


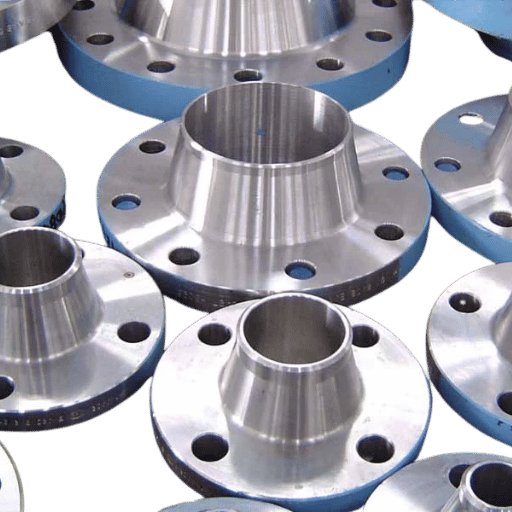
Le soudage par douilles est une méthode d'assemblage de tuyaux dans laquelle l'extrémité du tuyau glisse dans une douille usinée en retrait dans un raccord ou une bride, puis est soudée par filet autour de son périmètre au niveau de la face de raccord. Tel que défini par ASME B16.11-2021 pour les raccords forgés et ASME B16.5 pour les brides, la soudure par douille est la méthode standard pour les raccords de tuyaux à petit diamètre et haute pression dans les industries pétrolière et gazière, pétrochimique, de production d'électricité et de traitement de l'eau (généralement NPS 1⁄4” à 2″ (DN 8 à D 50) où la facilité d'ajustement, l'intégrité structurelle du joint et l'étanchéité sont toutes essentielles.
📐 Spécifications rapides : Soudage de prises
| Standard | ASME B16.11-2021 (raccords) | ASME B16.5 (brides) |
| Gamme de tailles | NPS 1⁄8”4” (classe 3000) ; 1⁄8”2« (classes 6000 et 9000) » |
| Classes de pression | 3000/6000/9000 lb (raccords, B16.11) ; 1501500 (brides, B16.5/B31.1) |
| Revers Obligatoire | 1/16 po (1,6 mm) selon ASME B31.1 par. 127,3(e) /B31,3 par. 328.5.2 |
| Type de soudure | Soudure de filet ; jambe minimale = épaisseur nominale de la paroi du tuyau (tn) |
| Matériaux Primaires | ASTM A105N (acier au carbone) | ASTM A182 F316L (acier inoxydable) |
| Éviter Pour | Service cyclique/vibratoire · aliment/pharma · milieu sensible à la crevasse (Cl− > 50 ppm) · NPS > 2″ (pratique générale) |
Qu'est-ce que le soudage par prise ? Types, applications et normes industrielles
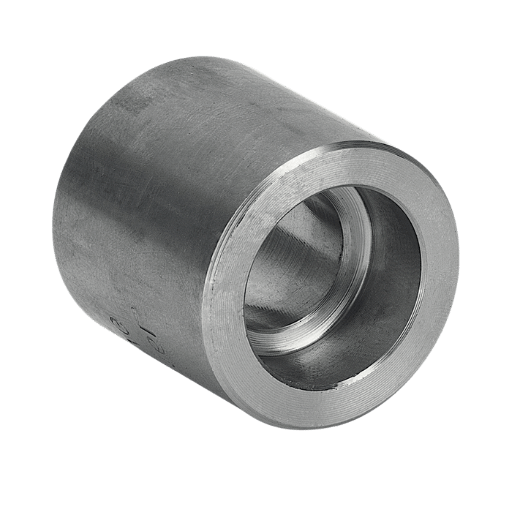
Un joint de soudure à douille est un processus en deux étapes : l'extrémité du tuyau est usinée pour s'ajuster par glissement à l'intérieur d'un alésage cylindrique de douille dans le raccord, et une fois dilatée à l'espace approprié, une soudure continue de filet est ajoutée autour de la circonférence du tuyau au niveau de la face de raccord La soudure finie par torche ne peut pas être située dans l'épaulement de la douille, comme avec les joints à bride, mais porte la charge de joint L'épaulement est simplement un filet de sécurité pour le tuyau.
