


La saldatura a presa è un metodo per unire il tubo in cui l'estremità del tubo scorre in una presa di arresto lavorata in un raccordo o flangia, e viene quindi saldato il filetto attorno al suo perimetro sulla faccia del raccordo. Come definito da ASME B16.11-2021 per raccordi forgiati e ASME B16.5 per flange, saldatura a presa è il metodo standard per collegamenti di tubi di piccolo diametro e ad alta pressione nelle industrie petrolifere e del gas, petrolchimiche, di generazione di energia e di trattamento dell'acqua, tipicamente NPS da 1⁄4 a 2 ”(DN da 8 a DN 50) dove la facilità di adattamento strutturale del giunto e la tenuta sono tutte fondamentali.
Specifiche rapide: Saldatura con presa
| Standard | ASME B16.11-2021 (raccordi) | ASME B16.5 (flange) |
| Gamma di dimensioni | NPS 1⁄8 4 ”(Classe 3000); 1⁄8 2 ”(Classe 6000 e 9000) |
| Classi di Pressione | 3000/6000/9000 lb (raccordi, B16.1); 1501500 (flange, B16.5/B31.) |
| Incasso Obbligatorio | 1/16 pollici. (1,6 mm) per ASME B31.1 par. 127.3(e)/B31.3 par. 328.5.2 |
| Tipo di saldatura | Saldatura del filetto; gamba minima = spessore nominale della parete del tubo (tn) |
| Materiali primari | ASTM A105N (acciaio al carbonio) | ASTM A182 F316L (acciaio inossidabile) |
| Evitare Per | Servizio ciclico/vibrazione · cibo/farmaceutica · terreni sensibili alle fessure (Cl - > 50 ppm) · NPS > 2″ (pratica generale) |
Cos'è la saldatura a presa? Tipi, applicazioni e standard di settore
Un giunto di saldatura a presa è un processo a due fasi: l'estremità del tubo viene lavorata per adattarsi allo slittamento all'interno del foro di una presa cilindrica nel raccordo e, una volta e×panded allo spazio appropriato, viene aggiunta una saldatura continua del filetto attorno alla circonferenza del tubo in corrispondenza della faccia del raccordo. La saldatura finita con torcia non può essere posizionata nella spalla della presa, come con i giunti flangiati, ma trasporta il carico del giunto. La spalla è semplicemente un backstop per il tubo.
Ci sono otto tipi standard di raccordi di saldatura a presa forgiata trovati in ASME B16.11: giunti (pieni, metà), gomiti (90 45), tee, riducenti tee, croci, cappucci e unioni. S.morse (rami) raccordi per sistemi di tubazioni ramificate e di corsa utilizzati nella produzione di petrolio e gas, e la produzione di energia sono coperti da MSS SP-97. La costruzione forgiata fornisce a questi componenti una struttura a grana più fine e una maggiore resistenza alla trazione per unità di spessore della parete rispetto alle alternative fuse: selezione completa di forgiati raccordi a gomito in acciaio E flange cieche, disponibile qui.
La saldatura a presa appare in quattro settori principali:
- Collettori di strumentazione Oil & gas upstream, linee di iniezione chimica, sistemi di controllo idraulico tipicamente NPS “-1”
- Generazione di energia: acqua di alimentazione della caldaia, condensa di vapore e linee di olio combustibile in percorsi di piccolo calibro in cui si applica B31.1
- Lavorazione chimica: circuiti di alimentazione e riciclo del reattore, collettori ad alta pressione, sistemi di campionamento
- Trattamento dell'acqua: intestazioni di controlavaggio ad alta pressione, skid di dosaggio chimico
“I raccordi per saldatura a presa metallica sono popolari nei sistemi di tubazioni ad alta pressione nei settori della lavorazione chimica, della produzione di energia, del petrolio e del gas e del trattamento dell'acqua per molti degli stessi motivi delle flange cieche in acciaio e dei raccordi per tubi a gomito in acciaio. Ci sono sia vantaggi che svantaggi nel metodo di raccordo della saldatura a presa:
Greg Peddie, specialista tecnico Hayward Pipe & Supply (Giugno 2025)
Nota tecnica: Programma dei tubi di classe Fitting un punto di guasto comune nell'approvvigionamento
Secondo ASME B16.11-2021, i raccordi della classe 3000 sono progettati per adattarsi al tubo programma 80; programma di adattamento della classe 6000 160; la classe 9000 si adatta alla Tabella XXH (doppio extra pesante). L'ID del foro in cui è lavorata la presa viene tagliato per adattarsi alla diametro esterno del tubo secondo tale programma Ordinare un raccordo di classe 6000 e programmare il foro 80, e avrai una mancata corrispondenza: l'ID del foro sarà troppo stretto per la parete del tubo, impedendo al tubo di sedersi e creando una sollecitazione di usura alla radice di saldatura a causa del cattivo adattamento. In ogni ordine di acquisto, specificare chiaramente la classe di raccordo e il programma del foro ‘1’, accoppiamento classe 3000 SW, foro sch 80, ASTM A105N, ASME B16.11-2021.'
