


Soldar tuberías de acero inoxidable requiere un enfoque mental diferente al de trabajar con acero al carbono. Ese mismo cromo que permite que el acero inoxidable resista la corrosión es perjudicial cuando se le aplica calor, y todas las soldaduras son una dosis predeterminada. Ya sea a través de los procesos de soldadura utilizados, la elección del metal de aportación, los métodos de purga o los estándares de prueba, esto es lo que hace que una junta de tubería de acero inoxidable soldada sea resistente a la corrosión, en lugar de fallar prematuramente.
Especificaciones rápidas
| Proceso Primario | GTAW (TIG) para pase raíz; GMAW/FCAW para relleno y tapa |
| Gas blindaje | 100% Argón (TIG); Ar + <5% Mezclas de CO2 (MIG) |
| Grado de llenado | ER³08L (base 304), ER316L (base 316), ER309L (disimilar) |
| Gas de purga trasera | 99.99% Argón « objetivo <25 ppm O2 (grado alimentario) |
| Estándares clave | ASTM A312/A312M-22, ASME Sección IX, AWS D18.1:2020 |
| Entrada de calor MA× | <1,5 kJ/mm para grados austeníticos |
| Temperatura de interpaso | ≤350°F (177°C) según las pautas de ASME |
Por qué la soldadura de tuberías de acero inoxidable es diferente del acero al carbono
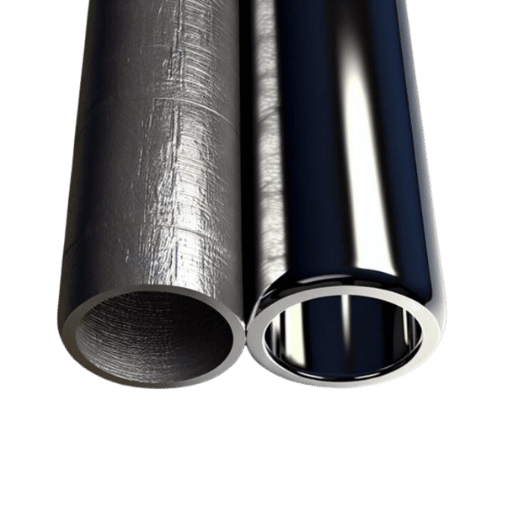
El acero al carbono perdona un control deficiente del calor. El acero inoxidable no. Hay tres aspectos metalúrgicos que hacen que la soldadura de tubos inoxidables sea un proceso totalmente nuevo:
Sensibilidad al cromo. El acero inoxidable contiene 10,5% o más de cromo (en peso). Esto deposita una capa protectora de óxido de cromo (Cr0) en la superficie, por lo que es “inoxidable”.
La soldadura ‘rompe’ esa capa protectora y, si no se hace correctamente, impide que se reforme.
Sensibilización. La exposición prolongada a temperaturas superiores a 950 F (500 C) y 1500 F (800 C) permite que el carbono se alee con el cromo, lo que lleva a la formación de carburos de cromo a lo largo de los límites de los granos. Esto “desperdicia” el cromo para que el óxido de cromo no desarrolle otra forma de corrosión llamada sensibilización.
Las condiciones pueden provocar fugas en los orificios en cuestión de meses.
Conductividades térmicas. Una clase de acero que es 30% más pobre que el acero al carbono en cuanto a conducción de calor son los aceros inoxidables austeníticos. Procesan la capacidad de concentrar el calor en la línea central, en lugar de expandirse para alejarse de ella.
El efecto sobre la distorsión se agrava y requiere la mejor habilidad del soldador y temperaturas entre pasadas ‘independientes’ hasta que se comprenda el conocimiento de las diferencias. Ninguno de los dos es preferible, ambos deben poder realizar soldaduras resistentes a la corrosión en cualquier tipo de tubería.
