


Soudage de tuyau inoxydable nécessite une approche mentale différente que de travailler avec de l'acier au carbone Ce même chrome qui permet à l'inox de tenir contre la corrosion est un préjudice lorsque la chaleur est appliquée à lui & toutes les soudures sont un dosage prédéterminé de celui-ci Que ce soit par les procédés de soudage utilisés, le choix du métal d'apport, les méthodes de purge ou les normes d'essai, voici ce qui rend un joint de tuyau en acier inoxydable soudé résistant à la corrosion, plutôt que échoué prématurément.
Spécifications rapides
| Processus Primaire | GTAW (TIG) pour le root pass ; GMAW/FCAW pour fill & cap |
| Gaz de protection | Argon 100% (TIG) ; Ar + <5% Mélanges de CO2 (MIG) |
| Qualité de remplissage | ER³08 L (base 304), ER316 L (base 316), ER309 L (dissimilaire) |
| Gaz de purge arrière | 99,99% Argon cible <25 ppm O2 (de qualité alimentaire) |
| Normes clés | ASTM A312/A312M-22, ASME Section IX, AWS D18.1:2020 |
| Apport de chaleur Ma× | <1,5 kJ/mm pour les qualités austénitiques |
| Température Interpass | ≤350°F (177°C) selon les directives ASME |
Pourquoi le soudage de tuyaux en acier inoxydable est différent de l’acier au carbone
L'acier au carbone pardonne un mauvais contrôle de la chaleur L'acier inoxydable ne. Il existe trois aspects métallurgiques qui font du soudage des tuyaux en acier inoxydable un processus totalement nouveau :
Sensibilité au chrome. L'acier inoxydable contient 10,51TP3 T ou plus de chrome (en poids).Cela dépose une couche protectrice d'oxyde de chrome (Cr0) sur la surface, car il s'agit d'un“ sans tache.
Le soudage ‘ brise ’ cette couche protectrice et, s'il n'est pas effectué correctement, l'arrête de se reformer.
Sensibilisation. Une exposition longue à des températures supérieures à 950 F (500 C) et 1500 F (800 C) permet au carbone de s'allier au chrome conduisant à la formation de carbures de chrome le long des joints de grains Ces déchets d“”” le chrome de sorte que l'oxyde de chrome ne développe pas une autre forme de corrosion appelée sensibilisation.
Les conditions peuvent entraîner des fuites de trous d’épingle en quelques mois.
Conductivités thermiques Une classe d'acier qui est 301TP3 T plus pauvre que l'acier au carbone à la chaleur conductrice est les aciers inoxydables austénitiques Ils traitent la capacité de concentrer la chaleur à la ligne médiane, plutôt que de s'étendre à l'écart de celle-ci.
L'effet sur la distorsion est aggravé et nécessite une meilleure compétence du soudeur et des températures interpasses ‘ mortes ’ jusqu'à ce que la connaissance des différences soit comprise. Ni l'un ni l'autre n'est préférable, les deux doivent être capables d'accomplir des soudures résistantes à la corrosion sur l'un ou l'autre type de tuyau.
TIG vs MIG vs Flu×-Core : choisir le bon processus de soudage pour les tuyaux inoxydables

Le processus de soudure affecte la qualité des joints, la productivité et finalement le coût. Le soudage TIG des tuyaux en acier inoxydable via le soudage à l'arc au gaz tungstène (GTAW) est toujours roi pour les passages de racine ; cependant, des processus modifiés commencent à perturber l'équilibre pour les passages de remplissage et de capuchon MIG et, dans certains cas, également pour les passages de racine.
