


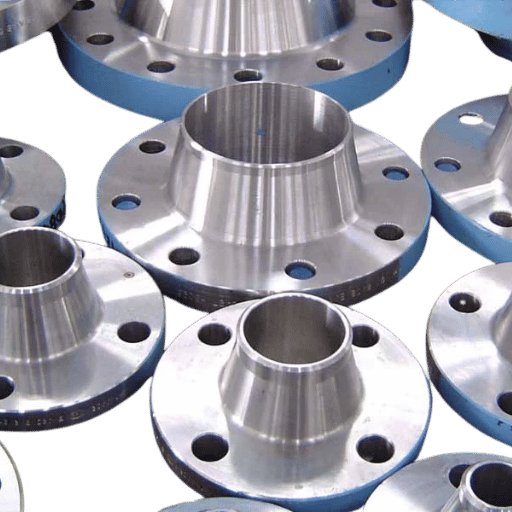
A soldadura do soquete é um método de unir a tubulação onde a extremidade da tubulação desliza em um soquete feito à máquina, do recuo em um encaixe ou em uma flange, e é soldada então do filete em torno de seu perímetro na cara do encaixe Como definido por ASME B16.11-2021 para conexões forjadas e ASME B16.5 para flanges, solda de soquete é o método padrão para conexões de tubos de pequeno diâmetro e alta pressão nas indústrias de petróleo e gás, petroquímica, geração de energia e tratamento de água, normalmente NPS 1⁄4 a 2″ (DN 8 a DN 50) onde a facilidade de ajuste, a integridade estrutural da junta e a estanqueidade são críticas.
Especificações rápidas: soldagem de soquete
| Padrão | ASME B16.11-2021 (conexões) | ASME B16.5 (flanges) |
| Faixa de tamanho | NPS 1⁄4″ (Classe 3000); 1⁄8”2″ (Classe 6000 e 9000) |
| Aulas Pressão | 3000/6000/9000 lb (conexões, B16.11); 1501500 (flanges, B16.5/B31.1) |
| Retrocesso Obrigatório | 1/16 pol. (1,6 mm) de acordo com ASME B31.1 par. 127,3(e) /B31,3 par. 328.5.2 |
| Tipo Solda | Solda de filé; perna mínima = espessura nominal da parede do tubo (tn) |
| Materiais Primários | ASTM A105N (aço carbono) | ASTM A182 F316L (aço inoxidável) |
| Evitar Para | Serviço cíclico/vibração · food/pharma · mídia sensível a fendas (Cl - > 50 ppm) · NPS > 2″ (prática geral) |
O que é soldagem por soquete? Tipos, aplicações e padrões da indústria
Uma junta de solda de soquete é um processo de dois estágios: a extremidade do tubo é usinada para encaixar dentro de um furo de soquete cilíndrico no encaixe e, uma vez e×pandida para a folga apropriada, uma solda de filé contínua é adicionada ao redor da circunferência do tubo na face do encaixe A solda com acabamento de tocha não pode ser localizada no ombro do soquete, como acontece com as juntas flangeadas, mas carrega a carga da junta O ombro é simplesmente um backstop para o tubo.
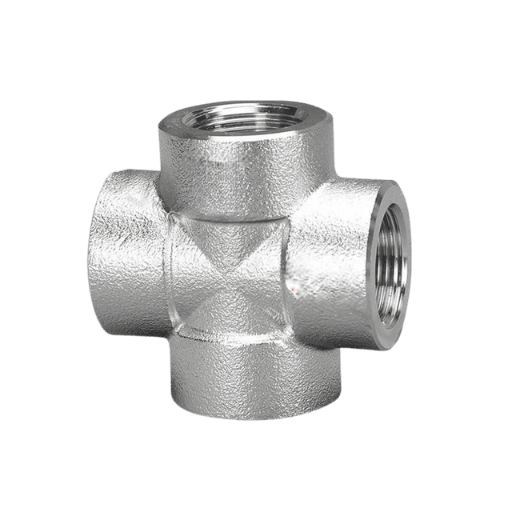
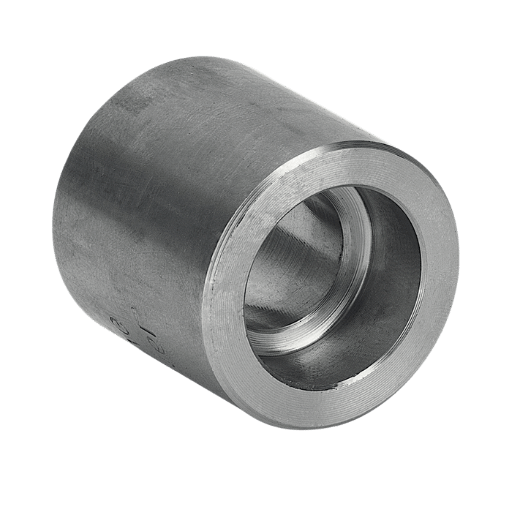
Existem oito tipos de encaixe de solda forjado padrão encontrados em ASME B16.11: acoplamentos (completo, meio cotovelos (90 45), tees, te redutores, cruzes, tampas e uniões Sockolets (acessórios de ramificação para sistemas de tubulação de ramificação e funcionamento usados na produção de petróleo e gás, refino e geração de energia são cobertos pelo MSS SP-97. A construção forjada dá a esses componentes uma estrutura de grãos mais fina e maior resistência à tração por unidade de espessura de parede do que as alternativas fundidas: seleção completa de forjado acessórios cotovelo aço e flanges cegos, disponível aqui.
