


Das Schweißen von Edelstahlrohren erfordert einen anderen mentalen Ansatz als die Arbeit mit Kohlenstoffstahl. Dasselbe Chrom, das es Edelstahl ermöglicht, sich gegen Korrosion zu halten, ist ein Nachteil, wenn Wärme auf das geschweißte Edelstahlrohr angewendet wird. Alle Schweißnähte sind eine vorgegebene Dosierung. Ob durch die verwendeten Schweißverfahren, die Wahl des Füllmetalls, die Methoden des Spülens oder Prüfstandards, hier ist, was eine geschweißte Edelstahlrohrverbindung korrosionsbeständig macht, anstatt vorzeitig zu versagen.
Schnelle Spezifikationen
| Primärprozess | GTAW (TIG) für Root Pass; GMAW/FCAW für Fill & Cap |
| Abschirmgas | 1001TP3 T Argon (TIG); Ar + <51TP3 T CO2-Mischungen (MIG) |
| Füllgrad | ER³08 L (304 Basis), ER316 L (316 Basis), ER309 L (unähnlich) |
| Rückspülgas | 99,93 T Argon99 <25 ppm O (Lebensmittelqualität) |
| Schlüsselstandards | ASTM A312/A312M-22, ASME Abschnitt IX, AWS D18.1:2020 |
| Ma× Heat Input | <1,5 kJ/mm für austenitische Qualitäten |
| Interpass-temp | 350°F (177°C) gemäß ASME-Richtlinien |
Warum sich Edelstahlrohrschweißen von Kohlenstoffstahl unterscheidet
Kohlenstoffstahl sorgt für eine schlechte Wärmekontrolle. Edelstahl nicht. Es gibt drei metallurgische Aspekte, die das Schweißen von Edelstahlrohren zu einem völlig neuen Prozess machen:
Chromempfindlichkeit Edelstahl hat 10,51TP3 T oder mehr Chrom (nach Gewicht) In diesem lagert sich eine Chromoxid (Cr0) schützende Schicht auf der Oberfläche ab, weshalb es sich um “Edelstein” handelt.
Das Schweißen ‘bricht’ diese Schutzschicht und stoppt, wenn es nicht richtig gemacht wird, ihre Reformierung.
Sensibilisierung Lange Einwirkung von Temperaturen über 950 F (500 C) und 1500 F (800 C) ermöglicht es dem Kohlenstoff, sich mit dem Chrom zu legieren, was zur Bildung von Chromkarbiden entlang der Korngrenzen führt. “Abfall” des Chroms, damit sich Chromoxid nicht entwickelt. „eine andere Form der Korrosion, die Sensibilisierung.“.
Die Bedingungen können innerhalb weniger Monate zu Lochlochlecks führen.
Wärmeleitfähigkeiten Eine Klasse von Stahl, die bei der Wärmeleitung um 301TP3 T schlechter ist als Kohlenstoffstahl, sind die austenitischen rostfreien Stähle Sie verarbeiten die Fähigkeit, Wärme auf die Mittellinie zu konzentrieren, anstatt sich von dieser weg auszudehnen.
Die Auswirkung auf die Verformung wird verstärkt und erfordert die besten Fähigkeiten der Schweißer und ‘toter’ Zwischenpasstemperaturen, bis die Kenntnis der Unterschiede verstanden ist. Beides ist nicht vorzuziehen, beide müssen in der Lage sein, korrosionsbeständige Schweißnähte an beiden Rohrtypen durchzuführen.