| Paramètre | GTAW (TIG) | GMAW-RMD (Mod. Court-circuit) | FCAW (Flux-Core) |
|---|---|---|---|
| Vitesse de Voyage | 35 m | 612 ipm | 815 ipm |
| Purge arrière requise? | Oui (toujours) | Parfois éliminable (austénitique uniquement) | Non (le flux élimine le carbone) |
| Gaz de protection | 100% Argon | Ar + <5% CO2 ou Tri-Mix | 75% Ar/25% CO2 |
| Niveau de compétence | Élevé (semaines de formation) | Modérée (jours de formation) | Modéré |
| Meilleure Application | Haute pureté, sanitaire, ≤6″ dia. | Structurel, pétrole et gaz, ≥8″ dia. | Réparation sur le terrain, non critique |
Cadre de décision de sélection de processus
- TPP-Tuyau sanitaire/aliment-3a TIG uniquement (soudure bout à bout carrée autogène pour paroi< 1/8″, métal d'apport pour plus lourd)
- Structurel / industriel SCH 40 racine TIG + MIG pulsé ou FCAW remplissage et bouchon (bon équilibre de productivité)
- Mais...chaîne une racine RMD non critique de grand diamètre (>8 « ) (peut-être même sans purge) + remplissage MIG pulsé.
- Tube à paroi mince, 0,4″ Wgt, ≤0,065″ TIG, impulsion haute fréquence (250-400 pps pour une accélération de 35%)
- Dissimilaire SS à CS joint TIG utilisant ER309 L charge (contrôle de dilution important)
Quelle est la meilleure façon de souder les tuyaux en acier inoxydable ?
Cela revient vraiment à l'application Lors de la manipulation de tuyauteries pharmaceutiques et de qualité alimentaire qui doivent être conformes aux spécifications AWS D18.1 :2020, le soudage TIG avec purge arrière complète à l'argon est la seule approche Cependant, lorsque vous travaillez avec des tuyauteries structurelles et à l'huile et au gaz, un procédé hybride de racine TIG avec MIG pulsé ou de remplissage et de bouchon à noyau de flux offre le mélange idéal de qualité et de productivité.
Cela supprime le passage chaud au TIG, et avec Tuyau de restes explosifs de guerre et de plus grands diamètres, il peut réduire le temps de soudage de 40-60%.
Filler Metal Selection (Sélection de métal d'apport) ER308 L, ER316 L, et la règle de qualité “L”
La chose la plus dommageable que vous pouvez faire à la résistance à la corrosion d'un dépôt de soudure inoxydable est d'utiliser une charge incorrecte Les conditions d'ajustement et de soudage ne sont pas critiques par rapport à la chimie du métal d'apport La chimie de remplissage correcte pour un inoxydable est celle du métal de base qui, dans la plupart des cas, est plus faible en carbone que la charge.
| Métal de base | Métal de remplissage (TIG/MIG) | Spécification AWS | Carbone maximum % |
|---|---|---|---|
| 304 /304L | ER308L | AWS A5.9 | 0.03% |
| 316 /316L | ER316L | AWS A5.9 | 0.03% |
| 321 (Ti-stabilisé) | ER347 | AWS A5.9 | 0.08% |
| 304 à Carbon Steel | ER309L | AWS A5.9 | 0.03% |
Mais qu'en est-il de la “L” ?
Il peut être lu comme “low carbon” qui est une plage allant jusqu'à 0,03% alors que la norme ER308 contient 0,08%. Le concept est important : trop de carbone peut être présent dans le bain de soudure où il se combine avec le chrome pour produire des carbures de chrome qui conduisent directement à une résistance à la corrosion insatisfaisante.
Si vous soudez un métal de base de 304 L avec une charge conventionnelle de 308 vous augmenterez en fait le niveau de carbone dans le joint et augmenterez potentiellement le risque de corrosion Dans les applications de haute pureté (>991TP3 T) telles que les aliments, les boissons, et les produits pharmaceutiques cette faible teneur en carbone est absolument essentielle pour la résistance à la corrosion.
Article technique de MillerWelds, American Welding Society /Welding Journal
📐 Note d'ingénierie
Outre le contrôle de la teneur en carbone, les éléments parasites (éléments de trampe) peuvent être choisis dans quelques métaux à faibles niveaux : étain, antimoine, arsenic, phosphore et soufre. Selon la spécification AWS A5.9, ces résidus de matières premières de charge peuvent provoquer une corrosion importante très élevée, bien que la teneur en carbone soit conforme aux spécifications. Pour une fluidité supplémentaire et des vitesses de déplacement élevées, du silicium supplémentaire a été ajouté à ER309LSi.