Osservazione sul campo: i raccordi di saldatura a presa costituiscono la stragrande maggioranza dei giunti nella strumentazione NPS 2" e nelle tubazioni di processo dei pattini modulari della raffineria, in cui il corpo forgiato in vaso riduce considerevolmente l'impronta complessiva rispetto ai raccordi flangiati a faccia rialzata di classe equivalente.
Come funziona la saldatura della presa: la regola di arresto obbligatoria di 1/16″

Un passo che decide se un giunto di saldatura a presa sopravviverà 20 anni, o si creperà in 2 mesi, è lasciare un 1/16 di pollice. (1,6 mm) spazio di espansione tra l'estremità del tubo e la spalla della presa prima che la saldatrice avvii una saldatura su di esso. Quando il fondo del tubo poggia sulla spalla ed è saldato, la dilatazione termica crea una nota sollecitazione assiale bloccata al momento del raffreddamento. Lo stress residuo diventa un progenitore della cricca da fatica sotto ogni ciclo termico consecutivo e su tubazioni che cicli moderatamente, il cedimento può richiedere meno di 12 mesi;
Scenario sul campo: il fallimento senza gap $45.000 (Houston, 2024)
In un'unità idrocracker di medie dimensioni a Houston, un team di manutenzione ha scoperto 14 saldature di filetti incrinati su giunti di saldatura a presa ” Schedule 80 A105 8 mesi dopo essere stati messi in servizio. L'analisi metallurgica ha identificato uno ZEG difettoso: i saldatori avevano toccato il fondo del tubo fino alla spalla della presa prima del processo di fissaggio, e poi bruciavano senza tirarsi indietro. Sebbene il WPS richieda 1/16" di spazio vuoto, apparentemente non è stato stabilito alcun punto di attesa per l'installazione.
Risultato: arresto dell'unità di 3 giorni e $45.000 in riparazioni taglia e sostituisci La contromisura: aggiunta di un punto di attesa dimensionale-gap misurato e registrato prima di qualsiasi saldatura di punti di virata ("address") al piano di prova di ispezione sul campo per tutte le saldature a presa sull'unità.
Qual è il set posteriore giusto per una saldatura a presa?
ASME B31.1 par. 127.3(e) eASME B31.3paraa32.5.2specifica”circa 1/16 pollici. (1,6 mm)” 8. Lo stato specifico della parola circa non è accidentale. Lo spazio è un requisito funzionale di progettazione che consente la dilatazione termica assiale termica dell'estremità del tubo durante il ciclo termico di saldatura e non deve essere confuso con una stretta tolleranza di ispezione dimensionale.
La procedura di allestimento standard in quattro fasi:
- Chiudere il fondo dell'estremità del tubo contro la spalla della presa e segnare la profondità di inserimento.
- Scrivere/indicare una linea di riferimento sulla faccia della presa del tubo OD
- Retrarre il tubo di 1/16″- 1/8″ (1,6-3,2 mm dalla posizione di fondo 1/8 "potrebbe essere utilizzato in campo per compensare la contrazione termicamente indotta della saldatura mentre viene raffreddata durante il passaggio della radice.
- Di saldatura ad appiccicosità in due posizioni opposte (180) per mantenere lo spazio e quindi depositare il passaggio della radice.
Questa importante disposizione del codice viene spesso esclusa dalle fonti secondarie: B31.1 par. 127.3 (e) afferma che lo spazio “non deve essere presente o controllato dopo la saldatura,” (8). In termini pratici, ciò consente di respingere la saldatura finita se lo spazio non può più essere misurato al termine della saldatura. Si tratta di un controllo back-end su un risultato finale in cui esisteva la reale necessità di qualità al momento dell'allestimento: la finitura (dipendente dal tempo) non è il momento giusto per richiedere la necessità di controllo.
