


Soldagem de tubo inoxidável abordagem mental de aço mental do que trabalhar aço carbono Esse mesmo cromo que permite inoxidável para segurar contra a corrosão é um prejuízo quando o calor é aplicado a ele e todas as soldas são uma dosagem predeterminada dele Seja através dos processos de soldagem utilizados, a escolha do metal de enchimento, os métodos de purga ou padrões de teste, aqui é o que torna uma junta de tubo de aço inoxidável soldado resistente à corrosão, em vez de falhar prematuramente.
Especificações rápidas
| Processo Primário | GTAW (TIG) para passagem de raiz; GMAW/FCAW para preenchimento e limite |
| Gás de blindagem | Argônio 100% (TIG); Misturas de CO2 Ar + <5% (MIG) |
| Grau de preenchimento | ER³08L (304 bases), ER316L (316 bases), ER309L (dissimilar) |
| Gás de purga traseira | 99,9,9TP3T Argônio 99 <25 ppm O2 (comida-grau) |
| Padrões Chave | ASTM A312/A312M-22, ASME Seção IX, AWS D18.1:2020 |
| Entrada de calor Ma× | <1,5 kJ/mm para graus austeníticos |
| Interpassar Temp | ≤350°F (177°C) de acordo com as diretrizes da ASME |
Por que a soldagem de tubos de aço inoxidável é diferente do aço carbono
Aço carbono perdoa o controle de calor pobre O aço inoxidável não Há três aspectos metalúrgicos que tornam a soldagem de tubos inoxidáveis um processo totalmente novo:
Sensibilidade ao cromo O aço inoxidável tem 10,51TP3 T ou mais cromo nele (em peso) Isso deposita uma camada protetora de óxido de cromo (Cr0) na superfície porque é “inoxidável”.
A soldagem ‘quebra’ essa camada protetora e, se não for feita adequadamente, a impede de se reformar.
Sensibilização. A exposição longa a temperaturas acima de 950 F (500 C) e 1500 F (800 C) permite que o carbono se ligue ao cromo, levando à formação de carbonetos de cromo ao longo dos limites dos grãos. Este “elimina o cromo para que o óxido de cromo não desenvolva outra forma de corrosão chamada sensibilização.
As condições podem resultar em vazamentos no orifício em questão de meses.
Condutividades térmicas. Uma classe de aço que é 301TP3 T mais pobre do que o aço carbono no calor condutor são os aços inoxidáveis austeníticos. Eles processam a capacidade de concentrar calor na linha central, em vez de se expandir para longe dela.
O efeito sobre a distorção é composto e requer uma melhor habilidade dos soldadores e temperaturas de interpasse ‘dead-on’ até que o conhecimento das diferenças seja compreendido. Nenhum dos dois é preferível, ambos devem ser capazes de realizar soldas resistentes à corrosão em qualquer tipo de tubo.
TIG vs MIG vs Flu×-Core: Escolhendo o processo de soldagem certo para tubos inoxidáveis

O processo de solda afeta a qualidade, a produtividade e, em última análise, o custo da junta. A soldagem TIG de tubos de aço inoxidável por meio de soldagem a arco de tungstênio a gás (GTAW) ainda é a principal para passes de raiz; no entanto, os processos MIG alterados estão começando a perturbar o equilíbrio para passes de enchimento e tampa em alguns casos, também para passes de raiz.
| Parâmetro | GTAW (TIG) | GMAW-RMD (Mod. Curto Circuito) | FCAW (Flux-Core) |
|---|---|---|---|
| Velocidade Viagem | 3. | 61ipm | 81 ipm |
| Purga traseira necessária? | Sim (sempre) | Às vezes eliminável (apenas austenítico) | Não (o fluxo elimina o carbono) |
| Gás de blindagem | 100% Argônio | Ar + <5% CO2 ou Tri-Mix | 75% Ar /25% CO2 |
| Nível de habilidade | Alto (semanas de treinamento) | Moderado (dias de treinamento) | Moderado |
| Melhor Aplicação | Alta pureza, sanitária, ≤6″ dia. | Estrutural, petróleo e gás, ≥8″ dia. | Reparação de campo, não crítica |
Quadro de decisão de seleção de processos
- TPP-Sanitário/comida-para-3 a tubulação TIG somente (solda quadrada autógena da extremidade para a parede< 1/8″, metal de enchimento para mais pesado)
- Estrutural / industrial SCH 40 TIG raiz + pulsado MIG ou FCAW enchimento e tampa (bom balanço de produtividade)
- Mas...string uma raiz RMD não crítica de grande diâmetro (>8″) (talvez até livre de purga) + preenchimento MIG pulsado.
