


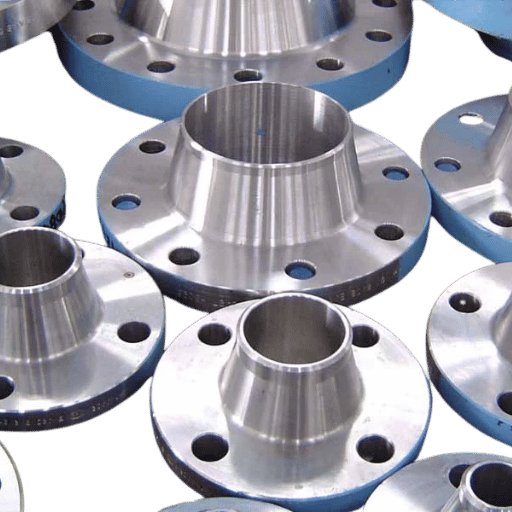
插座焊接是一種連接管道的方法,其中管端滑入配件或法蘭中加工後的後退插座,然後在配件面處圍繞其周邊進行圓角焊接。如所定義 ASME B16.11-2021 對於鍛造配件和法蘭 ASME B16.5,套筒焊接是石油和天然氣、石化、發電和水處理行業中小直徑高壓管道連接的標準方法,通常為 NPS 1/4 英寸至 2 英寸(DN 8 至DN 50),其中組裝的便利性、接頭的結構完整性和密封性都至關重要。.
【快速規格】:插座焊接
| 標準 | ASME B16.11-2021 (配件)| ASME B16.5 (法蘭) |
| 尺寸範圍 | NPS 1/8”DIFX4”(3000 級); 1/8"WHIS2"(6000 和 9000 級) |
| 壓力等級 | 3000/6000/9000 磅(配件,B16.11); 150 和 1500(法蘭,B16.5/B31.1) |
| 強制挫折 | 1/16 英吋。 (1.6 毫米)根據 ASME B31.1 段。 127.3(e)/B31.3 段。 328.5。2 |
| 焊接類型 | 圓角焊接;最小支路 = 管道標稱壁厚 (t)n) |
| 主要材料 | ASTM A105N(碳鋼)| ASTM A182 F316L(不銹鋼) |
| 避免為 | 循環/振動服務 · 食品/製藥 · 縫隙敏感介質 (Cl - > 50 ppm) · NPS > 2 英吋(一般做法) |
什麼是套筒焊接?類型、應用和行業標準
套筒焊接接頭是一個兩階段過程:將管端加工成滑動配合在配件中的圓柱形套筒孔內,一旦膨脹到適當的間隙,就在管道的圓週周圍添加連續的角焊縫。配件面。與法蘭接頭一樣,焊炬完成的焊接不能位於插座的肩部,而是承載接頭負載。肩部只是管道的支撐。.
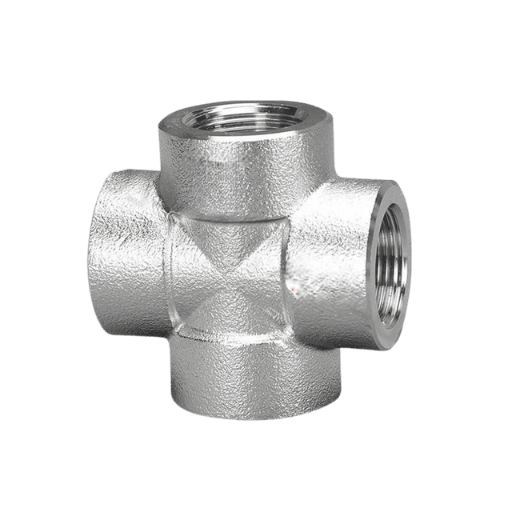
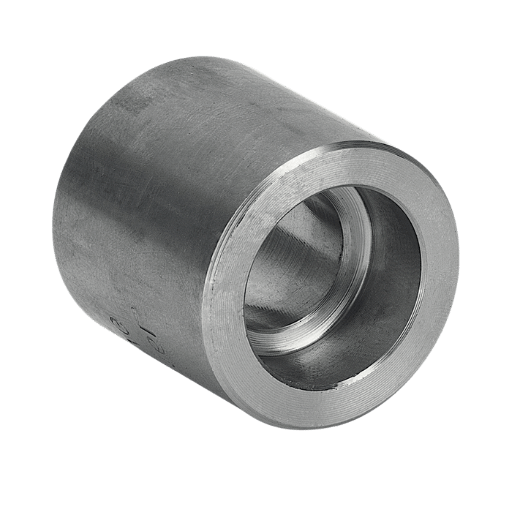
ASME B16.11 中有八種標準鍛造套筒焊接配件類型:聯軸器(全、半)、彎頭 (90 45)、三通、減速三通、十字、帽和接頭。用於石油和天然氣生產、精煉和發電的支路和運行管道系統的套筒 (Sockolets) 和支路配件 (Sockolets) 包含在 MSS SP-97 中。與鑄造替代品相比,鍛造結構賦予這些部件更精細的晶粒結構和更高的單位壁厚拉伸強度:鍛造的全部選擇 鋼製彎頭配件 和 盲板法蘭, ,可在此處取得。.
