


SCHNELLSPEZIFIKATIONEN
| Regierender Standard | ASME B16.5 (NPS ½” „64“); ASME B16.47 für NPS 26 „660” |
| Druckklassen | 150 / 300 / 600 / 900 / 1500 / 2500 |
| Schweißverbindung | Stumpfschweißnaht mit voller Durchdringung (Einzelschweißverbindung) |
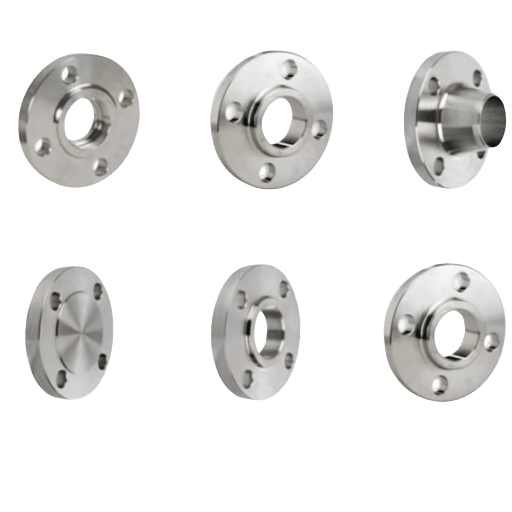
| Gewöhnliche Gesichtstypen | Erhöhtes Gesicht (RF) · Flaches Gesicht (FF) · Ring-Type Joint (RTJ) |
| Kohlenstoffstahlgüte | ASTM A105 (allgemeiner Dienst); ASTM A350 LF2 (niedrigtemperatur) |
| Edelstahl-/Legierungsqualität | ASTM A182 F304, F316, F11, F22 |
| Kurzbezeichnungen | WN · WNRF · WN-RF |
Der Schweißhalsrohrflansch, auch Schweißhalsflansch oder WN-Flansch genannt, ist ein geschmiedeter Stahlflansch, der durch eine lange, konische Nabe gekennzeichnet ist, die sanft zum Rohr übergeht, an das er geschweißt ist. Der Flansch wird über einen Volldurchdringungs-Stumpf am Rohrende befestigt Schweißnaht, eine einzelne durchgehende Naht, die den Flansch und das Rohr zu einer Einheit macht. Was Sie hier finden, sind ASME B16.5 Druck-Temperatur-Bewertungsdiagramme, Dimensionstabellen der Klasse 150, Vergleich der Gesichtstypen, Auswahldiagramme der Materialqualität, Entscheidungsmatri-versus Aufsteckflanschs und Installationscheckliste aus dem Code.
Dieser Spezifikationsleitfaden dient als Hilfe für Einkaufsingenieure, Rohrleitungskonstrukteure und Projektkäufer, die mit der Auswahl von Schweißnahtflanschen für Öl- und Gas-, Petrochemie-, Stromerzeugungs- und Prozessanlagenanwendungen beauftragt sind.
Was ist ein Schweißnahtrohrflansch? Nabengeometrie, Schweißnahtstyp und technische Logik
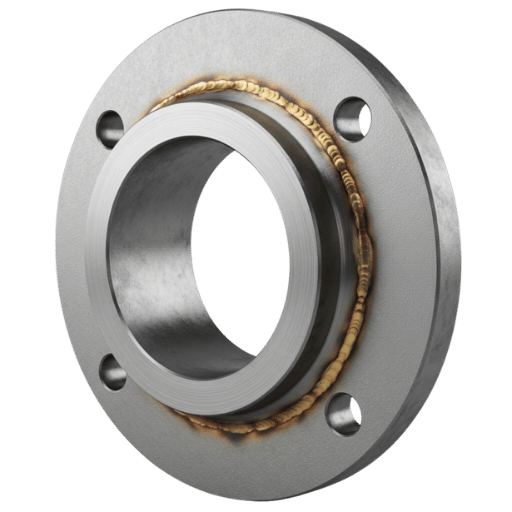
Ein Schweißhalsflansch – auch Schweißhalsflansch oder WN-Flansch – wird durch eine längliche, konische Nabe identifiziert, deren Dicke sich allmählich verengt, bis ihr Durchmesser mit dem zu befestigenden Rohr übereinstimmt. Das Ende der Nabe verjüngt sich mit einer Abschrägung, um die volle Durchdringung zu ermöglichen. Unterschätzen Sie nicht die Rolle dieses Profils: Seine konische Form verteilt Biege- und Drucklasten besser entlang der Länge der Nabe als nur an der Schweißnaht.
Seine sanft konische Nabe bietet das, was Ingenieure als einen sanften Übergang zwischen dem schweren Abschnitt des Flansches und der relativ dünnen Rohrwand bezeichnen. Dieser sanfte Übergang führt zu einem gleichmäßigen Spannungsfluss und verhindert lokale Höhen oder Ansammlungsbereiche entlang der Verbindung. Dies ist der Hauptgrund dafür, dass Schweißhalsflansche andere Flanschtypen unter Bedingungen mit hohen Vibrationen, konstanter zyklischer Belastung, extremen heißen oder kalten Temperaturen oder starkem Betrieb übertreffen.
Aufgrund seiner vollständigen Durchdringung der Stumpfschweißung gemäß ASME B31.3 Process Piping Code erzeugt der Schweißhals eine metallurgisch kontinuierliche Gelenkschweißung und das Rohr verhält sich unter Last wie eine einzelne Struktur. Das Ergebnis ist, dass der ASME B31.3 Process Piping Code eine Schweißnahtverbindung zum Zweck der Spannungsberechnungen genauso bewertet wie das Rohr selbst, während eine Aufsteckverbindung eine Ermüdungseinbuße mit sich bringt (Ansicht Aufsteckflanschführung Für zusätzliche Informationen).
ages Vorteile
- ESTRcellente Spannungsverteilung entlang der konischen Nabe
- Uneingeschränkte Bohrung, keine Strömungseinschränkung oder Turbulenz
- Stumpfschweißnaht mit voller Durchdringung, radiologisch von außen überprüfbar
- Bewertet für alle sechs ASME B16.5 Druckklassen (150 – 2500)
- Behandelt Ermüdung, Vibration und zyklische Belastung
- Geeignet für Minusgrade und erhöhte Temperaturen mit korrektem Material
- Direkte Schweißverbindung zu jedem Stumpfschweißbeschlag, einschließlich Ellbogen, T-Stücken und Reduzierstücken
- Keine Erosionsspalte zwischen Flanschbohrung und Rohr OD.