Nota ingegneristica: cos'è il servizio ciclico che altera il profilo di rischio?
ASME B31.1 par. 111.3.1 legge ” particolare considerazione dovrebbe essere data all'ulteriore limitazione dell'uso di giunti di tubazioni saldati con presa in cui si prevede che si verifichino cicli di temperatura o pressione o forti vibrazioni o dove il servizio può accelerare la corrosione interstiziale ” Il linguaggio è consultivo; l'uso di un SIF di 2.1 su un filetto di saldatura a presa non finito significa che ciascun ciclo di carico applica un fattore 2,1 alla sollecitazione di flessione effettiva al dito della saldatura. Per i sistemi di tubazioni cicliche che eseguono più di poche centinaia di cicli all'anno, la combinazione di un SIF elevato e applicazioni del metodo di sollecitazione nominale fa sì che la rottura per fatica si verifichi più velocemente di un progettista successivo a 31,3/31,1 come ci si potrebbe aspettare. La soluzione semplice: cambiare con una saldatura di testa sui circuiti ciclici identificati o ordinare una saldatura finita di filetto/masticato (SIF fino a ~1,3).
L'errore più comune commesso da tecnici esperti di tubazioni: i saldatori segnano correttamente la profondità di inserimento della presa, quindi non riescono a tirarla indietro prima della virata Le saldature della presa con il fondo prima della saldatura causano la maggior parte delle crepe radicali e delle perdite del foro stenopeico osservate nei sistemi di tubazioni di saldatura della presa. Guasti che in genere non mostrano alcun sintomo fino a quando la tubazione non subisce il primo ciclo termico completo di riscaldamento/raffreddamento.
Classi di pressione ASME B16.11: spiegate 3000, 6000 e 9000

Mentre le designazioni delle classi di pressione della flangia in ASME B16.5 appaiono come 150, 300, 600... questi simboli non si traducono in pressioni di esercizio in psi Le classi di pressione del raccordo di saldatura della presa all'interno di B16.11 sono elencate come 3000, 6000 o 9000. Queste classi di pressione indicano il diametro del foro della presa, poiché sono abbinate ai programmi dei tubi disponibili: non quanta pressione può sopportare il raccordo La pressione di esercizio effettiva consentita dipende dal programma del tubo selezionato e dallo spessore del materiale/parete selezionato, come calcolato dal relativo codice della tubazione B31.3 o B31.1- e dal simbolo della classe di pressione B.
La matrice di selezione della saldatura con presa a 3 classi (ASME B16.11-2021)
Riferimento: Classe richiesta Programma del tubo NPS Range Service Match
| Classe di pressione | Programma pipe richiesto | Gamma NPS | Applicazione Tipica |
|---|---|---|---|
| Classe 3000 | Programma 80 | 1⁄8 ”, 3" | Processo generale ad alta pressione; vapore ≤ 600 psi; distribuzione di acqua e gas |
| Classe 6000 | Programma 160 | 1⁄8 ″2″” | Iniezione chimica; idrocarburo ad alta temperatura; servizio gas ad alta pressione |
| Classe 9000 | Programma XXH (doppio extra pesante) | 1⁄8 ″2″” | Idraulico ad altissima pressione; collettori di controllo della testa pozzo |
Fonte: ASME B16.11-2021 tramite ASME.org. Confermato tramite i dati tecnici di EngineeringToolbox e Bonney Forge.
Il sistema a tre classi garantisce che il foro della presa di montaggio e lo spessore della parete siano la forma corretta per la parete del tubo Un raccordo di Classe 3000 realizzato per adattarsi al tubo Schedule 80 avrà il diametro esterno del tubo giusto per adattarsi ed essere in grado di produrre una geometria prevedibile della gamba di saldatura del filetto Un raccordo di Classe 3000 progettato per il tubo Schedule 160 non corrisponderà correttamente alla parete del tubo: il suo foro sarà troppo grande, non sarà posizionato correttamente e la saldatura del filetto non sarà in grado di mantenere la dimensione minima della gamba indicata dal codice in posizione a ore 6.