WIG vs. MIG vs. Flu×-Core: Auswahl des richtigen Schweißprozesses für Edelstahlrohre

Der Schweißprozess beeinflusst die Verbindungs-, Produktivitäts- und letztendlich WIG-Schweiß-Edelstahlrohre über das Gas-Wolfram-Lichtbogenschweißen (GTAW) sind immer noch der Schlüssel für Wurzeldurchgänge; Allerdings beginnen veränderte MIG-Prozesse, das Gleichgewicht für Füll- und Deckpässe in einigen Fällen zu stören, auch für Wurzeldurchgänge.
| Parameter | GTAW (TIG) | GMAW-RMD (Mod. Short Circuit) | FCAW (Flux-Core) |
|---|---|---|---|
| Reisegeschwindigkeit | 3 5 ipm | 6 12 ipm | 8 15 ipm |
| Rückensäuerung erforderlich? | Ja (immer) | Manchmal eliminierbar (nur austenitisch) | Nein (Fluß spült Kohlenstoff ab) |
| Abschirmgas | 100% Argon | Ar + <5% CO2 oder Tri-Mix | 75% Ar / 25% CO2 |
| Qualifikationsniveau | Hoch (Wochen der Ausbildung) | Moderat (Tage der Ausbildung) | Mäßig |
| Beste Anwendung | Hochrein, Sanitär, 16-Zoll-Dia. | Struktur, Öl und Gas, 38 µm. | Feldreparatur, unkritisch |
Entscheidungsrahmen für die Prozessauswahl
- TPP-Sanitär/Lebensmittel-zu-3a-Rohr TIG nur (autogene quadratische Stumpfschweißung für Wand< 1/8 „, Füllmetall für schwereres Rohr)
- Strukturelle / industrielle SCH 40 WIG Wurzel + gepulste MIG oder FCAW Füllung und Kappe (gute Produktivitätsbilanz)
- Aber...string eine unkritische RMD-Wurzel mit großem Durchmesser (>8) (vielleicht sogar freispülen) + gepulste MIG-Füllung.
- Dünnwandiger Schlauch, 0,4 „Wgt, „0,065 „IG, Hochfrequenzimpuls (250-400 pps für 351 TP3T-Geschwindigkeitsüberschreitung)
- Unterschiedliches SS-zu-CS-Gelenk WIG mit ER309 L-Füllstoff (Verdünnungskontrolle wichtig)
Wie kann man Edelstahlrohre am besten schweißen?
Es kommt wirklich auf die Anwendung an Beim Umgang mit pharmazeutischen und lebensmittelgerechten Rohrleitungen, die den Spezifikationen AWS D18.1:2020 entsprechen müssen, ist das WIG-Schweißen mit vollständiger Argonrückspülung der einzige Ansatz, bei Arbeiten mit Struktur - und Öl-und-Gas-Rohrleitungen bietet jedoch ein Hybridverfahren aus WIG-Wurzel mit gepulster MIG oder flusskerniger Füllung und Kappe die ideale Mischung aus Qualität und Produktivität.
Dadurch wird der Heißpass bei WIG entfernt und mit ERW-rohr und größeren Durchmesser, kann es die Schweißzeit um 40-60% reduzieren.
Füllmetallauswahl, ER308 L, ER316 L, und die “L” Grade Rule
Das Schädlichste, was Sie an der Korrosionsbeständigkeit einer rostfreien Schweißnaht tun können, ist die Verwendung eines falschen Füllstoffs. Die Anpassungs- und Schweißbedingungen sind im Vergleich zur Füllstoffmetallchemie nicht kritisch. Die richtige Füllstoffchemie für einen Edelstahl ist die des Grundmetalls, das in den meisten Fällen einen geringeren Kohlenstoffgehalt aufweist als der Füllstoff.
| Basismetall | Füllmetall (TIG/MIG) | AWS-Spezifikation | Max Carbon % |
|---|---|---|---|
| 304 / 304L | ER308L | AWS A5.9 | 0.03% |
| 316 / 316L | ER316L | AWS A5.9 | 0.03% |
| 321 (Ti-stabilisiert) | ER347 | AWS A5.9 | 0.08% |
| 304 zu Kohlenstoffstahl | ER309L | AWS A5.9 | 0.03% |
Aber was ist mit dem “L”?
Es kann als “kohlenstoffarm”gelesen werden, was einem Bereich von bis zu 0,03% entspricht, während der Standard-ER308 0,08% enthält. Das Konzept ist wichtig: Im Schweißbad kann zu viel Kohlenstoff vorhanden sein, wo er sich mit Chrom verbindet, um Chromkarbide zu erzeugen, die direkt zu einer unbefriedigenden Korrosionsbeständigkeit führen.
