


Socket-lassen is een methode voor het verbinden van buizen waarbij het buisuiteinde in een machinaal bewerkte, terugliggende mof in een fitting of flens glijdt en vervolgens aan de fittingzijde rond de omtrek ervan wordt gelast. Zoals gedefinieerd door ASME B16.11-2021 voor gesmede fittingen en ASME B16.5 voor flenzen, stopcontactlassen is de standaardmethode voor pijpverbindingen met kleine diameter en hoge druk in de olie- en gas-, petrochemische, energieopwekking- en waterbehandelingsindustrieën, doorgaans NPS 1⁄4 tot 2″ (DN 8 tot DN 50) waar het gemak van montage, de structurele integriteit van de verbinding en de lekdichtheid allemaal van cruciaal belang zijn.
📐 Snelle specificaties: Socketlassen
| Standaard | ASME B16.11-2021 (fittingen) | ASME B16.5 (flenzen) |
| Grootte Range | NPS 1⁄8”-4″ (klasse 3000); 1⁄8”-2″ (klasse 6000 en 9000) |
| Drukklassen | 3000 /6000 /9000 lb (fittingen, B16.11); 150-1500 (flenzen, B16.5/B31.1) |
| Verplichte Terugslag | 1/16 inch. (1,6 mm) volgens ASME B31.1 par. 127.3(e) /B31.3 par. 328.5.2 |
| Las Type | Filetlas; minimale poot = pijp nominale wanddikte (tn) |
| Primaire Materialen | ASTM A105N (koolstofstaal) | ASTM A182 F316L (roestvrij staal) |
| Vermijd Voor | Cyclische/trillingsdienst · voedsel/farma · spleetgevoelige media (Cl− > 50 ppm) · NPS > 2″ (algemene praktijk) |
Wat is socketlassen? Typen, toepassingen en industriestandaarden
Een moflasverbinding is een proces in twee fasen: het buisuiteinde wordt machinaal bewerkt om in een cilindrische mofboring in de fitting te passen, en zodra e×panded aan de juiste opening, wordt een doorlopende filetlas toegevoegd rond de omtrek van de pijp aan de fitting gezicht De met een toorts afgewerkte las kan niet in de schouder van de mof worden geplaatst, zoals bij flensverbindingen, maar draagt de gewrichtsbelasting. De schouder is eenvoudigweg een achterstop voor de pijp.
Er zijn acht standaard gesmede dopsellasfittingtypen gevonden in ASME B16.11: koppelingen (volledig, half), ellebogen (90 45), T-stukken, reducerende T-stukken, kruisen, doppen en verbindingen. Sockolets, taksfittingen voor aftakkings- en leidingsystemen die worden gebruikt bij de productie, raffinage en energieopwekking van olie en gas, vallen onder MSS SP-97. Gesmede constructie geeft deze componenten een fijnere korrelstructuur en een hogere treksterkte per wanddikte-eenheid dan gegoten alternatieven: volledige selectie van gesmede stalen elleboogfittingen en blinde flenzen, hier beschikbaar.
Stopcontactlassen komt voor in vier hoofdindustrieën:
- Olie & gas stroomopwaarts: instrumentatieheaders, chemische injectielijnen, hydraulische controlesystemen, doorgaans NPS “-1”
- Energieopwekking: ketelvoedingswater-, stoomcondensaat- en stookolielijnen in kleine boring waar B31.1 van toepassing is
- Chemische verwerking: reactortoevoer- en recycle-lussen, hogedrukspruitstukken, bemonsteringssystemen
- Waterbehandeling: hogedruk-terugspoelheaders, chemische doseerslipjes
“Metaalmoflasfittingen zijn populair in hogedrukleidingsystemen in de chemische verwerkings-, energieopwekkings-, olie- en gas- en waterbehandelingsindustrie om veel van dezelfde redenen als stalen blinde flenzen en stalen elleboogpijpfittingen. Er zijn zowel voor- als nadelen aan de fittingmethode voor het lassen van moffen:
- Greg Peddie, technisch specialist, Hayward Pipe & Supply (Juni 2025)
Technische opmerking: Pijpschema voor montageklassen, een veelvoorkomend storingspunt bij inkoop
Volgens ASME B16.11-2021 zijn de fittingen van klasse 3000 ontworpen voor buis volgens schema 80; passchema klasse 6000 160; pasvorm klasse 9000 Schema XXH (dubbele extra zware). De ID van de boring waarin de mof is bewerkt, wordt volgens dat schema gesneden om in de OD van de buis te passen Bestel een montage van klasse 6000 en schema 80 boring, en u zult een mismatch hebben: de boring-ID zal te strak zijn voor de buiswand, waardoor de buis niet kan zitten en er een slijtspanning ontstaat bij de laswortel als gevolg van de slechte pasvorm ‘0 ’0 '0 ' Boring 10 '0 1 Boring 10 1.’