Einschränkungen
- Höhere Stückkosten vs. Slip-on (+30 – 601 TP3 T typisch)
- Erfordert eine qualifizierte Schweiß- und Schweißverfahrensspezifikation (WPS)
- Benötigt einen höheren Aufwand und mehr Zeit für die Installation; umfasst neben Füllschweißnähten auch Wurzel- und Endkappenschweißnähte.
- Das lange und sich verjüngende Nabendesign ermöglicht einen größeren Abstand von der Rohrwand oder der Montage an der Flanschdichtfläche als das Aufschlüpfen bzw SteckdosenschweißflanschS
- Die Rohr-ID muss bei der Bestellung angegeben werden, damit sie mit dem Innendurchmesser des Flansches und dem geplanten Rohr übereinstimmt.
Seine Stumpfschweißung mit voller Durchdringung gemäß ASME B31.3 Process Piping Code bildet mit dem angeschlossenen Rohr eine metallurgisch kontinuierliche Struktur, die genau wie das Rohr allein zyklischer Spannung nachgibt. Dies liegt daran, dass Schweißhalsverbindungen die gleichen Spannungsverstärkungsfaktoren erhalten wie Rohre - etwas, das eine kehlgeschweißte Gleitflanschverbindung nicht zulässt - dass eine Gleichwertigkeit in Konstruktionsberechnungen möglich ist.
Was ist der Vorteil von Schweißnahtflanschen?
Schweißnahtflansche bieten im Vergleich zu anderen Flanschtypen vier grundlegende technische Vorteile: Erstens dient die konische Nabe dazu, die Biegemomentlast über die gesamte Länge des Polsters zu verteilen und die einer Kehlnahtspitze innewohnende Spannungskonzentration zu entfernen. Zweitens ist der Innendurchmesser der Bohrung genau auf den Rohrabschnitt abgestimmt, sodass es keinen Schritt gibt, der Turbulenz, Erosion und Spaltkorrosion verursacht. Drittens ist die Stumpfschweißung für die Röntgenprüfung von außen zugänglich, was eine zerstörungsfreie Inspektion vereinfacht. Viertens verhindert die einzelne kontinuierliche Schweißverbindung eine innere Spalte, in der die Prozessflüssigkeit bei hochreinen und korrosiven Anwendungen paramount poolen kann.
ASME B16.5 Druckklassen: Auswahl der richtigen Bewertung (150 bis 2500)
ASME B16.5 spezifiziert sechs Druckkategorien für Schweißhalsflansche: 150, 300, 600, 900, 1500 und 2500. Jede Kategorie hat eine Drucktemperatur (PT) - Bewertung, die mit steigender Temperatur sinkt, da Stahl beim Erhitzen schwächer wird Ein unsachgemäßes Auswahlmuster ist ein Codeverstoß, und praktisch gesehen reichen die Ausfälle von Dichtungsickern bis hin zu einem ganzen Bauteil, das einen heftigen Bruch erleidet.
Die Druck-Temperatur-Bewertungen für Materialgruppe 1.1 (ASTM A105 Kohlenstoffstahl) gemäß ASME B16.5 sind unten dargestellt. Die Zahlen sind in psi angegeben; Die Nennleistung sinkt bei hohen Temperaturniveaus, da die Streckgrenze mit zunehmender Materialtemperatur abnimmt.
| Temperatur (°F) | Klasse 150 | Klasse 300 | Klasse 600 | Klasse 900 | Klasse 1500 | Klasse 2500 |
|---|---|---|---|---|---|---|
| -20 bis 100 | 285 | 740 | 1,480 | 2,220 | 3,705 | 6,170 |
| 200 | 260 | 675 | 1,350 | 2,025 | 3,375 | 5,625 |
| 300 | 230 | 655 | 1,315 | 1,970 | 3,280 | 5,470 |
| 400 | 200 | 635 | 1,270 | 1,900 | 3,170 | 5,280 |
Quelle: ASME B16.5, Materialgruppe 1.1 (verifiziert anhand zweier unabhängiger Branchenreferenzen).Die lineare Interpolation ist für Zwischentemperaturen zulässig.
Entscheidungsrahmen für Druckklassen
- Systemdruck 285 psi UND temp 400 F UND Versorgungs-/Wasserdienstleistungsklasse 150 akzeptabel
- Systemdruck 286-740 psi ODER jede gefährliche Flüssigkeit (HC, Dampf, Säure), mindestens Klasse 300
- Druck 741-1.480 psi ODER Wasserstoff/Prozessgas-Dienstleistungsklasse 600
- Kryogenes LNG, Hochdruckdampf, Unterwasser- oder Sauerdienstleistungen der Klasse 900 oder höher
- Hochdruck-Gastransmission (ASME B31.8) oder Ultrahochdruckverfahren Klasse 1500 / 2500
Wählen Sie niemals eine untere Druckklasse des Flansches allein auf der Grundlage des Betriebsdrucks aus. ASME B31.3 schreibt vor, dass das Rohr für die oberen Grenzen des Prozessdrucks bei Auslegungsbedingungen (1,5 maximal zulässiger Arbeitsdruck), Transit- und Stauchbedingungen ausgelegt sein muss. Das System könnte bei 200 psi betrieben werden, könnte aber bei einem Überdruckventil 350 psi sehen. Die obere Grenze von 285 psi der Klasse 150 würde dann verletzt.
