


Het lassen van roestvrij pijp vereist een andere mentale benadering dan het werken met koolstofstaal Datzelfde chroom dat roestvrij toelaat om tegen corrosie op te houden is een nadeel wanneer warmte wordt toegepast op het 2. 2. Alle lassen zijn een vooraf bepaalde dosering ervan. Of het nu via de gebruikte lasprocessen is, de keuze van het vulmetaal, de methoden voor het zuiveren of testen van normen, dit is wat een gelaste roestvrijstalen pijpverbinding corrosiebestendig maakt, in plaats van voortijdig te falen.
Snelle Specs
| Primair proces | GTAW (TIG) voor root pass; GMAW/FCAW voor fill & cap |
| Afschermingsgas | 100% Argon (TIG); Ar + <5% CO2-mengsels (MIG) |
| Vulgraad | ER³08L (304 basis), ER316L (316 basis), ER309L (verschillend) |
| Back Purge Gas | 99,99,3T Argon 93T <25 ppm (voedselkwaliteit) |
| Key Standards | ASTM A312/A312M-22, ASME Sectie IX, AWS D18.1:2020 |
| Ma× Warmte-invoer | <1,5 kJ/mm voor austenitische kwaliteiten |
| Interpass Temp | ≤350 °F (177 °C) volgens ASME-richtlijnen |
Waarom Roestvrij staalpijplassen Anders Is dan Koolstofstaal
Koolstofstaal vergeeft een slechte warmtebeheersing Roestvrij staal niet. Er zijn drie metallurgische aspecten die het lassen van roestvrijstalen buizen tot een totaal nieuw proces maken:
Chroomgevoeligheid Roestvrij staal heeft 10,5% of meer chroom in zich (op gewichtsbasis) Dit zet een chroomoxide (Cr0) beschermende laag af op het oppervlak reden dat het “stainless”' is.
Het lassen ‘breekt’ die beschermlaag en stopt, als het niet goed wordt gedaan, het hervormen ervan.
Sensibilisatie Lange blootstelling aan boven 950F (500C) en 1500F (800C) temperaturen laat de koolstof toe om te legeren met het chroom wat leidt tot de vorming van chroomcarbiden langs de korrelgrenzen Deze “ het chroom zodat chroomoxide niet ontwikkelt 700C) 1500F (800C) temperaturen die leiden tot de vorming van chroomcarbiden langs de korrelgrenzen Dit ” van chroomoxide, zodat chroomoxide niet ontwikkelt 700000000 een andere vorm van corrosie die sensibilisatie wordt genoemd.
De omstandigheden kunnen binnen enkele maanden leiden tot lekkages van gaatjes.
Thermische geleidbaarheid Een klasse staal die 30% armer is dan koolstofstaal bij het geleiden van warmte zijn de austenitische roestvaste staalsoorten Ze verwerken het vermogen om warmte te concentreren naar de hartlijn, in plaats van uit te zetten naar weg ervan.
Het effect op de vervorming wordt nog verergerd en vereist de beste vaardigheid van de lasser en ‘dead-on’-interpass-temperaturen totdat de kennis van de verschillen wordt begrepen. Geen van beide verdient de voorkeur; beide moeten corrosiebestendige lassen op beide soorten buizen kunnen uitvoeren.
TIG vs MIG vs Flu×-Core: Het juiste lasproces kiezen voor roestvrijstalen buis

Het lasproces beïnvloedt de kwaliteit, productiviteit en uiteindelijk de kosten van verbindingen. TIG-lassen van roestvrijstalen buizen via gaswolfraambooglassen (GTAW) is nog steeds koning voor wortelpassen; gewijzigde MIG-processen beginnen echter in sommige gevallen de balans voor vulling en kap te verstoren, want passen ook.