TIG vs MIG vs Flu×-Core: elección del proceso de soldadura adecuado para tuberías de acero inoxidable

El proceso de soldadura afecta la calidad, la productividad y, en última instancia, el costo de las juntas. La soldadura TIG de tubos de acero inoxidable mediante soldadura por arco de tungsteno con gas (GTAW) sigue siendo la reina para las pasadas de raíz; sin embargo, los procesos MIG alterados están empezando a alterar el equilibrio de las pasadas de relleno y de tapa y, en algunos casos, también de las pasadas de raíz.
| Parámetro | GTAW (TIG) | GMAW-RMD (Cortometraje Mod.) | FCAW (núcleo de flujo) |
|---|---|---|---|
| Velocidad de viaje | 3-5 ipm | 6-12 ipm | 8-15 ipm |
| ¿se requiere purga de espalda? | Sí (siempre) | A veces eliminable (solo austenítico) | No (el flujo elimina el carbono) |
| Gas blindaje | 100% Argón | Ar + <5% CO2 o Tri-Mix | 75% Ar / 25% CO2 |
| Nivel de habilidad | Alto (semanas de entrenamiento) | Moderado (días de formación) | Moderado |
| Mejor aplicación | Alta pureza, sanitario, ≤6® dia. | Estructural, petróleo y gas, ≥8® dia. | Reparación de campo, no crítica |
Marco de decisión de selección de procesos
- TPP-Tubería sanitaria/de alimentos a 3a Solo TIG (soldadura a tope cuadrada autógena para pared< 1/8 «, metal de relleno para mayor peso)
- Raíz TIG SCH 40 estructural/industrial + relleno y tapón MIG pulsado o FCAW (buen equilibrio de productividad)
- Pero...cadena una raíz RMD no crítica de gran diámetro (>8 «) (tal vez incluso libre de purga) + relleno MIG pulsado.
- Tubería de pared delgada, 0,4 «Wgt, ≤0,065 « TIG, pulso de alta frecuencia (250-400 pps para una aceleración de 35%)
- Tig de articulación SS a CS diferente utilizando relleno ER309L (importante control de dilución)
¿cuál es la mejor manera de soldar tuberías de acero inoxidable?
Realmente todo se reduce a la aplicación. Cuando se manipulan tuberías farmacéuticas y de calidad alimentaria que deben cumplir con las especificaciones AWS D18.1:2020, la soldadura TIG con purga posterior completa de argón es el único enfoque. Sin embargo, cuando se trabaja con tuberías estructurales y de petróleo y gas, un proceso híbrido de raíz TIG con MIG pulsado o relleno y tapa con núcleo fundente ofrece la combinación ideal de calidad y productividad.
Esto elimina el pase caliente en TIG y con Tubería de REG y de mayor diámetro, puede reducir el tiempo de soldadura en 40-60%.
Selección de metales de relleno “ ER308L, ER316L y regla de grado ”L”
Lo más perjudicial que se puede hacer ante la resistencia a la corrosión de un depósito de soldadura inoxidable es utilizar una carga incorrecta. Las condiciones de montaje y soldadura no son críticas en comparación con la química del metal de aportación. La química de aportación correcta para un acero inoxidable es la del metal base que, en la mayoría de los casos, tiene menos carbono que la aportación.
| Metal base | Relleno metálico (TIG/MIG) | Especificaciones de AWS | Carbono máximo % |
|---|---|---|---|
| 304 / 304L | ER308L | AWS A5.9 | 0.03% |
| 316 / 316L | ER316L | AWS A5.9 | 0.03% |
| 321 (Estabilizado por Ti) | ER347 | AWS A5.9 | 0.08% |
| 304 a acero al carbono | ER309L | AWS A5.9 | 0.03% |
Pero ¿qué pasa con la “L”?
Puede leerse como “bajo en carbono”, que tiene un rango de hasta 0,03%, mientras que el ER308 estándar contiene 0,08%. El concepto es importante: puede haber demasiado carbono en el baño de soldadura, donde se combina con cromo para producir carburos de cromo que conducen directamente a una resistencia a la corrosión insatisfactoria.
Si sueldas un metal base de 304L con una carga 308 convencional, en realidad aumentarás el nivel de carbono en la unión y potencialmente aumentarás el riesgo de corrosión. En aplicaciones de alta pureza (>99%), como alimentos, bebidas y productos farmacéuticos, este bajo contenido de carbono es absolutamente esencial para la resistencia a la corrosión.