插座焊接出現在四個主要行業:
- 上游石油和天然氣:儀表集管、化學噴射管線、液壓控制系統(通常為 NPS “-1”)”
- 發電:適用 B31.1 的小口徑鍋爐給水、蒸汽冷凝水和燃油管路
- 化學加工:反應器進料和循環迴路、高壓歧管、採樣系統
- 水處理: 高壓反沖洗集管、化學劑量滑橇
“「金屬套筒焊接配件在化學加工、發電、石油和天然氣以及水處理行業的高壓管道系統中很受歡迎,原因與鋼盲法蘭和鋼彎頭管配件有許多相同的原因。套筒焊接安裝方法有優點也有缺點:
請參閱 Greg Peddie,Hayward Pipe & Supply 技術專家 ((2025 年 6 月)
工程說明:配件等級管道附表列出了採購中常見的故障點
根據 ASME B16.11-2021,3000 級配件設計適合附表 80 管道; 6000 級安裝表 160; 9000 級安裝附表 XXH(雙倍超重)。根據時間表,加工插座的孔的 ID 被切割以適應管道的 OD。訂購 6000 級配件和附表 80 孔,您就會出現不匹配:孔 ID 對於管壁來說太緊,導致管道無法就位,並且由於安裝不良而在焊接根部產生磨損應力。在每個採購訂單中,明確指定安裝等級和孔徑表表 1,例如, ‘1’ 3000 級 SW 聯軸器,孔徑 sch 80,ASTM A105N,ASME B16.11-2021。’
現場觀察:套筒焊接配件構成了煉油廠模組化滑橇的 NPS 2" 儀器和製程管道中的絕大多數接頭,其中與同等類別的凸面法蘭配件相比,盆栽鍛造體大大減少了整體佔地面積。.
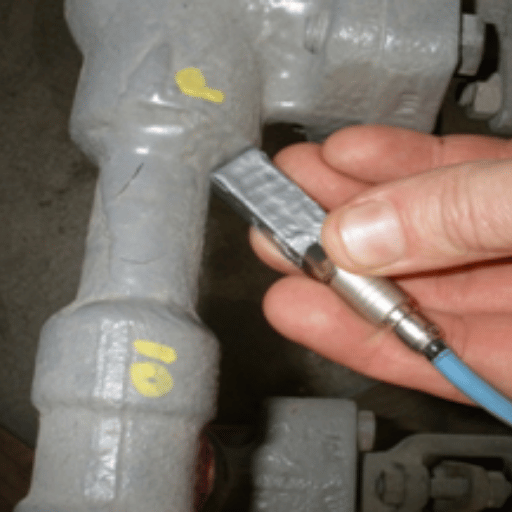
插座焊接的工作原理:強制 1/16 英吋退縮規則

決定套筒焊接接頭是否能存活 20 年,或 2 個月內破裂的一個步驟是留下 1/16 英吋。 (1.6 毫米)在焊工開始焊接之前,管端和套筒肩部之間存在膨脹間隙。當管底擱置在肩部上並被焊接時,熱膨脹會在冷卻時產生已知的鎖定軸向應力。在每個連續的熱循環下,剩餘的應力會變成疲勞裂紋的根源,而在適度循環的管道上,失效可能需要不到 12 個月的時間;
# 現場場景:$45,000 無間隙故障(休士頓,2024 年)
在休士頓的一個中型加氫裂解裝置中,維護團隊在投入使用 8 個月後,在 Schedule 80 A105 套筒焊接接頭上發現了 14 個破裂的角焊縫。冶金分析發現 ZEG 失效:焊工在黏接過程之前將管道打底至套筒肩部,然後燒入而不拉回。儘管 WPS 要求 1/16 英吋的間隙,但顯然沒有建立裝配的固定點。.