Wenn Sie ein 304 L-Basismetall mit einem herkömmlichen 308-Füllstoff schweißen, erhöhen Sie tatsächlich den Kohlenstoffgehalt in der Verbindung und erhöhen möglicherweise das Korrosionsrisiko. In hochreinen Anwendungen (>991TP3 T) wie Lebensmitteln, Getränken und Arzneimitteln ist dieser niedrige Kohlenstoffgehalt für die Korrosionsbeständigkeit unbedingt erforderlich.
/ Technischer Artikel von MillerWelds, American Welding Society / Welding Journal
Technische Anmerkung
Neben der Steuerung der Kohlenstoffstreuelemente (Trampelemente) können in einigen wenigen Metallen bei niedrigem Füllstoffgehalt, Antimon, Arsen, Phosphor und Schwefel ausgewählt werden. Gemäß AWS A5.9-Spezifikation können diese Rückstände von Füllstoffen zu einer großen Korrosion führen sehr hoch sein, obwohl der Kohlenstoffgehalt in den Spezifikationen angegeben ist. Für weitere Fließfähigkeit und hohe Fahrgeschwindigkeiten wurde ER309LSi zusätzliches Silizium zugesetzt.
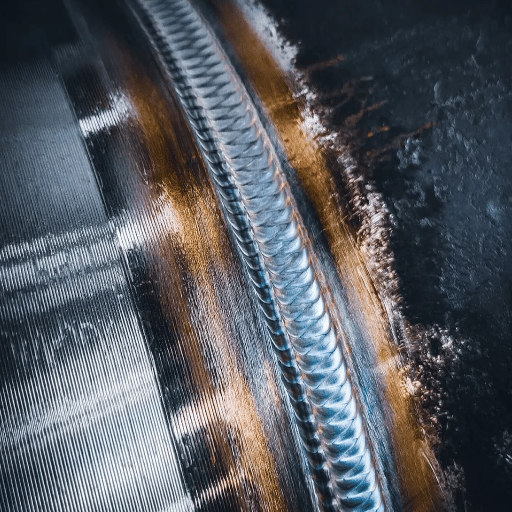
Zurück Purging Der Schritt, der gute Schweißnähte von Ausfällen trennt

Wenn Sie rostfreies Rohr schweißen, ohne die Innenfläche abzuschirmen, Sauerstoff verbindet sich mit der geschmolzenen Wurzel und erzeugt schwere Oxidablagerungen, ein grober Schwarz verfärbender Schweißer bezeichnet als “Zucker” Zuckerwurzeln sind kosmetisch inakzeptabel, stellen aber auch Chromverlust dar, was die Verbindung zu einem Korrosionsstartpunkt macht. Die richtige Rückspülung von Argongas verhindert die Oxidation, indem sie Sauerstoff herausdrückt, bevor der Lichtbogen auftrifft.
Verwenden Sie niemals 75/25 Ar/CO als Spülgas. Nach Branchenerfahrung verursachte die Praxis, CO-haltiges Gas zum Spülen zu verwenden, mehr Probleme, als dass überhaupt keine Spülung verwendet wurde. „Das Kohlendioxid zersetzt sich, beschleunigt den Kohlenstoffeintrag in die Wurzel und sensibilisiert aktiv die Schweißnaht im Inneren.
Der 3-Zonen-Säuberungstest - Verify Before You Strike
Stellen Sie vor der Zündung sicher, dass die Spülqualität gut ist, indem Sie drei Positionen des Rohrs testen:
- Zone 1 R-Stoß (Schweißverbindung): Verwenden Sie an der Gelenköffnung einen O2-Analysator Zielwerte hängen von der Anwendung ab:
- Farmacêutico: < 10 ppm O (konform AWS D18.1:2020)
- Lebensmittelqualität/hygienisch: <25 ppm O2
- Generelle industri kan: < 500 ppm O (kein verksteder teer imot < 1 000 ppm)
- Zone 2 – Mid-Pipe (Dammstandort): Überprüfen Sie die Reinheit der Spüldammdichtung. Durch Zulassen von Umgebungsluft wird die Spülzone verunreinigt.
