


焊接不銹鋼管需要與使用碳鋼不同的心理方法。當熱量施加到不銹鋼上時,允許不銹鋼保持腐蝕的相同鉻會造成損害,並且所有焊接都是預定的劑量。無論是透過所使用的焊接工藝、填充金屬的選擇、吹掃方法或測試標準,以下都是焊接不銹鋼管接頭耐腐蝕而不是過早失效的原因。.
快速規格
| 主要流程 | GTAW (TIG) 用於根通過; GMAW/FCAW 用於填充和蓋子 |
| 屏蔽氣體 | 100% 氬氣 (TIG); Ar + <5% CO2 混合物 (MIG) |
| 填充等級 | ER308L(304 鹼基)、ER316L(316 鹼基)、ER309L(不同) |
| 回吹氣體 | 99.99% 氬氣目標 <25 ppm O2(食品級) |
| 關鍵標準 | ASTM A312/A312M-22, ASME 第九節, AWS D18.1:2020 |
| Ma×熱輸入 | 奧氏體等級 <1.5 kJ/mm |
| 互通溫度 | 根據 ASME 指南,≤350°F (177°C) |
為什麼不銹鋼管焊與碳鋼不同
碳鋼可以防止熱控制不良。不銹鋼則不然。有三個冶金方面使焊接不銹鋼管成為全新的工藝:
鉻敏感性。不銹鋼含有 10.5% 或更多鉻(按重量計)。這會在表面沉積氧化鉻 (Cr0) 保護層,因此它是「不銹鋼」的。.
焊接會「破壞」該保護層,如果操作不當,會阻止其重新成型。.
敏化。長時間暴露在 950F (500C) 和 1500F (800C) 以上的溫度下,碳與鉻形成合金,導致沿著晶界形成碳化鉻。這會「浪費」鉻,使氧化鉻不會產生另一種形式的腐蝕,稱為敏化。.
這種情況可能會導致孔針孔在幾個月內洩漏。.
導熱性。奧氏體不銹鋼是一類導熱性能比碳鋼差 30% 的鋼。它們處理將熱量集中到中心線而不是膨脹遠離中心線的能力。.
對變形的影響更加複雜,需要焊工最好的技能和「死接」的焊道間溫度,直到了解差異為止。兩者都不是優選的,兩者都必須能夠在任一類型的管道上完成耐腐蝕焊接。.
TIG vs MIG vs Flu×-Core:選擇正確的不銹鋼管焊接工藝

焊接過程會影響接頭品質、生產率並最終影響成本。透過鎢極氣體保護焊 (GTAW) 焊接不銹鋼管仍然是根焊道的主要選擇;然而,改變的 MIG 製程開始破壞填充和蓋焊道的平衡,在某些情況下,也破壞根焊道的平衡。.
| 參數 | GTAW(TIG) | GMAW-RMD(短路模組) | FCAW(通量核心) |
|---|---|---|---|
| 行駛速度 | 3V5ipm | 6 AX12 ipm | 8 AZ15 ipm |
| 需要回掃嗎? | 是的(總是) | 有時可消除(僅限奧氏體) | 否(通量清除碳) |
| 屏蔽氣體 | 100% 氬氣 | Ar + <5% CO2 或三混合物 | 75% Ar/25% CO2 |
| 技能水平 | 高(培訓週) | 中等(訓練天數) | 中等 |
| 最佳應用 | 高純度、衛生、≤6″直徑。. | 結構、石油和天然氣,≥8″直徑。. | 現場修復,非關鍵 |
流程選擇決策框架
- 僅 TPP-衛生/食品至 3a 管道 TIG(自生方形對接焊接,適用於 < 1/8 英吋的牆壁,填充金屬,適用於較重的牆壁)
- 結構/工業 SCH 40 TIG 根 + 脈衝 MIG 或 FCAW 填充和上限(良好的生產力平衡)
- 但是...串大直徑(>8")非臨界RMD根(甚至可能無吹掃)+脈衝MIG填充。.
- 薄壁管,0.4″重量,≤0.065吋TIG,高頻脈衝(35%加速250-400 pps)
- 使用 ER309L 填料的不同 SS 和 CS 接頭 TIG(稀釋控制很重要)
焊接不銹鋼管的最佳方法是什麼?