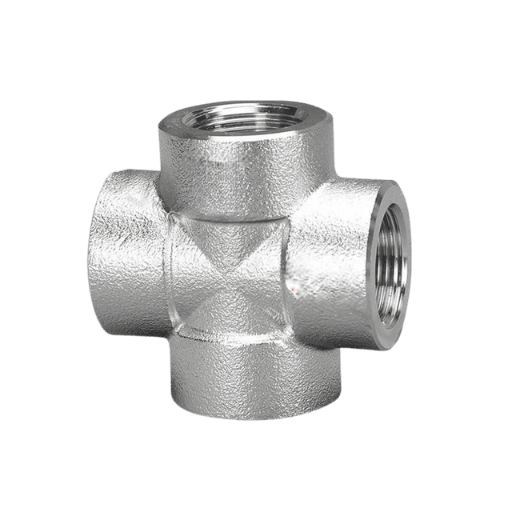
Il existe huit types de raccords soudés à douille forgés standard dans ASME B16.11 : les raccords (pleins, moitié), les arcs (90 45), les tés, les tés réducteurs, les croix, les capuchons et les semelles. Les raccords de dérivation pour les systèmes de tuyauterie de dérivation et de distribution utilisés dans la production d'huile et de gaz, le raffinage et la production d'électricité sont couverts par MSS SP-97. La construction forgée donne à ces composants une structure de grain plus fine et une résistance à la traction par unité d'épaisseur de paroi plus élevée que les alternatives moulées : sélection complète de raccords coudés en acier et brides aveugles, disponible ici.
Le soudage par douilles apparaît dans quatre industries principales :
- Pétrole & gaz en amont : en-têtes d'instrumentation, lignes d'injection chimique, systèmes de contrôle hydraulique typiquement NPS “-1”
- Production d'électricité : conduites d'eau d'alimentation de chaudière, de condensat de vapeur et de fioul dans les parcours de petit calibre où le B31.1 s'applique
- Traitement chimique : boucles d'alimentation et de recyclage des réacteurs, collecteurs haute pression, systèmes d'échantillonnage
- Traitement de l'eau: en-têtes de lavage à contre-courant à haute pression, patins de dosage chimique
“Les raccords de soudure à douille métallique sont populaires dans les systèmes de tuyauterie haute pression dans les secteurs du traitement chimique, de la production d'électricité, du pétrole et du gaz et du traitement de l'eau pour bon nombre des mêmes raisons que les brides aveugles en acier et les raccords de tuyauterie coudée en acier. Il existe à la fois des avantages et des inconvénients à la méthode de montage de soudure à douille :
« Greg Peddie, spécialiste technique, Hayward Pipe & Supply » (Juin 2025)
Remarque technique : calendrier des tuyaux de classe d'ajustement un point de défaillance courant dans l'approvisionnement
Selon ASME B16.11-2021, les raccords de classe 3000 sont conçus pour s'adapter au tuyau de la liste 80 ; classe 6000 fit schedule 160 ; classe 9000 fit Schedule XXH (Double extra heavy).L'ID de l'alésage où la douille est usinée est coupé pour s'adapter à la DO du tuyau selon ce calendrier Commandez un raccord de classe 6000 et planifiez un alésage de classe 80, et vous aurez une inadéquation : l'ID de l'alésage sera trop serré pour la paroi du tuyau, empêchant l'alésage du tuyau de s'assise, et créant une contrainte d'usure à la racine de soudure en raison du mauvais ajustement de classe 10, 10, Spécifiez clairement 10, ‘ ASTM ’, « », 10, « », », « », 10 ", « » 10, « ».’
Observation sur le terrain : les raccords de soudure à douille constituent la grande majorité des joints des câbles d'instrumentation et de traitement NPS 2″ des patins modulaires de raffinerie, dans lesquels le corps forgé en pot réduit considérablement l'empreinte globale par rapport aux raccords à bride à face surélevée de classe équivalente.