- Tubulação de parede fina, 0,4″Wgt,≤0,065″ TIG, pulso de alta frequência(250-400 pps para aceleração de 35%)
- SS dissimilar ao TIG da junção de CS usando o enchimento ER309L (controle da diluição importante)
Qual é a melhor maneira de soldar tubos de aço inoxidável?
Realmente se resume à aplicação Ao manusear tubulações farmacêuticas e de qualidade alimentar que precisam estar em conformidade com as especificações AWS D18.1:2020, a soldagem TIG com purga traseira completa de argônio é a única abordagem No entanto, ao trabalhar com tubulações estruturais e de óleo e gás, um processo híbrido de raiz TIG com MIG pulsado ou preenchimento e tampa fluxados oferece a mistura ideal de qualidade e produtividade.
Isso remove o hot pass no TIG e com Tubo ERW e diâmetros maiores, pode reduzir o tempo de soldagem em 40-60%.
Filler Metal Selection (Preenchimento de Seleção de Metal) ER308 L, ER316 L, e a Regra de Grau “L
A coisa mais prejudicial que você pode fazer para a resistência à corrosão de um depósito de solda inoxidável é usar um enchimento incorreto As condições de ajuste e soldagem não são críticas em comparação com a química do metal de enchimento A química correta do enchimento para um inoxidável é a do metal base que, na maioria dos casos, é menor em carbono do que o enchimento.
| Base Metal | Metal de enchimento (TIG/MIG) | Especificação AWS | Max Carbono % |
|---|---|---|---|
| 304/304L | ER308L | AWS A5.9 | 0.03% |
| 316/316L | ER316L | AWS A5.9 | 0.03% |
| 321 (estabilizado por Ti) | ER347 | AWS A5.9 | 0.08% |
| 304 para Aço Carbono | ER309L | AWS A5.9 | 0.03% |
Mas e o “L”?
Pode ser lido como “low carbon” que é uma escala até 0.03% visto que o ER308 padrão contém 0.08%. O conceito é importante: o carbono demasiado pode estar presente na associação de solda onde combina com o cromo para produzir carbonetos do cromo que conduzem diretamente à resistência de corrosão insatisfatória.
Se você soldar um metal base 304 L com um enchimento convencional 308 você realmente aumentará o nível de carbono na junta e potencialmente aumentará o risco de corrosão Em aplicações de alta pureza (>991TP3 T), como alimentos, bebidas e produtos farmacêuticos, esse baixo teor de carbono é absolutamente essencial para a resistência à corrosão.
Artigo técnico da MillerWelds, American Welding Society/Welding Journal
Nota de Engenharia
Além de controlar os elementos dispersos (elementos de tramp) podem ser escolhidos em alguns metais de enchimento em baixos níveis 9 estanho, antimônio, arsênio fósforo e enxofre De acordo com a especificação AWS A5., esses resíduos de materiais de enchimento brutos podem causar corrosão ampla para ser muito alto, embora o teor de carbono esteja em especificações Para maior fluidez e altas velocidades de deslocamento, silício adicional foi adicionado ao ER309LSi.
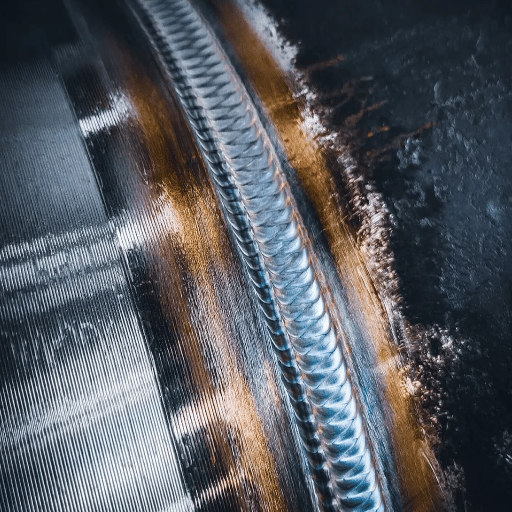
Voltar Purgar a Etapa que Separa Boas Soldas de Falhas

Se você soldar tubo inoxidável sem proteger a superfície interior, o oxigênio combina com a raiz fundida e cria incrustações de óxido pesado, um soldante descolorante preto grosso se refere como “sugaring.” As raízes açucaradas são cosmeticamente inaceitáveis, mas também representam perda de cromo, tornando a junta um ponto de partida de corrosão. A purga reversa adequada do gás argônio resolve isso (evita a oxidação empurrando o oxigênio antes que o arco atinja.
