


ESPECIFICACIONES RÁPIDAS
| Norma rectora | ASME B16.5 (NPS ½”-24®); ASME B16.47 para NPS 26«-60® |
| Clases de presión | 150 / 300 / 600 / 900 / 1500 / 2500 |
| Conexión de soldadura | Soldadura a tope de penetración total (unión de soldadura única) |
| Tipos de caras comunes | Cara elevada (RF) · Cara plana (FF) · Junta tipo anillo (RTJ) |
| Grado de acero al carbono | ASTM A105 (servicio general); ASTM A350 LF2 (baja temperatura) |
| Grado inoxidable/aleación | ASTM A182 F304, F316, F11, F22 |
| Designaciones cortas | WN · WNRF · WN-RF |
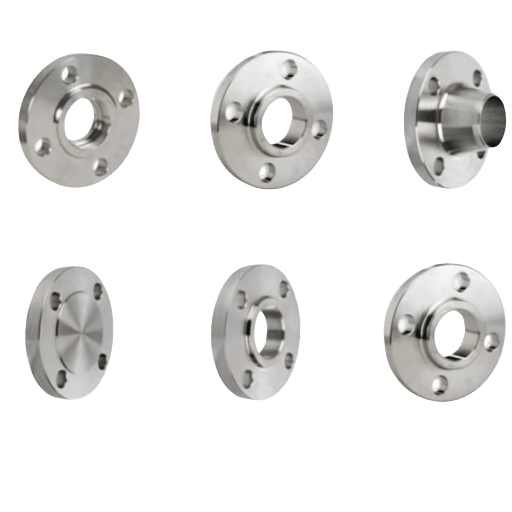
La brida para tubos con cuello de soldadura, también llamada brida para tubos con cuello de soldadura o brida WN, es una brida de acero forjado que se caracteriza por un cubo largo y cónico que hace una transición suave a la tubería a la que está soldada. La brida se fija al extremo del tubo mediante una soldadura a tope de penetración total, una única costura continua que hace que la brida y el tubo se comporten como una sola entidad. Lo que encontrará aquí son tablas de clasificación de presión-temperatura ASME B16.5, tablas de dimensiones Clase 150, comparación de tipos de caras, tablas de selección de grados de materiales, matri×de decisión versus brida deslizantes y lista de verificación de instalación del código.
esta guía de especificaciones sirve como ayuda para ingenieros de compras, diseñadores de tuberías y compradores de proyectos encargados de seleccionar bridas de cuello de soldadura para aplicaciones de plantas de proceso, petroquímicas, de generación de energía y de petróleo y gas.
¿qué es una brida de tubería con cuello soldado? Geometría del cubo, tipo de soldadura y lógica de ingeniería
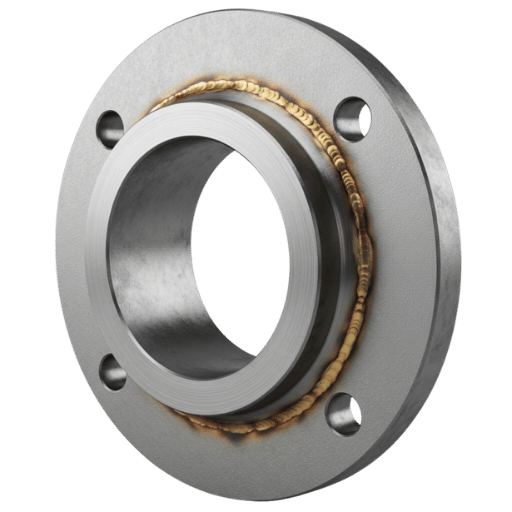
Una brida de cuello de soldadura ñanga ñan también llamada brida de cuello de soldadura o brida WN ñan se identifica por un cubo cónico alargado que se estrecha gradualmente en espesor hasta que su diámetro coincide con el tubo a unir. El extremo del cubo se estrecha con un bisel para permitir la soldadura a tope por penetración total. No subestimes el papel de este perfil: su forma cónica distribuye mejor las cargas de flexión y presión a lo largo del cubo en lugar de solo en la punta de la soldadura.