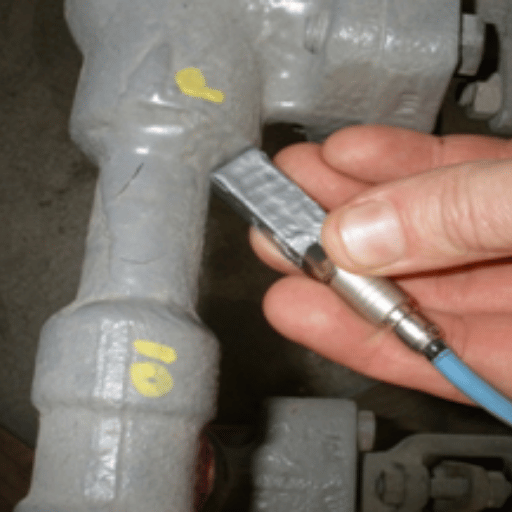
Comment fonctionne le soudage par prise : la règle de recul obligatoire du 1/16 « »

Une étape qui décide si un joint de soudure à douille survivra 20 ans, ou fissurera dans 2 mois, consiste à laisser un espace d'expansion de 1/16 po (1,6 mm) entre l'extrémité du tuyau et l'épaulement de la douille avant que le soudeur ne lance une soudure dessus Lorsque le fond du tuyau repose sur l'épaulement et est soudé, la dilatation thermique crée une contrainte axiale bloquée connue lors du refroidissement. Cette contrainte restante devient un progéniteur de fissure de fatigue à chaque cycle thermique consécutif et sur une tuyauterie qui fonctionne modérément, la défaillance peut prendre moins de 12 mois ;
📋 Scénario de terrain : l'échec sans écart $45 000 (Houston, 2024)
Dans une unité d'hydrocraquage de taille moyenne à Houston, une équipe de maintenance a découvert 14 soudures de filets fissurées sur des accouplements de soudure à douille de l'annexe 80 A105 8 mois après leur mise en service. L'analyse métallurgique a identifié un ZEG défaillant : les soudeurs avaient basculé le tuyau jusqu'à l'épaulement de la douille avant le processus de pointage, puis brûlaient sans tirer. Bien que le WPS demande 1/16” d'espace, apparemment aucun point de maintien n'a été établi pour l'installation.
Résultat : arrêt de l'unité de 3 jours et $45 000 en réparations par coupe et remplacement La contre-mesure : ajout d'un écart dimensionnel entre les points de maintien mesuré et enregistré avant toute soudure d'amure (« tack weld ») au plan d'essai d'inspection sur le terrain pour toutes les soudures sur l'unité.
Quel est le bon retrait pour une soudure à douille ?
ASME B31.1 par. 127.3(e) etASME B31.3paraa322.5.2 état spécifique”approximativement 1/16 po. (1,6 mm)” Le mot approximativement n'est pas accidentel L'écart est une exigence fonctionnelle de conception permettant une dilatation thermique axiale thermique de l'extrémité du tuyau pendant le cycle thermique de soudure et ne doit pas être confondu avec une tolérance d'inspection dimensionnelle serrée.
La procédure standard d'aménagement en quatre étapes :
- Fermez le fond de l'extrémité du tuyau contre l'épaulement de la douille et marquez la profondeur d'insertion.
- Scribe/indiquer une ligne de référence au niveau de la face de la douille du tuyau OD
- Rétracter le tuyau de 1/16″-1/8″ (1,6-3,2 mm) de la position inférieure 1/8″, car il pourrait également être utilisé dans une application sur le terrain pour compenser la contraction thermiquement induite de la soudure lors de son refroidissement pendant le passage de la racine.
- De soudure collante dans deux positions opposées (180) pour maintenir l'espace puis déposer le col de racine.
Cette disposition de code importante est souvent laissée en dehors des sources secondaires : B31.1 al. 127.3 (e) dit que l'espace “ned ne doit pas être présent ou vérifié après soudage,” (8).En termes pratiques, cela permet de rejeter la soudure finie si l'écart ne peut plus être mesuré lorsque la soudure est terminée Il s'agit d'un contrôle back-end sur un résultat final où le besoin réel de qualité existait bien au montage : la finition (dépendante du temps) n'est pas le bon moment pour exiger un besoin de contrôle.
Remarque technique : Qu'est-ce qui, dans le service cyclique, modifie le profil de risque ?
ASME B31.1 al. 111.3.1 lit (”) Une attention particulière devrait être accordée à la restriction supplémentaire de l'utilisation de joints de tuyauterie soudés à douille où un cycle de température ou de pression ou des vibrations sévères sont attendus ou où le service peut accélérer la corrosion caverneuse (” Le langage est consultatif ; l'utilisation d'un SIF de 2,1 au niveau d'un congé de soudure à douille non finie signifie que chaque cycle de charge applique un facteur de 2,1 à la contrainte de flexion réelle au niveau de la tige de soudure. Pour les systèmes de tuyauterie cycliques effectuant plus de quelques centaines de cycles par an, la combinaison d'un SIF élevé et d'applications de méthode de contrainte nominale provoque une fissuration en fatigue plus rapide qu'un concepteur suivant 31 identifié comme un changement de soudure cyclique.