Quando si procura flange ASTM A105 e raccordi di saldatura a presa, verificare sempre che la classe di pressione corrisponda al programma del tubo su ogni ordine di acquisto Per il servizio ad alta pressione che si avvicina ad ASME B16.5 Classe 2500, gli ingegneri delle tubazioni raccomandano ampiamente il passaggio dalla saldatura a presa alle connessioni butt-weld a causa del fattore di intensificazione dello stress 2.1 al filetto della presa (raccomandazione documentata in più discussioni di ingegneria) e coerente con B31.1 par. 111.3.1 linguaggio consultivo.
Saldatura a presa contro saldatura di testa: una matrice decisionale tecnica a 5 fattori
La scelta del giusto tipo di raccordo per saldatura di testa piuttosto che di raccordo per saldatura a presa è al centro di una scelta di specifiche che ha dimostrato di avere conseguenze reali in termini di costi e sicurezza Quando resa troppo costosa nella fase di offerta, l'opzione a basso costo (un driver di costo di un grande componente, in questo caso) è stata specificata a causa delle preferenze del progetto pet a scapito della vita operativa complessiva della struttura e del profitto Quando resa troppo economica, la nuova installazione ha involontariamente creato un rischio di guasto irreversibile nell'applicazione di servizi severi I cinque fattori seguenti incorporano ogni scenario in cui ingegneri esperti hanno mostrato un modello coerente di scelta dell'opzione decisionale sbagliata presa-saldatura (modelli esaurientemente documentati in Discussioni del forum di ingegneria Eng-Tips e supportato da casi di studio del progetto (dati sui costi) (ogni fattore riportato di seguito può essere verificato rispetto all'esperienza reale del professionista.
ages Saldatura a presa: vantaggi
- Nessun tubo-estremità smussato tagliato quadrato e inserito
- ~40-50% meno costo installato di un raccordo di saldatura testa a testa per il servizio di cloruro statico NPS 2″ (lavoro: nessun smusso, nessun TIG root-pass, nessun RT per giunto)
- Giunto per filetto resistente e a tenuta stagna attraverso la Classe 9000
- Forgiato (integrale) Body Design (Integrale) meno ingombro di installazione rispetto alle alternative flangiate all'interno di collettori di strumenti stretti
- Nessun borescope Disadattamento del tubo Terminale completamente racchiuso all'interno della presa quando imbullonato
️ Saldatura a presa: limitazioni
- Max NPS 2″ se Classe 6000/9000 o NPS 3 se solo Classe 3000
- Cre anulare all'estremità del tubo. rischio di corrosione interstiziale del cloruro o dei mezzi acidi.
- NPS massimo con raccordo di saldatura a presa se la flangia flangiata ASME B16.11 o ASME B16.5 Classe 6000/9000 è (secondo la mia ricerca) NPS 2″. NPS massimo con raccordo di saldatura a presa quando la flangiatura di classe 3000 è (secondo la mia ricerca) NPS 3″.
- Come evitare una saldatura SIF 2.1 @ la punta della saldatura non smussata
- Non adatto per servizi alimentari, farmaceutici o liquami (igiene)
- Come mitigare la probabilità che l'ispezione radiografica della presa saldata trovi un incidente di “ in attesa che si verifichi, un difetto di porosità intergranulare di”.
| Fattore | Saldatura a presa | Saldatura di testa |
|---|---|---|
| 1. dimensione del tubo | NPS ≤ 2″ (≤ 3″ solo per la Classe 3000) | Tutte le NPS (ASME B16.9) |
| 2. Preparazione finale | Nessuno ha richiesto un taglio quadrato | Smusso + faccia della radice richiesto |
| 3. Metodo NDE | VT + MPI o PT; RT poco pratico | RT/UT /UT /TUtti i metodi applicabili |
| 4. Crevice/igiene | Esiste una fessura anulare NON adatta per cibo, prodotti farmaceutici o liquami | Piena penetrazione (foro liscio), nessuna fessura |
| 5. costo installato (NPS ≤ 2″) | ~40 50% inferiore (no beveling), no root-pass TIG, MPI ~$120/joint vs RT $800/joint | Costo di base; RT rappresenta ~60% del costo totale della saldatura per giunto |
Quadro decisionale: saldatura a presa contro saldatura di testa
Perché i raccordi di saldatura a presa non sono raccomandati come soluzione a condizioni di carico ciclico o vibrazioni meccaniche severe. Il problema dell'innesco di cricche da fatica sulla punta del filetto di saldatura può essere mitigato scegliendo un raccordo di saldatura di testa di grande diametro.