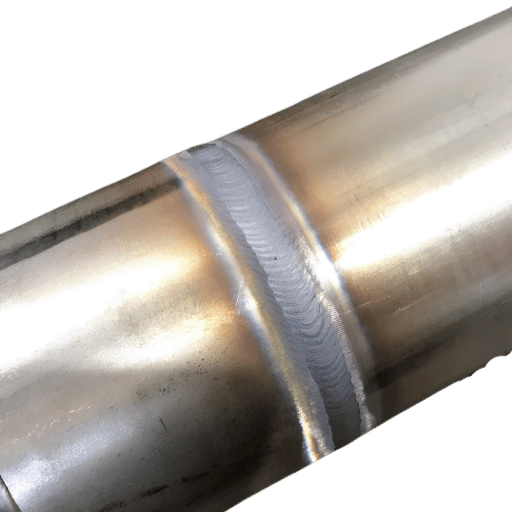
Purge arrière L'étape qui sépare les bonnes soudures des pannes

Si vous soudez un tuyau inoxydable sans protéger la surface intérieure, que l'oxygène se combine avec la racine fondue et crée une balance à oxyde lourd, une soudeuse décolorée noire grossière se réfère à la “sugaring. Les racines sucrées sont cosmétiquement inacceptables mais représentent également une perte de chrome, faisant du joint un point de départ de corrosion. Une purge arrière appropriée du gaz argon évite cette oxydation en poussant l'oxygène avant que l'arc ne frappe.
Ne jamais utiliser 75/25 Ar/CO comme gaz de purge Selon l'expérience de l'industrie, la pratique consistant à utiliser du gaz contenant du CO pour purger a causé plus de problèmes puis à ne pas utiliser du tout de purge (le dioxyde de carbone se décomposera), accélérant la pénétration du carbone dans la racine et sensibilisant activement la soudure à l'intérieur.
Le test de purge 3-Zone verify avant de frapper
Avant l'allumage, assurez-vous que la qualité de la purge est bonne en testant trois positions du tuyau :
- Zone 1 : Root (joint soudé) : Utiliser un analyseur d'O2 à l'ouverture articulaire Les lectures cibles dépendent de l'application :
- Farmacêutico : < 10 ppm O (conforme AWS D18.1 :2020)
- De qualité alimentaire/sanitaire : <25 ppm O2
- Industrie générale : < 500 ppm O (noen verksteder tar imot < 1 000 ppm)
- Zone 2 (Milieu de canalisation) (emplacement du barrage) : Vérifiez la pureté du joint du barrage de purge. Permettre à l’air ambiant de contaminer la zone de purge.
- Zone 3- Far-End (évent de sortie) : Il est confirmé que du gaz s'échappe à l'extrémité éloignée S'il n'y a pas d'écoulement, la purge ne s'écoule pas dans la zone de soudure-vous soudez une atmosphère morte.
Sur un tuyau de grand diamètre (16 « ), les dispositions pratiques réelles de purge peuvent avoir un effet significatif Un soudeur de tuyau expérimenté suggérerait l'injection du gaz de purge à l'extrémité la plus courte, la ventilation en haut, sur la face cachée, avec un débit de gaz de 20 » 30 CF. Calculer le volume interne du tuyau pour déterminer le temps de purge 5 changements de volume est la règle -6 du pouce avant de vérifier sur les niveaux.
Apport de chaleur, sensibilisation et préservation de la résistance à la corrosion

Toutes les soudures de tuyaux en acier inoxydable sont une course contre la sensibilisation Comme la ZAT reste entre 950 F & 1,500 F (50-800 C) plus les carbures de chrome se forment - et plus le joint compromet la résistance à la corrosion La gestion de l'apport de chaleur n'est pas une option de travail, c'est votre paramètre d'ingénierie principal pour prévenir la défaillance en service.