這實際上取決於應用。在處理需要符合 AWS D18.1:2020 規格的藥品和食品級管道時,採用完全氬氣回吹吹掃的 TIG 焊接是唯一的方法。然而,當使用結構和油氣管道時,TIG 根與脈衝 MIG 或焊劑芯填充和蓋的混合工藝提供了品質和生產率的理想組合。.
這會刪除 TIG 和 with 的熱通 戰爭遺留爆炸物管道 直徑越大,可減少焊接時間40-60%。.
填充金屬選擇 ER308L、ER316L 和 “L”等級規則
對不銹鋼焊接礦床的耐腐蝕性造成的最有害的事情是使用不正確的填料。與填料金屬化學相比,組裝和焊接條件並不重要。不銹鋼的正確填料化學是賤金屬的化學化學,在大多數情況下,賤金屬的碳含量低於填料。.
| 基礎金屬 | 填充金屬(tig/mig) | AWS 規格 | 最大碳 % |
|---|---|---|---|
| 304/304L | ER308L | AWS A5.9 | 0.03% |
| 316/316L | ER316L | AWS A5.9 | 0.03% |
| 321(ti 穩定) | ER347 | AWS A5.9 | 0.08% |
| 304 至碳鋼 | ER309L | AWS A5.9 | 0.03% |
但「“L”呢?
它可以讀作“低碳”,範圍高達 0.03%,而標準 ER308 包含 0.08%。這個概念很重要:焊池中可能存在過多的碳,它與鉻結合產生碳化鉻,直接導致耐腐蝕性不令人滿意。.
如果您用傳統的 308 填料焊接 304L 賤金屬,您實際上會增加接頭中的碳含量,並可能增加腐蝕風險。在食品、飲料和藥品等高純度應用 (>99%) 中,這種低碳含量對於耐腐蝕性絕對至關重要。.
2 MillerWelds 技術文章,美國焊接學會/焊接雜誌
【工程說明】
除了控制碳含量外,在一些低含量的填充金屬中還可以選擇雜散元素(流浪元素),例如錫、銻、砷、磷和硫。根據 AWS A5.9 規範,儘管碳含量符合規範,但填充原料的這些殘留物會導致非常高的寬腐蝕。為了進一步提高流動性和高行駛速度,在 ER309LSi 中添加了額外的矽。.
回掃是將良好焊接與故障分開的步驟

如果您在不屏蔽內表面的情況下焊接不銹鋼管,氧氣與熔化的根部結合並產生重氧化垢,粗黑色變色焊工稱為“糖化”。糖根在外觀上是不可接受的,但也代表鉻的損失,使接頭成為腐蝕起點。正確對氬氣進行回掃可以解決這個問題,因為它可以在電弧撞擊之前推出氧氣來防止氧化。.
切勿使用 75/25 Ar/CO 作為吹掃氣體。根據行業經驗,使用含CO氣體吹掃的做法比根本不使用任何吹掃會造成更多問題。二氧化碳會分解,加速碳進入根部,並主動使內部焊接敏感。.
3 區清除測試 打擊前進行驗證
點火前,透過測試管道的三個位置,確保吹掃品質良好:
- 區域 1 × 根(焊接接頭): 在接頭開口處使用 O2 分析儀。目標讀數取決於應用:
- Farmacéutico:< 10 ppm O(符合 AWS D18.1:2020)
- 食品級/衛生:<25 ppm O2
- Generelle industri kan:< 500 ppm O(noen verksteder tar imot < 1 000 ppm)
- 區域 2 預先 中管(壩位置):檢查淨化壩密封件的純度。允許環境空氣進入會污染淨化區域。.
- 區域 3-遠端 (exit vent):確認氣體在遠端逸出。如果沒有流動,吹掃就不會向下流入焊接區域 - 您正在焊接死氣沉沉的氣氛。.
在大直徑(16吋)管道上,實際的實際吹掃佈置可能會產生重大影響。經驗豐富的管道焊工建議從最短端注入吹掃氣體,在頂部、遠端排氣,氣流為 20 × 30 CFH。計算管道內部容積以確定吹掃時間,五體積變化是檢查液位之前的-6經驗法則。.