« Artículo técnico de MillerWelds, American Welding Society / Welding Journal
📐 Nota de ingeniería
Además de controlar el contenido de carbono, en algunos metales de carga se pueden elegir elementos parásitos (elementos de arrastre) en niveles bajos: estaño, antimonio, arsénico, fósforo y azufre. Según la especificación AWS A5.9, estos residuos de materias primas de carga pueden provocar una corrosión generalizada muy alta, aunque el contenido de carbono está en las especificaciones. Para mayor fluidez y altas velocidades de desplazamiento, se añadió silicio adicional al ER309LSi.
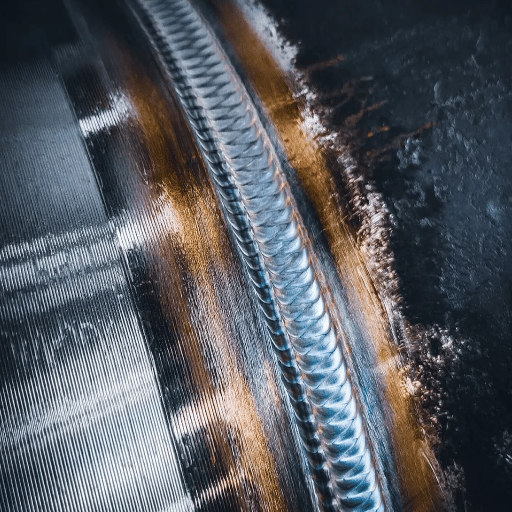
Purgando hacia atrás « El paso que separa las buenas soldaduras de las fallas

Si sueldas tubos de acero inoxidable sin proteger la superficie interior, el oxígeno se combina con la raíz fundida y crea incrustaciones de óxido pesadas, una decoloración negra gruesa que los soldadores denominan “azúcar.” Las raíces azucaradas son cosméticamente inaceptables pero también representan una pérdida de cromo, lo que convierte la unión en un punto de inicio de corrosión. Una purga posterior adecuada del gas argón soluciona este problema: previene la oxidación expulsando el oxígeno antes de que llegue el arco.
Nunca utilice 75/25 Ar/CO como gas de purga. Según la experiencia de la industria, la práctica de usar gas que contiene CO para purgar causó más problemas que no usar ninguna purga - El dióxido de carbono se descompondrá, acelerando la entrada de carbono a la raíz y sensibilizando activamente la soldadura internamente.
La prueba de purga de 3 zonas «Verifica antes de atacar
Antes del encendido, asegúrese de que la calidad de la purga sea buena probando tres posiciones de la tubería:
- Zona 1 « Raíz (articulación de soldadura): Utilice un analizador de O2 en la abertura de la junta. Las lecturas objetivo dependen de la aplicación:
- Farmacêutico: < 10 ppm O (conforme AWS D18.1:2020)
- Grado alimenticio/sanitario: <25 ppm O2
- Generelle industri kan: < 500 ppm O (noen verksteder tar imot < 1 000 ppm)
- Zona 2 -gonera (ubicación de la presa): Verifique la pureza del sello de la presa de purga. Permitir la entrada de aire ambiente contaminará la zona de purga.
- Zona 3- Extremo lejano ñan (ventilación de salida): Se confirma que el gas escapa por el extremo lejano. Si no hay flujo, la purga no fluye hacia la zona de soldadura; estás soldando una atmósfera muerta.
En tuberías de gran diámetro (16 «), las disposiciones prácticas de purga reales pueden tener un efecto significativo. Un soldador de tuberías experimentado sugeriría la inyección del gas de purga en el extremo más corto, ventilando en la parte superior, en el lado opuesto, con un flujo de gas de 20 « 30 CFH. Calcule el volumen interno de la tubería para determinar el tiempo de purga. Cinco cambios de volumen es la regla general -6 antes de verificar los niveles.