Utilizzare Socket Weld quando: NPS 2″ E il servizio non è ciclico, non vibrante E nessun rischio di corrosione interstiziale (Cl > 50 ppm, nessun H2S) E RT non è richiesto dal proprietario/specifica
Scenario delle specifiche: Skid di misurazione del GNL da 2.000 connessioni (Oman, 2025)
Utilizzare Butt Weld quando: NPS > 2″ O L'esame RT/UT sarà contrattualmente richiesto OPPURE servizio di condutture alimentari, farmaceutiche o di liquami OPPURE esistono condizioni di carico ciclico o di vibrazione severe (”artevere condizioni cicliche” come definite da ASME B31.3)
Un ingegnere specializzato nell'approvvigionamento di apparecchiature per terminali GNL aveva specificato 2.000 connessioni NPS ” a 1 "di piccolo calibro in una nuova stazione di misurazione e controllo del flusso in un deserto impoverito di ossigeno Poiché il servizio era statico (sotto pressione) e il cliente non aveva alcun requisito per la radiografia delle saldature a presa, tutti i collegamenti utilizzavano raccordi di saldatura a presa. Senza alcuna modifica se non quella di invertire la distinta base da cui commutare l'intero lotto raccordi di saldatura testa a testa, il progetto ha salvato 43% dalla stima originale dei costi installati a causa della perdita dei costi di preparazione dello smusso, dell'avvio del root-pass TIG e della radiografia su ogni connessione L'effetto è stato confermato sullo stesso programma di tariffa unitaria del lavoro del progetto prima di colpire il libro.
Flange di saldatura a presa vs. Flange a collo saldato: Quale Specificare?

Per dettagli su specifiche dei raccordi di saldatura a presa incluse le tabelle dimensionali e le opzioni dei materiali, vedere la pagina del prodotto Baling Steel.
Flange di saldatura a presa e flange del collo di saldatura condividi lo stesso cerchio-otturatore, dimensioni di fronte e valori di pressione-temperatura all'interno di una determinata classe ASME B16.5. La differenza è il modo in cui si attaccano al tubo e tale differenza ha implicazioni dirette sulla capacità di ispezione, sulle prestazioni di fatica, sulla dimensione massima consentita del tubo in base al codice della tubazione.
| Parametro | Flangia di saldatura a presa | Flangia del collo saldata |
|---|---|---|
| Saldatura di attacco | 1 filetto saldato, esterno del tubo | Saldatura di testa a penetrazione completa |
| Preparazione tubi | Nessuno (taglio quadrato) | Smusso richiesto |
| NPS massimo (secondo ASME B31.1 par. 122.1.1(h)) | NPS 3″ (Classe 600 e inferiori); NPS 2½” (Classe 1500) | Illimitato |
| Classi di pressione pratiche | Classe 1500; Classe 2500 rara nella pratica | Classe 1500 Classe 1500 |
| Metodi NDE | VT/MPI/PT | RT/UT/VT/MPI |
| Trasferimento dello stress al tubo | Geometria indiretta del filetto | Diretto – integrale con parete a tubo |
| Migliore applicazione | NPS ≤ 2″, servizio statico, Classe ≤ 600 | Tutte le dimensioni e pressioni; servizio ciclico, tossico o critico |
Le flange di saldatura dell'incavo hanno un programma?
Per le flange di saldatura a presa non esiste un ‘programma della flangia’, solo il programma del foro 80 è lavorato, il diametro del foro nel mozzo della presa deve corrispondere al diametro esterno del tubo da unire Una flangia Classe 300 SW forata per il tubo Schedule 80 ha un ID leggermente più piccolo di uno forato per il tubo Schedule 40, nonostante entrambe le flange siano nominalmente NPS 1.
Non riuscendo a far corrispondere lo spessore della parete del tubo con il programma del foro, il tubo non riesce a entrare nella presa o si siede liberamente nella presa con un ‘caveman fit’, risultando in una saldatura a filetto con lunghezze delle gambe disuguali e possibilmente un tallone non fuso su un lato del giunto Essere espliciti: ‘1 ’Flangia SW Classe 300, foro Sch 80, ASME B16.5, ASTM A105N'
Per la selezione del tipo di viso (faccia sollevata, faccia piatta, giunto del tipo ad anello) e valutazioni dettagliate pressione-temperatura per gruppo di materiali, consultare la guida completa a flange del collo saldate e classi di pressione delle flange. Per un confronto tra tutti i tipi di flangia, inclusi slip-on e blind, vedere il guida alla selezione dei tipi di flangia.