Veldobservatie: fittinglasfittingen vormen de overgrote meerderheid van de verbindingen in NPS 2″ instrumentatie en procesleidingen van modulaire skids van raffinaderijen, waarbij het ingepotte gesmede lichaam de totale voetafdruk aanzienlijk verkleint in vergelijking met flensfittingen met een verhoogd vlak van gelijkwaardige klasse.
Hoe Socket-lassen werkt: de verplichte 1/16″ tegenslagregel

Eén stap die beslist of een moflasverbinding 20 jaar zal overleven, of binnen 2 maanden zal barsten, is het achterlaten van een 1/16 inch. (1,6 mm) expansiespleet tussen het buisuiteinde en de mofschouder voordat de lasser er een las op start. Wanneer de pijpbodem op de schouder rust en wordt gelast, creëert thermische uitzetting een bekende opgesloten axiale spanning bij afkoeling. Die overgebleven spanning wordt een voorloper van vermoeiingsscheuren onder elke opeenvolgende warmtecyclus en bij leidingen die matig cycli, kan falen minder dan 12 maanden duren;
📋 Veldscenario: de $45.000 no-gap-fout (Houston, 2024)
Bij een middelgrote hydrokrakereenheid in Houston ontdekte een onderhoudsteam 8 maanden na ingebruikname 14 gebarsten filetlassen op ” Schedule 80 A105 socketlaskoppelingen. Metallurgische analyse identificeerde een falende ZEG: lassers hadden de pijp vóór het hechtproces tot aan de socketschouder laten zakken en vervolgens inbranden zonder terug te trekken. Hoewel de WPS 1/16″ van een opening vereist, was er blijkbaar geen wachtpunt vastgesteld voor aanpassing.
Resultaat: 3 dagen unit shutdown en $45.000 bij cut-and-replace reparaties De tegenmaatregel: toevoeging van een dimensionale hold point-gap gemeten en geregistreerd voorafgaand aan een kleeflas -het veldinspectietestplan voor alle socketlassen op de unit.
Wat is de juiste set back voor een Socket Weld?
ASME B31.1 par. 127.3(e) enASME B31.3paraa328.5.2 vermeldt in het bijzonder” ongeveer 1/16 inch. (1,6 mm) Het woord is ongeveer niet toevallig. De opening is een functionele ontwerpvereiste die thermische axiale thermische uitzetting van het buisuiteinde tijdens de thermische lascyclus mogelijk maakt en mag niet worden verward met een strakke dimensionale inspectietolerantie.
De standaard inrichtprocedure in vier stappen:
- Sluit de onderkant van het pijpuiteinde tegen de schouder van de mof en markeer de insteekdiepte.
- Schrijf/geef een referentielijn aan aan de mofzijde van pijp OD
- Trek de pijp 1/16″-1/8″ (1,6-3,2 mm) terug uit de onderste positie 1/8″ en kan ook worden gebruikt in veldtoepassingen om thermisch geïnduceerde samentrekking van de las te compenseren terwijl deze wordt afgekoeld tijdens de wortelpas.
- Van kleeflas in twee tegenovergestelde posities (180) om de opening vast te houden en vervolgens de wortelpassage af te zetten.
Deze belangrijke codebepaling wordt vaak weggelaten uit de secundaire bronnen: B31.1 para. 127.3 (e) zegt dat de ruimte die nodig is om niet aanwezig te zijn of gecontroleerd te worden na het lassen,“ (8). In praktische termen maakt dit het mogelijk dat de voltooide las wordt afgewezen als de opening niet langer kan worden gemeten wanneer de las klaar is. Dit is een back-end controle op een eindresultaat waarbij de werkelijke kwaliteitsbehoefte wel bestond bij de aanpassing: de (tijdsafhankelijke) afwerking is niet het juiste moment om controle te vereisen.