L'erreur la plus courante commise par les techniciens expérimentés en tuyauterie : les soudeurs marquent correctement la profondeur d'insertion de la douille, puis ne parviennent pas à la reculer avant le virement. Les soudures de la douille avec le fond avant le soudage provoquent la majorité des fissures radiculaires et des fuites de sténopé observées dans les systèmes de tuyauterie de soudure de la douille. Les défaillances qui ne présentent généralement aucun symptôme avant que la tuyauterie ne subisse le premier cycle thermique complet de chauffage/refroidissement.
classes de pression ASME B16.11 : 3000, 6000 et 9000 expliquées

Alors que les désignations de classe de pression de bride dans ASME B16.5 apparaissent comme 150, 300, 600... ces symboles ne se traduisent pas par des pressions de service en psi. Les classes de pression de montage de soudure de douille dans B16.11 sont répertoriées comme 3000, 6000 ou 9000. Ces classes de pression indiquent le diamètre de l'alésage de la douille, car elles correspondent aux programmes de tuyaux disponibles - et non la pression que le raccord peut supporter. La pression de service réellement admissible dépend du programme de tuyaux sélectionné et de l'épaisseur du matériau/de la paroi sélectionnée, telle que calculée par le code de tuyauterie correspondant - soit B31.3 ou B et le symbole de classe de pression B31.1.1.1- et le symbole de pression B.
📐 La matrice de sélection de soudure à douille de 3 classes (ASME B16.11-2021)
Référence : Classe requise Calendrier des tuyaux NPS Range Service Match
| Classe de pression | Calendrier des tuyaux requis | Gamme NPS | Application typique |
|---|---|---|---|
| Classe 3000 | Annexe 80 | 1⁄8” 3″ | Procédé général à haute pression ; vapeur ≤600 psi ; distribution d'eau et de gaz |
| Classe 6000 | Annexe 160 | 1⁄8” 2″ | Injection chimique ; hydrocarbure à haute température ; service de gaz à haute pression |
| Classe 9000 | Horaire XXH (Double Extra Lourd) | 1⁄8” 2″ | Hydraulique à ultra haute pression ; collecteurs de commande de tête de puits |
Source : ASME B16.11-2021 via ASME.org. Confirmé via les données techniques d'IngénierieToolbox et Bonney Forge.
Le système à trois classes garantit que l'alésage de la douille de raccord et l'épaisseur de la paroi sont la forme correcte de la paroi du tuyau Un raccord de classe 3000 conçu pour s'adapter au tuyau de l'annexe 80 aura le bon diamètre extérieur du tuyau pour s'adapter et sera capable de produire une géométrie prévisible de jambe de soudure de filet. Un raccord de classe 3000 conçu pour le tuyau de l'annexe 160 ne correspondra pas à cette paroi du tuyau : son alésage sera trop grand, il ne s'assiéra pas correctement et la soudure de filet ne pourra pas conserver la taille minimale de jambe indiquée par le code en position 6 heures.
Lors de l'acquisition Brides ASTM A105 et les raccords de soudure à douille, vérifiez toujours que la classe de pression correspond au calendrier des tuyaux sur chaque bon de commande Pour le service haute pression approchant de la classe ASME B16.5 2500, les ingénieurs de tuyauterie recommandent largement de passer de la soudure à douille aux connexions à soudure bout à bout en raison du facteur d'intensification des contraintes 2.1 au niveau du congé à douille recommandation documentée dans plusieurs forums d'ingénierie et conforme au paragraphe B3111.3.1.
Soudure à douille vs soudure bout à bout : une matrice de décision technique à 5 facteurs
Le choix du bon type de raccord soudé bout à bout plutôt que de raccord soudé à douille est au cœur d'un choix de spécification qui s'est avéré avoir des conséquences réelles en termes de coût et de sécurité Lorsqu'il est rendu trop coûteux au stade de l'offre, l'option à moindre coût (un facteur de coût des composants importants, dans ce cas) a été spécifiée en raison des préférences du projet animal de compagnie au détriment de la durée de vie globale de l'installation et du profit Lorsqu'elle est faite trop bon marché, la nouvelle installation a involontairement créé un risque de défaillance irréversible dans une application à service sévère Les cinq facteurs ci-dessous intègrent chaque scénario dans lequel des ingénieurs expérimentés ont montré un modèle cohérent de choix de la mauvaise option de décision prise-soudure (motifs documentés de manière exhaustive dans Fils de discussion du forum d'ingénierie Eng-Tips et étayé par des données sur les coûts d'étude de cas de projet.) Chaque facteur ci-dessous peut être vérifié par rapport à l'expérience réelle du praticien.
✔ Socket Weld : Avantages
- Pas de biseautage d'extrémité de tuyau, coupez carré et insérez
- ~40-501TP3 T moins de coût installé qu'un raccord à souder bout à bout pour le service de chlorure statique NPS 2″ (travail : pas de biseau, pas de TIG root-pass, pas de RT par joint)
- Joint de filet solide et étanche jusqu'à la classe 9000
- Conception de carrosserie forgée (intégrale) : moins d'empreinte d'installation que les alternatives à bride dans des collecteurs d'instruments serrés
- Pas de turbulence borescopante, extrémité du tuyau entièrement enfermée dans la douille une fois boulonnée
️️ Socket Weld : Limitations
- Max NPS 2« si classe 6000/9000 ou NPS 3 si classe 3000 uniquement
- Crevice annulaire à l'extrémité du tuyau. Risque de corrosion caverneuse dans les milieux chlorés ou acides.