A soldagem por soquete aparece em quatro indústrias principais:
- Óleo e gás a montante: cabeçalhos de instrumentação, linhas de injeção química, sistemas de controle hidráulico normalmente NPS “-1”
- Geração de energia: água de alimentação da caldeira, condensado de vapor e linhas de óleo combustível em tiragens de pequeno calibre onde B31.1 se aplica
- Processamento químico: alimentação do reator e ciclos de reciclagem, coletores de alta pressão, sistemas de amostragem
- Tratamento de água: cabeçalhos de retrolavagem de alta pressão, patins de dosagem química
“Os acessórios de solda de soquete “Metal são populares em sistemas de tubulação de alta pressão nas indústrias de processamento químico, geração de energia, petróleo e gás e tratamento de água por muitas das mesmas razões que os flanges cegos de aço e os acessórios para tubos de cotovelo de aço. Existem vantagens e desvantagens no método de encaixe de solda de soquete:
& Supply Peddie, Especialista Técnico, Hayward Pipe & Supply (tubo e fornecimento)Junho de 2025)
Nota de engenharia: Classe de encaixe de tubos Schedule é um ponto de falha comum em compras
De acordo com a ASME B16.11-2021, os acessórios da classe 3000 são projetados para caber no tubo do cronograma 80; classe 6000 do cronograma de ajuste 160; classe 9000 do ajuste do Cronograma XXH (Duplo extra pesado).O ID do furo onde o soquete é usinado é cortado para caber no diâmetro externo do tubo por esse cronograma Encomende um encaixe da classe 6000 e programe o furo 80, e você terá uma incompatibilidade: o ID do furo será muito apertado para a parede do tubo, impedindo que o tubo se sente, e criando uma tensão de desgaste na raiz da solda devido ao mau ajuste Em cada pedido de compra, especifique claramente a classe de encaixe e o cronograma de furo ‘1″ classe 3000 SW acoplamento, furo sch 80, ASTM A105 N, ASME B16.11-2021.’
Observação de campo: os acessórios de solda de soquete constituem a grande maioria das juntas na instrumentação NPS 2″ e na tubulação de processo de patins modulares de refinaria, nos quais o corpo forjado em vaso reduz consideravelmente a pegada geral em comparação com os acessórios flangeados de face elevada de classe equivalente.
Como funciona a soldagem por soquete: a regra de recuo obrigatória de 1/16″

Uma etapa que decide se uma junta de solda de soquete sobreviverá 20 anos, ou rachará em 2 meses, é deixar uma folga de expansão de 1/16 pol. (1,6 mm) entre a extremidade do tubo e o ressalto do soquete antes que o soldador inicie uma solda nele. Quando o fundo do tubo repousa sobre o ressalto e é soldado, a expansão térmica cria uma tensão axial bloqueada conhecida após o resfriamento. Essa tensão restante torna-se um progenitor de trinca por fadiga sob cada ciclo de calor consecutivo e em tubulações que circulam moderadamente, a falha pode levar menos de 12 meses;
Cenário de campo: a falha sem lacunas $45.000 (Houston, 2024)
Em uma unidade de hidrocraqueador de tamanho médio em Houston, uma equipe de manutenção descobriu 14 soldas de filé rachadas em acoplamentos de solda de soquete ” Schedule 80 A105 8 meses após serem colocados em serviço A análise metalúrgica identificou um ZEG com falha: os soldadores haviam atingido o tubo até o ombro do soquete antes do processo de aderência e depois queimando sem puxar para trás Embora o WPS exija 1/16″ de folga, aparentemente nenhum ponto de retenção foi estabelecido para o ajuste.