Feldbeschaffungsteams halten routinemäßig die Klasse 300 als Standortminimum für Raffinerie- und Chemieanlagensysteme unabhängig vom Betriebsdruck ein Rohrleitungsingenieur, der die Modernisierung eines Rohvorwärmers in einer Raffinerie an der Golfküste überwacht, stellte ironisch fest: Die Standardisierung der Klasse 300 in einer Anlage bedeutet, dass die Anlage die Druckwerte später erhöhen, Dienste umleiten und die Führung von zwei unterschiedlichen Flanschbeständen vermeiden kann. „Die Kostenprämie gegenüber Klasse 150 ist unbedeutend, wenn sie über die 25- bis 40-jährige Betriebsdauer der Anlage abgeschrieben wird.
ASME B16.5 Kennzeichnungsanforderungen für Schweißhalsflansche: Herstellername oder Markenmaterialspezifikation Druckklasse Nennrohrgröße gegenüber Bezeichner (RF/FF/RTJ) Wärme oder Seriennummer für Rückverfolgbarkeit Überprüfen Sie diese Markierungen vor der Installation anhand des Mühlentestzertifikats.
Schweisshalsflansch Abmessungen: NPS ½” bis 12 Referenztabelle (Klasse 150)

Diese Tabelle enthält ASME B16.5 Schweißhalsflanschabmessungen der Klasse 150 für NPS ”durch 12.“Alle Messungen sind Zoll. Der Bohrungsdurchmesser wird nicht angegeben, da die Abmessung variiert; Die Bohrungsgröße wird zum Zeitpunkt der Herstellung pro Innendurchmesser des benachbarten Rohrplans bearbeitet. NPS und Zeitplan sind zum Zeitpunkt der Bestellung erforderlich.
| NPS | OD (O) | Bolzenkreis (BC) | Nein Bolzen | Bolzenloch Dia. | Hub Dia. auf Basis | Länge durch die Nabe (H) |
|---|---|---|---|---|---|---|
| ½” | 3.50 | 2.38 | 4 | 0.62 | 0.84 | 1.88 |
| 3⁄4” | 3.88 | 2.75 | 4 | 0.62 | 1.05 | 2.06 |
| 1″ | 4.25 | 3.12 | 4 | 0.62 | 1.32 | 2.19 |
| 1½” | 5.00 | 3.88 | 4 | 0.62 | 1.90 | 2.44 |
| 2″ | 6.00 | 4.75 | 4 | 0.75 | 2.38 | 2.50 |
| 3″ | 7.50 | 6.00 | 4 | 0.75 | 3.50 | 2.75 |
| 4″ | 9.00 | 7.50 | 8 | 0.75 | 4.50 | 3.00 |
| 6″ | 11.00 | 9.50 | 8 | 0.88 | 6.63 | 3.50 |
| 8″ | 13.50 | 11.75 | 8 | 0.88 | 8.63 | 4.00 |
| 10″ | 16.00 | 14.25 | 12 | 1.00 | 10.75 | 4.00 |
| 12″ | 19.00 | 17.00 | 12 | 1.00 | 12.75 | 4.50 |
Daten, die aus zwei unabhängigen Branchenquellen zusammengestellt und mit veröffentlichten ASME B16.5-2017 Referenztabellen kreuzverifiziert wurden Hubdurchmesser an Basis - und Nabenlängenwerten sind für Klasse 150 RF; höhere Druckklassen verwenden das gleiche OD/Bolzenmuster, aber unterschiedliche Nabenprofile.
Die Bohrungsgröße eines Schweißhalsflansches wird pro Innendurchmesser des Rohrschemas, das zum Zeitpunkt der Bestellung erforderlich ist, maschinell sein Der Innenbohrungsdurchmesser für einen 4 “NPS Schedule 40”wird 4.026 betragen Die Innenbohrung für einen 4-NPS-Schedule 80 beträgt 3.826. Die Zeitplanspezifikation ist nicht optional Eine nicht übereinstimmende Bohrung erzeugt eine Stufe an der Schweißnaht, die als Strömungsbehinderung, Spannungskonzentration und geeignete Umgebung für Spaltkorrosion fungiert Geben Sie bei der Kaufbestellung immer an: NPS + Zeitplan (i. “NPS 4, Sch 40, Bohrung 40, Bohrung pro ASME B.16”5.
Gesichtstypen: Erhöhtes Gesicht (RF), flaches Gesicht (FF) und Ringgelenk (RTJ)
Der Gesichtstyp definiert die Dichtungsgeometrie und das Dichtungsverfahren. ASME B16.5 Abschnitt 6 besagt, dass der Standard-Gesichtstyp für Schweißhalsflansche Raised Face ist. Jede Bestellung, die keinen Gesichtstyp angibt, wird automatisch mit einer Raised Face (RF)-Konfiguration hergestellt. Inkonsistente Flanschflächentypen in einer Flanschverbindung sind ein häufiger Fehler in der Spezifikation des Rohrleitungssystems und haben eine Reihe möglicher Ergebnisse, einschließlich undichter Dichtungen, Gehäusen, die Risse aufweisen usw.
| Parameter | Erhöhtes Gesicht (RF) | Flache Fläche (FF) | Ring-Type Joint (RTJ) |
|---|---|---|---|
| Sitzfläche | Erhöhter Ring, 0,06 „0,250 „OD-Fläche über dem Flansch | Spülung mit Flansch-OD-Fläche | Präzisionsbearbeitete Nut nimmt Metallring auf |
| Dichtungstyp | Spiralwunde oder Blattdichtung | Vollgesichts-Weichdichtung | Ovaler oder achteckiger Ring aus Metall |
| Max Druckklasse | 2500 | 300 (typische Obergrenze) | 2500 |
| Typischer Service | Prozessanlagen, Öl & Gas, Standardindustriell | Wasserversorger, Pumpflansche aus Gusseisen | High-P/T, Offshore, Sour Service, H2 |
| ASME-Bezeichnung | RF (Standard gemäß B16.5 §6) | FF | RTJ oder RJ |
Das Zusammenpassen eines erhöhten Schweißnahthalsflansches mit einem Flachflächen-Gusseisenpumpenkörper führt dazu, dass der erhabene Ring eine Brücke über die Mitte der Dichtung bildet, wodurch Punktlasten entstehen, die zu einem Bruch des Gusseisengehäuses führen. Diese Art von Ausfall tritt sehr häufig auf, wenn an Rohrleitungsinstallationen gearbeitet wird, wenn ein Ingenieur den Strebtyp der Gegenausrüstung nicht auf die Flanschreihenfolge überprüft hat. Der Strebtyp der angrenzenden Ausrüstung muss bei der Bestellung der Flansche immer berücksichtigt werden. Bitte beachten Sie Abschnitt 6 der ASME B16.5-Norm zur weiteren Erläuterung der Standard- und Flachflächenanwendungen (RF).