結果:3 天機組停機,$45,000 進行切割和更換維修。對策:在裝置上所有承窩焊接的現場檢查測試計劃中添加在任何黏焊之前測量和記錄的尺寸保持點間隙。.
插座焊接的正確退縮是什麼?
ASME B31.1 段。 127.3(e)和ASME B31.3paraa328.5。2 具體說明「約 1/16 英吋。 (1.6 毫米)」這個字大約不是偶然的。間隙是設計功能要求,允許在焊接熱循環期間管端熱軸向熱膨脹,不應與嚴格的尺寸檢查公差混淆。.
標準四步驟組裝程序:
- 將管端底部靠在插座肩上,並標記插入深度。.
- 在 OD 管道的承插面上劃線/標示參考線
- 將管道從底部位置縮回 1/16 英吋-1/8 英吋(1.6-3.2 毫米),也可以用於現場應用,以補償焊縫在根部冷卻過程中熱壓引起的收縮。經過。.
- 在兩個相對位置(180)進行黏焊以保持間隙,然後沉積根部焊道。.
這項重要的規範條款常常被排除在二手來源之外:B31.1 段。 127.3(e) 表示焊接後不需要存在或檢查空間」(8)。實際上,如果焊接完成時無法再測量間隙,則允許拒絕成品焊接。這是對最終結果的後端控制,其中裝配時確實存在真正的品質需求:(取決於時間的)完成不是需要控制的正確時間。.
工程說明:循環服務是什麼改變了風險狀況?
ASME B31.1 段落。 111.3。1 內容為「應特別考慮進一步限制套筒焊接管道接頭的使用,因為預計會發生溫度或壓力循環或嚴重振動,或者服務可能會加速縫隙腐蝕」該語言是建議的;在未完成的套筒焊接圓角處使用 2.1 的 SIF 意味著每個負載循環對焊趾處的實際彎曲應力應用 2.1 倍。對於每年執行數百次循環的循環管道系統,高 SIF 和標稱應力方法應用的組合會導致疲勞裂紋發生速度比按照書面預期遵循 31.3/31.1 的設計人員更快。簡單的解決方案:在已識別的循環迴路上更換對接焊縫,或訂購成品/磨削圓角焊縫(SIF 降至 ~1.3)。.
經驗豐富的管道技術人員最常見的錯誤:焊工正確標記了插座插入深度,然後在釘入之前未能將其倒出。焊接前插座焊接觸底會導致插座焊接管道系統中出現的大部分根部裂縫和針孔洩漏,這些故障通常直到管道經歷第一次完全加熱/冷卻熱循環後才表現出任何症狀。.
ASME B16.11 壓力等級:3000、6000 和 9000 解釋

雖然 ASME B16.5 中的法蘭壓力等級名稱顯示為 150、300、600。。這些符號並不轉換為 psi 中的工作壓力。 B16.11 內的承窩焊接接頭壓力等級列為 3000、6000 或 9000。這些壓力等級表示承窩孔徑,因為它們與可用的管道規格相符,而不是配件可以承受的壓力。實際允許的工作壓力取決於選定的管道規格和選定的材料/壁厚,由相關管道代碼(B31.3 或 B31.1)和 B 壓力等級符號計算。.
* 3 級插座焊接選擇矩陣 (ASME B16.11-2021)
參考:類別所需管道時間表 NPS 範圍服務匹配
| 壓力等級 | 所需的管道時間表 | NPS 範圍 | 典型應用 |
|---|---|---|---|
| 3000級 | 附表 80 | 1/8” 和 3" | 一般高壓製程;蒸氣≤600 psi;水和氣體的分配 |
| 6000 級 | 附表 160 | 1/8” 和 2" | 化學注入;高溫碳氫化合物;高壓氣體服務 |
| 9000級 | 附表 XXH(雙超重) | 1/8” 和 2" | 超高壓液壓;井口控制歧管 |
資料來源:ASME B16.11-2021,途徑 ASME。org. 透過 EngineeringToolbox 和 Bonney Forge 技術資料確認。.
