


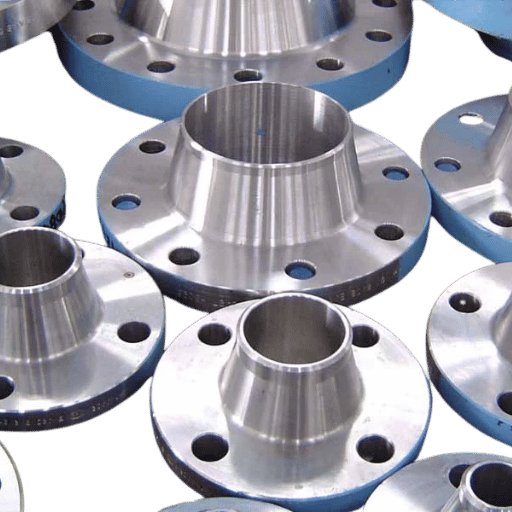
ソケット溶接は、パイプの端がフィッティングまたはフランジの機械加工されたセットバックソケットに滑り込み、その後フィッティング面でその周囲をフィレット溶接するパイプを接合する方法であり、これは、フィッティング面によって定義される ASME B16.11鍛造継手およびフランジ用ASME B16.5 のための-2021、ソケット溶接は、石油&ガス、石油化学、発電、および水処理産業における小径、高圧パイプ接続のための標準的な方法である ⁄ 典型的にはNPS 1⁄4 から2 ″ (DN 8 からDN 50) 適合の容易さ、接合部の構造的完全性、および漏れ防止がすべて重要である場合。.
莠ャ驛ススメクス:ソケット溶接
| 標準 | ASME B16.11-2021 (フィッティング) | ASME B16.5 (フランジ) を採用している |
| サイズ範囲 | NPS 1⁄8” ″ 4 ″ (クラス 3000); 1⁄8” ″ 2 ″ (クラス 6000 & 9000) |
| 圧力クラス | 3000 / 6000 / 9000 ポンド (フィッティング、B16.11); 150~1500 (フランジ、B16.5/B31.1) |
| 強制的な挫折 | 1/16インチ。 (1.6 mm) ASME B31.1 パラあたり。 127.3(e)/B31.3パラ。 328.5.2 |
| 溶接タイプ | フィレット溶接;最小脚 = パイプの公称壁厚 (t)n) |
| 一次材料 | ASTM A105N (炭素鋼) | ASTM A182 F316L (ステンレス鋼) |
| Avoid For | サイクリック/振動サービス・食品/製薬・隙間感応メディア(Cl-> 50ppm)・NPS > 2″(一般診療) |
ソケット溶接とは何ですか?タイプ、用途、業界標準
ソケット溶接継手は 2 段階のプロセスです。パイプの端を機械加工して継手の円筒形ソケット ボア内に滑り嵌めし、適切なギャップまで拡張したら、継手面でパイプの周囲に連続フィレット溶接を追加します。トーチ仕上げの溶接部は、フランジ付きジョイントのようにソケットの肩部に配置することはできませんが、継手の荷重を担持します。肩部は単にパイプのバックストップです。.