Resultado: desligamento da unidade em 3 dias e $45.000 em reparos de corte e substituição. A contramedida: adição de um intervalo de pontos de retenção dimensional medido e registrado antes de qualquer solda de aderência ao plano de teste de inspeção de campo para todas as soldas de soquete na unidade.
Qual é o Retrocesso Certo para uma Solda de Soquete?
ASME B31.1 par. 127,3(e) eASME B31.3paraa322.5.2especificamente estadoaproximadamente 1/pol. (1,6 mm)” a palavra aproximadamente não é acidental A lacuna é um requisito funcional de projeto que permite a expansão térmica axial térmica da extremidade do tubo durante o ciclo térmico de solda e não deve ser confundida com uma tolerância de inspeção dimensional apertada.
O procedimento padrão de adaptação em quatro etapas:
- Feche a parte inferior da extremidade do tubo contra o ressalto do soquete e marque a profundidade de inserção.
- Escreva/indique uma linha de referência na face do soquete do tubo OD
- Retraia o tubo em 1/16-1/8″ (1,6-3,2 mm) da posição inferior 1/8″já que poderia ser usado em aplicação de campo para compensar a contração induzida termicamente da solda à medida que ela é resfriada durante a passagem da raiz.
- De solda por aderência em duas posições opostas (180) para segurar a folga e depois depositar a passagem de raiz.
Esta importante disposição de código é muitas vezes deixada de fora das fontes secundárias: B31.1 para. 127.3 (e) diz que o espaço “need não está presente ou verificado após a soldagem,” (8).Em termos práticos, isso permite que a solda acabada seja rejeitada se a folga não puder mais ser medida quando a solda estiver concluída. Este é um controle de back-end sobre um resultado final onde a necessidade real de qualidade existia no ajuste: o acabamento (dependente do tempo) não é o momento certo para exigir uma necessidade de controle.
Nota de Engenharia: O que há no serviço cíclico que altera o perfil de risco?
ASME B31.1 para. 111.3.1 lê ” deve ser dada especial atenção à restrição adicional do uso de juntas de tubulação soldadas por soquete onde se espera que ocorram ciclos de temperatura ou pressão ou vibração severa ou onde o serviço possa acelerar a corrosão em fendas ” A linguagem é consultiva; o uso de um SIF de 2,1 em um filete de solda de soquete inacabado significa que cada ciclo de carga aplica um fator de 2,1 à tensão de flexão real no dedo do pé da solda Para sistemas de tubulação cíclica que executam mais de algumas centenas de ciclos por ano, a combinação de um SIF alto e aplicações de métodos de tensão nominal faz com que a fissuração por fadiga ocorra mais rapidamente do que um projetista seguindo 31,3/31,1, conforme escrito poderia esperar. A solução simples: mudar para uma solda de topo nos laços cíclicos identificados, ou solicitar uma solda de filete acabada (SIF abaixo de ~ 1,3).
O erro mais comum cometido por técnicos de tubulação experientes: os soldadores marcam corretamente a profundidade de inserção do soquete e, em seguida, não conseguem recuá-la antes de virar. As soldas do soquete com fundo antes da soldagem causam a maioria das rachaduras nas raízes e vazamentos no orifício observados nos sistemas de tubulação de solda de soquete (falhas) que normalmente não apresentam nenhum sintoma até que a tubulação passe pelo primeiro ciclo térmico completo de aquecimento/resfriamento.
Classes de pressão ASME B16.11: 3.000, 6.000 e 9.000 explicadas

Enquanto as designações de classe de pressão de flange no ASME B16.5 aparecem como 150, 300, 600... esses símbolos não se traduzem em pressões de trabalho em psi As classes de pressão de encaixe de solda de soquete dentro de B16.11 são listadas como 3000, 6000 ou 9000. Essas classes de pressão indicam o diâmetro do furo do soquete, pois são combinadas com os cronogramas de tubulação disponíveis - não quanta pressão o encaixe pode suportar A pressão de trabalho permitida real depende do cronograma de tubulação selecionado e da espessura selecionada do material/parede, conforme calculado pelo código de tubulação relevante - B31.3 ou B31.1 - e pelo símbolo da classe de pressão B.