Was ist der Unterschied zwischen angehobenem Gesicht und flachen Gesichtsflanschen?
Erhöhte Fläche bedeutet, dass ein kleiner erhabener Ring auf der Oberfläche der Flanschfläche bearbeitet wird. Die Bolzenlast konzentriert sich auf diese erhöhte Oberfläche, was zu einer höheren Sitzspannung der Dichtung führt, die mit einer kleinen Dichtung erreicht wird. Eine flache Fläche bedeutet, dass der Sitzbereich bündig mit dem Außendurchmesser des Flansches abschließt; und die Dichtung bedeckt die gesamte Fläche des Flansches. Die befestigte Fläche (RF) ist der häufigste und am weitesten verbreitete Strebtyp, hauptsächlich für Stahl-Stahl-Anwendungen in industriellen Rohrleitungen, aber beim Verbinden von Stahlflanschen mit Gusseisenausrüstung (oder Sphütten). Der FF-Flanschflansch wird verwendet, wenn ein erhöhter Druck an einem HFlanschkanal unter einem HFlansch entsteht.Blindflansche vom Typ RTJ Bieten Sie ein Höchstmaß an Dichtungsintegrität an jedem Druckbehälterverschluss, der für härteste Anwendungen entwickelt wurde.
Materialgüten: A105 Kohlenstoffstahl, A182 Edelstahl- und Legierungsschweiß-Halsflansche
Materialqualität wird verwendet, um Temperaturbeschränkungen, korrosive Anwendungen und physikalische Eigenschaften zu definieren. Während der ASME B16.5-Standard etwa vierundvierzig (44) verschiedene Materialgruppen auflistet, die für die Verwendung an Schweißhalsflanschen in Betracht gezogen werden können, fallen die meisten in die vier unten aufgeführten Kategorien, die ebenfalls Astm-Spezifikationen sind.
| ASTM-Klasse | Min. Zugfest | Min. Ertrag | Temp-bereich | Typischer Service | Kostenindex |
|---|---|---|---|---|---|
| A105 (CS) | 485 MPa (70 ksi) | 250 MPa (36 ksi) | -20°F bis 1000°F | Allgemeine Kohlenstoffstahlrohre, Öl und Gas, Dampf | 1.0× |
| A350 LF2 (CS, Low-Temp) | 485 MPa (70 ksi) | 250 MPa (36 ksi) | -50°F bis 800°F | Kryogene, LNG- und Kaltklima-Pipelines | 1.3× |
| A182 F304 (SS 304) | 485 MPa (70 ksi) | 205 MPa (30 ksi) | -325°F bis 1500°F | Lebensmittel, Pharma, leicht ätzende Dienstleistungen | 5–7× |
| A182 F316 (SS 316) | 515 MPa (75 ksi) | 205 MPa (30 ksi) | -325°F bis 1500°F | Chemie-, Schiff-, Meerwasser- und Chloridservice | 6–8× |
| A694 F65 (Hochleistungs-CS) | 530 MPa (77 ksi) | 450 MPa (65 ksi) | Umgebung bis 800°F | Hochdruckgastransmission (ASME B31.8) | 1.4× |
A105-Werte bestätigt über vier unabhängige Quellen A182-Werte sind Standard ASTM minimale mechanische Eigenschaften Kostenindex ist indikativ, genaue Preisgestaltung variiert mit Marktbedingungen und Auftragsmenge.
Wenn ein Beschaffungsmanager eine Reihe von bestellte ASTM A105 Kohlenstoffstahlflansche Für den Einsatz auf dem Natriumhypochlorit (NaOCl) - Injektionssystem einer Wasseraufbereitungsanlage rechnete man nicht damit, dass die Lochfraßkorrosion bereits nach 18 Monaten zu Undichtigkeiten führen würde, bei NaOCl sind Chloridionen aggressiv und griffen die Oberfläche des Kohlenstoffstahls an der Flanschfläche an, um dies zu beheben, ersetzten sie die ursprünglichen Flansche durch ASTM A182 F316 Edelstahl, ausgewählt, weil es Molybdän (2%-3%) enthält, das Lochfraß in Chloridumgebungen verhindert Leider betrugen die Kosten für den Austausch dieser Flansche 1/3 der Kosten der ursprünglichen Flansche plus sechs Tage Betriebsausfallzeit.
Stellen Sie bei der Aufnahme von Schweißnahtflanschen sicher, dass das Materialtestzertifikat (MTC) mit den Flanschmarkierungen übereinstimmt:
- Auf Flansch eingeprägte Wärmenummer stimmt mit der MTC-Hitzennummer überein
- Chemische Zusammensetzung: C, Mn, P, S, Si innerhalb der ASTM-Gradgrenzen
- Mechanische Testergebnisse: Zug, Streckgrenze, Dehnung 3 Minimum
- Angegebener Wärmebehandlungszustand (wie geschmiedet / normalisiert / N & T)
- PMI-Bestätigung für Edelstahl- und Legierungsqualitäten
Siehe die A105 Materialspezifikationsleitfaden Für eine vollständige Aufschlüsselung der chemischen Grenzwerte und Wärmebehandlungsanforderungen für Kohlenstoffstahl.