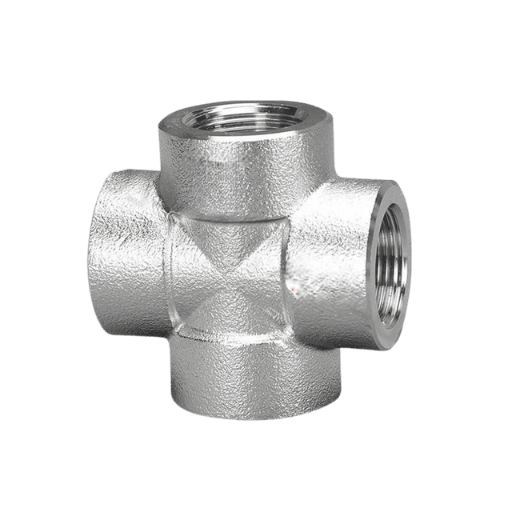
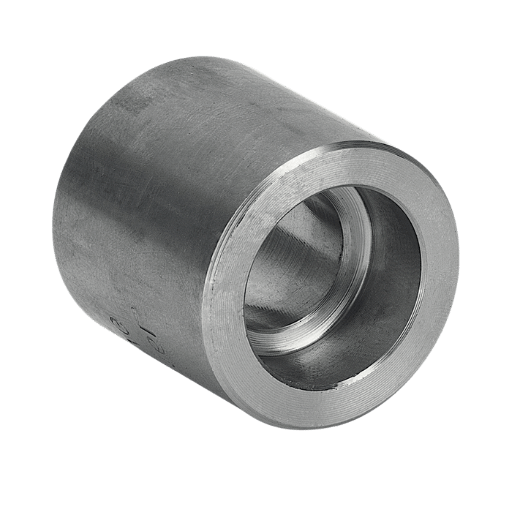
ASME B16.11 に見られる8 つの標準的な鍛造ソケット溶接継手タイプがあります: カップリング (フル、ハーフ) 、エルボ (90 45) 、ティー、リデューシングティー、クロス、キャップ、ユニオン。 sockolets = オイル&ガスの生産、精製、発電に使用されるブランチアンドラン配管システム用のブランチ継手 = MSS SP-97 の対象となります。 鍛造構造により、これらのコンポーネントは、鋳造代替品: 鍛造品の完全な選択よりも細かい粒子構造と単位壁厚あたりの引張強度が高くなります スチールエルボ継手 そして ブラインドフランジ, 、 こちら で ござい.
ソケット溶接は、次の4 つの主要産業に現れます:
- 上流のオイルとガス: 計装ヘッダー、化学薬品注入ライン、油圧制御システム (通常は NPS「-1」)“
- 発電: B31.1 が適用される小口径運転のボイラー給水、蒸気凝縮水、燃料油ライン
- 化学処理: 反応器の供給およびリサイクル ループ、高圧マニホールド、サンプリング システム
- 水処理: 高圧逆洗ヘッダー、化学薬品の投与スキッド
“「金属ソケット溶接継手は、鋼製ブラインドフランジや鋼製エルボパイプ継手と同じ理由の多くで、化学処理、発電、石油&ガス、水処理業界全体の高圧配管システムで人気があります。」ソケット溶接の取り付け方法には、長所と短所の両方があります:
- グレッグ ペディ、ヘイワード パイプ&サプライ技術スペシャリスト()2025年6月)
エンジニアリングに関する注記: クラス パイプの取り付けスケジュール (Fitting Class Pipe Schedule) = 調達における一般的な故障点
ASME B16.11-2021 によると、クラス3000 の継手は、スケジュール80 パイプに適合するように設計されています; クラス6000 の適合スケジュール160; クラス9000 の適合スケジュールXXH (ダブルエクストラヘビー) ソケットが機械加工されるボアのIDは、そのスケジュールまでにパイプのODに適合するように切断されます クラス6000 の継手とスケジュール80 のボアを注文すると、ミスマッチが発生します: ボアIDがパイプの壁に対してきつすぎて、パイプが着座するのを防ぎ、フィットアップ不良による溶接根の摩耗応力を発生させる すべての購入注文で、フィッティングクラスとボアスケジュールを明確に指定します {例: ‘1 ″ クラス3000 SWカップリング、ボアsch 80、ASTM A105N、ASME B16.11-2021.’
現場観察:ソケット溶接継手は、製油所モジュラースキッドのNPS 2 ″計装およびプロセス配管における継手の大部分を構成しており、ポット鍛造本体は、同等のクラスの隆起面フランジ継手と比較して、全体的なフットプリントを大幅に削減します。.
ソケット溶接の仕組み: 必須の 1/16 ″ セットバック ルール

ソケット溶接継手が20 年、または2 ヶ月で亀裂を存続するかどうかを決定する1 つのステップは、溶接機がその上に溶接を開始する前に、1/16 in. (1.6 mm) の伸縮ギャップを残すことですパイプ端とソケット肩部との間の伸縮ギャップ パイプの底部が肩部に載っているとき、溶接されると、熱膨張は冷却時に既知のロックイン軸応力を生成します その残留応力は、連続する各熱サイクルおよび適度にサイクルする配管の下で疲労亀裂の始祖となり、破損は12 ヶ月未満かかる可能性があります;
嬴フィールドシナリオ:$45,000 ノーギャップ失敗(ヒューストン、2024 年)
ヒューストンの中型水素化分解装置ユニットで、メンテナンスチームは、使用開始から 8 か月後に「スケジュール 80 A105 ソケット溶接カップリング」で 14 個の亀裂のあるフィレット溶接を発見しました。冶金学的分析により、ZEG の故障が特定されました。溶接工は、タックプロセス前にパイプをソケットショルダーに底付けし、引き戻さずに焼き入れを行っていました。 WPS では 1/16 ″ のギャップが必要ですが、明らかに取り付けのためのホールドポイントは確立されていませんでした。.