熱輸入、敏化和保持耐腐蝕性

所有不銹鋼管焊接都是與敏化的競賽。由於熱影響區保持在 950F 和 1,500F (50-800C) 之間,形成的碳化鉻越多,接頭就越會損害耐腐蝕性。管理熱輸入不是一種工作選擇,它是防止使用中故障的主要工程參數。.
工程說明熱輸入計算
熱輸入 (kJ/mm) = (伏安 60) /(行駛速度 mm/min 1,000)
範例:12 V 120A 60 /(150 mm/min 1,000) = 0.576 kJ/mm
目標:奧氏體品位<1.5 kJ/mm。為了獲得最佳性能,更好的方法是配備高頻脈衝(250-400 pps) 的現代TIG 逆變器,可以以較低的平均安培數和減少的熱輸入運行,同時仍實現出色的焊接穿透力,從而將行駛速度提高多達35%。.
如何透過實踐減輕過敏。首先,選擇低碳(“L”級)填充金屬和賤金屬來抑制其碳原料的碳化鉻反應。其次,限制道間溫度 100 °C 永遠不會超過 WPS 上列出的最大值;對於奧氏體等級,通常為 350 F (177C)。第三,採用穩定等級,如 321(鈦)或 347(鈮)。當合金元素與碳結合形成穩定化合物時,鉻仍可自由形成保護性碳化物。但請注意,穩定劑可能會損害韌性和強度,使其不適合某些項目。.
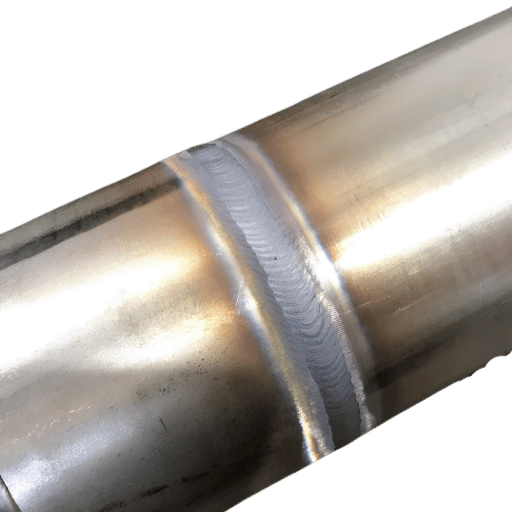
根通、熱通、填充和上限是逐個位置的細分

多通道管道焊接以系統順序進行。每個通道都有特定的功能,必須以不同的方式控制。.
根(GTAW)。初始通道是最重要的,因為它提供了完全的焊接穿透和接頭的主幹。使用會導致熔化和珠子堆積的最低安培數(見下文);許多焊工報告在薄壁 Schedule 10 管道上運行 35-45 安培,無脈衝、下坡 6 秒和 5-8 秒的脫流氣踢。行進速度應該均勻,保持焊接水坑狹窄和控制。在這個關鍵通道上,最常見的錯誤是燒穿。燒穿會產生無法控制的根部,然後頂部厚實的多餘建築物會使衛生流量限制變得更糟。.
熱(或“暖”)通過。緊接著根部,此通道平滑並壓印根部輪廓,同時燒掉任何爐渣內含物。在根部使用 A 或 B 安培比;比根部移動得更快。一些養豬戶在未從 TIG 切換到 RMD 時會跳過熱通,RMD 會長出更乾淨的根部輪廓,因此需要燒掉的爐渣更少。.
填充和蓋子經過焊接以建立接頭所需的喉部厚度。磁通芯或脈衝 MIG 線通常用於結構不銹鋼,使用與根部相同的屏蔽氣體和線,以保持怠速時間;縱梁珠而不是編織,最大限度地減少熱量輸入。在製定下一次通過之前,每次通過都必須冷卻到低於通過間溫度限制。.
焊接 304 或 316 不鏽鋼更好嗎?
在可焊性方面,304和316非常相似,因為它們都是奧氏體,並且只需要基本的防止致敏和氧化的預防措施。唯一的實際差異是 316 具有 2-3% 鉬,可改善與氯化物溶液的合金化,從而導致點蝕和縫隙腐蝕。傳統上,難以焊接、高耐腐蝕應用(鹽水、化學加工、海洋環境)使用帶有 ER316L 填料的 316L 管道。對於所有其他用途,結構支撐、水管、食品加工管線以及使用較便宜的 304L 和 ER308L 填料會產生具有相同性能的焊接。.