| Parameter | GTAW (TIG) | GMAW-RMD (mod. kortsluiting) | FCAW (fluxkern) |
|---|---|---|---|
| Travel Speed | 3-5 ipm | 6-12 ipm | 8-15 ipm |
| Terugzuivering vereist? | Ja (altijd) | Soms elimineerbaar (alleen austenitisch) | Nee (flux haalt koolstof weg) |
| Afschermingsgas | 100% Argon | Ar + <5% CO2 of Tri-Mix | 75% Ar/25% CO2 |
| Skill Level | Hoog (weken van training) | Matig (dagen training) | Matig |
| Beste toepassing | Hoogzuiver, sanitair, ≤6″ dia. | Structureel, olie & gas, ≥8″ dia. | Veldreparatie, niet-kritisch |
Kader voor processelectiebesluit
- TPP-Sanitaire/voedsel-naar-3a pijp TIG alleen (autogene vierkante stomplas voor muur< 1/8″, vulmetaal voor zwaarder)
- Structurele /industriële SCH 40 TIG-wortel + gepulseerde MIG- of FCAW-vulling en -dop (goede productiviteitsbalans)
- Maar...snaar een niet-kritische RMD-wortel met grote diameter (>8″) (misschien zelfs spoelvrij) + gepulseerde MIG-vulling.
- Dunwandige buizen, 0,4″ Wgt,≤0,065″ TIG, hoogfrequente puls (250-400 pps voor 35% versnellen)
- Ongelijksoortige SS aan CS gezamenlijke TIG met behulp van ER309L vulmiddel (verdunningscontrole belangrijk)
Wat is de beste manier om roestvrijstalen buizen te lassen?
Het komt echt neer op de toepassing Bij het hanteren van farmaceutische en food-grade leidingen die moeten voldoen aan de specificaties van AWS D18.1:2020, is TIG lassen met volledige argon terugspoeling de enige aanpak, bij het werken met structurele en olie-en-gasleidingen biedt een hybride proces van TIG-wortel met gepulseerde MIG of flux-cored fill and cap echter de ideale mix van kwaliteit en productiviteit.
Hierdoor wordt de hot pass bij TIG verwijderd, en met ERW pijp en grotere diameters, kan het lassen tijd met 40-60% verminderen.
Vulmetaal Selection 308L, ER316L, en de “L” Grade Regel
Het meest schadelijke wat je kunt doen aan de corrosieweerstand van een roestvrij lasafzetting is het gebruik van een onjuiste vulstof. De pasvorm en lasomstandigheden zijn niet kritisch vergeleken met de chemie van vulmetaal. De juiste vulstofchemie voor een roestvrij staal is die van het basismetaal, dat in de meeste gevallen minder koolstof bevat dan het vulmiddel.
| Base Metal | Vulmetaal (TIG/MIG) | AWS Spec | Max Carbon % |
|---|---|---|---|
| 304 / 304L | ER308L | AWS A5.9 | 0.03% |
| 316 / 316L | ER316L | AWS A5.9 | 0.03% |
| 321 (Ti-gestabiliseerd) | ER347 | AWS A5.9 | 0.08% |
| 304 naar koolstofstaal | ER309L | AWS A5.9 | 0.03% |
Maar hoe zit het met de “L”?
Het kan worden gelezen als “low carbon” dat een bereik is tot 0.03% terwijl de standaard ER308 0.08% bevat Het concept is belangrijk: er kan te veel koolstof aanwezig zijn in de laspool waar het combineert met chroom om chroomcarbiden te produceren die direct leiden tot onbevredigende corrosieweerstand.
Als u een 304L basismetaal met een conventionele 308 vulstof lassen zult u daadwerkelijk het koolstofniveau in de verbinding verhogen en mogelijk het risico op corrosie verhogen In toepassingen met hoge zuiverheid (>99%) zoals voedsel, drank, en farmaceutisch is dit lage koolstofgehalte absoluut essentieel voor corrosieweerstand.
/Technisch artikel over lassen, American Welding Society/Lasjournaal
📐 Technische opmerking
Naast het regelen van de koolstof verdwaalde elementen (tramp elementen) kan worden gekozen in een paar metalen op lage niveaus tin, antimoon, arseen, fosfor en zwavel Volgens AWS A5 specificatie, deze reststoffen van ruwe vulmaterialen kan veroorzaken brede corrosie zeer hoog hoewel koolstofgehalte in specificaties is Voor verdere vloeibaarheid en hoge verplaatsingssnelheden, werd extra silicium toegevoegd aan ER309LSi.