Engineering Opmerking: Wat is er met cyclische service dat het risicoprofiel verandert?
ASME B31.1 par. 111.3.1 leest ” Er moet speciale aandacht worden besteed aan het verder beperken van het gebruik van in de bus gelaste leidingverbindingen waarbij temperatuur- of drukcycli of ernstige trillingen naar verwachting zullen optreden of waarbij de service spleetcorrosie kan versnellen. De taal is adviserend; het gebruik van een SIF van 2.1 bij een onvoltooide moflasfilet betekent dat elke belastingscyclus een factor 2,1 toepast op de werkelijke buigspanning bij de lasteen. Voor cyclische leidingsystemen die meer dan een paar honderd cycli per jaar uitvoeren, is de combinatie van toepassingen met een hoge SIF- en nominale spanningsmethode ervoor zorgt dat vermoeiingsscheuren sneller optreden dan een ontwerper na 31.31.
De meest voorkomende fout gemaakt door ervaren leidingtechnici: lassers markeren de insteekdiepte van de mof correct en slagen er vervolgens niet in deze te ondersteunen voordat ze worden vastgekleefd. Zaklassen die vóór het lassen zijn uitgebodem, veroorzaken de meeste wortelscheuren en gaatjeslekken die te zien zijn in stopcontactlasleidingsystemen. Storingen die doorgaans pas symptomen vertonen nadat de leidingen de eerste volledige thermische cyclus van opwarmen/afkoelen hebben ondergaan.
ASME B16.11 Drukklassen: 3000, 6000 en 9000 uitgelegd

Hoewel de aanduidingen van de flensdrukklasse in ASME B16.5 verschijnen als 150, 300, 600... vertalen deze symbolen zich niet naar werkdrukken in psi. Drukklassen voor het passen van de dopsellassen binnen B16.11 worden vermeld als 3000, 6000 of 9000. Deze drukklassen geven de diameter van de dopsofboring aan, omdat ze zijn afgestemd op de beschikbare pijpschema's - niet hoeveel druk de fitting kan weerstaan. De feitelijk toegestane werkdruk hangt af van het geselecteerde pijpschema en het geselecteerde materiaal/wanddikte, zoals berekend door de relevante leidingcode - B31.3 of B31.1- en het B-drukklasse-symbool.
📐 De selectiematrix voor socketlassen van 3 klassen (ASME B16.11-2021)
Referentie: Class Required Pipe Schedule NPS Range Service Match
| Drukklasse | Vereist pijpschema | NPS-bereik | Typische toepassing |
|---|---|---|---|
| Klasse 3000 | Schema 80 | 1⁄8” - 3″ | Algemeen hogedrukproces; stoom ≤ 600 psi; water - en gasdistributie |
| Klasse 6000 | Schema 160 | 1⁄8” - 2″ | Chemische injectie; koolwaterstof op hoge temperatuur; hogedrukgasdienst |
| Klasse 9000 | Schema XXH (Double Extra Heavy) | 1⁄8” - 2″ | Hydraulisch onder ultrahoge druk; spruitstukken voor putmondcontrole |
Bron: ASME B16.11-2021 via ASME.org. Bevestigd via technische gegevens van EngineeringToolbox en Bonney Forge.
Het drieklassensysteem zorgt ervoor dat de boring van de fittingbus en de wanddikte de juiste vorm hebben voor de pijpwand. Een klasse 3000-fitting die is gemaakt om te passen op Schedule 80-buis heeft de juiste buis OD om te passen en kan een voorspelbare geometrie van de filletlaspoot produceren. Een klasse 3000-fitting ontworpen voor Schedule 160-pijp zal niet overeenkomen met die pijpwand: de boring zal te groot zijn, hij zal niet goed zitten en de filletlas zal niet in staat zijn de minimale beengrootte aangegeven door de code in de 6-uurpositie te houden.
Bij aanschaf ASTM A105 flenzen en fittinglasfittingen, controleer altijd of de drukklasse overeenkomt met het leidingschema bij elke inkooporder. Voor hogedrukservice die ASME B16.5 Class 2500 nadert, raden leidingingenieurs in grote lijnen aan om over te schakelen van stopcontactlas- naar stomplasverbindingen vanwege de spanningsintensiveringsfactor van 2,1 bij de socketfilet, een aanbeveling gedocumenteerd in meerdere technische discussies en consistent met B31.1 para. 111.3.1 adviserende taal.