三級系統確保配件插座孔和壁厚與管壁的形狀正確。為安裝 Schedule 80 管道而設計的 3000 級配件將具有合適的管道 OD 來安裝,並且能夠產生可預測的圓角焊接腿幾何形狀。為 Schedule 160 管道設計的 3000 級配件將與管壁不匹配:其孔太大,無法正確安裝,並且圓角焊接將無法將代碼指示的最小腿尺寸保持在 6 點鐘位置。.
採購時 ASTM A105 法蘭 和套筒焊接配件,始終驗證每個採購訂單的壓力等級是否與管道時間表相符。對於接近 ASME B16.5 Class 2500 的高壓服務,由於套筒圓角處的 2.1 應力增強因子,管道工程師廣泛建議從套筒焊接切換到對焊連接,這是多個工程論壇討論中記錄的建議,並且與 B31.1 一致。 111.3。1 諮詢語言。.
插座焊接與對焊:五因素技術決策矩陣
選擇正確類型的對接焊接配件而不是套筒焊接配件是規格選擇的核心,事實證明該規格選擇具有真正的成本和安全後果。當在投標階段成本過高時,由於寵物項目的偏好,會指定成本較低的選項(在本例中為大型組件成本驅動程式),從而損害整個設施的運行壽命和利潤。當成本太低時,新裝置會在嚴重服務應用中無意中造成不可逆轉的故障風險。以下五個因素包含了經驗豐富的工程師在選擇錯誤的套筒焊接決策選項時表現出一致模式的所有場景(模式詳盡地記錄在 Eng-Tips 工程論壇主題 並得到專案案例研究成本數據的支持)以下每個因素都可以根據真實的從業者經驗進行驗證。.
插座焊接:優點
- 無管端斜角,切成方形並插入
- 與 NPS 2 英吋靜態氯化物服務的對接焊接配件相比,安裝成本約 40-50%(人工:無斜角、無根通 TIG、每個接頭無 RT)
- 9000 級堅固、密封的圓角接頭
- 鍛造(整體)車身設計 比緊密的儀表歧管內的法蘭替代品安裝佔地面積更小
- 無孔隙防錯 湍流 管道末端在用螺栓固定時完全封閉在插座內
““插座焊接”:限制
- 如果類別為 6000/9000,則最大 NPS 2";如果僅類別為 3000,則最大 NPS 3"
- 管端有環形縫隙。氯化物或酸性介質中的縫隙腐蝕風險。.
- 如果 ASME B16.11 或 ASME B16.5 6000/9000 級法蘭法蘭為(根據我的研究)NPS 2",則帶套筒焊接配件的最大 NPS 為 NPS 2"。當 3000 級法蘭為(根據我的研究)NPS 3"時,帶套筒焊接配件的最大 NPS。.
- 如何避免焊接 SIF 2.1 @未斜接的焊趾
- 不適合食品、藥品或泥漿服務(衛生)
- 如何降低焊接插座的射線照相檢查發現「即將發生的事故」晶間孔隙率缺陷的可能性。.
| 因素 | 套筒焊接 | 對焊 |
|---|---|---|
| 1。 管道尺寸 | NPS ≤2″(≤3″僅適用於3000級) | 所有 NPS (ASME B16.9) |
| 2。 結束準備 | 無需方形切割 | 需要斜角+根面 |
| 3。瀕死體驗方法 | VT + MPI 或 PT; RT 不切實際 | RT/UT/VT 2 所有適用方法 |
| 4。縫隙/衛生 | 存在不適合食品、藥品或漿料的環形縫隙 | 全穿透孔,無縫隙 |
| 5. 安裝成本(NPS ≤2″) | ~40 dos50% 較低 1 個沒有斜角、沒有根通 TIG、MPI ~$120/接頭與 RT $800/接頭 | 基線成本; RT 佔每個接頭總焊接成本的約 60% |
決策架構:套筒焊接與對接焊接
為什麼不建議使用套筒焊接配件作為嚴重循環載荷或機械振動條件的解決方案,因此可以透過選擇大直徑對接焊接配件來緩解焊接圓角趾部的疲勞裂紋萌生問題。.