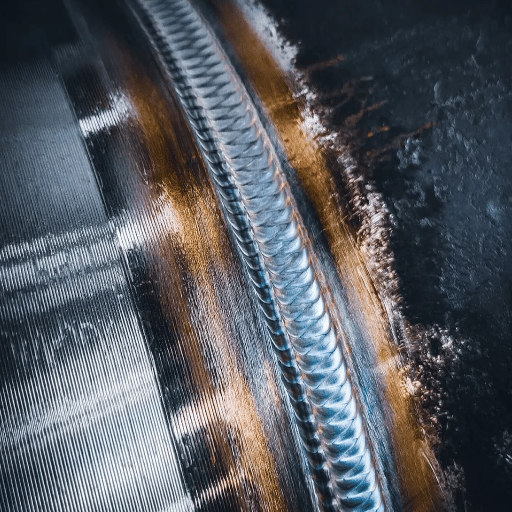
Terug Purging 's Step Dat scheidt Goede Lassen Van Mislukkingen

Als u roestvrij pijp lassen zonder het binnenoppervlak af te schermen, zuurstof combineert met de gesmolten wortel en creëert zware oxide schaal, een grove zwarte verkleur lassers verwijzen naar als “sugared wortels zijn cosmetisch onaanvaardbaar, maar vertegenwoordigen ook chroomverlies, waardoor de verbinding een corrosie startpunt Juiste terugspoeling van argongas pakt deze 20 oxidatie aan door zuurstof uit te duwen voordat de boog raakt.
Gebruik nooit 75/25 Ar/CO als spoelgas Onder ervaring in de industrie veroorzaakte de praktijk van het gebruik van CO-houdend gas om te spoelen meer problemen dan helemaal geen spoeling. 'Het kooldioxide zal ontleden, waardoor de koolstof die de wortel binnendringt wordt versneld en de las intern actief wordt gesensibiliseerd.
De 3-Zone-zuiveringstest verifieert voordat u toeslaat
Zorg er voorafgaand aan het ontsteken voor dat de spoelkwaliteit goed is door drie posities van de buis te testen:
- Zone 1 Root (lasgewricht): Gebruik een O2-analysator bij de gezamenlijke opening Doelmetingen zijn afhankelijk van de toepassing
- Farmacêutico: < 10 ppm O (conform AWS D18.1:2020)
- Voedselkwaliteit/sanitair: <25 ppm O2
- Génerelle industri kan: < 500 ppm O (noen verksteder tar imot < 1 000 ppm)
- Zone 2 (middenleiding (plaats van de dam): Controleer de zuiverheid van de afdichting van de spoeldam Het toestaan in de omgevingslucht zal de spoelzone verontreinigen.
- Zone 3-Far-End -1 (uitgangsopening): Er is bevestigd dat gas aan het uiteinde ontsnapt Als er geen stroming is, stroomt de spoeling niet naar beneden in de laszone - u last een dode atmosfeer.
Op buizen met een grote diameter (16″) kunnen de feitelijke praktische spoelvoorzieningen een aanzienlijk effect hebben. Een ervaren pijplasser zou voorstellen om het spoelgas aan het kortste uiteinde te injecteren, aan de bovenkant, aan de andere kant, te ontluchten met een gasstroom van 20 130 CFH. Bereken het interne volume van de pijp om de spoeltijd te bepalen. Als er vijf volumeveranderingen plaatsvinden, is dit de vuistregel -6 voordat u de niveaus controleert.
Warmte-invoer, sensibilisatie en behoud van corrosieweerstand

Alle roestvrij pijplassen zijn een race tegen sensibilisatie Omdat de HAZ tussen 950F & 1.500F (50-800C) blijft, geldt dat hoe meer chroomcarbiden zich vormen - en hoe meer de verbinding de corrosieweerstand in gevaar brengt Het beheren van warmte-input is geen taakoptie, het is uw primaire technische parameter om storingen tijdens gebruik te voorkomen.