結果: 3 日間のユニット停止と $45,000 のカットアンドプレイス修理。対策: タック溶接の前に測定および記録された寸法保持点ギャップを、ユニット上のすべてのソケット溶接の現場検査テスト計画に追加します。.
ソケット溶接に適したセットバックは何ですか?
ASME B31.1 パラグラフ127.3(e)およびASME B31.3paraa328.5.2「約 1/16 インチ」と具体的に述べます。 (1.6 mm)」 - この単語は偶然ではありません。このギャップは、溶接熱サイクル中のパイプ端の熱軸方向の熱膨張を可能にする設計機能要件であり、厳密な寸法検査公差と混同しないでください。.
標準的な4 段階のフィットアップ手順:
- パイプ端の底部をソケットの肩に当てて閉じ、挿入深さをマークします。.
- パイプ OD のソケット面に基準線をスクライブ/示します
- パイプを底位置から 1/16 ″- 1/8 ″ (1.6-3.2mm) だけ引き込みます。 1/8 ″ は、溶接部が冷却されるときに熱誘起収縮を補償するために現場での用途に使用できます。ルートパス中。.
- タックは 2 つの反対側の位置 (180) で溶接され、ギャップを保持し、ルート パスを堆積します。.
この重要なコード規定は、多くの場合、二次的な情報源から除外されます: B31.1 para. 127.3 (e) は、スペースが「溶接後に存在したりチェックしたりする必要はない」と述べています (8)。実用的には、溶接が終了したときにギャップを測定できなくなった場合に、完成した溶接を拒否することができます。これは、実際の品質ニーズが適合時に存在した最終結果に対するバックエンド制御です。 (時間に依存する) 仕上げは、制御の必要性を要求するのに適切な時期ではありません。.
エンジニアリングに関する注記: サイクリック サービスのリスク プロファイルを変更するものは何ですか?
ASME B31.1 para. 111.3.1 reads ”special consideration to be given to further restricting of socket welded piping joints where temperature or pressure cycling or severe vibration is expected to occurate crevice corrosion 111.3.1 reads ”the language is advisory; use of a SIF of 2.1 at an unfinished socket weld fillet means that each load cycle applies a 2.1 factor to the actual bending stress at the weld toe.未完成のソケット溶接フィレットで2.1 のSIFを使用するということは、各負荷サイクルが溶接先での実際の曲げ応力に2.1 の係数を適用することを意味します。 syclic piping systems performing more than the fewly hundred cycles perycle for a high SIF and nominal stress method applications cause fatigue farcing to occurs faster than a designer following 31.3/31.1 as written might exp.
経験豊富な配管技術者が犯す最も一般的な間違い: 溶接工はソケットの挿入深さを正しくマークし、タックする前にソケットの挿入深さをバックアウトできません。溶接前に底がついたソケット溶接は、ソケット溶接配管システムで見られる根の亀裂やピンホールの漏れの大部分を引き起こします。通常、配管が最初の完全な加熱/冷却熱サイクルを受けるまで症状を示さない故障。.
ASME B16.11 圧力クラス: 3000、6000、および 9000 について説明しました

ASME B16.5 のフランジ圧力クラスの指定は 150、300、600 として表示されますが、これらの記号は psi での作動圧力には変換されません。 B16.11 内のソケット溶接継手の圧力クラスは 3000、6000、または 9000 としてリストされています。これらの圧力クラスは、利用可能なパイプ スケジュールと一致しているため、ソケット ボアの直径を示します。フィッティングが耐えられる圧力ではありません。実際の許容作動圧力は、関連する配管コード - B31.3 または B31.1 のいずれかによって計算される、選択したパイプ スケジュールと選択した材料/壁の厚さ、および B 圧力クラス シンボルによって異なります。.