- NPS maximum avec raccord soudé à douille si le bride à bride ASME B16.11 ou ASME B16.5 Classe 6000/9000 est (selon mes recherches) NPS 2 «. NPS maximum avec raccord soudé à douille lorsque le bride de classe 3000 est (selon mes recherches) NPS 3 ».
- Comment éviter une soudure SIF 2.1 @ le pied de soudure non biseauté
- Ne convient pas au service alimentaire, pharmaceutique ou au lisier (hygiène)
- Comment atténuer la probabilité que l'inspection radiographique de la douille soudée révèle un accident de la technique en attente d'un défaut de porosité intergranulaire.
| Facteur | Soudure à douille | Soudure bout à bout |
|---|---|---|
| 1. Taille des tuyaux | NPS ≤2″ (≤3″ pour la classe 3000 uniquement) | Tous les NPS (ASME B16.9) |
| 2. Préparation finale | Aucun n’a nécessité une coupe carrée | Biseau + visage de racine requis |
| 3. Méthode NDE | VT + MPI ou PT ; RT peu pratique | RT / UT / VT toutes les méthodes applicables |
| 4. Crevice /hygiène | La crevasse annulaire existe et ne convient pas à l'alimentation, aux produits pharmaceutiques ou au lisier | Pénétration complète, alésage lisse, pas de crevasse |
| 5. Coût installé (NPS ≤2″) | ~40 inférieur 0% sans biseautage, sans TIG root-pass, MPI ~$120/joint vs RT $800/joint | Coût de base ; RT représente environ 601TP3 T du coût total de la soudure par joint |
💡 Cadre de décision : Socket Weld contre Butt Weld
Pourquoi les raccords de soudure à douille ne sont pas recommandés comme solution à des conditions de charge cyclique ou de vibration mécanique sévères. Le problème d'initiation de fissure par fatigue au niveau du pied du filet de soudure peut être atténué par le choix d'un raccord de soudure bout à bout de grand diamètre.
Utilisez Socket Weld lorsque : NPS 2″ ET le service est non cyclique, non vibrant ET aucun risque de corrosion caverneuse (Cl > 50 ppm, pas de H2 S) ET RT n'est pas requis par le propriétaire/spécification
📋 Scénario de spécification : patin de mesure du GNL à 2 000 connexions (Oman, 2025)
Utiliser Butt Weld lorsque : NPS > 2″ OU un examen RT/UT sera contractuellement requis OU un service de pipeline alimentaire, pharmaceutique ou de lisier OU des conditions de charge cyclique ou vibratoire sévères existent (â€sévères conditions cycliques” telles que définies par ASME B31.3)
Un ingénieur d'approvisionnement en matériel spécialisé pour terminaux GNL avait spécifié 2 000 NPS ” de petit calibre à des connexions 1 « à un nouveau poste de comptage et de contrôle de débit dans un désert appauvri en oxygène Puisque le service était statique (sous pression), et que le client n'avait aucune exigence de radiographie des soudures à douille, toutes les connexions utilisaient des raccords de soudure à douille Sans autre changement que d'inverser la nomenclature pour changer tout le lot raccords soudés bout à bout, 431TP3 T a économisé 431 sur l'estimation initiale des coûts installés en raison de la perte des coûts de préparation du biseau, du démarrage root-pass TIG et de la radiographie sur chaque connexion. L'effet a été confirmé sur le même calendrier de tarifs unitaires de main-d'œuvre du projet avant de passer le livre.
Brides de soudure à douille contre. Brides de col soudées: Lequel préciser ?

Pour plus de détails sur spécifications des raccords de soudure à douille y compris les tableaux dimensionnels et les options de matériaux, voir la page du produit Baling Steel.