📐 Technische opmerking Berekening van de warmte-invoer
Warmte-invoer (kJ/mm) = (voltversterkers 60) / (reissnelheid mm/min 1.000)
Voorbeeld: 12 V 120A 60 /(150 mm/min 1.000) = 0,576 kJ/mm
Doel: <1,5 kJ/mm voor austenitische kwaliteiten Voor de beste prestaties lager is beter 1000 pps moderne TIG-omvormers met hoogfrequente pulsering (250-400 pps) kunnen met lagere gemiddelde stroomsterkte en verminderde warmte-input lopen terwijl het bereiken van nog steeds uitstekende laspenetratie, het verhogen van de reissnelheid met maar liefst 35%.
Hoe sensibilisatie te verzachten door middel van oefening Kies eerst koolstofarme (“L” kwaliteit) vulmetalen en onedele metalen om de chroomcarbide reactie van zijn koolstof grondstof uit te hongeren Ten tweede, beperk de interpass temperatuur (nooit het maximum vermeld op uw WPS overschrijden; voor austenitische kwaliteiten, dit is meestal 350F (177C) Ten derde, gebruik gestabiliseerde kwaliteiten zoals 321 (titanium) of 347 (niobium) Wanneer de legeringselementen combineren met koolstof om stabiele verbindingen te vormen, blijft het chroom vrij om beschermende carbiden te vormen Wees je er echter van bewust dat de stabilisatoren de taaiheid en sterkte in gevaar kunnen brengen, waardoor ze ongeschikt zijn voor bepaalde projecten.
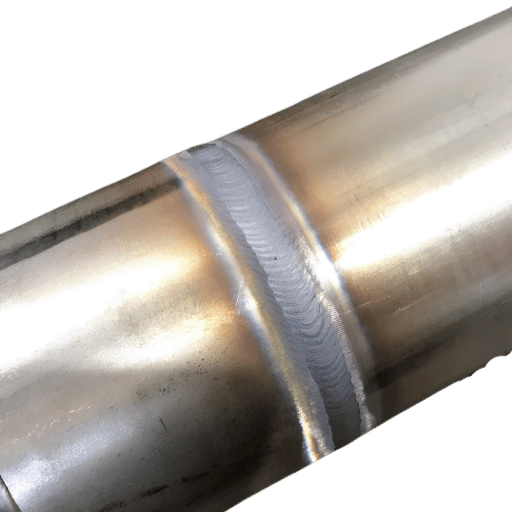
Root Pass, Fill en Cap Hot Pass Een Positie-voor-Positie Breakdown

Multi-pass pijplassen gebeurt in een systematische volgorde Elke doorgang heeft een specifieke functie, en moet op verschillende manieren worden aangestuurd.
Wortel (GTAW) De eerste doorgang is de belangrijkste (dit zorgt voor volledige laspenetratie en de ruggengraat van de verbinding Gebruik de laagste stroomsterkte die zal resulteren in fusie en opbouw van kralen (zie hieronder); veel lassers melden 35-45 ampère op dunwandige Schedule 10-pijp zonder puls, een neerwaartse helling van 6 seconden en een gastrap van 5-8 seconden. De rijsnelheid moet gelijk zijn, waardoor de lasplas smal en gecontroleerd blijft. Bij deze kritieke passage brandt de meest voorkomende fout door. Doorverbranding creëert een oncontroleerbare wortel, waarna dik overtollig gebouw erbovenop de sanitaire stroombeperkingen vererder maakt.
Hot (of “warm”) pas Direct volgend op de wortel, deze pas glad en stempelt het wortelprofiel, terwijl je eventuele slakinsluitsels uitbrand Gebruik een A of B stroomsterkte verhouding over de wortel; reis sneller dan de wortel Sommige varkensmakers slaan de hot pass over als ze niet overstappen van TIG naar RMD waardoor een schoner wortelprofiel groeit, zodat er minder slak is om op te branden.