Schweißnaht vs. Slip-On Flansch: Die technische Entscheidungsmatrix
Die Wahl zwischen Schweißnaht und Aufsteckflansch hängt von drei Variablen ab: Betriebsschwere, Ermüdungslebensdauer der Verbindung und Druckbewertung. Aufsteckflansche sind kostengünstig und einfach zu installieren. Sie haben jedoch technische Nachteile gemäß ASME-Codes.
| Parameter | Schweißnaht (WN) | Slip-On (SO) |
|---|---|---|
| Druckklassenbereich | 150 – 2500 (alle Klassen) | 150 –300 typisch; Klasse 600+ ist ungewöhnlich |
| Schweißart | 1 Volldurchdringungs-Stumpfschweißnaht | 2 Kehlnähte (innen + außen) |
| Ermüdungsleben | Volle Ermüdungslebensdauer bis zum Rohr | ~1/3 die Ermüdungslebensdauer des Schweißnahthalses |
| Druckfestigkeit | Vollständige Rohrdruckbewertung | ~2/3 des Schweißhalses unter Innendruck |
| ZfP auf Schweißnaht | RT, UT, MPI von außen zugänglich | Innenkehlnaht begrenzt; Innenfläche nicht zugänglich |
| Min. Tempomfähigkeit | -325°F (mit A182 SS) | -20°F (mit A105 CS) |
| Kosten vs. Slip-on | +30 601 TP3 T vs. SO-Basislinie | Ausgangswert |
| Zyklischer Dienst | Erforderlich von ASME B31.3 | Im schweren zyklischen Betrieb verboten (B31.3 §308.2.4) |
“Intern tragen sie ungefähr 2/3 des Innendrucks und 1/3 der Ermüdungslebensdauer eines Schweißhalsflansches.”
Bewertung von Aufsteckflanschen vs. Schweißhals, zitiert aus ASME B16.5-Standardkommentaren in Referenzen zur Industrietechnik
ASME B31.3 308.2.4 sagt: “Soweit er nicht geschützt ist, muss ein Flansch, der unter strengen zyklischen Bedingungen verwendet werden soll, ein Schweißhals sein, der ASME B16.5 oder ASME B16.47 entspricht.”“ Dies ist keine Richtlinie, sondern eine Regel, die befolgt werden muss. ”Schwer zyklisch” impliziert pulsierende Strömung (Pumpen- oder Kompressorleistung), Dampfhammer, Wasserhammer oder alles, was die Konstrukteure erwarten, dass sie vielen Fahrten mit vollem Zyklus unterzogen werden.
Geben Sie den Schweißnaht an, wenn:
- Druckklasse ^300
- Ermüdung, Vibration oder pulsierende Strömung
- Erhöhte Temperatur mit thermischem Zyklus
- Giftiger, brennbarer oder Wasserstoffservice
- Nach dem Schweißen PWHT erforderlich
- Vergrabene oder isolierte Rohrleitungen (begrenzter Wiederinspektionszugang)
- Durch die Verbindung mit Armaturen (Ellen, Abschläge) wird eine quadratische Fläche gewährleistet
Einschlupf kann akzeptabel sein:
- Nur Wasser-/Versorgungsdienstleistungen der Klasse 150
- Temporäre Verbindungen mit geplanter Entfernung
- Feldanpassung mit erheblicher axialer Einstellung erforderlich
- Budgetkritischer, leicht zugänglicher, ungefährlicher Service
- Nicht an Gerätedüsen oder vibrierenden Maschinen
Lesen Sie das Definitiv Führung zu Flanschtypen und besuchen Sie die Seite mit dem Schweißhalsflansch von Balingsteel, um mehr über zusätzliche Anwendungen zu erfahren.
Was ist der Unterschied zwischen einem Schweißnahtflansch und einem Einschubflansch?
Ein Schweißnahtflansch bildet die Verbindung zwischen Rohr und Gefäß/Gerät über eine einzige, durch die Nabe hindurchgehende Volldurchdringungs-Stumpfschweißung, die die gleiche Festigkeit wie die Rohrwand aufweist. Umgekehrt verbinden sich Aufsteckflansche über das Rohrende mit zwei Kehlschweißnähten (eine an der Innenbohrung und eine an der Außenfläche). Auch wenn Aufsteckflansche typischerweise kostengünstiger zu schweißen sind und die Installation schneller und einfacher ist, tragen ihre Verbindungen bei zyklischen Vorgängen etwa ein Drittel der Ermüdungsdauer einer Schweißhalskonfiguration mit sich.
Langschweißflansche (LWN): Anwendungen und Abmessungen der Gefäßdüse

Ein langer Schweißhals ist eine Variante des Standard-WN-Flansches, bei der die Nabe deutlich verlängert wird, um einen kurzen Übergangsschweißstutzen statt eines kurzen Übergangsschweißnähts zu erreichen; Dadurch kann die Stumpfschweißung eine kurze Distanz von der Tankdüsen-Gerätedüse oder der Wärmetauscherdüse entfernt platziert werden, wo es nicht möglich ist, den Stumpf dort zu platzieren, wo Zugang für Inspektion und Schweißen möglich ist.
| Parameter | Standard WN | Langschweißhals (LWN) |
|---|---|---|
| Nabenlänge | Pro ASME B16.5 Tabelle | Erweiterte Projektspezifikation gemäß B16.5 Anhang E |
| Schweißort | Angrenzend an Flanschkörper | Vom Flansch am Ende des Halses verlängert |
| Primäre Anwendung | Inline-Rohr-zu-Rohr-Verbindungen | Druckbehälterdüsen, Wärmetauscherdüsen, Säulenanschlüsse |
| Bohrungskontinuität | Passt zum Rohrbohrungsplan | Passt zu Gefäßdüse/Gerätebohrung |
| ASME-referenz | ASME B16.5 Hauptkörper | ASME B16.5 Anhang E |
LWN-Flansche sind erforderlich, wenn der Gefäßdüsenvorsprung, der aus der Gefäßhülle hervorstehende Rohrabschnitt, zu kurz ist, um eine Standard-WN-Nabe aufzunehmen und gleichzeitig Schweißzugriff und ZfP-Freiraum zu gewährleisten. Der verlängerte Hals bietet auch Freiraum für die Isolationsdicke, wenn die Rohrleitungen aus der Gefäßisolationsdecke austreten. Ein reduzierender Schweißhalsflansch ist eine Sonderform, bei der sich die Halsbohrung von der Flanschflächenbohrung auf eine kleinere Rohrgröße verengt, wodurch ein Reduzierstück entfällt Siehe die Seite mit den Schweißnahtbeschlägen Zum Anschließen von Komponenten, die an LWN-Anschlüssen verwendet werden.