Gradi del materiale della saldatura della presa: A105, A182 F316L & selezione della lega

Saldatura a presa f e flange sono per i raccordi ASTLie specifiche sono secondo ASTM standard di forgiatura invece di ASTM standard di tubi Come minimo, il WPS deve essere coerente con il raccordo diverso e gradi di lega del tubo Lo stesso raccordo di grado di lega e tubo di lega disadattamento, ad esempio un raccordo in acciaio al carbonio 105 e il tubo inossidabile A312 TP316L, richiede una qualifica WPS separata con una selezione di lega di riempimento a ponte.
| Grado | Norma ASTM | Rendimento minimo/UTS | Gamma Temperatura | Uso primario |
|---|---|---|---|---|
| A105N | ASTM A105 | 36 ksi/70 ksi (250/485 MPa) | 200 °F a 80 °F (29 °C a 4 °C) | Petrolio, gas, acqua, vapore ≤ 600 psi; si accoppia con tubo A106 Gr. B |
| A182F316L | ASTM A182 | 25 ksi/70 ksi (170/485 MPa) | 3 °C a 800 °F (da 3 °C a 427 °C) per B31.3 | Chimico, servizio di cloruro; basso-C impedisce la sensibilizzazione della saldatura |
| A182F11 | ASTM A182 | 30 ksi/60 ksi (205/415 MPa) | A 593 °C (1100 °F) | Servizio di vapore e raffineria ad alta temperatura (lega 11⁄4C - ½Mo) |
| A182 F51 (Duplex) | ASTM A182 | 65 ksi/90 ksi (450/620 MPa) | A 316 °C (600 °F) | Servizio acido offshore; Ambienti contenenti H2S secondo NACE MR0175 |
F316 versus F316L il significato della “” nella saldatura: Il grado L limita il carbonio a un massimo di 0,03% (standard 316 permette 0,08%) L'aumento del carbonio determina la precipitazione del carburo di cromo ai bordi dei grani durante il ciclo termico di saldatura 480-820 C noto come sensibilizzazione durante il quale il cromo è esaurito dalla regione limite del grano che riduce la corrosione Nel caso di qualsiasi saldatura della presa da installare in tubazioni in acciaio inossidabile convogliando i mezzi corrosivi senza ricottura della soluzione della post saldatura, F316L è la specifica corretta sopra F316 standard.
Nel caso di tubazioni in acciaio al carbonio che utilizzano Tubo ASTM A106 GRADO B, A105N è il materiale equivalente abbinato della forgiatura Il suffisso “N” indica il trattamento termico normalizzato che è specificato in ASME B 16.5 per le flange sotto -20F e per il servizio fluido specifico di categoria M (mortale/accendibile) di B31.3.
Ispezione, test e manutenzione della saldatura a presa
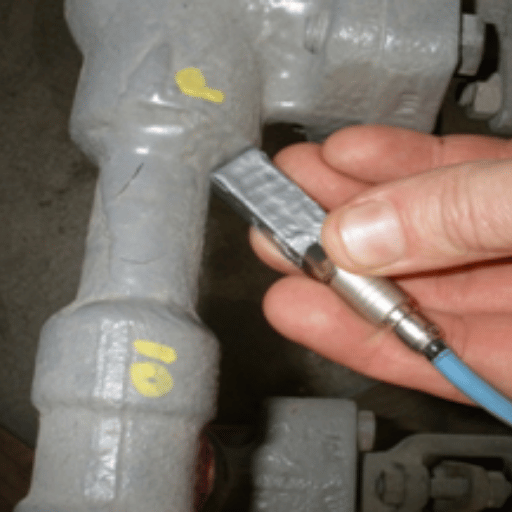
Il processo di saldatura a presa produce una geometria del giunto che impone restrizioni naturali per l'esame non distruttivo Comprendere i metodi NDE sono efficaci (quali metodi NDE sono efficaci) e quali non lo sono (non sono) evitano costosi conflitti di specifica in cui una specifica del proprietario richiede test radiografici su tutte le saldature senza tenere conto della geometria della saldatura a presa La verifica dell'integrità della saldatura dopo la saldatura a presa richiede strumenti diversi da quelli utilizzati per le saldature di testa a penetrazione completa e gli appaltatori che non hanno familiarità con questa distinzione spesso specificano eccessivamente RT, aggiungendo costi senza migliorare la capacità di rilevamento. Il Commissione di regolamentazione nucleare degli Stati Uniti ha documentato guasti da fatica della saldatura a bussola nelle tubazioni nucleari a piccolo foro ASME Classe 1, sottolineando che la limitata ispezionabilità NDE del giunto contribuisce al rilevamento ritardato dell'accumulo di danni da fatica.