Nunca use 75 Ar/25 Ar/CO como gás de purga Sob a experiência da indústria, a prática de usar CO contendo gás para purgar mais problemas do que não usar qualquer purga em todos Os dióxido de carbono irá decompor, acelerando o carbono que entra na raiz, e ativamente sensibilizando a solda internamente.
O teste de purga 3-Zone se diferencia antes de atacar
Antes da ignição, certifique-se de que a qualidade da purga seja boa testando três posições do tubo:
- Zona 1 Root (junta de solda): Utilizar um analisador de O2 na abertura da junta As leituras do alvo dependem da aplicação:
- Farmacêutico: < 10 ppm O (conforme AWS D18.1:2020)
- Food-grade/sanitário: <25 ppm O2
- Generelle industri kan: < 500 ppm O (noen verksteder tar imot < 1 000 ppm)
- Zona 2 2 contaminarão Mid-Pipe (localização): Verifique a pureza do selo da barragem de purga Permitindo no ar ambiente a zona de purga.
- Zona 3 3 Far-End (extensão de saída): O gás é confirmado para escapar na extremidade distante Se não houver fluxo, a purga não flui para baixo na zona de solda - você está soldando uma atmosfera morta.
Em tubos de grande diâmetro (16″), os arranjos práticos reais de purga podem ter um efeito significativo Um soldador de tubos experiente sugeriria injeção do gás de purga na extremidade mais curta, ventilando na parte superior, no lado mais distante, com um fluxo de gás de 20 30 CFH Calcule o volume interno do tubo para determinar o tempo de purga 5 o volume é a regra -6 do polegar antes de verificar os níveis.
Entrada de calor, sensibilização e preservação da resistência à corrosão

Todas as soldas de tubos inoxidáveis são uma corrida contra a sensibilização Como a ZTA permanece entre 950 F & 1,500 F (50-800 C) quanto mais carbonetos de cromo se formam - e quanto mais a junta compromete a resistência à corrosão Gerenciar a entrada de calor não é uma opção de trabalho, é seu parâmetro de engenharia primário para evitar falhas em serviço.
Nota de Engenharia (Cálculo de Entrada de Calor)
Entrada de calor (kJ/mm) = (Volts Amps 60) / (Velocidade de viagem mm/min 1.000)
Exemplo: 12 V 120A 60 /(150 mm/min 1.000) = 0,576 kJ/mm
Meta: < 1,5 kJ/mm para classes austeníticas. Para melhor desempenho, menor é melhor 1,5 inversores TIG modernos com pulsação de alta frequência (250-400 pps) podem funcionar com menor amperagem média e entrada de calor reduzida, ao mesmo tempo que alcançam excelente penetração de solda, aumentando a velocidade de deslocamento em até 35%.
Como mitigar a prática de sensibilização Primeiro, escolha o enchimento de baixo carbono (“L” grau) metais básicos para privar a reação de carboneto de cromo de sua matéria-prima de carbono Segundo, limite a temperatura interpass nunca exceda o máximo listado no seu WPS; para graus austeníticos, isso geralmente é 350 F (177 C) Terceiro, empregue graus estabilizados como 321 (titânio) ou 347 (nióbio) Quando os elementos de liga se combinam com carbono para formar compostos estáveis, o cromo permanece livre para formar carbonetos protetores Esteja ciente, no entanto, que os estabilizadores podem comprometer a tenacidade e a resistência, tornando-os inadequados para certos projetos.