Matriz de seleção de solda de soquete de 3 classes (ASME B16.11-2021)
Referência: Classe necessária Programação de tubos Correspondência de serviço de alcance NPS
| Classe Pressão | Cronograma de tubulação necessário | Faixa NPS | Aplicação Típica |
|---|---|---|---|
| Classe 3000 | Cronograma 80 | 1⁄8” 3″ | Processo geral de alta pressão; vapor ≤600 psi; distribuição de água e gás |
| Classe 6000 | Anexo 160 | 1⁄8” 2″ | Injeção química; hidrocarboneto de alta temperatura; serviço de gás de alta pressão |
| Classe 9000 | Cronograma XXH (Duplo Extra Pesado) | 1⁄8” 2″ | Hidráulico de ultra-alta pressão; coletores de controle de cabeça de poço |
Fonte: ASME B16.11-2021 via ASME.org. Confirmado via dados técnicos EngineeringToolbox e Bonney Forge.
O sistema de três classes garante que o furo do encaixe e a espessura da parede tenham o formato correto da parede do tubo Um encaixe Classe 3000 feito para caber no tubo Schedule 80 terá o diâmetro externo do tubo certo para caber e será capaz de produzir uma geometria previsível da perna de solda do filé Um encaixe Classe 3000 projetado para o tubo Schedule 160 irá incompar a parede do tubo: seu furo será muito grande, não assentará corretamente e a solda do filé não será capaz de manter o tamanho mínimo da perna indicado pelo código na posição das 6 horas.
Ao adquirir Flanges ASTM A105 e os encaixes de solda do soquete, verificam sempre que a classe da pressão combina a programação da tubulação em cada ordem de compra Para o serviço de alta pressão que aproxima-se ASME B16.5 Classe 2500, os coordenadores da tubulação recomendam extensamente mudar da solda do soquete às conexões da extremidade-solda devido ao fator de intensificação do esforço 2.1 no filé do soquete uma recomendação documentada em discussões múltiplas da engenharia e consistente com B31.1 para. 111.3.1 linguagem consultiva.
Solda de soquete vs. Solda de topo: uma matriz de decisão técnica de 5 fatores
Escolher o tipo certo de encaixe de solda de topo em vez de encaixe de solda de soquete está no núcleo de uma escolha de especificação que provou ter consequências reais de custo e segurança Quando tornado muito caro na fase de licitação, a opção de menor custo (um driver de custo de componente grande, neste caso) foi especificada devido às preferências do projeto pet em detrimento da vida operacional geral da instalação e do lucro Quando tornada muito barata, a nova instalação criou involuntariamente um risco de falha irreversível na aplicação de serviço severo Os cinco fatores abaixo incorporam todos os cenários em que engenheiros experientes mostraram um padrão consistente de escolha da opção de decisão de solda de soquete errada (padrões exaustivamente documentados em Tópicos do fórum de engenharia Eng-Tips e apoiado por dados de custos do estudo de caso do projeto), cada fator abaixo pode ser verificado em relação à experiência real do profissional.
Solda de soquete: Vantagens
- Nenhum chanfro da extremidade do tubo cortado quadrado e inserido
- ~40-50% menos custo instalado do que um encaixe de solda de topo para o serviço de cloreto estático NPS 2″ (trabalho: sem bisel, sem TIG de passagem de raiz, sem RT por junta)
- Junta de filete forte e estanque através da Classe 9000
- Design de carroceria forjado (integral) Menos espaço de instalação do que alternativas flangeadas em coletores de instrumentos apertados
- Sem Borescopatch Turbulence Extremidade do tubo Mismatch totalmente fechada dentro do soquete quando aparafusada
Solda de soquete️: Limitações
- Max NPS 2″ se Classe 6000/9000 ou NPS 3 se apenas Classe 3000
- Crevício anular na extremidade do tubo. Risco de corrosão do crevice em meio ácido.
- NPS máximo com encaixe de solda de soquete se o flange ASME B16.11 ou ASME B16.5 Classe 6000/9000 for (de acordo com minha pesquisa) NPS 2″. Max NPS com encaixe de solda de soquete quando o flange da classe 3000 é (de acordo com minha pesquisa) NPS 3″.