當以下情況時使用插座焊接:NPS 2" 且服務是非循環、非振動且無縫隙腐蝕風險(Cl > 50 ppm,無 H2S),且所有者/規範不需要 RT
【規格場景】2,000 連接液化天然氣計量滑移(阿曼,2025 年)
當以下情況使用對焊: 合約要求 NPS > 2” 或 RT/UT 檢查,或食品、藥品或泥漿管道服務或存在嚴重的循環或振動負載條件(ASME B31.3 定義的"嚴重循環條件")
一名液化天然氣接收站專業設備採購工程師在缺氧沙漠中的新計量和流量控制站指定了 2,000 個小孔 NPS ” 至 1' 連接。由於服務是靜態的(在壓力下),並且客戶不需要對承窩焊接進行射線照相,因此所有連接都使用承窩焊接配件。除了翻轉物料清單以切換整個批次之外,沒有任何變化 對接至套筒焊接配件, 1,由於斜角準備成本、TIG 根通啟動和每個連接的射線照相的損失,該專案比原始安裝成本估算節省了 43%。在成書之前,同一專案勞動單位費率表已確認此影響。.
套筒焊接法蘭 vs。. 焊接頸部法蘭:指定哪一個?

欲了解詳情 套筒焊接配件規格 包括尺寸表和材料選項,請參閱巴林鋼產品頁面。.
套筒焊接法蘭和 焊接頸部法蘭 在任何給定的 ASME B16.5 等級內共享相同的螺栓圓、面對尺寸和壓力-溫度額定值。差異在於它們如何連接到管道 1,這種差異對檢查能力、疲勞性能和管道代碼的最大允許管道尺寸有直接影響。.
| 參數 | 套筒焊接法蘭 | 焊接頸部法蘭 |
|---|---|---|
| 附件焊接 | 1 角焊縫,管道外部 | 全穿透對接焊接 |
| 管道準備 | 無(方形切割) | 需要斜角 |
| 最大 NPS(根據 ASME B31.1 第 122.1。1 (h) 段) | NPS 3 英吋(600 級及以下); NPS 2½ 英吋(1500 級) | 無限 |
| 實際壓力等級 | 150級-1500級; 2500級在實務上很少見 | 150 級 DIS2500 |
| 瀕死體驗方法 | VT/MPI/PT | RT/UT/VT/MPI |
| 應力傳遞到管道 | 間接通過圓角幾何形狀 | 直接與管壁一體成型(最強) |
| 最佳應用 | NPS ≤2″,靜態服務,等級≤600 | 所有尺寸和壓力;循環、有毒或關鍵服務 |
套筒焊接法蘭有時間表嗎?
對於承插焊接法蘭,沒有‘法蘭表’,只有孔表BASE,即加工到承插輪轂中的孔徑。孔表必須與所連接管道的外徑相對應。儘管兩個法蘭名義上均為 NPS 1,但用於 Schedule 80 管道的 300 SW 型法蘭的 ID 略小於用於 Schedule 40 管道的孔的 ID。.
未能將管壁厚度與孔徑表相匹配會導致管子無法進入插座或鬆散地放置在插座中,並進行‘穴居人配合’,從而導致夾頭焊接的腿長不相等,並且可能在一側有一個未熔合的焊道。接頭的側面。明確:‘1’ 300 級 SW 法蘭,孔 Sch 80,ASME B16.5,ASTM A105N'
有關工作面類型選擇(凸面、平面、環形接頭)和按材料組劃分的詳細壓力-溫度評級,請參閱完整指南 焊接頸法蘭和法蘭壓力等級. 有關所有法蘭類型(包括套穿式和盲式)的比較,請參閱 法蘭類型選擇指南.