Su cubo suavemente ahusado proporciona lo que los ingenieros llaman una transición suave entre la sección pesada de la brida y la pared de tubería relativamente delgada. Esa transición suave da como resultado un flujo uniforme de tensión, evitando puntos altos localizados o áreas de acumulación a lo largo de la conexión. Esta es la razón fundamental por la que las bridas de cuello soldado superan a otros tipos de bridas en condiciones que implican alta vibración, carga cíclica constante, temperaturas e×tremas de calor o frío o servicio severo.
Debido a su soldadura a tope de penetración total según el código de tubería de proceso ASME B31.3, el cuello de soldadura crea una brida y un tubo de unión metalúrgicamente continua que se comportan como una sola estructura bajo carga. El resultado es que el código de tubería de proceso ASME B31.3 califica una unión de cuello de soldadura de la misma manera que la tubería misma para los cálculos de tensión, mientras que una conexión deslizante incurre en una penalización por fatiga (ver guía de brida deslizante para información adicional).
✔ Ventajas
- Distribución de tensiones e×celentes a lo largo de un cubo cónico
- Diámetro sin restricciones, sin restricción de flujo ni turbulencia
- Soldadura a tope de penetración total, inspeccionable radiográficamente desde el exterior
- Clasificado para las seis clases de presión ASME B16.5 (150-2500)
- Maneja fatiga, vibración y carga cíclica
- Adecuado para temperaturas bajo cero y elevadas con el material correcto
- Conexión soldada directa a cualquier accesorio soldado a tope, incluidos codos, tees y reductores
- Sin grietas por erosión entre el orificio de la brida y la tubería OD.
⚠ Limitati
- Mayor costo unitario versus sin cordones (+30-60% típico)
- Requiere un soldador calificado y una Especificación de procedimiento de soldadura (WPS)
- Requiere mayor esfuerzo y tiempo de instalación; Incluye soldaduras de raíz y tapa final además de soldaduras de relleno.
- El diseño de cubo largo y ahusado permite una distancia adicional desde la pared de la tubería o el accesorio a la cara de sellado de la brida que el deslizante o brida de soldadura con casquillos
- La identificación de la tubería debe especificarse en la orden de compra para que coincida con el diámetro interno de la brida y la tubería programada.
Su soldadura a tope de penetración total según el código de tubería de proceso ASME B31.3 forma una estructura metalúrgicamente continua con la tubería conectada que produce una tensión cíclica exactamente como lo hace la tubería sola. Debido a que las conexiones del cuello de soldadura reciben los mismos factores de intensificación de tensión que la tubería, algo que una conexión de brida deslizante soldada con filete no permite una equivalencia en los cálculos de diseño.
¿cuál es la ventaja de las pestañas para el cuello soldado?
Las bridas para cuello de soldadura proporcionan cuatro beneficios de ingeniería fundamentales en relación con otros tipos de bridas: primero, el cubo cónico sirve para distribuir la carga del momento flector a lo largo de toda la almohadilla, eliminando la concentración de tensión inherente a la punta de una soldadura de filete. En segundo lugar, el diámetro interior del orificio se adapta exactamente a la sección de tubería, por lo que no hay ningún paso que provoque turbulencias, erosión y corrosión por grietas. En tercer lugar, la soldadura a tope es accesible para pruebas de radiografía desde el exterior (lo que simplifica la inspección no destructiva). En cuarto lugar, la única junta de soldadura continua evita una grieta interna en la que el fluido del proceso puede acumularse en aplicaciones corrosivas y de alta pureza.
Clases de presión ASME B16.5: selección de la clasificación correcta (150 a 2500)
ASME B16.5 especifica seis categorías de presión para bridas de cuello de soldadura: 150, 300, 600, 900, 1500 y 2500. Cada categoría tiene una clasificación de temperatura de presión (PT) que cae al aumentar la temperatura, ya que el acero se debilita a medida que se calienta. Un patrón inadecuado de selección es una violación del código -ñan y, en la práctica, las fallas van desde la filtración de la junta hasta que un componente completo sufre una ruptura violenta.