Entrada de calor, sensibilización y preservación de la resistencia a la corrosión

Todas las soldaduras de tubos de acero inoxidable son una carrera contra la sensibilización. Como la ZAT se mantiene entre 950F y 1500F (50-800C), más carburos de cromo se forman y más la unión compromete la resistencia a la corrosión. Gestionar el aporte de calor no es una opción laboral, es su principal parámetro de ingeniería para evitar fallas en servicio.
📐 Nota de ingeniería « Cálculo de entrada de calor
Entrada de calor (kJ/mm) = (Voltios Amperios 60) / (Velocidad de desplazamiento mm/min 1000)
Ejemplo: 12 V 120A 60 / (150 mm/min 1000) = 0,576 kJ/mm
Objetivo: <1,5 kJ/mm para grados austeníticos. Para obtener un mejor rendimiento, lo más bajo es mejor. Los inversores TIG modernos con pulsaciones de alta frecuencia (250-400 pps) pueden funcionar con un amperaje promedio más bajo y una entrada de calor reducida, al mismo tiempo que logran una excelente penetración de soldadura, lo que aumenta la velocidad de desplazamiento hasta en 35%.
Cómo mitigar la sensibilización mediante la práctica. Primero, elija metales de aportación y metales básicos con bajo contenido de carbono (grado “L”) para privar a la materia prima de carbono de la reacción del carburo de cromo. En segundo lugar, limite la temperatura entre pasadas -nunca exceda el máximo indicado en su WPS; para los grados austeníticos, esto suele ser 350F (177C). En tercer lugar, emplee grados estabilizados como 321 (titanio) o 347 (niobio). Cuando los elementos de aleación se combinan con carbono para formar compuestos estables, el cromo permanece libre para formar carburos protectores. Sin embargo, tenga en cuenta que los estabilizadores pueden comprometer la tenacidad y la resistencia, haciéndolos inadecuados para ciertos proyectos.
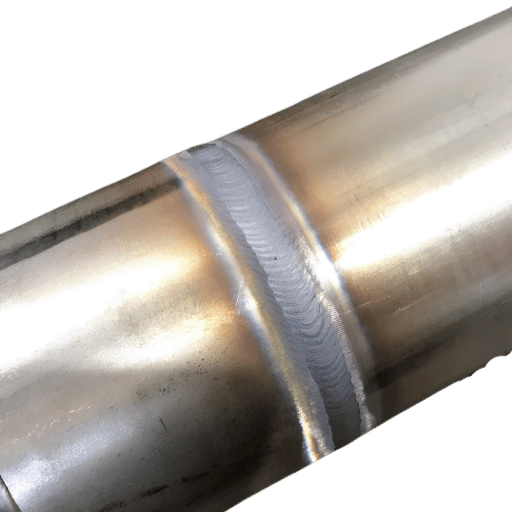
Pase raíz, pase caliente, relleno y límite « Un desglose posición por posición

La soldadura de tuberías de múltiples pasos se produce en un orden sistemático. Cada paso tiene una función específica y debe controlarse de diferentes maneras.
Raíz (GTAW). El paso inicial es el más importante, ya que proporciona una penetración total de la soldadura y la columna vertebral de la junta. Utilice el amperaje más bajo que dará como resultado la fusión y la acumulación de perlas (ver más abajo); muchos soldadores informan entre 35 y 45 amperios en tuberías de pared delgada con sin pulso, una pendiente descendente de 6 segundos y una patada de gas de flujo de salida de 5 a 8 segundos. La velocidad de desplazamiento debe ser uniforme, manteniendo el charco de soldadura estrecho y controlado. En este paso crítico, el error más común es quemarse. El quemado crea una raíz incontrolable, luego el exceso de espesor que se construye en la parte superior empeora las restricciones de flujo sanitario.
Pase caliente (o “cálido”). Inmediatamente después de la raíz, esta pasada suaviza y estampa el perfil de la raíz, mientras quema cualquier inclusión de escoria. Utilice una relación de amperaje A o B sobre la raíz; viajar más rápido que la raíz. Algunos fabricantes de cerdos omiten el paso caliente cuando no cambian de TIG a RMD, lo que hace crecer un perfil de raíz más limpio, por lo que hay menos escoria para quemar.