Socket Weld versus Butt Weld: een technische beslissingsmatrix met 5 factoren
Het kiezen van het juiste type stuiklasfitting in plaats van een fitting voor een stopcontactlas vormt de kern van een specificatiekeuze die reële kosten- en veiligheidsgevolgen heeft bewezen. Wanneer deze in de biedfase te duur wordt gemaakt, is de goedkopere optie (in dit geval een kostendriver voor grote componenten) gespecificeerd vanwege de voorkeuren voor huisdierprojecten, ten koste van de algehele levensduur en winst van de faciliteit. Wanneer de nieuwe installatie te goedkoop wordt gemaakt, heeft deze onbewust een onomkeerbaar faalrisico gecreëerd bij toepassingen met zware service. De vijf onderstaande factoren omvatten elk scenario waarin ervaren ingenieurs een consistent patroon hebben laten zien bij het kiezen van de verkeerde optie voor het lassen van stopcontact (patronen die uitvoerig zijn gedocumenteerd in Eng-Tips engineering forum threads en ondersteund door projectcasestudy-kostengegevens) kan elke onderstaande factor worden geverifieerd aan de hand van praktijkervaring.
✔ Socket-las: voordelen
- Geen pijp-eind afschuining 1 pijp gesneden vierkant en ingevoegd
- ~40-50% minder geïnstalleerde kosten dan een stomplasfitting voor NPS 2″ statische chlorideservice (arbeid: geen afschuining, geen root-pass TIG, geen RT per verbinding)
- Sterke, lekdichte filetverbinding door klasse 9000
- Gesmeed (Integraal) Lichaamsontwerp ---minder installatievoetafdruk dan flensalternatieven binnen strakke instrumentverdeelstukken
- Geen Borescoping Mismatch Turbulence -Lip-einde volledig ingesloten in mof wanneer vastgeschroefd
⚠️ Socketlassen: beperkingen
- Max. NPS 2″ als klasse 6000/9000 of NPS 3 alleen als klasse 3000
- Ringvormige spleet aan het uiteinde van de pijp. 'Het risico op spleetcorrosie in chloride of zure media.
- Maximale NPS met fitting voor moflassen als ASME B16.11 of ASME B16.5 Flensflens van klasse 6000/9000 (volgens mijn onderzoek) NPS 2″ is. Max NPS met fitting voor moflassen wanneer flens van klasse 3000 (volgens mijn onderzoek) NPS 3″ is.
- Hoe een las te vermijden SIF 2.1 @ de onafgeschuinde lasneus
- Niet geschikt voor voedsel, farmaceutische, of drijfmest service (hygiëne)
- Hoe de waarschijnlijkheid te verkleinen dat bij radiografische inspectie van de gelaste mof een ongeval zal optreden dat wacht op een intergranulair porositeitsdefect.
| Factor | Socket Weld | Butt Weld |
|---|---|---|
| 1. Pijpgrootte | NPS ≤ 2″ (≤ 3″ alleen voor klasse 3000) | Alle NPS (ASME B16.9) |
| 2. Einde voorbereiding | Geen enkele vereiste een vierkante snede | Afschuining + wortelvlak vereist |
| 3. BDE-methode | VT + MPI of PT; RT onpraktisch | RT / / VT & VT & VT & VT 1000 UT 1000 100000 1000000000000000000 UT 1000 10000 100000000000 UT 1000000 10000000000000000000 10000000000 10000000 1/10000 1/1000000000000000000000000000000000000000000000000000000000000 |
| 4. Spleet /hygiëne | Ringvormige spleet bestaat niet geschikt voor voedsel, farmaceutische producten of drijfmest | Volledige penetratie van de boring, geen spleet |
| 5. Geïnstalleerde kosten (NPS ≤ 2″) | ~40-5TP3T lagere 0% geen afschuining, geen root-pass TIG, MPI ~$120/joint RT $800/joint | Basislijnkosten; RT is verantwoordelijk voor ~60% van de totale laskosten per verbinding |
💡 Beslissingskader: Socket Weld versus Butt Weld
Waarom fittinglasfittingen niet worden aanbevolen als oplossing voor zware cyclische belasting of mechanische trillingsomstandigheden; het probleem van het ontstaan van vermoeiingsscheuren bij de lasfiletteen kan worden verzacht door de keuze uit een stomplasfitting met grote diameter.