📐 Note d'ingénierie : calcul de l'entrée de chaleur
Entrée de chaleur (kJ/mm) = (Volts ampères 60) / (Vitesse de déplacement mm/min 1 000)
Exemple : 12 V 120A 60 /(150 mm/min 1 000) = 0,576 kJ/mm
Objectif : <1,5 kJ/mm pour les qualités austénitiques. Les meilleures performances sont inférieures. Pour les onduleurs TIG modernes avec pulsation haute fréquence (250-400 pps), ils peuvent fonctionner avec un ampérage moyen inférieur et un apport de chaleur réduit tout en obtenant une excellente pénétration des soudures, augmentant ainsi la vitesse de déplacement jusqu'à 35%.
Comment atténuer la sensibilisation par la pratique Tout d'abord, choisissez les métaux d'apport et les métaux de base à faible teneur en carbone (grade“L”) pour priver de faim la réaction du carbure de chrome de sa charge de carbone Deuxièmement, limitez la température interpasse (ne dépassez jamais le maximum indiqué sur votre WPS ; pour les qualités austénitiques, il s'agit habituellement de 350 F (177 C).Troisièmement, employez des qualités stabilisées comme 321 (titane) ou 347 (niobium).Lorsque les éléments d'alliage se combinent avec le carbone pour former des composés stables, le chrome reste libre de former des carbures protecteurs Sachez toutefois que les stabilisants peuvent compromettre la ténacité et la résistance et la résistance.
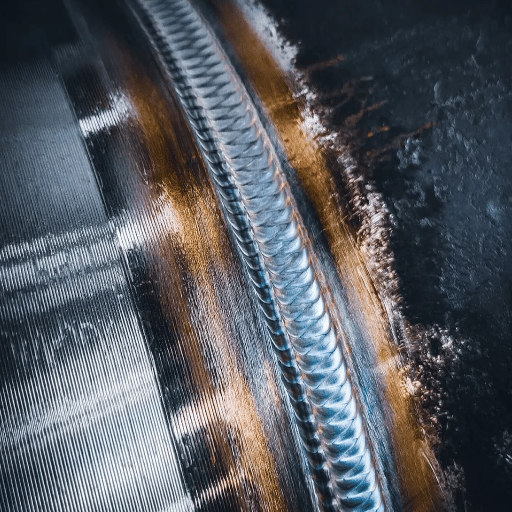
Passe racine, passe chaude, remplissage et casquette Une panne position par position

Le soudage de tuyaux multipassages se fait dans un ordre systématique Chaque passage a une fonction spécifique, et doit être contrôlé de différentes manières.
Racine (GTAW).La passe initiale est la plus importante ; cette passe initiale fournit une pénétration complète de la soudure et l'épine dorsale du joint Utilisez l'ampérage le plus bas qui entraînera la fusion et l'accumulation de billes (voir ci-dessous) ; de nombreux soudeurs rapportent 35 à 45 ampères sur le tuyau de l'annexe 10 à paroi mince sans impulsion, une pente descendante de 6 secondes et un dégagement de gaz de 5 à 8 secondes. La vitesse de déplacement doit être égale, en gardant la flaque de soudure étroite et contrôlée Sur cette passe critique, l'erreur la plus courante est de brûler crée une racine incontrôlable, puis un excès épais de bâtiment sur le dessus aggrave les restrictions de débit sanitaire.
Passe chaude (ou “warm”) Immédiatement après la racine, cette passe lisse et tamponne le profil de la racine, tout en brûlant les inclusions de laitier Utilisez un rapport d'ampérage A ou B sur la racine ; voyagez plus vite que la racine Certains fabricants de porcs sautent la passe chaude quand ils ne passent pas de TIG à RMD qui développe un profil de racine plus propre, donc il y a moins de scories pour se brûler.