A continuación se muestran las clasificaciones de presión-temperatura para el Grupo de materiales 1.1 (acero al carbono ASTM A105) según ASME B16.5. Las cifras están en psi; la clasificación cae a altos niveles de temperatura porque el límite elástico disminuye a medida que aumenta la temperatura del material.
| Temperatura (°F) | Clase 150 | Clase 300 | Clase 600 | Clase 900 | Clase 1500 | Clase 2500 |
|---|---|---|---|---|---|---|
| -20 până la 100 | 285 | 740 | 1,480 | 2,220 | 3,705 | 6,170 |
| 200 | 260 | 675 | 1,350 | 2,025 | 3,375 | 5,625 |
| 300 | 230 | 655 | 1,315 | 1,970 | 3,280 | 5,470 |
| 400 | 200 | 635 | 1,270 | 1,900 | 3,170 | 5,280 |
Fuente: ASME B16.5, Grupo de materiales 1.1 (verificado con dos referencias independientes de la industria). Interpolación lineal permitida para temperaturas intermedias.
Marco de decisión de clases de presión
- Presión del sistema 285 psi Y temperatura 400 F Y servicio público/agua Clase 150 aceptable
- Presión del sistema 286-740 psi O cualquier fluido peligroso (HC, vapor, ácido) Clase 300 mínima
- Presión 741-1,480 psi O servicio de hidrógeno/gas de proceso Clase 600
- GNL criogénico, vapor a alta presión, submarino o servicio amargo Clase 900 o superior
- Transmisión de gas a alta presión (ASME B31.8) o proceso de ultra alta presión Clase 1500 / 2500
Nunca seleccione una clase de brida de presión más baja basándose únicamente en la presión de funcionamiento. ASME B31.3 exige que la tubería esté clasificada para los límites superiores de presión del proceso en condiciones de diseño (1,5 presión de trabajo máxima permitida), condiciones de tránsito y de recalcado. El sistema podría estar funcionando a 200 psi, pero podría ver 350 psi durante un levantamiento de válvula de alivio. Entonces se violaría el límite superior de 285 psi de la Clase 150.
Los equipos de adquisiciones de campo habitualmente mantienen la Clase 300 como el sitio mínimo para los sistemas de refinería y plantas químicas, independientemente de la presión operativa. Un ingeniero de tuberías que supervisa una actualización tosca del precalentador en una refinería de la Costa del Golfo señaló irónicamente que: estandarizar la Clase 300 en una planta significa que la instalación puede aumentar las clasificaciones de presión más adelante, desviar los servicios y evitar mantener dos inventarios de bridas diferentes (por lo tanto, la prima de costo versus Clase 150 es insignificante cuando se amortiza durante el período de operación de la planta de 25 a 40 años).
Requisitos de marcado ASME B16.5 para bridas de cuello soldado: nombre del fabricante o marca registrada especificación del material clase de presión tamaño nominal de la tubería designador de revestimiento (RF/FF/RTJ) calor o número de serie para trazabilidad. Verifique estas marcas con el certificado de prueba del molino antes de instalarlas.
Dimensiones de las bridas del cuello soldado: Tabla de referencia NPS ½” a 12 « (Clase 150)

Esta tabla proporciona las dimensiones de la brida del cuello de soldadura ASME B16.5 Clase 150 para NPS ” a 12 «. Todas las medidas son pulgadas. El diámetro del orificio no se proporciona ya que la dimensión varía; El tamaño del orificio se mecanizará según el diámetro interior del programa de tuberías adyacente en el momento de la fabricación. Se requerirán NPS y cronograma al momento del pedido.