- Zone 3-Far-End-6 (Auslassentlüftung): Es wird bestätigt, dass Gas am anderen Ende entweicht. Wenn kein Durchfluss vorhanden ist, fließt die Spülung nicht in die Schweißzone - Sie schweißen eine tote Atmosphäre.
Bei Rohr mit großem Durchmesser (16 ‘) können die tatsächlichen praktischen Spülanordnungen einen erheblichen Einfluss haben Ein erfahrener Rohrschweißgerät würde vorschlagen, das Spülgas am kürzesten Ende einzuspritzen, oben, auf der anderen Seite, zu entlüften, mit einem Gasstrom von 20 – 30 CFH. Rohrinnenvolumen berechnen, um die Spülzeit zu bestimmen „Fünf Volumenänderungen sind die Faustregel -6 vor der Überprüfung der Pegel.
Wärmeeintrag, Sensibilisierung und Erhaltung der Korrosionsbeständigkeit

Alle rostfreien Rohrschweißnähte sind ein Wettlauf gegen die Sensibilisierung Da die HAZ zwischen 950 F & 1.500 F (50-800 C) bleibt, bilden sich umso mehr Chromkarbide - und je mehr die Verbindung die Korrosionsbeständigkeit beeinträchtigt Das Management des Wärmeeintrags ist keine Joboption, es ist Ihr primärer Engineering-Parameter, um einen Ausfall im Betrieb zu verhindern.
Technische Anmerkung zur Berechnung des Wärmeeinsatzes
Wärmeeintrag (kJ/mm) = (Volt Ampere 60) / (Fahrgeschwindigkeit mm/min 1.000)
Beispiel: 12 V 120 A 60 / (150 mm/min 1.000) = 0,576 kJ/mm
Ziel: <1,5 kJ/mm für austenitische Qualitäten Für beste Leistung niedriger ist besser < 1,5 kJ/mm moderne WIG-Wechselrichter mit Hochfrequenzpuls (250-400 pps) können mit niedrigerer durchschnittlicher Ampere und reduzierter Wärmezufuhr laufen und dennoch eine hervorragende Schweißdurchdringung erreichen, wodurch die Reisegeschwindigkeit um bis zu 351 TP3T erhöht wird.
Wie man die Sensibilisierung durch Praxis abmildert Wählen Sie zunächst kohlenstoffarme (“L” - Güte) Füllmetalle und unedle Metalle, um die Chromkarbidreaktion ihres Kohlenstoff-Ausgangsmaterials auszuhungern Zweitens, Grenztemperatur 3 nie das auf Ihrem WPS aufgeführte Maximum überschreiten; bei austenitischen Güten beträgt dies normalerweise 350 F (177 C).Drittens stabilisierte Güten wie 321 (Titan) oder 347 (Niob) verwenden Wenn sich die Legierungselemente mit Kohlenstoff zu stabilen Verbindungen verbinden, bleibt das Chrom frei, um Schutzkarbide zu bilden Beachten Sie jedoch, dass die Stabilisatoren Zähigkeit und Festigkeit beeinträchtigen können, was sie für bestimmte Projekte ungeeignet macht.
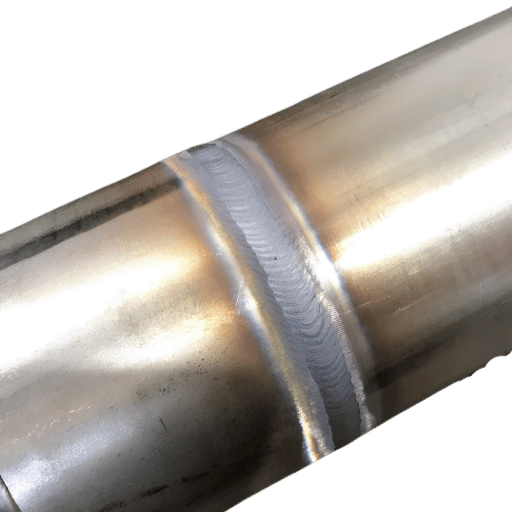
Root Pass, Hot Pass und Cap Pass A Position-by-Position-Aufschlüsselung

Das Mehrdurchlauf-Rohrschweißen erfolgt in systematischer Reihenfolge Jeder Durchlauf hat eine bestimmte Funktion, und muss auf unterschiedliche Weise gesteuert werden.