Gebruik Socket Weld wanneer: NPS 2″ AND service niet-cyclisch, niet-trillend IS EN geen risico op spleetcorrosie (Cl > 50 ppm, geen H2S) EN RT niet vereist is door eigenaar/specificatie
📋 Specificatiescenario: LNG-meetslip met 2.000 aansluitingen (Oman, 2025)
Gebruik Butt Weld wanneer: NPS > 2″ OF RT/UT-onderzoek contractueel vereist is OF er een voedsel-, farmaceutische of slurrypijpleidingdienst OF er ernstige cyclische of trillingsbelastingsomstandigheden bestaan (†̄nstere cyclische omstandigheden” zoals gedefinieerd door ASME B31.3)
Een inkoopingenieur voor speciale apparatuur voor LNG-terminals had 2.000 NPS ” met kleine boring gespecificeerd op 1″-verbindingen op een nieuw meet- en stroomregelstation in een zuurstofarme woestijn. Omdat de service statisch was (onder druk) en de klant geen behoefte had aan radiografie van stopcontactlassen, gebruikten alle verbindingen stopcontactlasfittingen. Met geen andere wijzigingen dan het omkeren van de materiaalrekening om de hele partij van te wisselen kont aan contactdoos lasfittingen, het project bespaarde 43% van de oorspronkelijke geïnstalleerde kostenraming als gevolg van het verlies van de kosten van de schuine voorbereiding, TIG root-pass opstarten, en radiografie op elke verbinding Het effect werd bevestigd op hetzelfde schema van de tarief van de projectarbeidseenheid voordat het boek werd geraakt.
Socket Weld Flenzen vs. Gelaste Hals Flenzen: Welke te specificeren?

Voor detail op specificaties voor socketlasfittingen inclusief maattabellen en materiaalopties, zie de productpagina van Baling Steel.
Socket lasflenzen en lashalsflenzen deel dezelfde bout-cirkel, gerichte afmetingen en druk-temperatuurclassificaties binnen een bepaalde ASME B16.5-klasse. Het verschil is hoe ze aan de pijp vastzitten en dat verschil heeft directe implicaties voor de inspectiecapaciteit, vermoeiingsprestaties en de maximaal toegestane pijpgrootte per leidingcode.
| Parameter | Socket Weld Flens | Gelaste Hals Flens |
|---|---|---|
| Bevestigingslas | 1 filetlas, buitenkant van de buis | Kolflas met volledige penetratie |
| Pijpvoorbereiding | Geen (vierkante snede) | Afschuining vereist |
| Max NPS (volgens ASME B31.1 paragraaf 122.1.1(h)) | NPS 3″ (klasse 600 en lager); NPS 2½” (klasse 1500) | Onbeperkt |
| Praktische drukklassen | Klasse 150-1500; Klasse 2500 zeldzaam in de praktijk | Klasse 150-2500 |
| BDE-methoden | VT /MPI /PT | RT /UT / VT / MPI |
| Spanningsoverdracht naar pijp | Indirecte filetgeometrie | Direct (sterkste) met pijpwand |
| Beste toepassing | NPS ≤ 2″, statische dienst, Klasse ≤ 600 | Alle maten en drukken; cyclische, giftige of kritische service |
Hebben Socket Weld Flenzen een schema?
Voor moflasflenzen is er geen ‘flensschema’, alleen boringschema, dat wil zeggen de boringdiameter machinaal in de mofnaaf. Het boringschema moet overeenkomen met de buitendiameter van de buis die wordt samengevoegd. Een klasse 300 SW-flens die is geboord voor Schedule 80-buis heeft een iets kleinere ID dan een boring voor Schedule 40-buis, ondanks dat beide flenzen nominaal NPS 1 zijn.
Het niet matchen van de buiswanddikte met het boorschema zorgt ervoor dat de buis ofwel niet in de mof terechtkomt, ofwel los in de mof zit met een ‘caveman fit’, wat resulteert in een filetlas met ongelijke beenlengtes en mogelijk een niet-gesmolten kraal aan de ene kant van de verbinding. Wees expliciet: ‘1″ Klasse 300 SW Flens, boring Sch 80, ASME B16.5, ASTM A105N’
Voor gezichtstypeselectie (Raised Face, Flat Face, Ring Type Joint) en gedetailleerde druk-temperatuurclassificaties per materiaalgroep, zie de volledige handleiding gelaste nekflenzen en flensdrukklassen. Voor een vergelijking van alle flenstypen, inclusief instapper en blind, zie de selectiegids voor flenstypen.