插座焊接材料等級:A105、A182 F316L 和合金選擇

套筒焊接配件和法蘭均經過鍛造,其合金規格符合 ASTM 鍛造標準,而不是 ASTM 管道標準。至少,WPS 必須與不同的配件和管道合金等級一致。相同的配件合金等級和管道合金等級不匹配,例如105碳鋼配件和A312 TP316L不銹鋼管,需要單獨的WPS資格和橋接填充合金選擇。.
| 等級 | ASTM 標準 | 最小產量/UTS | 溫度範圍 | 主要用途 |
|---|---|---|---|---|
| A105N | ASTM A105 | 36 ksi/70 ksi (250 /485 MPa) | 溫度 20°F 至 800°F(溫度 29°C 至 427°C) | 油、氣、水、蒸氣≤600psi;與 A106 Gr。 成對。 B管 |
| A182 F316L | ASTM A182 | 25 ksi/70 ksi (170 /485 MPa) | 每 B31.3 °F 至 800°F(從 196°C 至 427°C) | 化學、氯化物服務;低 C 可防止焊接敏化 |
| A182 F11 | ASTM A182 | 30 ksi/60 ksi (205 /415 MPa) | 至 1100°F (593°C) | 高溫蒸汽和煉油服務(11⁄4Cr °F½Mo 合金) |
| A182 F51(雙工) | ASTM A182 | 65 ksi/90 ksi (450 /620 MPa) | 至 600°F (316°C) | 離岸酸服務;根據 NACE MR0175,含有 H2S 的環境 |
F316L 與 F316 相比,“L”在焊接中的重要性:L 級將碳限制在最大 0.03%(標準 316 允許 0.08%)。碳的增加導致在 480-820 攝氏度焊接熱循環 (稱為敏化 (sensitization)) 期間晶界處碳化鉻沉澱,在此期間鉻從晶界區域排出,從而降低耐腐蝕性。如果要安裝任何套筒焊接配件 不銹鋼管道 F316L 輸送腐蝕性介質時無需焊接後溶液退火,是標準 F316 的正確規格。.
在使用碳鋼管線的情況下 ASTM A106 B 級管道, ,A105N是等效的匹配鍛造材料。 “N”後綴表示歸一化熱處理,ASME B 16.5 中針對 -20F 以下的法蘭和 B31.3 的特定 M 類(致命/可燃)流體服務指定。.
套筒焊縫檢查、測試和維護
套筒焊接過程產生的接頭幾何形狀對無損檢測施加了自然限制。了解哪些瀕死體驗方法是有效的,哪些不是,可以避免昂貴的規範衝突,即所有者規範要求對所有焊接進行射線照相測試,而不考慮套筒焊接的幾何形狀。驗證套筒焊接後的焊接完整性需要與全穿透對焊所使用的工具不同的工具,不熟悉這種區別的承包商經常過度指定 RT,從而在不提高檢測能力的情況下增加成本。這 美國核子管理委員會 已記錄 ASME 1 級小孔核管的套筒焊接疲勞故障,並指出接頭有限的 NDE 可檢查性導致延遲檢測疲勞損傷累積。.
你能用插座焊接進行 X 光檢查嗎?
從技術上講,是的,但很少有用。當梁穿過承窩焊接接頭時,它會穿過兩層重疊材料:承窩內的管壁及其周圍的安裝牆。影片顯示了兩幅影像疊加,無法辨識焊接根部品質與背景密度。這些是套筒焊接 RT 作為 ASMEB31.3 B31.1 專案要求的幾何限制。因此,作為大多數 ASME B31 專案規範的預設值,需要更複雜解釋的套筒焊接 NDE 僅限於目視檢查 (VT) 和 MPI 或 PT。.
特定 RT 應用:焊接前的射線照相可以透過在實心管端發現精緻的輪廓來驗證 1/16 英吋間隙。一旦存在圓角,就無法實現焊接後 RT 間隙驗證。該規範沒有規定焊接後驗證要求,裝配是品質控制點,而不是完成的焊接。.
| 方法 | 它檢測到什麼 | SW 適用性 | 代碼參考 |
|---|---|---|---|
| VT(視覺) | 表面幾何形狀、焊接尺寸、輪廓 | 【主要方法】 | ASME B31.1/B31.3 |
| MPI(磁性粒子) | 表面和近表面裂縫 | 【僅好二價鐵磁性材料】 | ASME B31.3 段。 344.3 |
| PT(液體滲透劑) | 開放表面不連續性 | ' 好的,所有材料,包括 SS | ASME 第五節第 6 條 |
| RT(放射線照相) | 地下空隙、孔隙率 | ““限制” “限制” he 疊加重疊幾何形狀的圖像 | ASME 第五節第 2 條 |
長期管理:管端的環形縫隙區域是侵蝕性介質中腐蝕的場所。在氯化物含量可能超過 50ppm 的服務中,外部圓角焊接腳趾的調度術語 VT 縫隙侵蝕可能會損害焊接下方的母體金屬,直到明顯的壁面損失明顯為止。如果縫隙區域是特定於服務的風險,請指定兩次圓角焊接(填充開放的圓週排列)以關閉縫隙,或在執行階段將連接類型變更為插座對接焊接。.