洽 The 3-Class Socket Weld Selection Matrix (ASME B16.11-2021)
参照: クラス必須パイプスケジュールNPS範囲サービスマッチ
| 圧力クラス | 必須 パイプスケジュール | NPS レンジ | 代表的なアプリケーション |
|---|---|---|---|
| Class 3000 | スケジュール 80 | 1⁄8」~3″ | 一般的な高圧プロセス;蒸気 £600 psi;水とガスの分配 |
| Class 6000 | スケジュール160 | 1⁄8」~2″ | 化学注入; 高温炭化水素; 高圧ガスサービス |
| Class 9000 | スケジュール XXH (ダブル エクストラ ヘビー) | 1⁄8」~2″ | 超高圧油圧; 坑口制御マニホールド |
出典: ASME B16.11-2021 経由 ASME.org. 。 EngineeringToolbox および Bonney Forge 技術データを介して確認されました。.
3 クラスシステムにより、フィッティングソケットのボアと壁の厚さがパイプ壁に正しい形状であることが保証されます スケジュール80 パイプにフィットするように作られたクラス3000 フィッティングは、フィットするのに適切なパイプODを持ち、予測可能なフィレット溶接脚の形状を実現できます スケジュール160 パイプ用に設計されたクラス3000 フィッティングは、そのパイプ壁とミスマッチします: ボアが大きすぎる、適切に座らない、フィレット溶接は、コードで示される最小脚サイズを6 時の位置に保つことができません。.
調達する時 ASTM A105 フランジ そしてソケット溶接継手は、常に圧力クラスがすべての発注書でパイプスケジュールと一致することを検証します。 ASME B16.5 クラス 2500 に近づく高圧サービスの場合、配管エンジニアはソケットフィレットの 2.1 応力増強係数によりソケット溶接から突合せ溶接接続に切り替えることを広く推奨しています ⁄ 複数のエンジニアリングフォーラムのディスカッションで文書化され、B31.1 パラグラフと一致する推奨事項。 111.3.1 アドバイザリー言語。.
ソケット溶接対バット溶接: 5 要素の技術的意思決定マトリックス
ソケット溶接継手ではなく、バット溶接継手の適切なタイプを選択することは、実際のコストと安全性の結果を持つことが証明されている仕様選択の中核です。入札段階で高すぎる場合、より低コストのオプション (この場合は大きなコンポーネントのコストドライバー) が、施設全体の稼働寿命と利益を損なうペットプロジェクトの好みにより指定されています。低すぎる場合、新しい設置は、シビアサービスアプリケーションで不可逆的な故障リスクを無意識のうちに生み出しています。以下の 5 つの要素には、経験豊富なエンジニアが間違ったソケット溶接決定オプションを選択するという一貫したパターン (パターンは徹底的に文書化されています) を示したすべてのシナリオが組み込まれています Eng-Tips エンジニアリング フォーラムのスレッド また、プロジェクトのケーススタディのコスト データによってサポートされています。 ¤ 以下の各要素は、実際の実務者の経験に照らして検証できます。.
莠ソケット溶接:利点
- パイプエンドの面取りなし ――パイプを正方形に切断して挿入
- ~40-50%はNPS 2 の″の静的な塩化物のサービスのための突合せ溶接の付属品よりより少ない取付けられた費用(労働: 斜角無し、根-パスTIG無し、接合箇所ごとのRT無し)
- クラス9000 を通る強い、漏出堅いフィレット接合箇所
- 鍛造(一体型)ボディ設計 - タイトな計器マニホールド内のフランジ付き代替品よりも設置面積が小さくなります
- ボアスコープの不一致はありません 乱流 (ボルトで固定するとパイプ端がソケット内に完全に密閉されます)
姘️ソケット溶接: 制限事項
- クラス6000/9000 の場合は最大NPS 2 ″、クラス3000 の場合はNPS 3 のみ
- パイプエンドの環状隙間。 ~塩化物または酸性媒体中の隙間腐食のリスク。.
- ASME B16.11 かASME B16.5 クラス6000/9000 フランジのフランジが付いている場合ソケット溶接の付属品が付いている最高NPSは(私の研究によって)NPS 2 ″です。 クラス3000 フランジが付いているときソケットの溶接の付属品が付いている最高NPSは(私の研究によって)NPS 3 ″です。.