LWN ist ein Muss, nicht optional, wenn der Behälterdüsenvorsprung kleiner als die Standardnabenlänge für einen bestimmten NPS ist. Eine allgemein anerkannte Regel: Wenn weniger als das 1,5-fache des Außendurchmessers des Rohrs zwischen der Gefäßhülle und dem nächstgelegenen Objekt, wie z. B. Isolierung, einem Verstärkungsdüsenpolster oder einer Gefäßhülle, vorliegt. LWN-Halsform ist in B16.5 Anhang E enthalten; Die Halslänge ist nicht in B16.5 angegeben, findet sich aber normalerweise in der Projektspezifikation und Zeichnung.
Schweißen und Installieren: Butt-Weld-Verfahren, Ausrichtungs- und ZfP-Checkliste
ASME B31.3 Prozessrohrleitungscode gilt für die Installation von Schweißhalsflanschen; unterstützt durch viele nationale Labortechnikstandards des DOE Die Reihenfolge basiert auf den im LANL Engineering Standards Manual aufgeführten Anforderungen; Abschnitt REF-3; Revision 0 (http://www.lanl.gov/projects/esweb) und LBL B31.3 Process Piping Guide Revision 2 (http://eet.lbl.gov/rules) Beide sind von ihren nationalen Laborservern aus öffentlich zugänglich.
Checkliste vor der Installation (7 Artikel)
- Bohrung übereinstimmen – Bestätigen Sie, dass die Flanschbohrungs-ID mit der Rohrplan-ID übereinstimmt, bevor Sie den Einbau vornehmen. Erhalten Sie Messungen von beiden. Nehmen Sie nicht einfach an, dass sie übereinstimmen.
- Schnittkantenvorbereitung: Abgeschrägte Rohrkante auf 37,5 Grad gemäß ASME B16.25; Zunder-, Rost- und Ölauftrag im 1 „aus dem Schweißbereich.
- Flanschflächenprüfung: Auf Knicks, Hohlräume und örtliche Höhen prüfen Jegliche Beschädigung, die über den in ASME B16.5 Tabelle 1 angegebenen Grenzwerten liegt, ist neu zu verkleiden.
- Interne Fehlausrichtungsenden der Stumpfschweißung nicht intern falsch ausgerichtet mehr als 0,05 Zoll. Kein Zwang zur Angleichung durch Wedges – Reform dazu.
- Die Flanschflächenparallelität muss mit in1/16” pro Fuß über jeden Durchmesser und innerhalb von 1/8” maximaler Abweichung erfolgen. Bolzenlöcher müssen innerhalb von 1/8” Offset-Maximum liegen.
- Schweißerqualifikation: Der Schweißer muss gemäß ASME Abschnitt IX gemäß der richtigen P-Nummer und F-Nummer qualifiziert sein.
- WPS-Überprüfung – Stellen Sie sicher, dass WPS mit der P-Nummer des Basismaterials und der F-Nummer des Füllmaterials sowie allen Vorwärmvorgängen und anderen erforderlichen Spezifikationen übereinstimmt.
Ein Schweißteam war auf dem Weg zu einer Erdgaskompressionsstation in Alberta, als es von einem Problem erfuhr: Die bestellten Schweißhalsflansche waren nach Anhang 40 gebohrt worden, aber die Kompressorentladungsleitung war nach Anhang 80. “Die 6,3-mm-Bohrung.”Der Schritt hätte keinen Einfluss auf die statische Druckbewertung“, gibt ein Projektingenieur an. ”Die Pulsationsfrequenz des Kompressors entsprach jedoch zufällig der ersten Eigenfrequenz der Geometrie im Schritt. Unsere Analyse ergab, dass dies aufgrund der Spannungskonzentration zu einer Reduzierung der Ermüdungslebensdauer um über 501TP3 TTage geführt hätte.” Die durch die Beschaffung korrekter Bohrungsminderungspläne verursachte Projektverzögerung wurde als zweckmäßiger angesehen.
Erfahrene Rohrleitungsingenieure weisen immer wieder darauf hin, dass Bohrungsinkongruenz der häufigste und kostspieligste vermeidbare Fehler bei der Installation von Schweißhalsflanschen ist. Beim Verbinden von Flanschen unterschiedlicher Bohrungs-IDs ist eine Frequenz zu hoch, die die Düsen-zu-Rohr-Verbindungen des gesamten Gefäßes überbewertet, da die Gefäßdüsen des ASME-Abschnitts VIII normalerweise einen Zeitplan schwerer sind als die zugehörigen B31.3-Rohrleitungen - die Bohrungsstufe sollte bei Lieferungen in der Nähe von Pumpen, Kompressoren oder Hochgeschwindigkeitsströmungsleitungen um 3:1 oder 4:1 abgeschrägt sein.
Die ZfP-Anforderungen hängen von der Fluiddienstleistungskategorie gemäß ASME B31.3 ab:
| Kategorie Fluidservice | Schweißnahtuntersuchung | Volumetrisch (RT oder UT) |
|---|---|---|
| Kategorie D (geringe Konsequenz) | Zufällig visuell | Keine erforderlich |
| Normaler Dienst | 5% visuell | 5% RT oder UT |
| Kategorie M (giftig/entzündlich) | 100% | 20% RT oder UT |
| Schwer zyklisch | 100% | 100% volumetrisch |
| Sauerdienst (NACE) | 100% + Härte | 100% RT |
Quelle: ASME B31.3 Tabelle 341.3.2, wie im LANL B31.3-Prozessrohrleitfaden (engstandards.lanl.gov) erwähnt.