Pase el relleno y la tapa donde se realiza la soldadura para construir la junta hasta el espesor de garganta necesario. Los alambres MIG pulsados o con núcleo fundente se utilizan a menudo en acero inoxidable estructural, utilizando el mismo gas protector y alambre que en la raíz para mantener bajos los tiempos de inactividad; las perlas de larguero en lugar de tejer minimizan la entrada de calor. Cada pasada debe enfriarse por debajo del límite de temperatura entre pasadas antes de establecer la siguiente.
¿es mejor soldar acero inoxidable 304 o 316?
En términos de soldabilidad, 304 y 316 son muy similares (ambos son austeníticos y ambos no requieren más que las precauciones básicas contra la sensibilización y la oxidación). La única diferencia práctica es que 316 tiene molibdeno 2-3% para una aleación mejorada con soluciones de cloruro que provocan picaduras y corrosión por grietas. Clásicamente, las aplicaciones difíciles de soldar y de alta resistencia a la corrosión (agua salada, procesamiento químico, ambientes marinos) utilizan tuberías de 316L con relleno ER316L. Para todos los demás usos 'soportes estructurales, líneas de agua, líneas de procesamiento de alimentos ', el uso del relleno 304L con ER308L, menos costoso, produce una soldadura con propiedades idénticas.
Soldar acero inoxidable a acero al carbono « juntas metálicas diferentes
Unir tuberías de acero inoxidable al acero al carbono es una necesidad común en los puntos de transición ñan, por ejemplo, donde una línea de proceso de acero inoxidable se conecta a un cabezal estructural de acero al carbono. La principal preocupación es la migración de carbono: el carbono del lado del acero al carbono se difunde hacia la zona de soldadura del acero inoxidable, aumentando el contenido de carbono y produciendo una banda sensibilizada vulnerable a la corrosión.
El metal de aportación ER309L aborda este problema. Sus elevados niveles de cromo y níquel dan como resultado un depósito de soldadura que tolera la dilución desde el lado del acero al carbono manteniendo al mismo tiempo la resistencia a la corrosión en el lado del acero inoxidable. TIG ofrece el mejor control sobre los niveles de dilución. Para minimizar la recogida desde el lado del acero al carbono, arrastre ligeramente el arco hacia el acero inoxidable. Para la mayoría de las aplicaciones, MIG proporciona un control adecuado.
Precalienta el lado de acero al carbono a 200-300F (93-149C) para espesores de pared superiores a 3/4”. No precaliente el lado de acero inoxidable ñando excesivamente el precalentamiento de la zona de sensibilización. Dependiendo del tamaño de la tubería y la clase de presión, tampoco accesorios de soldadura a tope o juntas soldadas por casquillo se utilizan en el punto de transición.
¿puedo usar 7018 en acero inoxidable?
No ñan E7018 es un electrodo de acero con bajo contenido de hidrógeno y carbono y, en el contexto del acero inoxidable a inoxidable o del acero inoxidable al carbono, deposita material de soldadura de acero al carbono en el baño de soldadura. Esto produce un depósito con alto contenido de carbono y sin cromo, y una posterior unión inoxidable que tiene una alta propensión a la corrosión. Para acero inoxidable a inoxidable, seleccione E308L-16 (SMAW) o ER308L (TIG/MIG). Para acero inoxidable a carbono, seleccione E309L-16 (SMAW) o ER309L (TIG/MIG). E7018 nunca es apropiado.
WPS, PQR y ASTM A312 « Estándares y especificaciones de adquisiciones

La soldadura de calidad en tuberías de acero inoxidable gobernadas por código requiere una Especificación de procedimiento de soldadura (WPS) que esté calificada a través de un Registro de calificación de procedimiento (PQR). ASME Sección IX es el documento rector que especifica las variables críticas que requieren calificación.