Materiaalklassen van de contactdooslas: A105, A182 F316L & Legeringsselectie

Socket lasfittingen en flenzen zijn gesmeed ASTM smeedstandaarden in plaats van ASTM pijpnormen De WPS moet minimaal consistent zijn met de verschillende fitting en pijplegering kwaliteiten Dezelfde fitting legering rang en pijp legering rang mismatch, bijvoorbeeld een 105 koolstofstalen fitting en de A312 TP316L roestvrij pijp, vereist een aparte WPS kwalificatie met een brugvormende vuller legering selectie.
| Grade | ASTM-standaard | Min Rendement / UTS | Temperatuur Range | Primair gebruik |
|---|---|---|---|---|
| A105N | ASTM A105 | 36 ksi /70 ksi (250 /485 MPa) | 20 °F tot 800 °F (-29 °C tot 427 °C) | Olie, gas, water, stoom ≤ 600 psi; paren met A106 Gr. B-buis |
| A182 F316L | ASTM A182 | 25 ksi /70 ksi (170 / 485 MPa) | -320 °F tot 800 °F (-196 °C tot 427 °C) volgens B31.3 | Chemische, chloridedienst; low-C voorkomt lassensibilisatie |
| A182 F11 | ASTM A182 | 30 ksi /60 ksi (205 /415 MPa) | Tot 1100 °F (593 °C) | High-temp stoom en raffinaderij service (11⁄4Cr-½Mo legering) |
| A182 F51 (duplex) | ASTM A182 | 65 ksi /90 ksi (450 /620 MPa) | Tot 600 °F (316 °C) | Offshore zuurservice; H2S-houdende omgevingen per NACE MR0175 |
F316L versus F316 - de betekenis van de “L” in de las: De L-kwaliteit beperkt koolstof tot maximaal 0,03% (standaard 316 staat 0,08% toe) De verhoogde koolstof resulteert in chroomcarbideprecipitatie aan de korrelgrenzen tijdens de 480-820 Celsius laswarmtecyclus, ook wel sensibilisatie genoemd, waarbij chroom wordt afgevoerd uit het korrelgrensgebied, waardoor de corrosieweerstand wordt verminderd In het geval van eventuele socketlasfittingen die in de lasfittingen moeten worden geïnstalleerd roestvrij stalen leidingen het vervoeren van corrosieve media zonder het uitgloeien van de postlasoplossing, F316L is de juiste specificatie over standaard F316.
In het geval van koolstofstalen pijpleidingen die gebruik maken van ASTM A106 GRADE B pijp, A105N is het equivalente aangepaste smeedmateriaal Het achtervoegsel “N” geeft een genormaliseerde warmtebehandeling aan die is gespecificeerd in ASME B 16.5 voor flenzen onder -20F en voor specifieke Categorie M (dodelijk/ontbrandbaar) vloeistofdienst van B31.3.
Socket Weld Inspectie, testen en onderhoud
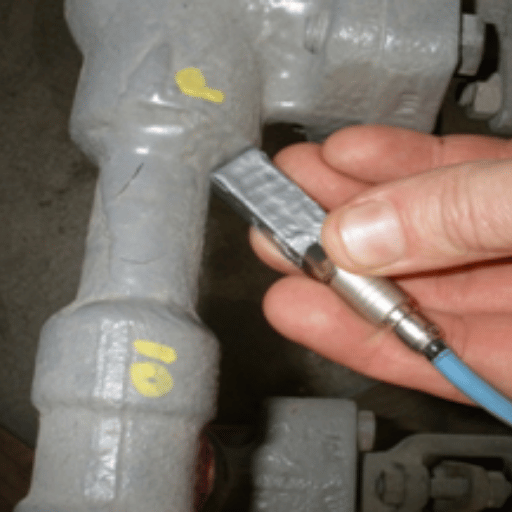
Het stopcontactlasproces een verbindingsgeometrie die natuurlijke beperkingen oplegt voor niet-destructief onderzoek Begrijpen welke BDE-methoden effectief zijn en die geen kostbare specificatieconflicten opleveren waarbij een eigenaarspecificatie vereist radiografische tests op alle lassen zonder rekening te houden met de geometrie van de stopcontactlas Het verifiëren van de lasintegriteit na het lassen van de stopcontacten vereist andere gereedschappen dan die gebruikt voor stomplassen met volledige penetratie, en aannemers die niet bekend zijn met dit onderscheid specificeren vaak RT te veel, waardoor de kosten worden opgeteld zonder de detectiemogelijkheden te verbeteren. De Amerikaanse Nuclear Regulatory Commission heeft vermoeiingsfouten in de stopcontactlas gedocumenteerd in ASME Klasse 1 kernleidingen met kleine boring, waarbij wordt opgemerkt dat de beperkte NDE-inspecteerbaarheid van de verbinding bijdraagt aan een vertraagde detectie van de accumulatie van vermoeiingsschade.