- Como evitar uma solda SIF 2.1 @ o dedo do pé de solda não chanfrado
- Não é adequado para serviços de alimentos, produtos farmacêuticos ou chorume (higiene)
- Como mitigar a probabilidade de que a inspeção radiográfica do soquete soldado encontre um “acidente esperando para acontecer o defeito de porosidade intergranular”.
| Fator | Solda Soquete | Solda anal |
|---|---|---|
| 1. tamanho da tubulação | NPS ≤2″ (≤3″ apenas para a classe 3000) | Todos os NPS (ASME B16.9) |
| Preparação do fim 2. | Nenhum exigido corte quadrado | Biful + face da raiz necessária |
| 3. Método EQM | VT + MPI ou PT; RT impraticável | RT //VT UT todos os métodos aplicáveis |
| 4. Fissura/higiene | Existe uma fenda anular que não é adequada para alimentos, produtos farmacêuticos ou chorume | Furo completo da penetração, nenhuma fenda |
| 5. Custo instalado (NPS ≤2″) | ~400 % inferior, sem chanfro, sem passagem de raiz TIG, MPI ~4T120/junta vs RT $80/junta | Custo de base; RT é responsável por ~601TP3 T do custo total de solda por junta |
Estrutura de decisão: Solda de soquete vs. Solda de topo
Por que os acessórios de solda de soquete não são recomendados como uma solução para condições severas de carregamento cíclico ou vibração mecânica. O problema de início de trinca por fadiga no filtro de solda para o filtro pode ser mitigado pela escolha de um acessório de solda de topo de grande diâmetro.
Use a solda de soquete quando: NPS 2″ E o serviço não for cíclico, não vibratório E sem risco de corrosão em fenda (Cl > 50 ppm, sem H2 S) E RT não for exigido pelo proprietário/especificação
Especificação Cenário: Skid de medição de GNL de 2.000 conexões (Omã, 2025)
Use a solda de topo quando: NPS > 2″ OU exame RT/UT será contratualmente necessário OU serviço de tubulação de alimentos, produtos farmacêuticos ou chorume OU existirem condições severas de carga cíclica ou vibratória (â€condições cíclicas severas” conforme definido pela ASME B31.3)
Um engenheiro de aquisição de equipamentos especializados de terminais de GNL havia especificado 2.000 conexões NPS ” a 1″ de pequeno calibre em uma nova estação de medição e controle de fluxo em um deserto esgotado de oxigênio, Uma vez que o serviço era estático (sob pressão), e o cliente não tinha necessidade de radiografia de soldas de soquete, todas as conexões usavam acessórios de solda de soquete Sem outras alterações além de inverter a Bill Of Material para mudar todo o lote de encaixes de solda de topo a soquete, o projeto salvou 431TP3 T fora da estimativa de custo instalada original devido à perda de custos de preparação de bisel, inicialização de passagem raiz TIG e radiografia em cada conexão O efeito foi confirmado no mesmo cronograma de taxa de unidade de trabalho do projeto antes de acertar o livro.
Flanges de solda de soquete vs. Flanges Pescoço Soldado: Qual especificar?

Para detalhes sobre especificações de acessórios de solda de soquete incluindo tabelas dimensionais e opções de materiais, consulte a página do produto Baling Steel.
Flanges de solda de soquete e flanges pescoço solda compartilhe o mesmo círculo de parafusos, dimensões de faceamento e classificações de pressão-temperatura dentro de qualquer classe ASME B16.5. A diferença é como eles se ligam ao tubo e essa diferença tem implicações diretas para a capacidade de inspeção, desempenho de fadiga e tamanho máximo permitido do tubo de acordo com o código de tubulação.
| Parâmetro | Flange de solda de soquete | Flange Pescoço Soldado |
|---|---|---|
| Solda fixação | 1 solda de filé, exterior do tubo | Solda de topo de penetração total |
| Preparação tubulação | Nenhum (corte quadrado) | Bifão necessário |
| Max NPS (por ASME B31.1 para. 122.1.1(h)) | NPS 3″ (Classe 600 e inferior); NPS 2½” (Classe 1500) | Ilimitado |
| Classes práticas de pressão | Classe 1500 1500; Classe 2500 rara na prática | Classe 1500 2500 |
| Métodos EQM | VT /MPI /PT | RT /UT /VT /MPI |
| Transferência de tensão para o tubo | Indireto através da geometria do filete | Direto com parede de tubo (mais forte) |
| Melhor aplicação | NPS ≤2″, atendimento estático, Classe ≤600 | Todos os tamanhos e pressões; serviço cíclico, tóxico ou crítico |
Os flanges de solda de soquete têm um cronograma?