Le remplissage et le capuchon passent là où le soudage est effectué pour augmenter le joint jusqu'à l'épaisseur de gorge nécessaire. Les fils MIG à âme flottante ou pulsée sont souvent utilisés sur les structures inoxydables, en utilisant le même gaz de protection et le même fil que dans la racine pour maintenir les temps d'inactivité bas ; les cordons de longeron au lieu de tisser minimisent l'apport de chaleur. Chaque passage doit refroidir en dessous de la limite de température interpass avant que le suivant ne soit posé.
Vaut-il mieux souder l'acier inoxydable 304 ou 316 ?
En termes de soudabilité, 304 et 316 sont très similaires : tous deux sont austénitiques, et tous deux ne nécessitent que les précautions de base contre la sensibilisation et l'oxydation. La seule différence pratique est que le 316 contient du molybdène 2-3% pour un alliage amélioré avec des solutions de chlorure qui conduisent à des piqûres et à une corrosion caverneuse. Classiquement, les applications difficiles à souder et à haute résistance à la corrosion (eau salée, traitement chimique, environnements marins) utilisent des tuyaux de 316 L avec charge ER316 L. Pour toutes les autres utilisations, supports structurels, conduites d'eau, lignes de traitement alimentaire : 304 ERL produit des propriétés de soudure identiques 80303 ERL avec charge identique.
Soudage de l'acier inoxydable sur des joints métalliques différents en acier au carbone
L'assemblage d'un tuyau inoxydable à l'acier au carbone est un besoin courant aux points de transition (exemple), où une ligne de processus inoxydable se connecte à un collecteur structurel en acier au carbone La principale préoccupation est la migration du carbone : le carbone du côté de l'acier au carbone diffuse dans la zone de soudure en acier inoxydable, augmentant la teneur en carbone et produisant une bande sensibilisée vulnérable à la corrosion.
Le métal d'apport ER309 L résout ce problème Ses niveaux élevés de chrome et de nickel entraînent un dépôt de soudure qui tolère la dilution du côté de l'acier au carbone tout en maintenant la résistance à la corrosion du côté inoxydable. Le TIG offre le meilleur contrôle sur les niveaux de dilution. Pour minimiser le ramassage du côté de l'acier au carbone, faites légèrement glisser l'arc vers l'acier inoxydable. Pour la plupart des applications, MIG offre un contrôle adéquat.
Préchauffer le côté acier au carbone à 200-300 F (93-149 C) pour une épaisseur de paroi supérieure à 3/4” Ne pas préchauffer le côté acier inoxydable préchauffage épaissit excessivement la zone de sensibilisation Selon la taille du tuyau et la classe de pression, soit raccords de soudure bout à bout ou joints soudés à douille sont utilisés au point de transition.
Puis-je utiliser le 7018 sur l'acier inoxydable ?
No 7018 est une électrode en acier au carbone à faible teneur en hydrogène et, dans le contexte de l'acier inoxydable à inoxydable ou inoxydable à carbone, dépose un matériau de soudure en acier au carbone dans le bain de soudure Cela produit un dépôt sans chrome à haute teneur en carbone, et un joint inoxydable ultérieur qui a une forte propension à la corrosion Pour l'inox à l'inox, sélectionnez E308L-16 (SMAW) ou ER308 L (TIG/MIG).Pour l'inox à l'acier au carbone, sélectionnez E309L-16 (SMAW) ou ER309L (TIG/MIG). E7018 n'est jamais approprié.
Normes WPS, PQR et ASTM A312 et spécifications d'approvisionnement

Le soudage de qualité sur un tuyau inoxydable régi par un code nécessite une spécification de procédure de soudage (WPS) qui est qualifiée au moyen d'un dossier de qualification de procédure (PQR).La section IX de l'ASME est le document directeur qui spécifie les variables critiques nécessitant une qualification.