將不銹鋼焊接到碳鋼上,使用不同的金屬接頭
將不銹鋼管連接到碳鋼是過渡點 100 的常見需求,例如,不銹鋼加工線連接到碳鋼結構集管。主要問題是碳遷移:碳從碳鋼側擴散到不銹鋼焊接區域,增加碳含量並產生易受腐蝕的敏化帶。.
ER309L 填充金屬解決了這個問題。其鉻和鎳含量升高導致焊接沉積物能夠承受碳鋼側的稀釋,同時保持不銹鋼側的耐腐蝕性。 TIG 可以最好地控制稀釋程度。為了最大限度地減少碳鋼側的拾取,請稍微將電弧拖向不銹鋼。對於大多數應用,MIG 提供充分的控制。.
將碳鋼側預熱至 200-300F (93-149C),壁厚大於 3/4 英吋。請勿預熱不銹鋼側,預熱會使敏化區過度變厚。取決於管道尺寸和壓力等級 對接焊接配件 或者 套接字焊接接頭 用於過渡點。.
我可以在不銹鋼上使用 7018 嗎?
No E7018 是一種低氫碳鋼電極,在不銹鋼對不銹鋼或不銹鋼對碳鋼的情況下,將碳鋼焊接材料沉積在焊接池中。這會產生高碳、無鉻沉積物以及隨後具有高腐蝕傾向的不銹鋼接頭。對於不銹鋼到不銹鋼,請選擇 E308L-16 (SMAW) 或 ER308L (TIG/MIG)。對於不銹鋼到碳鋼,請選擇 E309L-16 (SMAW) 或 ER309L (TIG/MIG)。 E7018 永遠不合適。.
WPS、PQR 和 ASTM A312 編製標準和採購規範

規範不銹鋼管上的品質焊接需要焊接程序規範 (WPS),該規範透過程序資格記錄 (PQR) 進行鑑定。 ASME 第 IX 節是指定需要資格的關鍵變數的管理文件。.
- WPS 關鍵變數:P 編號(母材金屬組)、F 編號(填充金屬組)、A 編號(焊接金屬化學)、PWHT 要求、壁厚範圍、位置和屏蔽氣體成分
- PQR:描述測試焊接並總結機械測試(拉伸、彎曲、衝擊)和目視/NDE 檢查過程的結果,以證明 WPS 產生合適的焊接
- 焊工資格:每位焊工必須按照 ASME 第 IX 節或 AWS D1.6 在其焊接位置(2G、5G、6G)進行資格測試
訂購不銹鋼時 焊管, 指定 ASTM A312/A312M-22 關於焊接和冷加工奧氏體不銹鋼管的當前規格。典型的不銹鋼管級為TP304、TP304L、TP316、TP316L和TP321。典型直徑為 1/8 英吋至 30 英吋,壁厚為 附表 10S 到時間表 80S。請務必按照 EN 10204 3.1 型訂購 MTR/MTC,以便您可以在焊接之前查看磨機的化學成分和機械性能。.
常見焊接缺陷、預防和焊接後處理
即使是最好的焊工也會對不銹鋼管產生缺陷。當您及早認識到這些缺陷時,您的整個專案可以透過不重新焊接(最多)或使用中的焊接故障來節省成本。.
| 缺陷 | 根本原因 | 預防 |
|---|---|---|
| 加糖(氧化皮) | 背部清洗不充分或缺失 | 3區吹掃測試;焊接前 O2 <25 ppm |
| 敏化 | 輸入過多熱量;高碳填料 | “l”級填料;道間溫度≤350°F;最大限度地減少通過 |
| 熱裂紋 | 全奧氏體焊接中的低δ鐵素體 | 維持3顆FN鐵氧體;控制約束;避免凹珠 |
| 孔隙度 | 污染;屏蔽氣體不足 | 專用 SS 刷子/研磨機;驗證氣流 15 SOD25 CFH |
| 缺乏融合 | 安培數低;關節準備不良;間隙過大 | 適當的斜角 (37.5° ± 2.5°);裝配間隙<1/16 英吋;足夠的安培 |
焊接後處理。不銹鋼管上的焊接完成後,您將需要將其鈍化。. ASTM A380 有清潔、除垢和鈍化不銹鋼管的指導。此通過緩解步驟通常包括硝酸-氫氟酸酸洗步驟或類似過程,以去除熱色調和遊離三價鐵含量,以及硝酸或檸檬酸溶液中的鈍化後。如果此焊管用於製藥行業,則您可以使用電解拋光在這些後熱處理步驟中實現的最光滑的內表面光潔度(ra 0.5 m)將滿足迄今為止常用國際標準中最苛刻的製藥要求。始終使用目視檢查或染料滲透檢查,並在適當的情況下基於代碼、RT 或 PT 檢查來三重檢查焊接完成情況。.