Para flanges de solda de soquete não há ‘esquema de flange’, apenas o cronograma de furo (broke schedule) que é, o diâmetro do furo usinado no cubo do soquete O cronograma de furo deve corresponder ao diâmetro externo do tubo que está sendo unido Um flange SW Classe 300 perfurado para o tubo Schedule 80 tem um ID ligeiramente menor do que um perfurado para o tubo Schedule 40, apesar de ambos os flanges serem nominalmente NPS 1.
Deixar de combinar a espessura da parede do tubo com o cronograma do furo faz com que o tubo não consiga entrar no soquete ou fique frouxamente no soquete com um ‘ajuste do homem das cavernas’, resultando em uma solda de filé com comprimentos de perna desiguais e possivelmente um cordão não fundido em um lado da junta. Seja explícito: ‘1″ Flange SW Classe 300, furo Sch 80, ASME B16.5, ASTM A105N’
Para seleção de tipo de face (Rosto Elevado, Face Plana, Junta Tipo Anel) e classificações detalhadas de pressão-temperatura por grupo de materiais, consulte o guia completo para flanges de pescoço soldado e classes de pressão de flange. Para uma comparação de todos os tipos de flange, incluindo deslizamento e persiana, consulte o guia de seleção de tipos de flange.
Classes de material de solda de soquete: A105, A182 F316 L e seleção de liga

As conexões e os flanges da solda do soquete são forjadosasas especificações da liga de their estão de acordo com padrões de forjamento de ASTM em vez dos padrões da tubulação de ASTM. No mínimo, o WPS deve ser consistente com os tipos diferentes da liga do encaixe e da tubulação A mesma categoria da liga do encaixe e da incompatibilidade da categoria da liga da tubulação, por exemplo, um encaixe de aço carbono 105 e a tubulação inoxidável A312 TP316 L, exige uma qualificação separada de WPS com uma seleção da liga de enchimento da ponte.
| Grau | Padrão ASTM | Rendimento mínimo/UTS | Faixa Temperatura | Uso Primário |
|---|---|---|---|---|
| A105N | ASTM A105 | 36 ksi /70 ksi (250 /485 MPa) | 20 °F a 800 °F (29 °C a 4 °C) | Óleo, gás, água, vapor ≤600 psi; pares com tubo A106 Gr. B |
| A182 F316L | ASTM A182 | 25 ksi /70 ksi (170 /485 MPa) | 200 °F a 800 °F (por B96 °C a 427 °C) (31,3 | Químico, serviço de cloreto; low-C impede a sensibilização da solda |
| A182 F11 | ASTM A182 | 30 ksi /60 ksi (205 /415 MPa) | A 1100°F (593°C) | Serviço de refinaria de alta temperatura (vapor 11⁄4Cr e liga Mo) |
| A182 F51 (Duplex) | ASTM A182 | 65 ksi /90 ksi (450 /620 MPa) | A 600 °F (316 °C) | Serviço azedo offshore; Ambientes contendo H2 S por NACE MR0175 |
F316 F316 versus o significado do “” na solda: O grau L restringe o carbono a um máximo de 0,03% (o padrão 316 permite 0,081TP3 T).O aumento do carbono resulta na precipitação de carboneto de cromo nos limites de grão durante o ciclo de calor de solda 480-820 Cius conhecido como sensibilização (sensibilização) durante o qual o cromo é exaurido da região limite de grão reduzindo a resistência à corrosão No caso de quaisquer acessórios de solda de soquete a serem instalados tubulação aço inoxidável transportando meios corrosivos sem recozimento de solução pós-soldagem, F316 L é a especificação correta em relação ao padrão F316.
No caso de tubulações de aço carbono utilizando Tubo ASTM A106 GRAU B, A105 N é o material de forjamento equivalente correspondente O sufixo “N” indica o tratamento térmico normalizado que é especificado em ASME B 16.5 para flanges abaixo de -20 F e para o serviço de fluido específico da Categoria M (mortal/ignitável) de B31.3.