Bolzendrehmomentfolge: Gemäß ASME B31.3 335.2.2 und ASME PCC-1-2019 Richtlinien für die Verbindungsbaugruppe mit gebundenem Druckbolzenflansch drehen Sie die Bolzen kreuz und quer, wobei nicht mehr als 1/3 des endgültigen Drehmoments übergeben werden Bei jedem Drehmomentdurchgang mindestens drei Durchgänge (30% 70% 100%). Nach dem ersten Drehmomentdurchgang prüfen Sie, ob die Flanschflächen parallel bleiben, bevor Sie fortfahren. Eine Neuverriegelung nach dem ersten Aufheizzyklus über 200 F wird empfohlen, da die Entspannung der Dichtung die Bolzenspannung verringert. Siehe Bolzenlast. Bolzenschraubendrehmomenttische Für A193 B7 Bolzenmomentwerte ausgedrückt durch Bolzendurchmesser Siehe auch Spezifikationsführung für Stoßnahtbeschläge Zum Verbinden von Bauteilen.
Wie schweißt man einen Schweißnahtflansch an ein Rohr?
Schweißen Sie den Schweißhalsflansch wie folgt an das Rohr: (1) Bereiten Sie die Rohrabschrägung auf 37,5/ASME B16,25 vor und überprüfen Sie die Bohrung. (2) Stellen Sie die Flanschfläche parallel zur Rohrachse innerhalb von 1/16 Zoll/ft ein, (3) Heftschweißung in 12, 3, 6, 9 Uhrpositionen (1 Zoll Heft), (4) Wurzeldurchlauf mit GTAW und Argonrückspülung (für Wandstärken 3/16’+). (5) Füllen und Kappen gemäß dem genehmigten WPS, (6) führen Sie NDT gemäß den entsprechenden Schrauben durch, Dienstkategorie 7, Drehmoment).
Branchenausblick: Nachfragetrends nach Schweißnahtflanschen 2025 – 2035

Quelle: Global Market Insights, März 2026 Schweißhalsflansche stellen mit ca. 311TP3 T des Gesamtflanschmarktes die umsatzstärkste Produktkategorie dar.
Schweißnahtflansche stellen die dominierende Input-Produktgruppe auf dem weltweiten Flanschmarkt dar, und zwar aufgrund der Nachfrage aufgrund von LNG-Exportterminalprojekten, Arbeiten zur Modernisierung der Öl- und Gas-Midstream-Infrastruktur und dem Ausbau des Wasserstoffpipelinenetzes. LNG-Projekte erfordern Flansche der Klassen 600 und 900 WN in Edelstahl- und Legierungssorten für den Kryobetrieb. Die gleichen Sorten, die den längsten Vorlaufzeiten des Werks ausgesetzt sind.
Die Analyse der Online-Suchvolumina für “Schweißhalsrohrflansch”darstellt dieses Nachfragemuster: Das Keyword-Volumen stieg von ca. 50 monatlichen Suchanfragen im Mai 2025 auf 1000+ Suchanfragen pro Monat im Oktober 2025, was auf einen Anstieg der Beschaffungsforschung hindeutet, der mit der Ankündigung einiger LNG-Terminals einherging Projekte Ende 2025.
Für die normale Beschaffung im Zeitraum 2025-2026: Im Ausland hergestellte Schweißhalsflansche der Klassen 900 und 1500 in NPS „8 und höher sind ab Ende 2025 im Allgemeinen innerhalb von 6-12 Wochen Vorlaufzeit verfügbar, jedoch aufgrund von Schmiedekapazitätsbeschränkungen und steigender Nachfrage aus Energie Umstellungsprogramme. Durch die Fertigstellung der Projektspezifikationen vor Quartal 2 2026 können kritische Pfadverzögerungen vermieden werden, um die Preise und die Stabilität des Mühlenplans der Klasse 600+ sicherzustellen.
Die Ausgabe 2022 von ASME B31.3 hat seine Berechnungen der Ermüdungskurve nach Anhang W geändert. Dies wirkt sich darauf aus, dass Designer Schweißhalsflansche im strengen zyklischen Betrieb unter Berücksichtigung von Spannungsbereichsfaktoren in ihrer Analyse der Rohrleitungsflexibilität angeben. Bitte bestätigen Sie, dass Sie auf die aktuelle B31.3-Ausgabe verweisen, bevor Sie Spezifikationen für Langzyklusprojekte fertigstellen. Die Aktualisierungen der Ausgabe 2022 resultierten aus einer Forschung, die Autoren der Markl-Ermüdungsmethodik untersuchte (Paulin und Hinnant, PVP2008-48241).
Häufig gestellte Fragen
Wofür wird ein Schweißhalsrohrflansch verwendet?
Antwort anzeigen
Schweißhalsrohrflansche sind bei zyklischen Hochdruck-Hochtemperatur-Dienstanwendungen erforderlich, bei denen für Schweiß- oder Hartlötverbindungen eine Strukturverbindung ohne Art von Spannungskonzentratoren vorgesehen werden muss. Diese Bedingungen sind typisch für die vor-, mittelstrom-, nachgeschaltete Öl- und Gasverarbeitung, die petrochemische Verarbeitung, die Stromerzeugung (Dampf und Kondensat), LNG- und Kryosysteme sowie Chemieanlagen. Schweißhalsrohrflansche sind tatsächlich die einzigen erforderlichen Flanschtypen gemäß ASME B31.3 für schwere zyklische, Wasserstoff- und Sauergasdienstleistungen. Siehe Balingsteel-Schweißhalsflanschproduktseite für Material- und Größenverfügbarkeit.
Was ist der Unterschied zwischen ASME B16.5 und ASME B16.47?
Antwort anzeigen
ASME B16.5 regelt Stahlrohrflansche und Flanscharmaturen von NPS ”bis NPS 24 “dies ist der universelle Standard für Schweißhalsflansche in den meisten Rohrleitungsanwendungen. Flansche mit großem Durchmesser von NPS 26 bis NPS 60 werden von ASME B16.47 abgedeckt. B16.47 teilt sich in Serie A (entspricht MSS SP-44, typischerweise in Raffinerie- und Prozessanwendungen verwendet) und Serie B (entspricht API 605, typischerweise in Pipeline-Anwendungen verwendet). Geben Sie immer B16.5 für die Größen NPS 24 und darunter an.
Kann ein Schweißnahtflansch mit einer Steckdosenschweißverschraubung verwendet werden?
