного шва |
| А182 Ф11 | АСТМ А182 | 30 фунтов на квадратный дюйм/60 фунтов на квадратный дюйм (205/415 МПа) | До 1100°F (593°C) | Высокотемпературное обслуживание пара и нефтеперерабатывающего завода (сплав 11⁄4Cr ½Mo) |
| А182 Ф51 (Дуплекс) | АСТМ А182 | 65 фунтов на квадратный дюйм/90 фунтов на квадратный дюйм (450/620 МПа) | До 600°F (316°C) | Морская служба кислой воды; Среды, содержащие H2S, согласно NACE MR0175 |
F316L против F316 い значение “”L в сварном шве: сорт L ограничивает углерод максимум 0,03% (стандарт 316 допускает 0,08%).Повышенный углерод приводит к осаждению карбида хрома на границах зерен в течение теплового цикла сварного шва 480-820 Cels (известен как сенсибилизация), во время которой хром выбрасывается из области границы зерен, снижая коррозионную стойкость. В случае любой штуцера для сварного шва в гнезде, подлежащей установке в трубопроводы из нержавеющей стали транспортируя коррозионные среды без отжига после сварки раствора, F316L является правильной спецификацией по сравнению со стандартным F316.
В случае использования трубопроводов из углеродистой стали Труба ASTM A106 КЛАССА B, A105N - эквивалентный согласованный ковочный материал Суффикс “N” указывает на нормализованную термическую обработку, которая указана в ASME B 16.5 для фланцев ниже -20F и для конкретной категории M (смертельно/воспламеняющийся) обслуживание жидкости B31.3.
Проверка, тестирование и обслуживание сварного шва гнезда
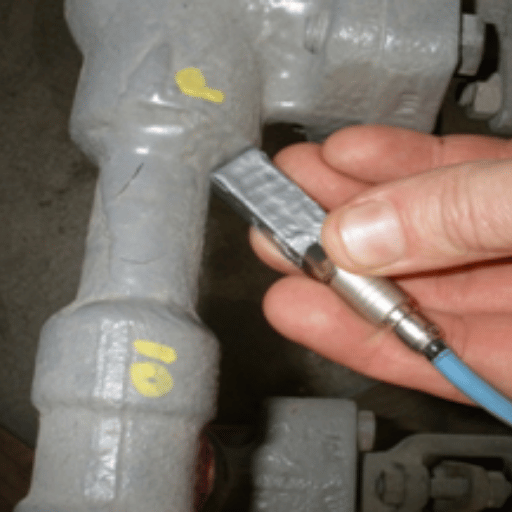
Процесс сварки гнезда дает геометрию соединения, которая накладывает естественные ограничения для неразрушающего контроля.Понимание того, какие методы NDE эффективны (и которые не являются (избегает дорогостоящих конфликтов спецификаций, когда спецификация владельца требует рентгенографического тестирования всех сварных швов без учета геометрии сварного шва гнезда. проверка целостности сварного шва после сварки гнезда требует инструментов, отличных от тех, которые используются для стыковых сварных швов с полным проникновением, и подрядчики, незнакомые с этим различием, часто переопределяют RT, добавляя стоимость без улучшения возможности обнаружения.The Комиссия по ядерному регулированию США задокументировал усталостные разрушения шва раструба в малоствольных ядерных трубопроводах ASME класса 1, отметив, что ограниченная проверяемость соединения NDE способствует задержке обнаружения накопления усталостных повреждений.
Можете ли вы сделать рентгенограмму шва для розеток?
Технически да — да — но редко полезно. когда балка проходит через гнездовое сварное соединение, она проходит через два слоя перекрывающегося материала: стенку трубы внутри гнезда и стенку фитинга вокруг нее. на пленке показаны оба наложенных изображения, предотвращающие идентификацию качества корня сварного шва в зависимости от фоновой плотности. это геометрические ограничения раструбного сварного шва RT в соответствии с требованиями проекта ASMEB31.3 B31.1. Таким образом, по умолчанию в большинстве спецификаций проекта ASME B31, NDE раструбного шва, требующий более сложной интерпретации, ограничивается визуальным осмотром (VT) и MPI или PT.
Конкретное применение RT: рентгенография перед сваркой может проверить зазор 1/16″, нанеся тонкий силуэт на твердый конец трубы. проверка зазора RT после сварки не может быть достигнута, когда угловое отверстие присутствует. код не вписывает требование проверки после сварки, установка - это точка контроля качества, а не готовый сварной шов.
| Метод | Что он обнаруживает | SW Пригодность | Ссылка на код |
|---|---|---|---|
| ВТ (Визуальный) | Геометрия поверхности, размер сварного шва, профиль | ✔ Основной метод | ASME B31.1/B31.3 |
| MPI (магнитная частица) | Поверхностные и приповерхностные трещины | ✔ Хорошие — только ферромагнитные материалы | АСМЕ Б31.3 пункт. 344.3 |
| ПТ (жидкий пенетрант) | Разрывы открытой поверхности | ✔ Хорошо — все материалы, включая SS | ASME Раздел V Статья 6 |
| РТ (Рентгенография) | Подповерхностные пустоты, пористость | — edited (ограниченное количество) наложенные друг на друга изображения из перекрывающейся геометрии | ASME Раздел V Статья 2 |
Долгосрочное управление кольцевой щелью на конце трубы является местом коррозии в агрессивных средах. В службах, где уровни могут превышать 50ppm, запланируйте срок VT внешних пальцев на углях (кревице-атака) может поставить под угрозу исходный металл под сварным швом незаметно до тех пор, пока не станут очевидны значительные потери на стенке. Если область щели представляет собой риск, специфичный для службы, укажите двухпроходный угловой сварной шов (заполняющий открытое окружное выравнивание), чтобы закрыть щель, или измените тип соединения на сварной шов от гнезда к стыку на этапе выполнения.