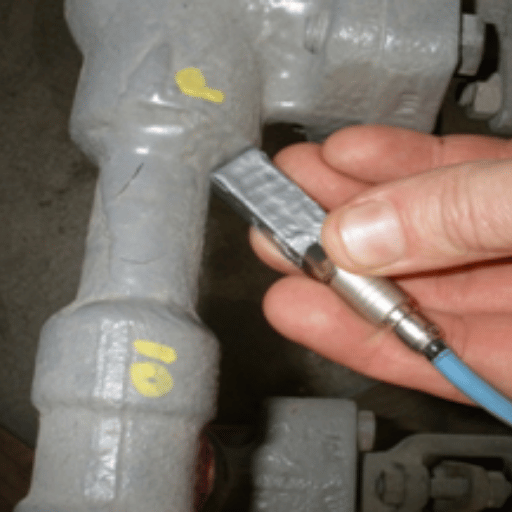
Inspeção, teste e manutenção de solda de soquete
A soldagem por soquete produz uma geometria de junta que impõe restrições naturais para exame não destrutivo Entender quais métodos NDE são eficazes processo e quais não são conflitos de especificação dispendiosos evitar proprietários onde um proprietário spec requer testes radiográficos todas as soldas sem contabilizar a geometria da solda de soquete A verificação da integridade da solda após a soldagem por soquete requer ferramentas diferentes daquelas usadas para soldas de topo de penetração total, e empreiteiros não familiarizados com essa distinção muitas vezes superespecificam RT, adicionando custo sem melhorar a capacidade de detecção Comissão Reguladora Nuclear dos EUA documentou falhas por fadiga de solda de soquete em tubulações nucleares de pequeno calibre ASME Classe 1, observando que a inspetibilidade limitada de EQM da junta contribui para a detecção retardada do acúmulo de danos por fadiga.
Você pode soldar um soquete com raio X?
Tecnicamente sim mas raramente utilmente o feixe Quando passa através de uma junta de solda de soquete, ele transita duas camadas de parede de tubo de material sobreposto dentro do soquete, e a parede de encaixe em torno dele O filme mostra ambas as imagens sobrepostas, impedindo a identificação da qualidade da raiz de solda vs densidade de fundo estas são as limitações geométricas da solda de soquete RT como ASMEB31.3 B31.1 requisitos do projeto Portanto, como padrão na maioria das especificações do projeto ASME B31, a solda de soquete NDE exigindo interpretação mais complexa é limitada ao exame visual (VT) e MPI ou PT.
Uma aplicação particular do RT: a radiografia antes da soldadura pode verificar a diferença 1/16″ mancando a silhueta delicada contra a extremidade contínua da tubulação A verificação pós-solda do intervalo do RT não pode ser conseguida uma vez que o filete está presente O código não inscreve uma exigência da validação da cargo-solda o ajuste é o ponto de controle da qualidade, não a solda terminada.
| Método | O que ele detecta | Adequação SW | Referência do código |
|---|---|---|---|
| VT (Visual) | Geometria da superfície, tamanho da solda, perfil | Método primário | ASME B31.1/B31.3 |
| MPI (Partícula Magnética) | Fissuras superficiais e próximas à superfície | Apenas materiais ferromagnéticos | ASME B31.3 par. 344,3 |
| PT (penetrante líquido) | Descontinuidades de superfície aberta | Bom, todos os materiais, incluindo SS | ASME Secção V Artigo 6. o |
| RT (Radiografia) | Vazios subterrâneos, porosidade | ️ Limited Imagens sobrepostas de geometria sobreposta | ASME Secção V Artigo 2. o |
Gestão a longo prazo: a região de fenda anular na extremidade do tubo é um local para corrosão em meios agressivos Em serviços onde os níveis de cloreto têm o potencial de exceder 50 ppm, cronograma VT de solda de filé externo toes (ataque de fenda) pode comprometer o metal pai abaixo da solda invisível até que a perda significativa da parede seja evidente Se a região de fenda for um risco específico do serviço, especifique uma solda de filé de duas passagens (preenchendo o alinhamento circunferencial aberto) para fechar a fenda ou altere o tipo de conexão para solda de soquete a ponta durante a fase de execução.
Cenário de Inspeção: Falhas de Passagem Única na Loja de Fabricação (Busan, 2025)
Pós-hidroteste em uma oficina de fabricação de Busan, um inspetor de CQ observou 12 de 500 soldas de soquete dentro de um coletor de processo de aço inoxidável (em tubo de 20″) exibindo indicações de PT nos dedos da solda Causa raiz: um soldador tentou minimizar o tempo de ciclo usando uma abordagem de passagem única A soldagem de passagem única no tubo de espessura de parede do Anexo 80 não se funde na posição de 6 horas na raiz, pois os efeitos da gravidade puxam a poça de solda semi-derretida para baixo e para longe da abertura da raiz Ação corretiva: todas as soldas com comprimento superior a 20″ foram excluídas do procedimento e os procedimentos de duas Pass estabelecidos com MT exigidos nas primeiras 50 soldas Das 12 soldas afetadas, todas as quatro soldas de tubo reto, 3 soldas de tubo inferior foram refabricadas em 3 dias, o coletor passou por um retrabalho adicional de 2 dias.