檢驗場景:製造車間單程故障(釜山,2025 年)
在釜山一家製造車間進行水壓測試後,一名 QC 檢查員觀察到不銹鋼製程歧管(20 英吋管道上)內的 500 個承窩焊接中有 12 個在焊趾處表現出 PT 指示。根部原因:焊工試圖透過使用單通道方法來最大限度地減少循環時間。 Schedule 80 壁厚管上的單通道焊接在根部 6 點鐘位置不會熔化,因為重力效應將半熔融焊池向下拉出並遠離根部開口。修正作用:從程序中刪除所有長度超過 20 英吋的焊接,並在前 50 次焊接時建立 MT 所需的雙通道程序。在受影響的 12 個焊接中,所有 4 個直管、3 個下管焊接均在 3 天內重新製造,歧管又經過了 2 天的返工。.
套筒焊接趨勢與產業展望:2025 年 -2026 年
三個值顯示了套筒焊接規格的近期前景:
1. ASME B16.11 將於 2026 年發布新版本。ASME B16.11 2021 前言提到「本標準的下一版計劃於 2026 年發布」。工程師使用採購長鉛鍛件的規範,為2026-2027年執行的項目明確說明採購訂單中的“或最新版本”,如果2026年版本指定尺寸變化或更新壓力評級表,則2021年版本的採購訂單將導致交貨時出現規格差距。.
密切注意 ASME B16.11 頁 更新後的附錄或勘誤表將在不久的將來公佈。.
2. 雙相不銹鋼現在成本下降,對海上和酸服務更具吸引力。 NACE MR0175 特殊 HS 分壓超過奧氏體不銹鋼的其他 NACE HS 限制,正在將海上頂部(化學注入系統)和海底控制歧管的標準移至 ASTM A182 F51 (UNS S31803) 套筒焊接配件,而不是標準 F316L 規格材料。.
2025 年市場上,一級供應商鍛造 F51 套筒焊接配件的交貨時間約為 10-16 週,而碳鋼 (A105) 或 F316L 等效產品的交貨時間約為 4-8 週。如果系統工程包中的材料數量為 F51,請在 P&ID 凍結之前開始買斷材料。.
3) 比較目的持續成長。 2025 年第二季至第三季搜尋第一個半年數據顯示,「套筒焊接與對接焊接」查詢24% YoY 堅定地符合煉油廠升級和模組化建造方案的嚴格工程檢查,其中安裝成本是一個關鍵方面。套筒焊接配件的全球市場預計為 c。.
到 2026 年,US$223 億;亞太和中東資本項目被稱為「指標」(IntelMarketResearch 2025 指示性市場估計;到期獨立審計不清楚)。.
常見問題
什麼是套筒焊接?
查看答案
插座焊接和對焊有什麼不同?
查看答案
套筒焊接是圓角焊接嗎?
查看答案
套筒焊接法蘭有時間表嗎?
查看答案
什麼時候不應該使用插座焊接配件?
查看答案
為什麼要在螺紋配件上使用套筒焊接配件?
查看答案
關於本指南
由準備 巴陵鋼 技術團隊。標準參考來自 ASME B16.11-2021、ASME B31.1-2022(第 127.3 (e)、111.3。1、122.1。1 (h) 段)和 ASME B31.3 製程管道。從業者故障資料來自美國 NRC 技術文件和工程從業者論壇。根據「插座焊接」關鍵字叢集的 NEURONwriter 語意基準進行審查。巴林鋼生產和供應 ASTM A105N、A182 F316L、F11 和 F51 等級的 ASME B16.11 插座焊接配件和 ASME B16.5 插座焊接法蘭 查看產品規格並索取報價.