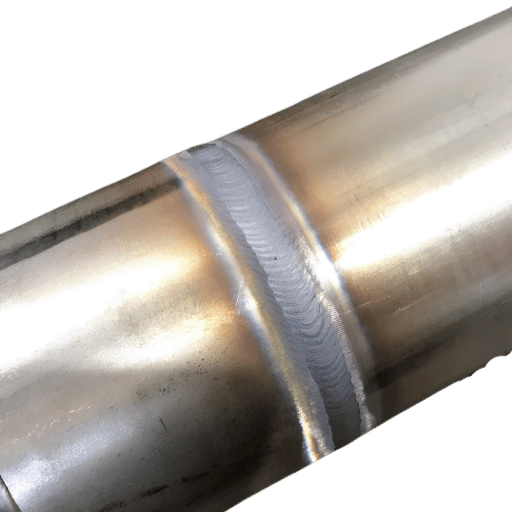
Root Pass, Fill e Cap Hot Pass A Posição por P, Detalhamento Posição por P

A soldagem de tubos multi-passagem ocorre em uma ordem sistemática Cada passagem tem uma função específica, e deve ser controlada de diferentes maneiras.
Raiz (GTAW).A passagem inicial é a mais importante (Usar esta solda completa a espinha dorsal da junta a menor amperagem resultará em fusão e acúmulo de cordão (veja abaixo); muitos soldadores relatam 35-45 amperes em tubo Schedule 10 de parede fina sem pulso, uma descida de 6 segundos e um chute de gás off-flow de 5-8 segundos A velocidade de deslocamento deve ser uniforme, mantendo a poça de solda estreita e controlada Nesta passagem crítica o erro mais comum é queimar Através de Burn-through cria uma raiz incontrolável, então o excesso de construção espessa no topo piora as restrições de fluxo sanitário.
Passagem quente (ou “warm”) Imediatamente após a raiz, esta passagem suaviza e carimba o perfil da raiz, enquanto queima qualquer inclusão de escória Use uma relação de amperagem A ou B sobre a raiz; viaje mais rápido que a raiz Alguns criadores de porcos pulam a passagem quente quando não mudam de TIG para RMD que cresce um perfil de raiz mais limpo, então há menos escória para se queimar.
O enchimento e a tampa passam onde a soldagem é feita para construir a junta até a espessura necessária da garganta Os fios MIG com núcleo de fluxo ou pulsados são frequentemente usados em aço inoxidável estrutural, usando o mesmo gás de proteção e fio que na raiz para manter os tempos ociosos baixos; os grânulos de longarina em vez de tecer minimizam a entrada de calor Cada passagem deve esfriar abaixo do limite de temperatura entre as bússolas antes que a próxima seja estabelecida.
É melhor soldar aço inoxidável 304 ou 316?
Em termos de soldabilidade, 304 e 316 são muito semelhantes (ambos são austeníticos, e ambos não requerem mais do que as precauções básicas contra sensibilização e oxidação A única diferença prática é que 316 tem molibdênio 2-31TP3 T para liga melhorada com soluções de cloreto que levam à corrosão por pites e fendas Classicamente, as aplicações de difícil soldagem, alta resistência à corrosão (água salgada, processamento químico, ambientes marinhos) usam tubo de 316 L com enchimento ER316 L. Para todos os outros usos (suportes estruturais, linhas de água, linhas de processamento de alimentos (linhas de processamento de alimentos) usando o enchimento 304 L menos caro com enchimento ER308 L produz uma solda com propriedades idênticas.
Soldagem de juntas metálicas semelhantes em aço inoxidável
A união de aço inoxidável carbono é uma necessidade comum em pontos de transição (por exemplo, tubo de carbono) para, onde um processo inoxidável se conecta a um cabeçalho de aço carbono A principal preocupação é a migração: o carbono do lado do aço se difunde para a zona de solda de aço inoxidável, aumentando o teor de carbono e produzindo uma faixa sensibilizada vulnerável à corrosão.
O metal de enchimento ER309 L aborda esta questão Seus níveis elevados de cromo e níquel resultam em um depósito de solda que tolera a diluição do lado do aço carbono, mantendo a resistência à corrosão no lado inoxidável TIG oferece o melhor controle sobre os níveis de diluição Para minimizar a captação do lado do aço carbono, arraste ligeiramente o arco em direção ao aço inoxidável Para a maioria das aplicações, MIG fornece controle adequado.
Pré-aqueça o lado de aço carbono a 200-300 F (93-149 C) para espessura de parede superior a 3/4” Não pré-aqueça o lado de aço inoxidável (o pré-aquecimento engrossa excessivamente a zona de sensibilização Dependendo do tamanho do tubo e da classe de pressão, também encaixes solda bunda ou juntas solda soquete são usados no ponto de transição.
Posso usar 7018 em aço inoxidável?