Сценарий проверки 📋: Неисправности одного прохода в производственном цехе (Бюсан, 2025 г.)
После гидротеста в производственном цехе Пусана инспектор контроля качества наблюдал 12 из 500 раструбных сварных швов внутри технологического коллектора из нержавеющей стали (на трубе 20″), демонстрирующих индикацию ПТ на пальцах сварного шва. Основная причина: сварщик попытался минимизировать время цикла, используя подход с одним проходом. Однопроходная сварка на трубе толщиной стенки по Списку 80 не плавится в положении 6 часов у корня, так как гравитационные эффекты тянут полурасплавленную сварочную ванну вниз и в сторону от отверстия корня. Корректирующее действие: все сварные швы длиной более 20″ были удалены из процедуры и двухпроходные процедуры, установленные с МТ, необходимые на первых 50 сварных швах. Из 12 затронутых сварных швов все четыре прямых трубы, 3 сварных шва нижней трубы были перефабрикованы за 3 дня, коллектор прошел дополнительную 2-дневную переработку.
Тенденции и перспективы отрасли розеточной сварки: 20252026
Три значения указывают на ближайший прогноз по спецификациям сварки гнезда:
1. ASME B16.11 будет иметь новое издание, опубликованное в 2026 г. В предисловии ASME B16.11 2021 г. содержится ссылка на “ следующее издание настоящего Стандарта запланировано к публикации в 2026 г. Инженеры, использующие спецификации для закупок длиннолидерных поковок для проектов, выполняемых до 2026 г. -2027 г. должны четко указать ” или последнее издание“ в заказах на поставку, если в издании 2026 г. будут указаны изменения размеров или обновлены таблицы рейтингов давления, заказы на поставку в издание 2021 г. приведут к пробелам в спецификациях после доставки.
Внимательно следите за Страница ASME B16.11 чтобы обновленные дополнения или ошибки были объявлены в ближайшем будущем.
2. Дуплексная нержавеющая сталь теперь падает в цене, что делает более привлекательным для морских и кислой службы. NACE MR0175 специальное парциальное давление HS, превышающее другие пределы NACE HS для аустенитной нержавеющей стали, является перемещением стандартов в морских верхних частях (системы впрыска химикатов) и подводных контрольных коллекторах к гнездам сварных фитингов ASTM A182 F51 (UNS S31803) вместо стандартных материалов спецификации F316L.
Время выполнения кованых фитингов для сварки гнезд F51 от поставщиков уровня 1 составляет примерно 10-16 недель на рынке 2025 года, в отличие от примерно 4-8 недель для углеродистой стали (A105) или эквивалентов F316L. Если он F51 номер материала в системной инженерной комплектации, начните выкупать материалы до заморозки P & I.
3) Сравнительное назначение продолжает расти.Q2-Q3 2025 поиск 1 полугодие данные показывают “socket сварка vs butt weld” запросы вверх 24% YoY — твердо в соответствии со строгими инженерными исследованиями модернизации нефтеперерабатывающего завода и модульных схем сборки, где стоимость установки является критическим аспектом. Мировой рынок фитингов для торцевого сварного шва, проектируемых на уровне c.
US$2.23bn к 2026 году; капитальные проекты Азиатско-Тихоокеанского региона и Ближнего Востока, называемые “indicators” (оценка IntelMarketResearch 2025Indicative Market; надлежащий независимый аудит неясен).
Часто задаваемые вопросы
Что такое раструбный сварной шов?
Посмотреть Ответ
В чем разница между торцевой сваркой и стыковой?
Посмотреть Ответ
Является ли торцевый сварной шов угловым?
Посмотреть Ответ
Есть ли график фланцев торцевого шва?
Посмотреть Ответ
Когда НЕ следует использовать штуцеры для торцевой сварки?
Посмотреть Ответ
Зачем использовать штуцеры для швов на резьбе?
Посмотреть Ответ
Об этом руководстве
Подготовлено Балинг Сталь техническая группа. ссылки на стандарты взяты из ASME B16.11-2021, ASME B31.1-2022 (пункт 127.3 (e), 111.3.1, 122.1.1 (h)), и ASME B31.3 Данные о сбоях практиков, полученные из технической документации NRC США и форумов практикующих инженеров. Рассмотрено в сравнении с семантическими эталонами NEURONwriter для кластера ключевых слов “socket Wer”. Baling Steel производит и поставляет фитинги для сварки гнезд ASME B16.11 и фланцы для сварки гнезд ASME B16.5 в классах ASTM A105N, A182 F316L, F11 и F51 просмотрите характеристики продукта и запросите ценовое предложение.
Связанные статьи
- Сварная направляющая фланца горловины: классы давления, размеры и выбор ASME B16.5
- Типы фланцев: сварное горлышко, накладное, слепое, гнездовое сварное и нахлесточное соединение по сравнению
- Поковки из углеродистой стали ASTM A105: Руководство по механическим свойствам и спецификациям
- Поковки из сплава и нержавеющей стали ASTM A182: выбор сорта от F11 до F51
- Руководство по глухим фланцам: стандарты ASME B16.5, коэффициенты давления и марки материалов