不銹鋼焊管市場:2025 年和 2026 年會發生什麼變化

需求正在增加。 2025年至2035年,在藥品生產能力增加、新水處理基礎設施和液化天然氣加工能力增加的推動下,美國焊接不銹鋼管的年增長率(CAGR)將為4.3%。在全球範圍內,由於東南亞和中東工業需求的增加,預計2026年至2033年的複合年增長率為12.8%,成長趨勢更為陡峭。.
注意到兩種演變。一是軌道焊接系統在製藥應用之外的可用性不斷增加,而這些系統越來越多地用於管道製造行業。已註意到合格管道焊工的長期短缺 AWS 2026 焊接產業展望 這種差距加上 TIG 焊接對焊接技能的敏感性,要求使用自動化在經濟上更可行。另一個是在非關鍵結構應用中採用改進的短路型 MIG 工藝,例如 RMD 取代 TIG,從而減少安裝時間以及回掃要求。.
如果您正在考慮 2026-2027 年的管道項目,現在是您應該研究這項技術的時候了。隨著專案焊工勞動率的提高,以及對於大量重複焊接,這些系統的一致性本質上比手動 TIG 更可重複,投資回收期已經縮短。.
常見問題
Q:不銹鋼管可以焊接嗎?
查看答案
Q:您使用什麼屏蔽氣體進行不銹鋼管焊接?
查看答案
Q:不銹鋼管焊接安全嗎?
查看答案
Q:焊接不銹鋼管時如何防止變色?
查看答案
Q:ER308和ER308L填充金屬有什麼差別?
查看答案
Q:不銹鋼管焊縫是否需要消除應力?
查看答案
預固化 不銹鋼焊管 項目規範要求。.
Baling Steel 為 ASTM A312 TP304/TP304L/TP316/TP316L 焊管提供 1/8 英吋至 30 英吋外徑,並配備 EN 10204 3.1 型銑床測試證書。.
關於本分析
Baling Steel 生產 Edelstahl 藝術焊接管材和配件。焊接實踐、填充金屬規格和驗收標準總結自 AWS、ASME 和 ASTM 發布的焊接規範,並與權威焊接技術文獻進行提取和交叉引用。我們不是焊接諮詢機構,我們提供事實,以便我們的客戶、製造商、EPC 承包商和維護人員能夠準確指定打包不銹鋼產品。.
參考文獻和來源
- ASTM A312/A312M-22,奧氏體不銹鋼管,焊接和冷加工等級,ASTM 國際
- AWS D18.1/D18.1M-2020,美國焊接學會衛生應用奧氏體不銹鋼管和管道系統焊接規範
- AWS A5.9,不銹鋼填充金屬分類,美國焊接學會
- 304 奧氏體不銹鋼焊接接頭的耐腐蝕性,美國國立衛生研究院/PMC
- 奧氏體不銹鋼中的熱裂紋敏感性因素, ,總材料
- 焊接的未來、趨勢、技術和行業展望,美國焊接協會
- 美國 2025-2035 年不銹鋼焊管需求分析,未來市場洞察
相關文章
- ERW 管道、製造流程、標準和使用。.
- 焊接和非焊接不銹鋼管 焦油是最好的選擇嗎?
- 304 不鏽鋼、性能、等級和規格。.
- Stahlschmittengröçen und Maçen 圖表
- 不銹鋼鑽頭 - 幫助獲得正確的速度和最佳的使用材料。.
由華陵鋼鐵工程集團檢查。更新日期:2026 年 4 月。.