Puoi Raggiare X una Saldatura a Presa?
Tecnicamente sì ("through weld") ma raramente utilmente quando il fascio passa attraverso un giunto di saldatura a presa, transita su due strati di materiale sovrapposto: la parete del tubo all'interno della presa e la parete di raccordo attorno ad essa La pellicola mostra entrambe le immagini sovrapposte, impedendo l'identificazione della qualità della radice di saldatura rispetto alla densità di fondo, queste sono limitazioni geometriche della presa RT come requisiti del progetto ASMEB31.3 B31.1. Pertanto, come impostazione predefinita sulla maggior parte delle specifiche del progetto AS B31, la saldatura NDE che richiede un'interpretazione più complessa è limitata all'esame visivo (VD) e PTME o PT.
Una particolare applicazione RT: la radiografia prima della saldatura può verificare lo spazio di 1/16 "avvistando la silhouette delicata contro l'estremità del tubo solido La verifica dello spazio RT post-saldatura non può essere ottenuta una volta che il filetto è presente Il codice non inscrive un requisito di convalida post-saldatura l'allestimento è il punto di controllo qualità, non la saldatura completata.
| Metodo | Cosa Rileva | Idoneità SW | Riferimento Codice |
|---|---|---|---|
| VT (visivo) | Geometria di superficie, dimensione della saldatura, profilo | Metodo primario | ASME B31.1/B31.3 |
| MPI (Particella Magnetica) | Crepe superficiali e vicine alla superficie | Buono (solo materiali ferromagnetici) | ASME B31.3 par. 344.3 |
| PT (penetrante liquido) | Discontinuità della superficie aperta | Buono (Buono) tutti i materiali inclusi SS | ASME Sezione V Articolo 6 |
| RT (radiografia) | Vuoti del sottosuolo, porosità | ️ Limited (immagini sovrapposte dalla geometria sovrapposta) | ASME Sezione V Articolo 2 |
A lungo termine crevice regione anulare all'estremità del tubo è un sito per la corrosione in mezzi aggressivi Nei servizi in cui i livelli hanno il potenziale di superare 50 ppm, programmare termine VT di saldatura esterna filetto dita dei piedi attacco crevice può compromettere il metallo genitore sotto la saldatura non visto fino a perdita significativa della parete evidente Se la regione della fessura è un rischio specifico del servizio, specificare una saldatura a filetto a due passaggi (riempire l'allineamento circonferenziale aperto) per chiudere la fessura off, o modificare il tipo di connessione a presa-saldatura a testa durante la fase di esecuzione.
Scenario di ispezione: guasti a una sola pasta presso Fabrication Shop (Busan, 2025)
Dopo l'idrotest in un'officina di fabbricazione di Busan, un ispettore del controllo qualità ha osservato 12 saldature a presa su 500 all'interno di un collettore di processo in acciaio inossidabile (su un tubo da 20 ") che mostravano indicazioni PT alle dita dei piedi della radice Causa radice: un saldatore ha tentato di ridurre al minimo il tempo di ciclo utilizzando un approccio a singola pasta La saldatura a singola su tubo con spessore della parete Schedule 80 non si fonde nella posizione delle 6 a ore alla radice, poiché gli effetti di gravità trascinano il gruppo di saldatura semifuso verso il basso e lontano dall'apertura della radice Azione correttiva: tutte le saldature superiori a 20 "di lunghezza sono state cancellate dalla procedura e le procedure a due Passi stabilite con MT richieste sulle prime 50 saldature Delle 12 saldature interessate, tutte e quattro le saldature a tubo rettilineo e 3 saldature a tubo obliquo sono state rifabbricate in collettore in 3 giorni, il collettore è passato attraverso un ulteriore rilavo di 2 giorni.