- 溶接を回避する方法 SIF 2.1 @ 面取りされていない溶接つま先
- 食品、医薬品、スラリーサービス(衛生)には適していません
- 溶接ソケットの X 線検査で「事故が待っている」粒界気孔率欠陥が見つかる可能性を軽減する方法。.
| 要因 | ソケット 溶接 | 突合せ溶接 |
|---|---|---|
| 1.パイプのサイズ | NPS ‣ 2 ″(クラス3000 のみ ⇒ 3 ″) | すべての NPS (ASME B16.9) |
| 2、準備を終了します | なしが必要 ――角切り | ベベル+根面が必要です |
| 3.NDE法 | VT + MPI または PT; RTは非実用的です | RT / UT / VT ¢ 適用可能なすべてのメソッド |
| 4.隙間/衛生 | 環状隙間が存在します ――食品、医薬品、スラリーには適していません | 完全な貫通 ――滑らかな穴、隙間なし |
| 5.設置コスト(NPS uluntw 2 ″) | ~40~50% 下 ⁄ ベベリングなし、ルートパス TIG なし、MPI ~$120/ジョイント vs RT $800/ジョイント | ベースラインコスト; RTは、接合部あたりの総溶接コストの~60%を占めます |
けい決定フレームワーク: ソケット溶接対バット溶接
ソケット溶接継手が、深刻な周期的荷重や機械的振動条件の解決策として推奨されない理由 - 溶接フィレットつま先の疲労亀裂発生の問題は、大口径突合せ溶接継手を選択することで軽減できます。.
使用ソケット溶接時: NPS 2 ″ ANDサービスは非周期的、非振動であり、隙間腐食リスクはありません (Cl > 50 ppm、H2Sなし) とRTは所有者/仕様書によって要求されていません
莠仕様シナリオ:2,000-接続LNG測光スキッド(オマーン、2025 年)
使用バット溶接時: NPS > 2 ″ OR RT/UT検査は契約上必要になるか、または食品、医薬品、またはスラリーパイプラインサービスまたは厳しい周期的または振動負荷条件が存在する (asme B31.3 で定義される「a€ 過酷な周期的条件」)
LNGターミナルの特殊機器調達エンジニアは、酸素が枯渇した砂漠の新しい計量および流量制御ステーションで、2,000 の小口径NPS”~1 ″接続を指定していました。サービスは静的(圧力下)であり、クライアントはソケット溶接のX線撮影の要件を持たなかったため、すべての接続はソケット溶接継手を使用していました。材料表を反転してロット全体を切り替える以外の変更はありません ソケット溶接継手への突合せ, 、プロジェクトは、ベベルの準備コストの損失、TIGルートパスの起動、およびすべての接続上のX線撮影のために、元のインストールされたコスト見積もりから43%を節約しました。 効果は、本にヒットする前に、同じプロジェクトの労働単位率のスケジュールで確認されました。.
ソケット 溶接 フランジ 対. 溶接ネックフランジ: どちらを指定するか?

詳細については ソケット溶接継手仕様 寸法表と材料オプションを含む、baling Steel 製品ページを参照してください。.
ソケット溶接フランジと ウェルドネックフランジ 任意の ASME B16.5 クラス内で同じボルト円、対向寸法、圧力温度定格を共有します。違いはパイプへの取り付け方法 1 であり、その違いは検査能力、疲労性能、配管コードごとの最大許容パイプ サイズに直接影響します。.
| パラメータ | ソケット 溶接 フランジ | 溶接ネックフランジ |
|---|---|---|
| アタッチメント溶接 | 1 フィレット溶接、パイプの外装 | 全貫通突合せ溶接 |
| パイプ準備 | なし(四角カット) | ベベルが必要です |
| 最大 NPS (ASME B31.1 パラグラフ 122.1.1(h)による) | NPS 3 ″ (クラス 600 以下); NPS 2½” (クラス 1500) | 無制限 |
| 実用的な圧力クラス | クラス 150 ~ 1500;クラス 2500 は実際にはまれです | クラス 150 ~ 2500 |
| NDE メソッド | VT / MPI / PT | RT / UT / VT / MPI |
| パイプへの応力伝達 | フィレジオメトリによる間接 ⁄ | 直接 - パイプ壁と一体化 (最強) |
| 最高のアプリケーション | NPS ‣ 2 ″, 静的サービス, クラス ⇒ 600 | すべてのサイズおよび圧力; 周期的、有毒、または重要なサービス |
ソケット溶接フランジにはスケジュールがありますか?