Nenhum eletrodo de aço inoxidável 7018 é um eletrodo de aço carbono de baixo hidrogênio e, no contexto de inoxidável ou inoxidável para carbono, deposita material de solda de aço carbono na piscina de solda Isso produz um depósito de alto carbono e sem cromo, e uma junta subsequente que tem uma alta densidade à corrosão Para inoxidável para inoxidável, selecione E308 L-16 (SMAW) ou ER308 L (TIG/MIG) Para aço inoxidável para carbono, selecione E309 L-16 (SMAW) ou ER309 L (TIG/MIG).E7018 nunca é apropriado.
WPS, PQR e ASTM A312 Padrões e especificações de aquisição

A soldagem de qualidade em tubo inoxidável com governo de código requer uma Especificação de Procedimento de Soldagem (WPS) que é qualificada por meio de um Registro de Qualificação de Procedimento (PQR).A Seção IX da ASME é o documento que especifica as variáveis críticas que requerem qualificação.
- Variáveis críticas do WPS: Número P (o grupo de metais básicos), Número F (o grupo de metais de enchimento), Número A (a química do metal de solda), requisitos de PWHT, faixa de espessura da parede, posição e composição do gás de proteção
- PQR: Descreve a solda de teste e resume os resultados dos testes mecânicos (tração, flexão, impacto) e dos processos de inspeção visual/NDE para demonstrar que o WPS produz uma solda adequada
- Qualificação do soldador: Cada soldador individual deve realizar testes de qualificação nas posições (2 G, 5 G, 6 G) nas quais ele estará soldando de acordo com a Seção IX da ASME ou AWS D1.6
Ao encomendar inoxidável tubo soldado, especifique ASTM A312/A3M-22 a especificação atual para a tubulação de aço inoxidável austenítico soldada e trabalhada a frio As categorias de tubulação inoxidável típicas são TP304, TP304 L, TP316, TP316 L, e TP321. diâmetros típicos são de 1/8″ a 30″ e parede de Agende 10S para o cronograma 80 S. Certifique-se de sempre encomendar o seu MTR/MTC de acordo com EN 10204 Tipo 3.1 para que você possa rever a composição química e propriedades mecânicas do moinho antes de soldá-lo.
Defeitos comuns de solda, prevenção e tratamento pós-soldagem
Mesmo o melhor dos soldadores produzirá imperfeições no tubo inoxidável Quando você reconhece essas falhas cedo todo o seu projeto pode economizar por não re-soldagem (na melhor das hipóteses) ou a falha de solda em serviço.
| Defeito | Causa Raiz | Prevenção |
|---|---|---|
| Açúcar (escala de óxido) | Purga inadequada ou ausente nas costas | Teste de purga em 3 zonas; O2 <25 ppm antes da soldagem |
| Sensibilização | Entrada de calor excessiva; enchimento de alto carbono | “L” grau enchimentos; interpass temp ≤350° F; minimizar passes |
| Quebra quente | Baixa delta-ferrita em soldas totalmente austeníticas | Manter a retenção de controle FN de 38; evite esferas côncavas |
| Porosidade | Contaminação; gás de proteção insuficiente | Escovas/moedores SS dedicados; verificar o fluxo de gás 15 2 CFH |
| Falta de fusão | Amperagem baixa; preparação deficiente da junção; diferença excessiva | Bifão próprio (37,5° ± 2,5°); lacunas de ajuste <1/16″; amplificadores adequados |
Tratamento pós-solda. Assim que a solda estiver concluída em seu tubo inoxidável, você desejará passivá-la. ASTM A380 Tem orientação sobre limpeza, descalcificação e passivação de tubo inoxidável Esta etapa de mitigação passa geralmente consiste em uma etapa de decapagem de ácido nítrico-hidrofluórico ou processo semelhante para remover a tonalidade térmica e o teor de ferro férrico livre, e um pós passivato em uma solução de ácido nítrico ou ácido cítrico Se este tubo soldado for para a indústria farmacêutica, o acabamento superficial interno mais suave (Ra 0,5 m) que você pode alcançar nessas etapas de tratamento térmico pós usando eletropolimento atenderá de longe aos requisitos farmacêuticos mais exigentes de um padrão internacional comumente usado. Sempre use inspeção visual ou exame de penetrante de corante e, quando apropriado, com base no código, exame RT ou PT para verificar triplamente a conclusão da solda.