Kun je een Socket Weld röntgenfoto maken?
Technisch gezien wel & zelden nuttig Wanneer de balk door een moflasverbinding gaat, passeert deze twee lagen overlappend materiaal: de buiswand binnen de mof, en de paswand eromheen De film toont beide beelden over elkaar heen, waardoor identificatie van laswortelkwaliteit versus achtergronddichtheid wordt voorkomen. Dit zijn de geometrische beperkingen van moflas RT als ASMEB31.3 B31.1 projectvereisten. Daarom is moflas NDE, die standaard op de meeste ASME B31-projectspecificaties staat, beperkt tot visueel onderzoek (VT) en MPI of PT.
Een bepaalde RT-toepassing: radiografie vóór het lassen kan de opening van 1/16″ verifiëren door het delicate silhouet tegen het uiteinde van de massieve buis te spotten. Controle van de RT-spleet na het lassen kan niet worden bereikt zodra de filet aanwezig is. De code bevat geen validatievereiste na het lassen. De aanpassing is het kwaliteitscontrolepunt, niet de voltooide las.
| Method | Wat het detecteert | SW Geschiktheid | Code Referentie |
|---|---|---|---|
| VT (Visueel) | Oppervlaktegeometrie, lasgrootte, profiel | ✔ Primaire methode | ASME B31.1 /B31.3 |
| MPI (Magnetisch Deeltje) | Oppervlakte- en oppervlaktescheuren | ✔ Alleen goede ferromagnetische materialen | ASME B31.3 par. 344,3 |
| PT (Vloeibare Penetrant) | Discontinuïteiten op het open oppervlak | ✔ Goed alle materialen, inclusief SS | ASME Sectie V Artikel 6 |
| RT (radiografie) | Ondergrondse holtes, porositeit | ⚠️ Beperkte geometrie Over elkaar heen geplaatste afbeeldingen van overlappende | ASME Sectie V Artikel 2 |
Langetermijnbeheer: het ringvormige spleetgebied aan het buisuiteinde is een plaats voor corrosie in agressieve media In diensten waar chloridegehalten het potentieel hebben om 50ppm te overschrijden, kan de schematerm VT van externe filetlastenen (spleetaanval kan het moedermetaal onder de las ongezien in gevaar brengen totdat aanzienlijk muurverlies duidelijk is Als het spleetgebied een dienstspecifiek risico vormt, specificeer dan een filetlas met twee doorgangen (het vullen van de open omtreksuitlijning) om de spleet af te sluiten, of verander het verbindingstype in socket-to-butt-lassen tijdens de uitvoeringsfase.
📋 Inspectiescenario: single-pass-fouten bij Fabrication Shop (Busan, 2025)
Na de hydrotest in een fabricagewerkplaats in Busan observeerde een QC-inspecteur 12 van de 500 stopcontactlassen in een roestvrijstalen processpruitstuk (op een pijp van 20″) met PT-indicaties bij de lastenen. Worteloorzaak: een lasser probeerde de cyclustijd te minimaliseren door gebruik te maken van een single-Pass-benadering Single-Pass-lassen op Schedule 80 wanddikte pijp smelt niet in de 6-uurpositie bij de wortel, omdat zwaartekrachteffecten het halfgesmolten lasbad naar beneden trekken en weg van de wortelopening Corrigerende actie: alle lassen met een lengte van meer dan 20", rechte pijpleidingen, opnieuw gelaste 3 dagen, alle lasnaden, 2, alle lasnaden, alle lasnaden, 5 van de lasnaden, opnieuw gelaste lassen, 2, opnieuw gelaste lassen, 2, 1, 40 gelaste lassen, opnieuw gelaste lassen, 1.