- Variables critiques WPS : numéro P (le groupe des métaux de base), numéro F (le groupe des métaux d'apport), numéro A (la chimie des métaux fondus), exigences PWHT, plage d'épaisseur de paroi, position et composition des gaz de protection
- PQR : Décrit la soudure d'essai et résume les résultats des tests mécaniques (traction, courbure, impact) et des processus d'inspection visuelle/NDE pour démontrer que le WPS produit une soudure appropriée
- Qualification de soudeur : Chaque soudeur individuel doit effectuer des tests de qualification dans les positions (2 G, 5 G, 6 G) dans lesquelles il soudera selon la section IX de l'ASME ou l'AWS D1.6
Lors de la commande inoxydable tuyau soudé, spécifiez ASTM A312/A312M-22 la spécification actuelle pour les tuyaux en acier inoxydable austénitique soudés et travaillés à froid. Les qualités typiques des tuyaux en acier inoxydable sont TP304, TP304L, TP316, TP316L et TP321. Les diamètres typiques vont de 1/8 « à 30 » et le mur de Annexe 10S à l'annexe 80 S. Assurez-vous de toujours commander votre MTR/MTC selon la norme EN 10204 Type 3.1 afin de pouvoir examiner la composition chimique et les propriétés mécaniques du broyeur avant de le souder.
Défauts de soudure courants, prévention et traitement post-soudure
Même le meilleur des soudeurs produira des imperfections sur les tuyaux en acier inoxydable. Lorsque vous reconnaissez ces défauts tôt, l'ensemble de votre projet peut économiser en ne soudant pas (au mieux) ou en ne soudant pas les soudures en service.
| Défaut | Cause fondamentale | Prévention |
|---|---|---|
| Sucrage (échelle d'oxyde) | Purge dorsale inadéquate ou manquante | Test de purge à 3 zones ; O2 <25 ppm avant soudage |
| Sensibilisation | Apport de chaleur excessif ; charge à haute teneur en carbone | “Remplisseurs de qualité ”L” ; temp interpasse ≤350°F ; minimiser les passes |
| Craquage à chaud | Faible delta-ferrite dans les soudures entièrement austénitiques | Maintenir 3 ferrite FN FN 8 ; contrôler la contention ; éviter les perles concaves |
| Porosité | Contamination ; gaz de protection insuffisant | Brosses/broyeurs SS dédiés ; vérifier le débit de gaz 15 CFH |
| Absence de fusion | Faible ampérage ; mauvaise préparation des articulations ; écart excessif | Biseau approprié (37,5° ± 2,5°) ; espaces d'ajustement <1/16″ ; ampères adéquats |
Traitement post soudure Une fois la soudure terminée sur votre tuyau inoxydable, vous voudrez la passiver. ASTM A380 A des conseils sur le nettoyage, le détartrage et la passivation des tuyaux en acier inoxydable Cette étape d'atténuation passe consiste généralement en une étape de décapage de l'acide nitrique-hydrofluorique ou un processus similaire pour éliminer la teinte thermique et la teneur en fer ferrique libre, et un post passivate dans une solution d'acide nitrique ou d'acide citrique Si ce tuyau soudé est pour l'industrie pharmaceutique, la finition de surface interne la plus lisse (Ra 0,5 m) que vous pouvez obtenir dans ces étapes de post-traitement thermique utilisant l'électropolissage répondra de loin aux exigences pharmaceutiques les plus exigeantes d'une norme internationale couramment utilisée. Utilisez toujours une inspection visuelle ou un examen de ressuage de colorant, et, et le cas échéant, en fonction du code, RT ou PT pour vérifier le triple.
Marché des tuyaux soudés en acier inoxydable : ce qui change en 20252026

La demande augmente De 2025 à 2035, le taux de croissance annuel (TCAC) des tuyaux soudés en acier inoxydable américains sera de 4,313 T alimenté par l'augmentation de la capacité de fabrication pharmaceutique, les nouvelles infrastructures de traitement de l'eau et la capacité de traitement du GNL ont augmenté Au niveau mondial, la tendance à la croissance est encore plus forte : un TCAC de 12,8% prévu de 2026 à 2033, alimenté par les besoins accrus des industries d'Asie du Sud-Est et du Moyen-Orient.