Mercado de tubos soldados inoxidáveis: o que está mudando em 2025 2026

A demanda está aumentando De 2025 até 2035, a taxa de crescimento anual (CAGR) de tubo de aço inoxidável soldado dos EUA será de 4,31TP3 T alimentada pelo aumento da capacidade de fabricação farmacêutica, novas infraestruturas de tratamento de água e capacidade de processamento de GNL aumentou No nível mundial, a tendência de crescimento é ainda mais íngreme (um CAGR de 12,81TP3 T previsto de 2026 a 2033, alimentado pelo aumento das necessidades das indústrias do SE Asiático e do Oriente Médio.
Duas evoluções são notadas Uma é o aumento da disponibilidade de sistemas de soldagem orbital fora das aplicações farmacêuticas estão sendo usados cada vez mais na indústria de tubulação fabricada Uma escassez crônica de soldadores de tubulação qualificados foi notada no Perspectiva da indústria de soldagem AWS 2026 e esta lacuna combinada com a sensibilidade da soldagem TIG às habilidades do soldador requer o uso da automação para ser mais economicamente viável A outra é a adoção de processos MIG modificados do tipo curto-circuito, como o RMD, substituindo o TIG em aplicações estruturais não críticas, reduzindo assim o tempo de instalação, bem como os requisitos de purga traseira.
Se você está considerando projetos de tubulação em 2026-2027, agora é o momento em que você deve estar olhando para esta tecnologia O período de retorno encurtou à medida que a taxa de trabalho do soldador do projeto aumentou e a consistência desses sistemas é inerentemente mais repetível do que o TIG manual para altos números de soldas repetitivas.
Perguntas frequentes
Q: Os tubos de aço inoxidável podem ser soldados?
Ver Resposta
Q: Que gás de blindagem você usa para soldagem de tubos inoxidáveis?
Ver Resposta
Q: É a soldagem de tubos inoxidáveis segura?
Ver Resposta
Q: Como você evita a descoloração ao soldar o tubo inoxidável?
Ver Resposta
Q: Qual é a diferença entre o metal de enchimento ER308 e ER308 L?
Ver Resposta
Q: As soldas de tubo inoxidável precisam ser aliviadas de tensão?
Ver Resposta
Precure tubo soldado aço inoxidável aos requisitos de especificação do projeto.
A Baling Steel fornece tubo soldado ASTM A312 TP304/TP304L/TP316/TP316L de 1/8″ a 30″ OD com certificados de teste de fresagem de acordo com EN 10204 Tipo 3.1.
Sobre Esta Análise
A Baling Steel fabrica tubos e acessórios soldados de arte Edelstahl A prática de soldagem, as especificações de metal de enchimento e os critérios de aceitação são resumidos dos códigos de soldagem publicados pela AWS, ASME e ASTM, extraídos e referenciados com literatura técnica de soldagem autorizada Não somos uma prática de consultoria de soldagem, apresentamos fatos para que nossos clientes, fabricantes, empreiteiros EPC e equipes de manutenção possam especificar com precisão os produtos Baling Stainless.
Referências e fontes
- ASTM A312/A312M-22, tubulação de aço inoxidável austenítica, graus soldados e trabalhados a frio, ASTM International
- AWS D18.1/D18.1M-2020, Especificação para Soldagem de Tubos e Sistemas de Tubos de Aço Inoxidável Austeníticos para Aplicações Sanitárias, American Welding Society
- AWS A5.9, classificação de metal de enchimento para aço inoxidável, American Welding Society
- Resistência à corrosão de 304 juntas soldadas de aço inoxidável austenítico, Instituto Nacional de Saúde /PMC
- Fatores de sensibilidade ao craqueamento a quente em aços inoxidáveis austeníticos, Matéria Total
- O futuro da soldagem, tendências, tecnologia e perspectivas da indústria, American Welding Society
- Análise da demanda de 2025-2035 por tubos soldados de aço inoxidável nos EUA, Future Market Insights
Artigos Relacionados
- Tubo ERW, processo de fabricação, padrões e uso.
- Tubo de aço inoxidável soldado e não soldado que é a melhor escolha?
- 304 de aço inoxidável, propriedades, categorias e especificações.
- Gráfico Stahlschmittengrößen und Maßen
- Brocas para Aço Inoxidável-Ajude na velocidade correta e no melhor material para uso.
Check by the Baling Steel engineering group. Atualizado até à data: Abril 2026.