ソケット溶接フランジの場合、「フランジ スケジュール」はなく、ボア スケジュール (つまり、ソケット ハブに機械加工されたボア直径) のみです。ボア スケジュールは、接合されるパイプの外径に対応する必要があります。スケジュール 80 パイプ用にボアされたクラス 300 SW フランジは、両方のフランジが名目上 NPS 1 であるにもかかわらず、スケジュール 40 パイプ用にボアされたフランジよりも ID がわずかに小さいです。.
パイプの壁の厚さをボアスケジュールと一致させないと、パイプがソケットに入らないか、「洞窟人嵌め」でソケットに緩く座り、脚の長さが不均等なフィレット溶接が発生し、場合によっては接合部の片側に非溶融ビードを明示します。 ‘1 ″ クラス 300 SW フランジ、ボア Sch 80、ASME B16.5、ASTM A105N’
面タイプの選択 (上げ面、平らな面、リング タイプ ジョイント) および材料グループごとの詳細な圧力温度定格については、完全なガイドを参照してください 溶接ネックフランジとフランジ圧力クラス. 。 スリップオンとブラインドを含むすべてのフランジ タイプの比較については、を参照してください フランジタイプ選択ガイド.
ソケット溶接材料グレード: A105、A182 F316L & 合金選択

ソケット溶接継手およびフランジは鍛造されます-それらの合金仕様は、ASTMパイプ規格ではなくASTM鍛造規格に従っています.最低限、WPSは異なる継手およびパイプ合金グレードと一貫していなければなりません.同じ継手合金グレードとパイプ合金グレードの不一致、例えば105 炭素鋼継手とA312 TP316Lステンレス鋼パイプは、ブリッジングフィラー合金の選択を伴う別のWPS資格を必要とします。.
| 学年 | ASTM規格 | 最小収量/UTS | 温度範囲 | 主な用途 |
|---|---|---|---|---|
| A105N さん | ASTM A105 | 36 ksi / 70 ksi (250 / 485 MPa) | ~ 800° F (~29° C ~ 427° C) | 石油、ガス、水、蒸気 ulitsu 600 psi; A106 Grとペア。 Bパイプ |
| A182 F316L | ASTM A182 | 25 ksi / 70 ksi (170 / 485 MPa) | B31.3 あたり ~320° F ~ 800° F (~196° C ~ 427° C) | 化学薬品、塩化物サービス; low-Cは溶接の感作を防ぎます |
| A182 F11 | ASTM A182 | 30 ksi / 60 ksi (205 / 415 MPa) | 1100° F (593° C) に | 高温蒸気および精製所サービス (11⁄4Cr ~ ½Mo合金) |
| A182 F51 (デュプレックス) | ASTM A182 | 65 ksi / 90 ksi (450 / 620 MPa) | 600° F (316° C) に | オフショアサワーサービス; NACE MR0175 あたりの H2S 含有環境 |
F316L対F316 ~ 溶接部における「L」の意義: Lグレードは、炭素を最大0.03%に制限します (標準316 では0.08%が許容されます)。 炭素の増加により、480-820 摂氏溶接熱サイクル中の粒界での炭化クロムの析出 ~ 感作 ~ として知られ、その間にクロムが粒界領域から排出され、耐食性が低下します。 耐食性を低下させるソケット溶接継手の場合 ステンレス鋼の配管 ポスト溶接の解決アニーリングなしで腐食性の媒体を運ぶこと、F316Lは標準的なF316 上の正しい指定です。.
炭素鋼管路の場合 ASTM A106 GRADE B パイプ, 、A105Nは等価一致鍛造材料です。 「N」の接尾辞は-20Fの下のフランジおよびB31.3 の特定のカテゴリーM (致命的/ignitable)流体サービスのためのASME B 16.5 で指定される正規化された熱処理を示します。.