Vul- en dopgangen waar het lassen wordt uitgevoerd om de verbinding op te bouwen tot de benodigde keeldikte. Mig-draden met fluxkern of gepulseerde MIG-draden worden vaak gebruikt op structureel roestvrij staal, waarbij hetzelfde afschermingsgas en dezelfde draad worden gebruikt als in de wortel om de stilstandtijden laag te houden; draagkralen minimaliseren in plaats van weven de warmte-inbreng. Elke doorgang moet afkoelen tot onder de temperatuurlimiet tussen de passages voordat de volgende wordt vastgelegd.
Is het beter om 304 of 316 roestvrij staal te lassen?
Qua lasbaarheid lijken 304 en 316 erg op elkaar (beide zijn austenitisch, en beide vereisen niet meer dan de basisvoorzorgsmaatregelen tegen sensibilisatie en oxidatie Het enige praktische verschil is dat 316 2-3% molybdeen heeft voor verbeterde legering met chlorideoplossingen die leiden tot put- en spleetcorrosie. Klassiek gebruiken de moeilijk te lassen toepassingen met hoge corrosieweerstand (zout water, chemische verwerking, maritieme omgevingen) 316L-buis met ER316L-vulmiddel Voor alle andere toepassingen produceert 2 structurele steunen, waterleidingen, voedselverwerkingslijnen 304L met de goedkopere 304L identieke las-vuller.
Lassen Roestvrij staal aan Koolstofstaal Dissy-milar Metaalverbindingen
Het verbinden van roestvrijstalen buizen met koolstofstaal is een veel voorkomende behoefte op overgangspunten, bijvoorbeeld waar een roestvrijstalen proceslijn wordt aangesloten op een constructiekop van koolstofstaal. De belangrijkste zorg is koolstofmigratie: koolstof van de koolstofstaalzijde diffundeert naar de roestvrijstalen laszone, waardoor het koolstofgehalte toeneemt en een gevoelige band ontstaat die kwetsbaar is voor corrosie.
ER309L vulmetaal pakt dit probleem aan De verhoogde niveaus van chroom en nikkel resulteren in een lasafzetting die de verdunning vanaf de koolstofstaalzijde verdraagt terwijl de corrosieweerstand aan de roestvrij zijde behouden blijft TIG biedt de beste controle over verdunningsniveaus Om het oppikken vanaf de koolstofstaalzijde te minimaliseren, sleep je de boog lichtjes naar het roestvrij staal Voor de meeste toepassingen biedt MIG adequate controle.
Verwarm de koolstofstaalzijde voor op 200-300F (93-149C) voor wanddikte groter dan 3/4” Verwarm de roestvrijstalen zijde niet voor, door voorverwarmen wordt de sensibiliseringszone overmatig dikker Afhankelijk van de buismaat en drukklasse, ofwel hulpstukken voor stuiklassen of socket lasverbindingen worden gebruikt op het overgangspunt.
Kan ik 7018 op roestvrij staal gebruiken?
Nr E7018 is een koolstofstaalelektrode met een laag waterstofgehalte en zet in het kader van roestvrij tot roestvrij of roestvrij tot koolstofstaal lasmateriaal van koolstofstaal af in het lasbad, Dit levert een koolstofrijke, geen-chroomafzetting op, en een daaropvolgende roestvrij verbinding die een hoge neiging tot corrosie heeft Voor roestvrij tot roestvrij, selecteer E308L-16 (SMAW) of ER308L (TIG/MIG) Voor roestvrij tot koolstofstaal, selecteer E309L-16 (SMAW) of ER309L (TIG/MIG) E7018 is nooit geschikt.
WPS, PQR en ASTM A312 'Normen en inkoopspecificaties

Kwaliteitslassen op codegestuurde roestvrijstalen buizen vereist een lasprocedurespecificatie (WPS) die wordt gekwalificeerd via een procedurekwalificatierecord (PQR). ASME Sectie IX is het bestuursdocument dat de kritische variabelen specificeert die kwalificatie vereisen.