Brides de soudure de prise et brides de col de soudure partagez le même cercle de boulons, les mêmes dimensions de parement et les mêmes valeurs nominales pression-température au sein d'une classe ASME B16.5 donnée. La différence réside dans la façon dont ils s'attachent au tuyau et cette différence a des implications directes sur la capacité d'inspection, les performances en fatigue et la taille maximale autorisée du tuyau selon le code de tuyauterie.
| Paramètre | Bride soudée à douille | Bride à col soudé |
|---|---|---|
| Soudure d'attache | 1 soudure de filet, extérieur de tuyau | Soudure bout à bout à pénétration complète |
| Préparation des tuyaux | Aucun (coupe carrée) | Biseau requis |
| NPS maximum (selon ASME B31.1, paragraphe 122.1.1(h)) | NPS 3″ (classe 600 et inférieure) ; NPS 2½” (classe 1500) | Illimité |
| Cours de pression pratiques | Classe 15001500 ; Classe 2500 rare en pratique | Classe 15002500 |
| Méthodes NDE | VT/MPI/PT | RT /UT /VT /MPI |
| Transfert de contrainte vers le tuyau | Géométrie indirecte du filet | Direct intégrale avec mur de pipe (fort |
| Meilleure application | NPS ≤2″, service statique, Classe ≤600 | Toutes tailles et pressions ; service cyclique, toxique ou critique |
Les brides de soudure à douille ont-elles un horaire ?
Pour les brides de soudure à douille, il n'y a pas de ‘ programme de bride ’, seul le programme d'alésage est le suivant : le diamètre d'alésage usiné dans le moyeu de douille Le programme d'alésage doit correspondre au diamètre extérieur du tuyau en cours d'assemblage. Une bride de classe 300 SW alésée pour le tuyau de l'annexe 80 a un ID légèrement inférieur à celui alésé pour le tuyau de l'annexe 40, bien que les deux brides soient nominalement NPS 1.
Ne pas faire correspondre l'épaisseur de la paroi du tuyau avec le calendrier de l'alésage fait que le tuyau soit ne parvient pas à entrer dans la douille, soit s'assoit librement dans la douille avec un ‘ ajustement de caverne ’, ce qui entraîne une soudure de filet avec des longueurs de jambe inégales et éventuellement un cordon non fusionné sur le côté du joint. Soyez explicite : ‘ Bride 1 ’ Classe 300 SW, alésage Sch 80, ASME B16.5, ASTM A105N'
Pour la sélection du type de visage (face surélevée, face plate, joint de type anneau) et les évaluations détaillées pression-température par groupe de matériaux, voir le guide complet de brides de col soudées et classes de pression de bride. Pour une comparaison de tous les types de brides, y compris les glissades et les stores, voir le guide de sélection des types de brides.
Grades de matériaux de soudure de prise : sélection A105, A182 F316 L et alliage

Les raccords et brides de soudure de prise sont forgésles spécifications d'alliage d'alliage d'ASTM sont conformes aux normes de forgeage d'ASTM au lieu des normes de tuyau ASTM Au minimum, le WPS doit être conforme aux différentes qualités de raccord et d'alliage de tuyau La même inadéquation de qualité d'alliage de raccord et de qualité d'alliage de tuyau, par exemple un raccord en acier au carbone 105 et le tuyau inoxydable A312 TP316 L, nécessite une qualification WPS séparée avec une sélection d'alliage de remplissage de pontage.
| Grade | Norme ASTM | Rendement minimum /UTS | Plage de température | Utilisation Primaire |
|---|---|---|---|---|
| A105N | ASTM A105 | 36 ksi/70 ksi (250 /485 MPa) | 200 °F à 800 °F (29 °C à 427 °C) | Pétrole, gaz, eau, vapeur ≤600 psi ; paires avec le tuyau A106 Gr. B |
| A182 F316L | ASTM A182 | 25 ksi/70 ksi (170 /485 MPa) | 20 °F à 800 °F (196 °C à 427 °C) par B31,3 | Service chimique et chlorure ; le faible C empêche la sensibilisation des soudures |
| A182 F11 | ASTM A182 | 30 ksi/60 ksi (205 /415 MPa) | À 1 100 °F (593 °C) | Service de vapeur et de raffinerie à haute température (alliage 11⁄4Cr½Mo) |
| A182 F51 (Duplex) | ASTM A182 | 65 ksi/90 ksi (450 /620 MPa) | À 600 °F (316 °C) | Service acide offshore ; Environnements contenant du H2 S selon NACE MR0175 |
F316L versus F316 1“importance des ”L” dans la soudure : La nuance L restreint le carbone à un maximum de 0,03% (la norme 316 permet 0,08%).L'augmentation du carbone entraîne une précipitation du carbure de chrome aux limites des grains pendant le cycle thermique de soudure 480-820 Celsius connu sous le nom de sensibilisation (le chrome est épuisé de la région limite des grains réduisant la résistance à la corrosion Dans le cas de tout raccord de soudure à installer dans la douille de soudure 480-820 C tuyauterie en acier inoxydable transportant des supports corrosifs sans recuit de solution après soudure, le F316L est la spécification correcte par rapport au F316 standard.