Deux évolutions sont notées L'une est la disponibilité accrue de systèmes de soudage orbital en dehors des applications pharmaceutiques et ces systèmes sont de plus en plus utilisés dans l'industrie des tuyauteries fabriquées Une pénurie chronique de soudeurs de tuyaux qualifiés a été constatée dans le perspectives de l'industrie du soudage AWS 2026 et cette lacune combinée à la sensibilité du soudage TIG aux compétences des soudeurs nécessite l'utilisation de l'automatisation pour être plus économiquement viable L'autre est l'adoption de procédés MIG de type court-circuit modifié comme le RMD remplaçant le TIG dans les applications structurelles non critiques réduisant ainsi le temps d'installation ainsi que les exigences de purge arrière.
Si vous envisagez des projets de tuyauterie en 2026-2027, c'est le moment où vous devriez vous pencher sur cette technologie La période de récupération s'est raccourcie à mesure que le taux de main-d'œuvre des soudeurs du projet a augmenté et que la cohérence de ces systèmes est intrinsèquement plus reproductible que le TIG manuel pour un nombre élevé de soudures répétitives.
Questions fréquemment posées
Q : Les tuyaux en acier inoxydable peuvent-ils être soudés ?
Voir la réponse
Q : Quel gaz de protection utilisez-vous pour le soudage de tuyaux en acier inoxydable ?
Voir la réponse
Q : Le soudage de tuyaux en acier inoxydable est-il sûr ?
Voir la réponse
Q : Comment évitez-vous la décoloration lors du soudage de tuyaux en acier inoxydable ?
Voir la réponse
Q : Quelle est la différence entre ER308 et ER308L métal d'apport ?
Voir la réponse
Q : Les soudures de tuyaux en acier inoxydable doivent-elles être soulagées des contraintes ?
Voir la réponse
Précure tube soudé en acier inoxydable aux exigences de spécification du projet.
Baling Steel fournit des tuyaux soudés ASTM A312 TP304/TP304L/TP316/TP316L de 1/8 « à 30 » OD avec des certificats d'essai de broyeur selon EN 10204 Type 3.1.
À propos de cette analyse
Baling Steel fabrique des tuyaux et raccords soudés d'art Edelstahl La pratique de soudage, les spécifications des métaux d'apport et les critères d'acceptation sont résumés à partir des codes de soudage publiés par AWS, ASME et ASTM, extraits et référencés avec la littérature technique de soudage faisant autorité Nous ne sommes pas une pratique de conseil en soudage, nous présentons des faits afin que nos clients, fabricants, entrepreneurs EPC et équipes de maintenance puissent spécifier avec précision Baling Stainless produits.
Références et sources
- ASTM A312/A312M-22, tuyaux en acier inoxydable austénitique, qualités soudées et travaillées à froid, ASTM International
- AWS D18.1/D18.1M-2020, Spécification pour le soudage de systèmes de tubes et tuyaux en acier inoxydable austénitique pour applications sanitaires, American Welding Society
- AWS A5.9, classification des métaux d'apport pour l'acier inoxydable, American Welding Society
- Résistance à la corrosion de 304 joints soudés en acier inoxydable austénitique, National Institute of Health/PMC
- Facteurs de sensibilité à la fissuration à chaud dans les aciers inoxydables austénitiques, Matière totale
- L'avenir du soudage, les tendances, la technologie et les perspectives de l'industrie, American Welding Society
- Analyse de la demande 2025-2035 de tuyaux soudés en acier inoxydable aux États-Unis, Future Market Insights
Articles connexes
- Tuyau ERW, processus de fabrication, normes et utilisation.
- Tuyau en acier inoxydable soudé et non soudé quel est le meilleur choix ?
- acier inoxydable 304, propriétés, qualités et spécifications.
- Graphique Stahlschmittengrößen et Maßen
- Forets pour acier inoxydable - Aidez-nous à la vitesse correcte et au meilleur matériau à utiliser.
Vérification par le groupe d'ingénierie Baling Steel.Mise à jour : avril 2026.