ソケット溶接の検査、テスト、メンテナンス
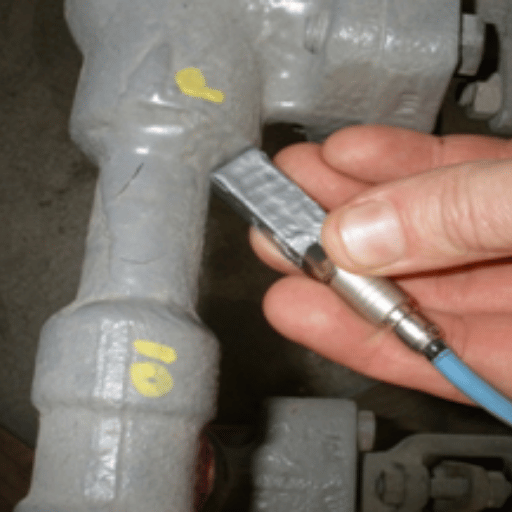
ソケット溶接プロセスでは、非破壊検査に自然な制限を課す接合形状が生成されます。 「どのNDE法が有効で、どれが有効でないかを理解する」 owner specがソケット溶接形状を考慮せずにすべての溶接にX線検査を必要とする場合、コストのかかる仕様の競合を回避できます。 「ソケット溶接後の溶接完全性の検証には、全貫通突合せ溶接に使用されるツールとは異なるツールが必要であり、この区別に慣れていない請負業者はRTを過剰に指定することが多く、検出能力を向上させることなくコストを追加します。」 米国原子力規制委員会 は、ASMEクラス1 小口径核配管におけるソケット溶接疲労破壊を文書化し、接合部の限られたNDE検査可能性が疲労損傷蓄積の検出の遅れに寄与していることを指摘しています。.
ソケット溶接部を X 線撮影できますか?
技術的にははい ーしかし、めったに有用ではありません。 ビームがソケット溶接継手を通過すると、重なり合う材料の 2 つの層、つまりソケット内のパイプ壁とその周囲の取り付け壁を通過します。フィルムには両方の画像が重ね合わされており、溶接根の品質と背景密度の識別が妨げられます。これらは、ASMEB31.3 B31.1 プロジェクト要件としてのソケット溶接 RT の幾何学的制限です。したがって、ほとんどの ASME B31 プロジェクト仕様のデフォルトとして、より複雑な解釈を必要とするソケット溶接 NDE は、視覚検査 (VT) と MPI または PT に限定されます。.
特定のRTアプリケーション: 溶接前のX線撮影は、固体パイプの端に対して繊細なシルエットを見つけることによって1/16 ″ギャップを検証することができます 溶接後のRTギャップ検証は、フィレットが存在すると達成できません コードは、フィッティングアップは、完成した溶接ではなく、品質管理ポイントである溶接後の検証要件を刻みません。.
| 方法 | それが検出するもの | SWの適合性 | コードリファレンス |
|---|---|---|---|
| VT (ビジュアル) | 表面形状、溶接サイズ、プロファイル | 勺 一次法 | ASME B31.1 / B31.3 |
| MPI (磁性粒子) | 表面および表面近くの亀裂 | 莠 善 ――強磁性体のみ | ASME B31.3 パラグラフ344.3 |
| PT(液体浸透剤) | 開放表面の不連続性 | 莠 良 ゙ ゙ SS を含むすべての素材 | ASME セクション V 第 6 条 |
| RT (放射線撮影) | 地下の空隙、空隙率 | ヾ ️ 限定 ――重なり合う幾何学模様からの重ね合わせ画像 | ASME セクション V 第 2 条 |
長期管理: パイプ端の環状隙間領域は、攻撃的な媒体で腐食する部位です。 塩化物レベルが 50ppm を超える可能性があるサービスでは、外部フィレット溶接つま先 ~ 隙間攻撃がスケジュール期間 VT により、重大な壁損失が明らかになるまで、目に見えない溶接部の下の親金属が損傷する可能性があります。 隙間領域がサービス固有のリスクである場合、2 パス フィレット溶接 (開いた円周方向の配置を埋める) を指定して隙間を塞ぐか、実行段階で接続タイプをソケット間溶接に変更します。.