Antwort anzeigen
Nr. Ein Schweißnahtflansch verwendet an seiner abgeschrägten Nabe eine Stumpfschweißung; A Steckdosenschweißflansch Verwendet eine Kehlnahtbohrung. Sie unterscheiden sich in der Bohrungsgeometrie, dem Schweißnahttyp und der anwendbaren Druckklasse und sind nicht austauschbar.
Wie gebe ich die richtige Bohrung für einen Schweißnahtflansch an?
Antwort anzeigen
Geben Sie sowohl NPS als auch Rohrplan an Zum Beispiel: “NPS 4, Anhang 40, Bohrung pro ASME B16.5.” Der Hersteller maschinell die Bohrung an, um den Innendurchmesser des angegebenen Zeitplans zu geben Eine Bohrung 4 Sch 40 ist 4,026 “ID. Eine Bohrung 4 Sch 80 ist 3,826 ID “Die Lieferung nur des NPS ohne Zeitplan ermöglicht eine unbekannte Bohrung und schafft eine Chance von 50/50, die falsche Bohrung für das installierte Rohr zu erhalten Dies führt zu Schweißspannungskonzentration, Strömungsturbulenz und Spaltkorrosion.
Sind Schweißnahtflansche für Temperaturen unter Null geeignet?
Antwort anzeigen
Ja, Tabelle A5, das richtige Material. Standard ASTM A105 Kohlenstoff ist auf -20°F minimal eingestuft; unten verliert es an Duktilität und wird anfällig für Sprödigkeit. ASTM A30 LF2 ist für den Kaltbetrieb geeignet: Charpy V-Kerbschlag auf 50°F getestet, Standard an LNG-Importklemmen, kryogenen Rohrleitungen und Anlagen im Norden Kanadas/Alaska. Niedriger benötigen? ASTM A182 F304 und F316 Edelstahlsorten tragen Werte bis -325°F und handhaben flüssigen Stickstoff und flüssigen Sauerstoff problemlos. Zwei Faustregeln: (1) jedes Projekt mit einer Mindesttemperatur unter der Mindesttemperatur von 3.
Wann sollte ich keinen Schweißnahtflansch verwenden?
Antwort anzeigen
Schweißnahtflansche eignen sich nicht für Niederdruckwasser- oder Versorgungsdienstleistungen der Klasse 150, da ein kostengünstigerer Aufsteckflansch ausreichen würde. Sie können bei raumbegrenzten Anlagen aufgrund axialer Abstände aufgrund der Nabenlänge oder temporärer Rohrleitungen, die häufigen Wartungsarbeiten unterliegen, ungeeignet sein. Wenn in diesen Situationen jedes Mal eine Stumpfschweißnaht geschnitten und neu geschweißt werden müsste, wäre ein Aufsteck- oder Muffenschweißflansch möglicherweise geeigneter (sofern die Betriebsbedingungen dies zulassen).
Über diesen Leitfaden
Dieser Spezifikationsleitfaden basiert auf ASME B16.5 (Ausgabe 2017), Dimensions- und Druck-Temperatur-Bewertungsdaten, ASTM-Materialstandards (A105, A350, A182, A694), ASME B31.3 Prozessrohrleitungscode (einschließlich Aktualisierungen der Ermüdungskurve der Ausgabe 2022) und ASME PCC-1-2019 Richtlinien für die Montage von Bolzenverbindungen.
Die Daten der Dimensionstabelle wurden anhand zweier unabhängiger veröffentlichter Referenzquellen kreuzverifiziert. Druck-Temperatur-Bewertungen wurden anhand von zwei Branchenreferenzdatenbanken bestätigt. Wenn Daten einen technischen Konsens oder eine Einzelquellenreferenz darstellen, wird eine einschränkende Sprache verwendet.
Besuch Balingsteels Schweißhalsflansch Produktanleitung Für aktuelle Preise, Vorlaufzeiten und Verfügbarkeit benutzerdefinierter Größen.
Benötigen Sie ASME B16.5 Schweißnahtflansche?
Balingsteel liefert Schweißhalsflansche aus Kohlenstoffstahl, Edelstahl und Legierungen der Klassen 150 bis 2500, NPS ½” bis 24 „mit Materialzertifizierungen und vollständiger MTC-Dokumentation.
Bewertet vom Balingsteel-Ingenieurteam Balingsteel fertigt und liefert ASME B16.5 Schweißhalsflansche in Kohlenstoffstahl-, Edelstahl- und Legierungssorten für Öl- und Gas-, Petrochemie- und Stromerzeugungsanwendungen. Besuchen Sie die Produktseite Schweißnahtflansch Für Maßspezifikationen, Sondergrößen und Großpreise.
Verwandte Artikel
- Schweißnahtflansch, Produktspezifikationen und individuelle Größen
Kohlenstoffstahl und Edelstahl Schweißnaht Halsflansche von Balingsteel - Slip-On-Flansche: Wenn niedrigere Kosten die Technik sinnvoll machenAnwendungszwecke der Klasse 150 und Leitfaden zur Auswahl des SO-Flansches
- ASTM A182 Materialklasse-LeitfadenF304, F316, F11, F22 Edelstahl- und Legierungsflanschsorten
- Arten von Rohrflanschen: Vollständiger AuswahlleitfadenWN, SO, Blind, Steckdosenschweißung, Überlappungsverbindung und mehr
Referenzen und Quellen
- LANL Engineering Standards Manual, Prozessrohrleitfaden REF-3-R0Los Alamos National Laboratory (US-Energieministerium)
- EN 13480 vs. ASME B31 Codevergleichsbericht (2024) – US-Energieministerium (enthält ASME B31.3 308.2.4 wörtlich)
- B31.3 Prozessrohrleitungsleitfaden, Revision 2Lawrence Berkeley National Laboratory (US-Energieministerium)
- Global Flanges Market Size & Share Report, März 2026Global Market Insights, Inc.
- ASME B31 Piping-Updates für Stress Range Factors (Februar 2024) – Paulin Research Group (autoritärer Kommentar zu B31.3 2022 Anhang W Ermüdungsaktualisierungen)