- WPS kritische variabelen: P-nummer (de basismetaalgroep), F-nummer (de vulmetaalgroep), A-nummer (de lasmetaalchemie), PWHT-vereisten, wanddiktebereik, positie en afschermingsgassamenstelling
- PQR: Beschrijft de testlas en vat de resultaten samen van de mechanische test- (trek-, buig-, impact-) en visuele/NDE-inspectieprocessen om aan te tonen dat de WPS een geschikte las produceert
- Lasser Kwalificatie: Elke individuele lasser moet kwalificatietests uitvoeren in de posities (2G, 5G, 6G) waarin hij zal lassen volgens ASME Sectie IX of AWS D1.6
Bij bestelling van roestvrij gelaste pijp, specificeer ASTM A312/A312M-22 (de huidige specificatie voor gelaste en koud bewerkte austenitische roestvrijstalen buizen Typische roestvrijstalen buizen zijn TP304, TP304L, TP316, TP316L en TP321. Typische diameters zijn van 1/8″ tot 30 en wand van Schema 10S naar Schema 80S. Zorg ervoor dat u altijd uw MTR/MTC per EN 10204 Type 3.1 bestelt, zodat u de chemische samenstelling en mechanische eigenschappen van de molen kunt bekijken voordat u deze gaat lassen.
Veel voorkomende lasdefecten, preventie en behandeling na het lassen
Zelfs de beste lassers zullen onvolkomenheden op roestvrij buis veroorzaken Wanneer u deze gebreken vroeg herkent uw hele project kan besparen door niet opnieuw te lassen (op zijn best) of de lasfout in gebruik.
| Defect | Root Cause | Preventie |
|---|---|---|
| Suikerachtig (oxideweegschaal) | Ontoereikende of ontbrekende rugspoeling | 3-Zone-Spoelingstest; O2 <25 ppm vóór het lassen |
| Sensibilisatie | Overmatige warmte-inbreng; vulmiddel met hoog koolstofgehalte | “L” rangvullers; interpass temp ≤350 °F; minimaliseer passages |
| Heet kraken | Laag delta-ferriet in volledig austenitische lassen | Onderhoud 3-8 FN-ferriet; controlebeperking; vermijd concave kralen |
| Porositeit | Verontreiniging; onvoldoende beschermgas | Toegewijde SS-borstels/slijpmachines; verifieer de gasstroom 15-25 CFH |
| Gebrek aan fusie | Lage stroomsterkte; slechte voorbereiding van de gewrichten; buitensporige kloof | Juiste afschuining (37,5° ± 2,5°); inbouwopeningen <1/16″; voldoende versterkers |
Na lasbehandeling Zodra de las op uw roestvrij buis is voltooid, wilt u deze passiveren. ASTM A380 Heeft begeleiding bij het reinigen, ontkalken, en passiveren van roestvrije buizen Deze passeert mitigatiestap bestaat over het algemeen uit een salpeter-fluorzuur beitsen stap of een soortgelijk proces om warmte-tint en vrij ijzer ijzergehalte te verwijderen, en een post passivate in een salpeterzuur of citroenzuuroplossing Als deze gelaste buis voor de farmaceutische industrie is, zal de gladste interne oppervlakteafwerking (Ra 0,5 m) die u kunt bereiken in deze post warmtebehandeling stappen met behulp van elektropolijsten voldoen aan de meest veeleisende Farmaceutische eisen van een veelgebruikte internationale standaard veruit Gebruik altijd visuele inspectie of kleurstofpenetrant onderzoek, en waar passend op basis van code, RT of PT onderzoek om de lasafwerking te verdrievoudigen om de lasafronding te controleren.
Markt voor roestvrij gelaste buizen: wat verandert er in 2025-2026

De vraag stijgt Van 2025 tot en met 2035 zal het jaarlijkse groeipercentage (CAGR) van Amerikaanse gelaste roestvrijstalen buizen 4,3% bedragen, aangewakkerd door de toename van de farmaceutische productiecapaciteit, nieuwe waterbehandelingsinfrastructuren en de LNG-verwerkingscapaciteit. Op mondiaal niveau is de groeitrend zelfs nog steiler: een CAGR van 12,8% voorspeld van 2026 tot 2033, aangewakkerd door de toegenomen behoeften van de Zuidoost-Aziatische en Midden-Oosterse industrieën.