- Variables críticas de WPS: número P (el grupo de metales básicos), número F (el grupo de metales de relleno), número A (la química del metal de soldadura), requisitos de PWHT, rango de espesor de pared, posición y composición del gas de protección
- PQR: Describe la soldadura de prueba y resume los resultados de las pruebas mecánicas (tracción, flexión, impacto) y los procesos de inspección visual/NDE para demostrar que el WPS produce una soldadura adecuada
- Calificación del soldador: Cada soldador individual debe realizar pruebas de calificación en las posiciones (2G, 5G, 6G) en las que soldará según ASME Sección IX o AWS D1.6
Al realizar pedidos de acero inoxidable tubería soldada, especifique ASTM A312/A312M-22 «la especificación actual para tuberías de acero inoxidable austenítico soldadas y trabajadas en frío. Los grados típicos de tuberías de acero inoxidable son TP304, TP304L, TP316, TP316L y TP321. Los diámetros típicos son de 1/8® a 30® y pared desde Horario 10S al Anexo 80S. Asegúrese de pedir siempre su MTR/MTC según EN 10204 Tipo 3.1 para poder revisar la composición química y las propiedades mecánicas del molino antes de soldarlo.
Defectos comunes de soldadura, prevención y tratamiento posterior a la soldadura
Incluso los mejores soldadores producirán imperfecciones en las tuberías de acero inoxidable. Cuando reconoce estos defectos temprano, todo su proyecto puede ahorrar al no volver a soldar (en el mejor de los casos) o al fallar la soldadura en servicio.
| Defecto | Causa raíz | Prevención |
|---|---|---|
| Azúcar (escala de óxido) | Purga de espalda inadecuada o faltante | Prueba de purga de 3 zonas; O2 <25 ppm antes de soldar |
| Sensibilización | Aporte excesivo de calor; relleno con alto contenido de carbono | “Rellenos de grado ”L”; temperatura entre pasadas ≤350°F; minimizar pases |
| Grieta caliente | Baja delta-ferrita en soldaduras totalmente austeníticas | Mantener ferrita FN 3-18; controlar la restricción; Evite las perlas cóncavas |
| Porosidad | Contaminación; Gas protector insuficiente | Cepillos/molinillos SS dedicados; verificar el flujo de gas 15-25 CFH |
| Falta de fusión | Bajo amperaje; mala preparación de las articulaciones; brecha excesiva | Bisel adecuado (37,5° ± 2,5°); espacios de ajuste <1/16®; amperios adecuados |
Tratamiento post soldadura. Una vez que se complete la soldadura en su tubería de acero inoxidable, querrá pasivarla. ASTM A380 Tiene orientación sobre limpieza, desincrustación y pasivación de tuberías de acero inoxidable. Este paso de mitigación de pases generalmente consiste en un paso de decapado de ácido nítrico-hidrofluórico o un proceso similar para eliminar el tinte térmico y el contenido libre de hierro férrico, y un post pasivado en una solución de ácido nítrico o ácido cítrico. Si esta tubería soldada es para la industria farmacéutica, el acabado superficial interno más suave (Ra 0,5 m) que puede lograr en estos pasos de tratamiento posterior al calor mediante electropulido cumplirá con diferencia con los requisitos farmacéuticos más exigentes de un estándar internacional de uso común. Utilice siempre inspección visual o examen de colorante penetrante y, cuando corresponda, según el código, examen RT o PT para verificar triplemente la finalización de la soldadura.
Mercado de tubos soldados de acero inoxidable: qué está cambiando en 2025-2026

La demanda está aumentando. Desde 2025 hasta 2035, la tasa de crecimiento anual (CAGR) de las tuberías de acero inoxidable soldadas en EE. UU. será de 4,31 TP3T impulsada por el aumento de la capacidad de fabricación farmacéutica, las nuevas infraestructuras de tratamiento de agua y la capacidad de procesamiento de GNL. A nivel mundial, la tendencia de crecimiento es aún más pronunciada (una CAGR de 12,81 TP3T prevista de 2026 a 2033, impulsada por las mayores necesidades de las industrias del sudeste asiático y Oriente Medio).