Soldagem por soquete e perspectiva da indústria: 2025 Tendências 2026
Três valores apontam a perspectiva de curto prazo para especificações de soldagem por soquete:
1. ASME B16.11 terá uma nova edição publicada em 2026. O prefácio ASME B16.11 2021 faz referência a “a próxima edição desta Norma está programada para publicação em 2026.” Engenheiros usando especificações para aquisição de peças forjadas de chumbo longo para projetos em execução até 2026-2027 deve declarar explicitamente a última edição do “or” sobre pedidos de compra, caso a edição de 2026 especifique alterações dimensionais ou atualize as tabelas de classificação de pressão, os pedidos de compra para a edição de 2021 resultarão em lacunas de especificações após a entrega.
Fique de olho no ASME B16.11 página para adendos ou erratas atualizados a serem anunciados em um futuro próximo.
2. O aço inoxidável duplex agora cai no custo, tornando mais atraente para o serviço offshore e azedo. A pressão parcial especial HS da NACE MR0175 superior a outros limites HS da NACE para aço inoxidável austenítico é padrões móveis em topsides offshore (sistemas de injeção química) e coletores de controle submarinos para ASTM A182 F51 (UNS S31803) acessórios de solda de soquete em vez de materiais de especificação padrão F316L.
O prazo de entrega para acessórios de solda de soquete F51 forjados de fornecedores de Nível 1 é de aproximadamente 10-16 semanas no mercado de 2025, em oposição a cerca de 4-8 semanas para aço carbono (A105) ou equivalentes F316 L. Se ele número de material F51 no pacote de engenharia de sistema, comece a comprar materiais antes do congelamento P & ID.
3) Comparação continua a crescer Q2-Q3 2025 pesquisando dados do 1° semestre revelam “socket solda vs butt solda” consultas até 241TP3 T YoY ye firmemente em linha com rigorosos exames de engenharia de refinaria atualização e esquemas de construção modular onde o custo de instalação é um aspecto crítico Mercado mundial para encaixes de solda de soquete projetado em c.
US$2.23bn até 2026; os projetos de capital da Ásia-Pacífico e do Oriente Médio referenciados como “indicators” (IntelMarketResearch 2025Indicative Market estimate; due independent audit not clear).
Perguntas frequentes
O que é uma solda de soquete?
Ver Resposta
Qual é a diferença entre soldagem de soquete e soldagem de topo?
Ver Resposta
Uma solda de soquete é uma solda de filé?
Ver Resposta
Os flanges de solda de soquete têm um cronograma?
Ver Resposta
Quando você NÃO deve usar acessórios de solda de soquete?
Ver Resposta
Por que usar acessórios de solda de soquete sobre acessórios roscados?
Ver Resposta
Sobre Este Guia
Preparado pelo Aço Baling equipe técnica Referências de padrões extraídas de ASME B16.11-2021, ASME B31.1-2022 (parágrafo 127.3 (e), 111.3.1, 122.1.1 (h)) e ASME B31.3 Process Piping. Dados de falha do praticante provenientes de documentação técnica do NRC dos EUA e fóruns de profissionais de engenharia Revisados em relação aos benchmarks semânticos NEURONwriter para o cluster de palavras-chave “socket welding” A Baling Steel fabrica e fornece acessórios de solda de soquete ASME B16.11 e flanges de solda de soquete ASME B16.5 em ASTM A105 N, A182 F316 L, F11 e F51 graus 1 veja as especificações do produto e solicite um orçamento.
Artigos Relacionados
- Guia de flange de pescoço soldado: classes de pressão, dimensões e seleção ASME B16.5
- Tipos de flanges: pescoço de solda, deslizamento, cego, solda de soquete e junta de volta comparada
- Forjados de aço carbono ASTM A105: Propriedades mecânicas e guia de especificações
- liga ASTM A182 e forjamentos de aço inoxidável: seleção de grau de F11 a F51
- Guia de flange cego: padrões ASME B16.5, classificações de pressão e classificações de materiais