Wurzel (GTAW).Der erste Durchgang ist der wichtigste – dies sorgt für die volle Schweißdurchdringung und das Rückgrat der Verbindung Verwenden Sie die niedrigste Stromstärke, die zu Verschmelzung und Wulstbildung führt (siehe unten); Viele Schweißer berichten von 35-45 Verstärkern bei dünnwandigem Rohr der Anlage 10 ohne Impuls, einem 6-sekündigen Gefälle und einem 5-8-sekündigen Gasabstoß. Die Geschwindigkeit der Fahrt sollte gleichmäßig sein, wodurch die Schweißpfütze schmal und kontrolliert bleibt. Bei diesem kritischen Durchgang ist das Durchbrennen der häufigste Fehler. Durchbrennen erzeugt eine unkontrollierbare Wurzel, dann verschlimmert dickes Überbauwerk oben die Einschränkungen des Sanitärflusses.
Heißer (oder “warmer”) Durchgang Unmittelbar der Wurzel folgend glättet und stempelt dieser Durchgang das Wurzelprofil, während er eventuelle Schlackeneinschlüsse ausbrennt Verwenden Sie ein A - oder B-Ampereverhältnis über der Wurzel; bewegen Sie sich schneller als die Wurzel Manche Schweinemacher überspringen den Heißpass, wenn sie nicht von WIG zu RMD wechseln, wodurch ein saubereres Wurzelprofil entsteht, sodass weniger Schlacke ausgebrannt werden kann.
Füll- und Kappendurchgänge werden dort durchgeführt, wo geschweißt wird, um die Verbindung auf die erforderliche Halsdicke aufzubauen. Bei rostfreien Strukturdrähten werden häufig mit Flusskern oder gepulsten MIG-Drähten verwendet, wobei das gleiche Schutzgas und der gleiche Draht wie bei der Wurzel verwendet werden, um die Leerlaufzeiten niedrig zu halten; Stringer-Perlen minimieren statt der Weben den Wärmeeintrag. Jeder Durchgang muss bis unter die Temperaturgrenze zwischen den Bändern abkühlen, bevor der nächste abgelegt wird.
Ist es besser, Edelstahl 304 oder 316 zu schweißen?
In Bezug auf die Schweißbarkeit sind 304 und 316 sehr ähnlich – beide sind austenitisch, und beide erfordern nicht mehr als die grundlegenden Vorsichtsmaßnahmen gegen Sensibilisierung und Oxidation. Der einzige praktische Unterschied besteht darin, dass 316 über 2-31TP3 T-Molybdän für eine verbesserte Legierung mit Chloridlösungen verfügt, die zu Lochfraß und Spaltkorrosion führen. Klassischerweise verwenden die schwer zu schweißenden, hochkorrosionsbeständigen Anwendungen (Salzwasser, chemische Verarbeitung, Meeresumgebungen) 316 L-Rohr mit ER316 L-Füllstoff. Für alle anderen Verwendungszwecke ergeben Strukturträger, Wasserleitungen, Lebensmittelverarbeitungslinien, die die die die die die die die die die die kostengünstigeren 304 L mit ER 3 mit ER 308 L mit identischen Schweißnahtschweißeigenschaften verwenden.
Schweißen von Edelstahl zu Kohlenstoffstahl Edelstahl-Dissimilar-Metallverbindung
Das Verbinden von Edelstahlrohren mit Kohlenstoffstahl ist ein häufiger Bedarf an Übergangspunkten – z. B. wo eine Edelstahl-Prozesslinie mit einem Kohlestahl-Struktursammler verbunden ist. Das Hauptanliegen ist die Kohlenstoffmigration: Kohlenstoff von der Kohlenstoffstahlseite diffundiert in die Schweißzone aus Edelstahl, erhöht den Kohlenstoffgehalt und erzeugt ein korrosionsanfälliges sensibilisiertes Band.