Se observan dos evoluciones. Uno es la mayor disponibilidad de sistemas de soldadura orbital fuera de las aplicaciones farmacéuticas y estos sistemas se utilizan cada vez más en la industria de tuberías fabricadas. En el país se ha observado una escasez crónica de soldadores de tubos cualificados Perspectivas de la industria de soldadura de AWS 2026 y esta brecha, combinada con la sensibilidad de la soldadura TIG a las habilidades del soldador, requiere el uso de la automatización para ser más viable económicamente. El otro es la adopción de procesos MIG de tipo cortocircuito modificado, como RMD, que reemplazan a TIG en aplicaciones estructurales no críticas, reduciendo así el tiempo de instalación y los requisitos de purga trasera.
Si está considerando proyectos de tuberías en 2026-2027, ahora es el momento en que debería investigar esta tecnología. El período de recuperación se ha acortado a medida que la tasa de mano de obra de los soldadores del proyecto ha aumentado y la consistencia de estos sistemas es inherentemente más repetible que la del TIG manual para un gran número de soldaduras repetitivas.
Preguntas frecuentes
P: ¿Se pueden soldar tubos de acero inoxidable?
Ver respuesta
P: ¿Qué gas protector utiliza para la soldadura de tuberías de acero inoxidable?
Ver respuesta
P: ¿Es segura la soldadura de tuberías de acero inoxidable?
Ver respuesta
P: ¿Cómo se previene la decoloración al soldar tuberías de acero inoxidable?
Ver respuesta
P: ¿Cuál es la diferencia entre el metal de aportación ER308 y ER308L?
Ver respuesta
P: ¿Es necesario aliviar la tensión de las soldaduras de tubos de acero inoxidable?
Ver respuesta
Precurar tubo soldado de acero inoxidable a los requisitos de especificación del proyecto.
Baling Steel suministra tubos soldados ASTM A312 TP304/TP304L/TP316/TP316L de 1/8 « a 30 « OD con certificados de prueba de molino según EN 10204 Tipo 3.1.
Acerca de este análisis
Baling Steel fabrica tuberías y accesorios soldados con arte Edelstahl. La práctica de soldadura, las especificaciones del metal de aportación y los criterios de aceptación se resumen a partir de los códigos de soldadura publicados por AWS, ASME y ASTM, extraídos y con referencias cruzadas con literatura técnica de soldadura autorizada. No somos una práctica de consultoría de soldadura, presentamos datos para que nuestros clientes, fabricantes, contratistas de EPC y equipos de mantenimiento puedan especificar con precisión los productos Baling Inoxidable.
Referencias y fuentes
- ASTM A312/A312M-22, tubería de acero inoxidable austenítico, grados soldados y trabajados en frío, ASTM International
- AWS D18.1/D18.1M-2020, Especificación para soldadura de sistemas de tuberías y tubos de acero inoxidable austenítico para aplicaciones sanitarias, Sociedad Estadounidense de Soldadura
- AWS A5.9, Clasificación de metales de relleno para acero inoxidable, Sociedad Estadounidense de Soldadura
- Resistencia a la corrosión de 304 juntas soldadas de acero inoxidable austenítico, Instituto Nacional de Salud / PMC
- Factores de sensibilidad al agrietamiento en caliente en aceros inoxidables austeníticos, Materia Total
- El futuro de la soldadura, tendencias, tecnología y perspectivas industriales, Sociedad Estadounidense de Soldadura
- Análisis de la demanda 2025-2035 de tuberías soldadas de acero inoxidable en EE. UU., Future Market Insights
Artículos relacionados
- Tubería ERW, proceso de fabricación, estándares y uso.
- Tubería de Acero Inoxidable Soldada y No Soldada ñona ¿cuál es la mejor opción?
- 304 acero inoxidable, propiedades, grados y especificaciones.
- Stahlschmittengrößen und Maßen Chart
- Brocas para Acero Inoxidable- Ayuda a la velocidad correcta y al mejor material de uso.
Consultado por el grupo de ingeniería Baling Steel. Actualizado a la fecha: abril de 2026.