Tendenze della saldatura della presa e del settore Outlook: 202552026
Tre valori indicano la prospettiva a breve termine per le specifiche di saldatura a presa:
1. La prefazione ASME B16.11 avrà una nuova edizione pubblicata nel 2026. La prefazione ASME B16.11 2021 fa riferimento a “la prossima edizione di questo standard è prevista per la pubblicazione nel 2026.” Gli ingegneri che utilizzano le specifiche per l'approvvigionamento di pezzi fucinati a piombo lungo per progetti in esecuzione fino al 2026-2027 dovrebbe indicare esplicitamente la “o ultima edizione” sugli ordini di acquisto, qualora l'edizione 2026 specifichi modifiche dimensionali o aggiorni le tabelle di valutazione della pressione, gli ordini di acquisto all'edizione 2021 comporteranno lacune nelle specifiche al momento della consegna.
Tieni d'occhio da vicino il Pagina ASME B16.11 per addenda o errata aggiornati da annunciare nel prossimo futuro.
2. L'inossidabile duplex ora diminuisce di costo, rendendo più attraente per il servizio offshore e acido. La pressione parziale SA speciale della NACE MR0175 superiore ad altri limiti SA della NACE per l'inossidabile austenitico sta spostando gli standard nelle parti superiori offshore (sistemi di iniezione chimica) e nei collettori di controllo sottomarini verso i raccordi di saldatura a presa ASTM A182 F51 (UNS S31803) invece dei materiali standard delle specifiche F316L.
Il tempo di consegna per i raccordi di saldatura a presa F51 forgiati dei fornitori di livello 1 è di circa 10-16 settimane nel mercato 2025, al contrario di circa 4-8 settimane per l'acciaio al carbonio (A105) o gli equivalenti F316L. Se il numero di materiale F51 nel pacchetto di ingegneria del sistema, inizia ad acquistare materiali prima del congelamento di P & ID.
3) Lo scopo comparativo continua a crescere Q2-Q3 2025 ricerca 1° semestre dati rivelano“socket saldatura vs testa saldature queries up 241T YoYTP 241 saldamente in linea con rigorosi esami ingegneristici di aggiornamento della raffineria e schemi di costruzione modulare dove il costo di installazione è un aspetto critico Mercato mondiale per raccordi di saldatura a presa proiettati a c.
US$2,23 miliardi entro il 2026; i progetti di capitale dell'Asia-Pacifico e del Medio Oriente indicati come “indicators (IntelMarketResearch 2025Indicative Market estimate; due audit indipendenti non chiari).
Domande frequenti
Che cosa è una saldatura a presa?
Visualizza risposta
Qual è la differenza tra saldatura a bussola e saldatura di testa?
Visualizza risposta
Una saldatura a presa è una saldatura a filetto?
Visualizza risposta
Le flange di saldatura a presa hanno un programma?
Visualizza risposta
Quando NON si devono usare raccordi per saldatura a bussola?
Visualizza risposta
Perché utilizzare raccordi di saldatura a presa su raccordi filettati?
Visualizza risposta
Informazioni su questa guida
Preparato dal Acciaio Baling team tecnico Riferimenti agli standard tratti da ASME B16.11-2021, ASME B31.1-2022 (par. 127.3 (e), 111.3.1, 122.1.1 (h)) e ASME B31.3 Process Piping Dati sui guasti dei professionisti provenienti dalla documentazione tecnica dell'NRC statunitense e dai forum dei professionisti dell'ingegneria Recensito rispetto ai benchmark semantici di NEURONwriter per il cluster di parole chiave “socket welding” Balin Steel produce e fornisce raccordi per saldature a bussola ASME B16.11 e flange per saldature a bussola ASME B16.5 in ASTM A105N, A182 F316L, F11 e F51 gradi 1 visualizza le specifiche del prodotto e richiedi un preventivo.
Articoli Correlati
- Guida alla flangia del collo saldato: classi di pressione, dimensioni e selezione ASME B16.5
- Tipi di flange: collo saldato, slip-on, cieco, saldatura a presa e giunto sovrapposto a confronto
- ASTM A105 fucinature in acciaio al carbonio: guida alle proprietà meccaniche e alle specifiche
- ASTM A182 Lega & acciaio inossidabile forgiature: selezione di grado da F11 a F51
- Guida alla flangia cieca: standard ASME B16.5, valutazioni della pressione e gradi dei materiali