Dans le cas de conduites en acier au carbone utilisant Tuyau ASTM A106 GRADE B, 1, A105 N est le matériau de forgeage assorti équivalent Le suffixe “N” indique un traitement thermique normalisé qui est spécifié dans ASME B 16.5 pour les brides inférieures à -20 F et pour un service fluide spécifique de catégorie M (mortel/allumable) de B31.3.
Inspection, tests et maintenance des soudures à douille
Le procédé de soudage par emboîtement produit une géométrie de joint qui impose des restrictions naturelles pour l'examen non destructif Comprendre quelles méthodes NDE sont efficaces et lesquelles ne le sont pas évite les conflits de spécification coûteux où une spécification propriétaire nécessite des tests radiographiques sur toutes les soudures sans tenir compte de la géométrie de la soudure par emboîtement La vérification de l'intégrité de la soudure après le soudage par emboîtement nécessite des outils différents de ceux utilisés pour les soudures bout à bout à pénétration complète, et les entrepreneurs peu familiers avec cette distinction sur-spécifient souvent RT, ajoutant des coûts sans améliorer la capacité de détection commission américaine de réglementation nucléaire a documenté les défaillances par fatigue des soudures à douille dans la tuyauterie nucléaire de petit calibre ASME Classe 1, notant que l'inspectabilité limitée de l'EMI du joint contribue à la détection retardée de l'accumulation de dommages par fatigue.
Pouvez-vous radiographier une soudure à douille ?
Techniquement oui (e) mais rarement utilement Lorsque le faisceau passe à travers un joint de soudure à douille, il transite deux couches de matériau qui se chevauchent : la paroi du tuyau à l'intérieur de la douille, et la paroi de montage autour du film montre les deux images superposées, empêchant l'identification de la qualité de la racine de soudure vs la densité de fond. ce sont les limitations géométriques de la soudure à douille RT comme exigences du projet ASMEB31.3 B31.1. Par conséquent, par défaut sur la plupart des spécifications du projet ASME B31, la soudure à douille NDE nécessitant une interprétation plus complexe se limite à l'examen visuel (VT) et MPI ou PT.
Une application RT particulière : la radiographie avant soudage peut vérifier l'écart de 1/16 « en repérant la silhouette délicate contre l'extrémité solide du tuyau La vérification de l'écart RT après soudage ne peut pas être obtenue une fois le congé présent. Le code n'inscrit pas d'exigence de validation après soudage, l'ajustement est le point de contrôle qualité et non la soudure terminée.
| Méthode | Ce qu'il détecte | Adéquation SW | Référence du code |
|---|---|---|---|
| VT (Visuel) | Géométrie de surface, taille de soudure, profil | ✔ Méthode primaire | ASME B31.1/B31.3 |
| MPI (Particule Magnétique) | Fissures de surface et proches de la surface | ✔ Bon Matériaux ferromagnétiques uniquement | ASME B31.3 par. 344.3 |
| PT (pénétrant liquide) | Discontinuités de surface ouverte | ✔ Bon tous les matériaux, y compris SS | ASME Section V Article 6 |
| RT (Radiographie) | Vides souterrains, porosité | ⚠️ Limited images superposées à partir d'une géométrie qui se chevauche | ASME Section V Article 2 |
Gestion à long terme : la région de crevasse annulaire à l'extrémité du tuyau est un site pour la corrosion dans les milieux agressifs Dans les services où les niveaux de chlorure ont le potentiel de dépasser 50 ppm, la durée de calendrier VT des orteils de soudure de congé externe (attaque de crevasse) peut compromettre le métal parent sous la soudure sans être vu jusqu'à ce qu'une perte de paroi significative soit évidente. Si la région de crevasse est un risque spécifique au service, spécifiez une soudure de congé en deux passes (remplissant l'alignement circonférentiel ouvert) pour fermer la crevasse, ou changez le type de connexion en soudure prise à bout pendant la phase d'exécution.
📋 Scénario d'inspection : pannes à un seul passage dans un atelier de fabrication (Busan, 2025)
Après l'hydrotest dans un atelier de fabrication de Busan, un inspecteur du CQ a observé 12 des 500 soudures de douille dans un collecteur de processus en acier inoxydable (sur un tuyau de 20 « ) présentant des indications de PT aux orteils de la racine : un soudeur a tenté de minimiser le temps de cycle en utilisant une approche à un seul passage Le soudage à un seul passage sur un tuyau d'épaisseur de paroi de l'annexe 80 ne fusionne pas en position 6 heures à la racine, car les effets de gravité attirent le bain de soudure à moitié fondu vers le bas et s'éloignent de l'ouverture de la racine. L'action corrective : toutes les soudures dépassant 20 » a été supprimée de la procédure et deux procédures de la passe par les soudures ont été réétablies 2, toutes les soudures 2, ont été réaffectées par le tube 2.