ER309 L Füllmetall befasst sich mit diesem Problem Seine erhöhten Werte an Chrom und Nickel führen zu einer Schweißablagerung, die die Verdünnung von der Kohlenstoffstahlseite toleriert und gleichzeitig die Korrosionsbeständigkeit auf der Edelstahlseite beibehält WIG bietet die beste Kontrolle über die Verdünnungsgrade Um die Aufnahme von der Kohlenstoffstahlseite zu minimieren, ziehen Sie den Lichtbogen leicht in Richtung Edelstahl Für die meisten Anwendungen bietet MIG eine angemessene Kontrolle.
Die Kohlenstoffstahlseite auf 200-300 F (93-149 C) für Wandstärke größer als 3/4 vorheizen” Nicht vorheizen die Edelstahlseite – Durch Vorwärmen wird die Sensibilisierungszone übermäßig verdickt Je nach Rohrgröße und Druckklasse entweder Stoßnahtbeschläge oder Buchsenschweißverbindungen Übergangspunkt verwendet werden.
Kann ich 7018 für Edelstahl verwenden?
No – E7018 ist eine kohlenstoffarme Stahlelektrode und lagert im Zusammenhang mit rostfreiem bis rostfreiem oder rostfreiem bis Kohlenstoffstahl Schweißmaterial aus Kohlenstoffstahl im Schweißbecken ab, wodurch eine kohlenstoffreiche, chromfreie Ablagerung entsteht, und eine anschließende rostfreie Verbindung, die eine hohe Korrosionsneigung aufweist Wählen Sie für rostfrei bis rostfrei E308L-16 (SMAW) oder ER308L (TIG/MIG). Wählen Sie für rostfreies bis Kohlenstoffstahl E309L-16 (SMAW) oder ER309 L (TIG/MIG). E7018 ist niemals angemessen.
WPS-, PQR- und A312-Standard- und Beschaffungsspezifikationen für ASTM

Für das Qualitätsschweißen an code-governed rostfreiem Rohr ist eine Schweißverfahrenspezifikation (WPS) erforderlich, die durch einen Verfahrensqualifikationsdatensatz (PQR) qualifiziert wird ASME Abschnitt IX ist das maßgebliche Dokument, das die kritischen Variablen spezifiziert, die eine Qualifikation erfordern.
- Kritische WPS-Variablen: P-Nummer (die Basismetallgruppe), F-Nummer (die Füllmetallgruppe), A-Nummer (die Schweißmetallchemie), PWHT-Anforderungen, Wanddickenbereich, Position und Schutzgaszusammensetzung
- PQR: Beschreibt die Prüfschweißung und fasst Ergebnisse der mechanischen Prüfung (Zug-, Biege-, Schlag-) und visuellen/NDE-Inspektionsprozesse zusammen, um zu zeigen, dass das WPS eine geeignete Schweißnaht erzeugt
- Schweißer-Qualifikation: Jeder einzelne Schweißer muss Qualifikationstests in den Positionen (2 G, 5 G, 6 G) durchführen, in denen er gemäß ASME Abschnitt IX oder AWS D1.6 schweißen wird
Bei Bestellung von rostfreiem Schweißrohr, „, ASTM A312/A312M-22 angeben.“die aktuelle Spezifikation für geschweißte und kaltbearbeitete austenitische Edelstahlrohre. Typische rostfreie Rohrsorten sind TP304, TP304L, TP316, TP316L und TP321. Typische Durchmesser liegen zwischen 1/8 und 30 „und Wand von Zeitplan 10S Anhang 80S. Stellen Sie sicher, dass Sie immer Ihre MTR/MTC gemäß EN 10204 Typ 3.1 bestellen, damit Sie die chemische Zusammensetzung und die mechanischen Eigenschaften der Mühle vor dem Schweißen überprüfen können.