Socket-lastrends en industrievooruitzichten: 2025-2026
Drie waarden wijzen op de nabije termijnvooruitzichten voor specificaties voor het lassen van stopcontacten:
1. ASME B16.11 zal in 2026 een nieuwe editie publiceren. Het voorwoord ASME B16.11 2021 verwijst naar “. De volgende editie van deze standaard staat gepland voor publicatie in 2026.” Ingenieurs die specificaties gebruiken voor de aanschaf van langlopende smeedstukken voor projecten die worden uitgevoerd tot en met 2026-2027 moet expliciet de nieuwste editie van “ vermelden. Mocht de editie van 2026 dimensionale wijzigingen specificeren of de drukbeoordelingstabellen bijwerken, dan zullen de inkooporders voor de editie van 2021 resulteren in lacunes in de specificatie bij levering.
Houd de ASME B16.11 pagina voor bijgewerkte addenda of errata die in de nabije toekomst zullen worden aangekondigd.
2. Duplexroestvrij nu dalend in kosten, die aantrekkelijker voor offshore en zure dienst maken NACE MR0175 speciale HS partiële druk in overmaat van andere NACE HS-grenzen voor austenitisch roestvast is bewegende normen in offshore topsides (chemische injectiesystemen) en onderzeese controlespruitstukken aan ASTM A182 F51 (UNS S31803) stopcontact lasfittingen in plaats van standaard F316L specificatie materialen.
De doorlooptijd voor gesmede F51-contactdooslasfittingen van Tier 1-leveranciers bedraagt ongeveer 10-16 weken op de markt van 2025, in tegenstelling tot ongeveer 4-8 weken voor koolstofstaal (A105) of F316L-equivalenten. Als het F51-materiaalnummer in het systeemtechniekpakket staat, begin dan met het uitkopen van materialen voordat de P&ID bevriest.
3) Vergelijkend doel blijft groeien Q2-Q3 2025 zoeken 1e halfjaar gegevens onthullen “socket las vs kontlas” queries up 24% YoY 'stevig in lijn met rigoureuze technische onderzoeken van raffinaderij upgrade en modulaire bouwschema's waarbij kosten van installatie een cruciaal aspect is Wereldwijde markt voor socket lasfittingen geprojecteerd op c.
US$2.23bn tegen 2026; de kapitaalprojecten Azië-Pacific en het Midden-Oosten waarnaar wordt verwezen als “indicators” (IntelMarketResearch 2025-Indicatieve marktschatting; due onafhankelijke audit niet duidelijk).
Veelgestelde vragen
Wat is een stopcontactlas?
Bekijk Antwoord
Wat is het verschil tussen stopcontactlassen en stomplassen?
Bekijk Antwoord
Is een stopcontactlas een hoeklas?
Bekijk Antwoord
Hebben stopcontactlasflenzen een schema?
Bekijk Antwoord
Wanneer mag u GEEN fittinglasfittingen gebruiken?
Bekijk Antwoord
Waarom fitting lasbeslag over schroefdraadfittingen gebruiken?
Bekijk Antwoord
Over deze gids
Opgesteld door de Balenstaal technisch team. Normenreferenties ontleend aan ASME B16.11-2021, ASME B31.1-2022 (par. 127.3 (e), 111.3.1, 122.1.1 (h)), en ASME B31.3 Procesleidingen Gegevens over falen van beoefenaars afkomstig van de technische documentatie van de Amerikaanse NRC en forums voor technische beoefenaars Beoordeeld aan de hand van semantische benchmarks van NEURONwriter voor het trefwoordcluster 110socket las“ en leveringen ASME B16.111 fitting F1115 Flitsen111 bekijk productspecificaties en vraag een offerte aan.
Gerelateerde artikelen
- Flensgeleider met gelaste hals: ASME B16.5 Drukklassen, afmetingen en selectie
- Soorten flenzen: lashals, slip-on, blind, socketlas en heupverbinding vergeleken
- ASTM A105 koolstofstaalsmeedstukken: mechanische eigenschappen en specificatiegids
- ASTM A182 Legering & Roestvrij staal Smeden: Rang Selectie van F11 tot F51
- Blind Flens Gids: ASME B16.5 Normen, Drukbeoordelingen & Materiaalklassen