滕検査シナリオ:製造工場でのシングルパス失敗(釜山、2025年)
釜山製作所でのハイドロテスト後、QC検査官は、溶接つま先にPT表示を示すステンレス鋼プロセスマニホールド内(20 ″パイプ上)のソケット溶接500 個のうち12 個を観察した。 根本原因:溶接機がシングルパスアプローチを使用してサイクルタイムを最小限に抑えようとした。 スケジュール80 の壁厚パイプ上のシングルパス溶接は、重力の影響で半分溶けた溶接プールが下方に引き寄せられ、根元開口部から離れるように、根元での6 時の位置で融合しない。 是正措置:長さが20 ″を超えるすべての溶接は手順から削除され、最初の50 個の溶接でMTで確立された2 つのパス手順が影響を受けた12 個の溶接のうち、4 つの直線パイプ、3 つのダウンチューブ溶接はすべて3 日間で再製造され、マニホールドはさらに2 日間の再加工を経た。.
ソケット溶接のトレンドと業界の見通し: 2025 ~ 2026 年
ソケット溶接仕様の短期的な見通しを示す値は、次の3 つです:
1.ASME B16.11 は、2026 年に新版が公開されます。 ASME B16.11 2021 年の序文では、「この規格の次版は 2026 年に公開される予定です。」について言及しています。 2026-2027 年まで実行されるプロジェクトのロングリード鍛造品の調達仕様を使用するエンジニアは、発注書に「または最新版」を明示的に記載する必要があります。2026 年版で寸法変更が指定されている場合、または圧力評価表が更新されている場合、2021 年版への発注書には納品時に仕様のギャップが生じます。.
を注意深く監視してください ASME B16.11 ページ 近い将来発表される更新された付録または正誤表。.
2. 二重ステンレス鋼は、オフショアおよびサワーサービスにとってより魅力的なコストダウンしています。オーステナイト系ステンレス鋼の他の NACE HS 制限を超える NACE MR0175 特殊 HS 分圧は、オフショア トップサイド (化学射出システム) および海底制御マニホールドの規格を、標準の F316L 仕様材料の代わりに ASTM A182 F51 (UNS S31803) ソケット溶接継手に移行しています。.
炭素鋼 (A105) またはF316L同等物の約4-8 週間とは対照的に、ティア1 ベンダーからの鍛造F51 ソケット溶接継手のリードタイムは、2025 年の市場で約10-16 週間です。システムエンジニアリングパッケージのF51 材料番号の場合は、P&IDが凍結する前に材料の買い取りを開始します。.
3) 比較目的は成長を続けています。 Q2-Q3 2025 検索する上半期データ 24% YoY = 厳密なエンジニアリング検査に沿ってしっかりと、精製所のアップグレードとモジュラービルドスキームのインストールのコストが重要な側面である「ソケット溶接対突合せ溶接」クエリを明らかにする。 c.
2026 年までに US$2.23bn; 「指標」として参照されるアジア太平洋および中東の資本プロジェクト (IntelMarketResearch 2025 ~指標市場推定; 期限切れの独立監査は明確ではありません)。.
よくある質問
ソケット溶接とは何ですか?
回答を見る
ソケット溶接とバット溶接の違いは何ですか?
回答を見る
ソケット溶接はフィレット溶接ですか?
回答を見る
ソケット溶接フランジにはスケジュールがありますか?
回答を見る
ソケット溶接継手はいつ使用しないでくださいか?
回答を見る
なぜねじ付き継手の上にソケット溶接継手を使用するのですか?
回答を見る
このガイドについて
によって作成されました ベーリング鋼 技術チーム.ASME B16.11-2021、ASME B31.1-2022 (para. 127.3 (e) 、111.3.1、122.1.1 (h)) 、およびASME B31.3 プロセス配管から抽出された標準リファレンス.米国NRC技術文書およびエンジニアリング実務者フォーラムからソースされたプラクティショナーの故障データ。 「ソケット溶接」キーワードクラスターのNEURONwriterセマンティックベンチマークに対してレビューされました。 Baling SteelはASTM A105N、A182 F316L、F11、およびF51 グレードのASME B16.11 ソケット溶接継手およびASME B16.5 ソケット溶接フランジを製造および供給しています。 ⁄ 製品仕様書をご覧になり、見積もりをリクエストしてください.