Er worden twee evoluties opgemerkt Een daarvan is de toegenomen beschikbaarheid van orbitale lassystemen buiten de farmaceutische toepassingen en deze systemen worden steeds meer gebruikt in de fabricage van leidingindustrie Een chronisch tekort aan gekwalificeerde buislassers -w-i-v is geconstateerd in de AWS 2026 Vooruitzichten voor de lasindustrie en deze kloof, gecombineerd met de gevoeligheid van TIG-lassen voor lasservaardigheden, vereist dat het gebruik van automatisering economisch levensvatbaarder is. De andere is de adoptie van gemodificeerde MIG-processen van het kortsluitingstype, zoals RMD die TIG vervangt in niet-kritische structurele toepassingen, waardoor de installatietijd en de vereisten voor terugspoelen worden verkort.
Als u overweegt leidingprojecten in 2026-2027, nu is het tijd dat u moet onderzoeken naar deze technologie Terugverdientijd is verkort als het project lasser arbeidspercentage is gestegen en de consistentie van deze systemen is inherent meer herhaalbaar dan handmatige TIG voor hoge aantallen repetitieve lassen.
Veelgestelde vragen
Q: Kunnen roestvrij staalpijpen worden gelast?
Bekijk Antwoord
Q: Welk beschermgas gebruikt u voor roestvrij pijplassen?
Bekijk Antwoord
Q: Is roestvrij pijplassen veilig?
Bekijk Antwoord
Q: Hoe voorkomt u verkleuring bij het lassen van roestvrij pijp?
Bekijk Antwoord
Q: Wat is het verschil tussen ER308 en ER308L vulmetaal?
Bekijk Antwoord
Vraag: Moeten roestvrijstalen pijplassen spanningsvrij worden gemaakt?
Bekijk Antwoord
Precure roestvrij staal gelaste pijp aan projectspecificatievereisten.
Balenstaal levert ASTM A312 TP304/TP304L/TP316/TP316L gelaste buis van 1/8″ tot 30″ OD met Mill Test Certificates per EN 10204 Type 3.1.
Over deze analyse
Baling Steel vervaardigt Edelstahl kunst gelaste buizen en fittingen De laspraktijk, specificaties van vulmetaal en acceptatiecriteria zijn samengevat uit AWS, ASME en ASTM gepubliceerde lascodes, geëxtraheerd en er wordt naar verwezen met gezaghebbende technische lasliteratuur We zijn geen lasadviespraktijk, we presenteren feiten zodat onze klanten, fabrikanten, EPC-aannemers en onderhoudsploegen Baling Stainless-producten nauwkeurig kunnen specificeren.
Referenties en bronnen
- ASTM A312/A312M-22, Austenitische Roestvrij staalpijp, Gelaste en Koud Bewerkte Grades, ASTM International
- AWS D18.1/D18.1M-2020, Specificatie voor het Lassen van Austenitische Roestvrij staalbuis en Pijpsystemen voor Sanitaire Toepassingen, American Welding Society
- AWS A5.9, Vulmetaalclassificatie voor roestvrij staal, American Welding Society
- Corrosiebestendigheid van 304 austenitische roestvrijstalen gelaste verbindingen, National Institute of Health/PMC
- Hete Scheuren Gevoeligheidsfactoren in Austenitische Roestvrij staal, Totaal Materia
- De toekomst van lassen, trends, technologie en industrievooruitzichten, American Welding Society
- Analyse van de vraag naar roestvrijstalen gelaste buizen in de VS in 2025-2035, Future Market Insights
Gerelateerde artikelen
- ERW-pijp, productieproces, normen en gebruik.
- Gelaste en niet-gelaste roestvrijstalen buis -w.z. welke is de beste keuze?
- 304 roestvrij staal, eigenschappen, kwaliteiten en specificaties.
- Stahlschmittengrößen und Maßen Chart
- Boorbeetjes voor Roestvrij Staal-Hulp op de juiste snelheid en het beste materiaal voor gebruik.
Check door de engineeringgroep Baling Steel Tot op heden bijgewerkt: april 2026.