Tendances du soudage des douilles et perspectives de l'industrie : 20252026
Trois valeurs indiquent les perspectives à court terme des spécifications de soudage par douille :
1. ASME B16.11 fera publier une nouvelle édition en 2026. L'avant-propos de l'ASME B16.11 2021 fait référence à “la prochaine édition de cette norme devrait être publiée en 2026.” Ingénieurs utilisant les spécifications pour l'achat de pièces forgées à long fil pour les projets exécutés jusqu'en 2026-2027 doit indiquer explicitement le “ ”or la dernière édition sur les bons de commande, si l'édition 2026 spécifie des changements dimensionnels ou met à jour les tableaux de notation de pression, les bons de commande de l'édition 2021 entraîneront des lacunes dans les spécifications lors de la livraison.
Gardez un œil attentif sur le ASME B16.11 page pour les addenda ou errata mis à jour à annoncer dans un avenir proche.
2. Le coût du duplex inoxydable diminue désormais, ce qui rend plus attractif pour le service offshore et acide. La pression partielle spéciale HS de la NACE MR0175, supérieure aux autres limites NACE HS pour l'inox austénitique, déplace les normes sur les dessus offshore (systèmes d'injection chimique) et les collecteurs de contrôle sous-marins vers les raccords de soudure à douille ASTM A182 F51 (UNS S31803) au lieu des matériaux standard de spécification F316L.
Le délai d'exécution pour les raccords de soudure à douille F51 forgés des fournisseurs de niveau 1 est d'environ 10 à 16 semaines sur le marché de 2025, par opposition à environ 4 à 8 semaines pour les équivalents en acier au carbone (A105) ou F316 L. Si le numéro de matériau F51 dans le package d'ingénierie système, commencez à acheter des matériaux avant le gel P & ID.
3) L'objectif comparatif continue de croître. T2-T3 2025 recherche Les données du 1er semestre révèlent des requêtes de soudure de douille vs de soudure bout à bout en hausse de 241 T YoYTP3 30 fermement en ligne avec des examens d'ingénierie rigoureux des programmes de mise à niveau de raffinerie et de construction modulaire où le coût d'installation est un aspect critique. Marché mondial des raccords de soudure à douille projeté à c.
US$2,23 milliards d'ici 2026 ; les projets d'investissement en Asie-Pacifique et au Moyen-Orient référencés comme des indicateurs d“”” (IntelMarketResearch 2025Indicative Market estimation ; l'audit indépendant dû n'est pas clair).
Questions fréquemment posées
Qu'est-ce qu'une soudure à douille ?
Voir la réponse
Quelle est la différence entre le soudage par emboîtement et le soudage bout à bout ?
Voir la réponse
Une soudure à douille est-elle une soudure à filet ?
Voir la réponse
Les brides de soudure à douille ont-elles un calendrier ?
Voir la réponse
Quand ne devez-vous PAS utiliser de raccords de soudure à douille ?
Voir la réponse
Pourquoi utiliser des raccords de soudure à douille sur des raccords filetés ?
Voir la réponse
À propos de ce guide
Préparé par le Acier à balles Équipe technique. Références de normes tirées de ASME B16.11-2021, ASME B31.1-2022 (par. 127.3 (e), 111.3.1, 122.1.1 (h)) et ASME B31.3 Tuyauterie de processus Données de défaillance du praticien provenant des forums de praticiens de documentation technique et d'ingénierie du CNRC des États-Unis. Examiné par rapport aux références sémantiques NEURONwriter pour le groupe de mots clés de soudage à 14, d'équilibrage, de fabrication et de fournitures d'acier, de raccords à douille ASME B16.5, de soudure AST15, de soudure AST15, de F15, de soudure AST15, de F15, de support F15, de F15, de F15 consultez les spécifications du produit et demandez un devis.
Articles connexes
- Guide des brides à col soudé : classes de pression, dimensions et sélection ASME B16.5
- Types de brides : col soudé, glissant, aveugle, soudé à douille et joint à recouvrement comparés
- Forges en acier au carbone ASTM A105 : propriétés mécaniques et guide de spécifications
- Forgeurs en alliage et acier inoxydable ASTM A182 : sélection de qualité de F11 à F51
- Guide des brides aveugles : normes ASME B16.5, évaluations de pression et qualités de matériaux