Häufige Schweißfehler, Vorbeugung und Behandlung nach dem Schweißen
Selbst die besten Schweißer werden Unvollkommenheiten an rostfreiem Rohr erzeugen. Wenn Sie diese Fehler frühzeitig erkennen, kann Ihr gesamtes Projekt sparen, indem Sie (bestenfalls) nicht erneut schweißen oder die Schweißnaht im Betrieb versagen.
| Defekt | Wurzelursache | Prävention |
|---|---|---|
| Sugaring (Oxidwaage) | Unzureichende oder fehlende Rückenspülung | 3-Zonen-Reinigungstest; O2 <25 ppm vor dem Schweißen |
| Sensibilisierung | Übermäßiger Wärmeeintrag; Füllstoff mit hohem Kohlenstoffgehalt | “Füllstoffe der Güteklasse ”L”; Zwischenablauf 30°F; Durchgänge minimieren |
| Heißrissbildung | Niedriger Delta-Ferrit-Gehalt in vollständig austenitischen Schweißnähten | Halten Sie 3 – FN-Ferrit; Kontrollrückhaltesystem; vermeiden Sie konkave Perlen |
| Porosität | Kontamination; unzureichendes Schutzgas | Spezielle SS-Bürsten/Schleifmaschinen; Überprüfung des Gasflusses 15 – 25 CFH |
| Fusionsmangel | Geringe Stromstärke; schlechte Gelenkvorbereitung; übermäßiger Spalt | Richtige Abschrägung (37,5° ± 2,5°); Passlücken <1/16; ausreichende Verstärker |
Nachschweißbehandlung Sobald die Schweißnaht an Ihrem Edelstahlrohr abgeschlossen ist, möchten Sie es passivieren. ASTM A380 Hinweise zum Reinigen, Entkalken und Passivieren von Edelstahlrohren enthält. Dieser Abhilfeschritt besteht im Allgemeinen aus einem Salpetersäure-Flusssäure-Beizschritt oder einem ähnlichen Verfahren zur Entfernung von Wärmeschönung und freiem Eisengehalt sowie einer Nachpassivierung in einer Salpetersäure- oder Zitronensäurelösung. Wenn dieses geschweißte Rohr für die pharmazeutische Industrie bestimmt ist, können Sie die glatteste Innenoberflächenbeschaffenheit (Ra 0,5 m) erreichen. In diesen Nachwärmebehandlungsschritten mit Elektropolieren werden die anspruchsvollsten pharmazeutischen Anforderungen eines häufig verwendeten internationalen Standards bei weitem erfüllt Verwenden Sie immer eine Sichtprüfung oder Farbstoffdurchdringuntersuchung und gegebenenfalls auf der Grundlage einer Code-, RT- oder PT-Untersuchungsprüfung, um den Schweißzusatz zu verdreifachen Abschluss der Schweißnahtprüfung zu überprüfen.
Markt für geschweißte Rohre aus Edelstahl: Was sich im Jahr 2025 ändert

Die Nachfrage steigt an Von 2025 bis 2035 wird die jährliche Wachstumsrate (CAGR) von US-geschweißten rostfreien Rohren 4,31 TP3 T betragen, angetrieben durch die Erhöhung der pharmazeutischen Fertigungskapazität, neue Wasseraufbereitungsinfrastrukturen und erhöhte LNG-Verarbeitungskapazität Auf weltweiter Ebene ist der Wachstumstrend sogar noch steiler 2026 bis 2033 prognostizierte CAGR von 12,81 TP3 T, angetrieben durch den gestiegenen Bedarf der südostasiatischen und nahöstlichen Industrie.
Zwei Entwicklungen sind festzustellen Eine ist die erhöhte Verfügbarkeit von Orbitalschweißsystemen außerhalb pharmazeutischer Anwendungen und diese Systeme werden immer mehr in der Industrie für hergestellte Rohrleitungen eingesetzt Ein chronischer Mangel an qualifizierten Rohrschweißern (wurde in der AWS 2026 Ausblick auf die Schweißindustrie Und diese Lücke in Kombination mit der Empfindlichkeit des WIG-Schweißens gegenüber Schweißerkenntnissen erfordert den Einsatz von Automatisierung, um wirtschaftlich rentabler zu sein. Das andere ist die Einführung modifizierter MIG-Kurzschlussverfahren wie RMD, das WIG in unkritischen Strukturanwendungen ersetzt und so die Installationszeit sowie die Anforderungen an die Rückspülung verkürzt.
Wenn Sie Rohrleitungsprojekte in den Jahren 2026-2027 in Betracht ziehen, ist es jetzt an der Zeit, dass Sie sich mit dieser Technologie befassen. Die Amortisationszeit hat sich verkürzt, da die Arbeitsquote der Projektschweißer gestiegen ist und die Konsistenz dieser Systeme bei hohen Wiederholungsschweißungen von Natur aus wiederholbarer ist als manuelles WIG.
Häufig gestellte Fragen
F: Können Edelstahlrohre geschweißt werden?
Antwort anzeigen
F: Welches Schutzgas verwenden Sie zum Schweißen von Edelstahlrohren?
Antwort anzeigen
F: Ist das Schweißen von Edelstahlrohren sicher?
Antwort anzeigen
F: Wie verhindert man Verfärbungen beim Schweißen von Edelstahlrohren?
Antwort anzeigen
F: Was ist der Unterschied zwischen ER308 und ER308 L Füllmetall?
Antwort anzeigen
F: Müssen Edelstahlrohrschweißnähte spannungsarm sein?
Antwort anzeigen
Präzise geschweißtes Edelstahlrohr Anforderungen an die Projektspezifikation zu erfüllen.
Baling Steel liefert ASTM A312 TP304/TP304L/TP316/TP316L geschweißtes Rohr von 1/8 bis 30 tel OD mit Mühlenprüfbescheinigungen gemäß EN 10204 Typ 3.1.
Über diese Analyse
Baling Steel stellt geschweißte Rohre und Formstücke von Edelstahl Art her. Die Schweißpraxis, Füllmetallspezifikationen und Akzeptanzkriterien werden aus veröffentlichten Schweißcodes von AWS, ASME und ASTM zusammengefasst, extrahiert und mit maßgeblicher technischer Schweißliteratur kreuzreferenziert. Wir sind keine Schweißberatungspraxis, wir präsentieren Fakten, damit unsere Kunden, Hersteller, EPC-Auftragnehmer und Wartungsteams die Produkte von Baling Stainless genau spezifizieren können.
Referenzen und Quellen
- ASTM A312/A312M-22, Austenitisches Edelstahlrohr, geschweißte und kaltbearbeitete Güteklassen, ASTM International
- AWS D18.1/D18.1M-2020, Spezifikation für das Schweißen von Rohr- und Rohrsystemen aus austenitischem Edelstahl für Sanitäranwendungen, American Welding Society
- AWS A5.9, Füllmetallklassifikation für Edelstahl, American Welding Society
- Korrosionsbeständigkeit von 304 geschweißten Verbindungen aus austenitischem Edelstahl, National Institute of Health / PMC
- Heiße Crack-Empfindlichkeitsfaktoren in austenitischen Edelstahlstählen, Gesamtmaterial
- Die Zukunft des Schweißens, Trends, Technologie- und Industrieausblick, American Welding Society
- Analyse der Nachfrage nach geschweißten Edelstahlrohren in den USA für den Zeitraum 2025-2035, Future Market Insights
Verwandte Artikel
- ERW-Rohr, Herstellungsprozess, Standards und Verwendung.
- Geschweißte und nicht geschweißte Edelstahlrohre, welche ist die beste Wahl?
- Edelstahl 304, Eigenschaften, Qualitäten und Spezifikationen.
- Stahlschmittengrößen und Maßen Chart
- Bohrer für Edelstahl - Helfen Sie bei der richtigen Geschwindigkeit und dem besten Material für den Einsatz.
Prüfung durch die Ingenieurgruppe Baling Steel Aktualisiert bis heute: April 2026.