| Servicio Nacional de Salud | OD (O) | Círculo de pernos (BC) | Sin pernos | Dia del orificio del perno. | Dia del centro. en la base | Longitud a través del cubo (H) |
|---|---|---|---|---|---|---|
| ½” | 3.50 | 2.38 | 4 | 0.62 | 0.84 | 1.88 |
| 3⁄4” | 3.88 | 2.75 | 4 | 0.62 | 1.05 | 2.06 |
| 1″ | 4.25 | 3.12 | 4 | 0.62 | 1.32 | 2.19 |
| 1½” | 5.00 | 3.88 | 4 | 0.62 | 1.90 | 2.44 |
| 2″ | 6.00 | 4.75 | 4 | 0.75 | 2.38 | 2.50 |
| 3″ | 7.50 | 6.00 | 4 | 0.75 | 3.50 | 2.75 |
| 4″ | 9.00 | 7.50 | 8 | 0.75 | 4.50 | 3.00 |
| 6″ | 11.00 | 9.50 | 8 | 0.88 | 6.63 | 3.50 |
| 8″ | 13.50 | 11.75 | 8 | 0.88 | 8.63 | 4.00 |
| 10″ | 16.00 | 14.25 | 12 | 1.00 | 10.75 | 4.00 |
| 12″ | 19.00 | 17.00 | 12 | 1.00 | 12.75 | 4.50 |
Datos compilados de dos fuentes independientes de la industria y verificados de forma cruzada con las tablas de referencia ASME B16.5-2017 publicadas. Los valores de diámetro del cubo en la base y longitud del cubo son para RF Clase 150; Las clases de presión más altas utilizan el mismo patrón de diámetro exterior/perno pero diferentes perfiles de cubo.
El tamaño del orificio de una brida de cuello de soldadura se mecanizará según el diámetro interior del programa de tuberías requerido en el momento en que se realiza el pedido. El diámetro interior del orificio para un NPS Schedule 40 de 4® será de 4,026®. El orificio interior para un NPS Schedule 80 de 4® será de 3,826®. La especificación del cronograma no es opcional. Un orificio inigualable creará un paso en la soldadura que actúa como una obstrucción del flujo, una concentración de tensiones y un entorno adecuado para la corrosión por grietas. Especifique siempre en la orden de compra como: NPS + cronograma (es decir, “NPS 4, Sch 40, orificio según ASME B16.5”).
Tipos de cara: cara elevada (RF), cara plana (FF) y articulación tipo anillo (RTJ)
El tipo de cara define la geometría de la junta y el método de sellado. ASME B16.5 La Sección 6 establece que el tipo de cara predeterminado para las bridas de cuello soldado es Raised Face. Cualquier orden de compra que no especifique un tipo de cara se fabricará automáticamente con una configuración de cara elevada (RF). Los tipos de caras de brida inconsistentes en una unión con brida son un error frecuente en la especificación del sistema de tuberías y tienen una serie de resultados posibles, incluidas juntas con fugas, carcasas agrietadas, etc.
| Parámetro | Cara elevada (RF) | Cara plana (FF) | Junta tipo anillo (RTJ) |
|---|---|---|---|
| Superficie de asiento | Anillo elevado, 0,060-0,250 « por encima de la cara OD del reborde | Al ras con la cara OD de brida | La ranura mecanizada con precisión acepta anillos de metal |
| Tipo junta | Herida en espiral o junta de lámina | Junta blanda de cara completa | Anillo metálico ovalado u octogonal |
| Clasa de presiune maximă | 2500 | 300 (límite superior típico) | 2500 |
| Servicio típico | Plantas de proceso, petróleo y gas, industriales estándar | Servicios de agua, bridas para bombas de hierro fundido | Alto P/T, offshore, servicio amargo, H2 |
| Designación ASME | RF (predeterminado según B16.5 §6) | FF | RTJ sau RJ |
El acoplamiento de una brida de cuello de soldadura de cara elevada a un cuerpo de bomba de hierro fundido de cara plana hace que el anillo elevado cree un puente a través del centro de la junta que produce cargas puntuales que resultarán en la fractura de la carcasa de hierro fundido. Este tipo de falla se experimenta muy comúnmente cuando se trabaja en instalaciones de tuberías cuando un ingeniero no ha revisado el tipo de cara del equipo de acoplamiento según el orden de las bridas. Siempre se debe tener en cuenta el tipo de cara del equipo contiguo al solicitar las bridas. Consulte la sección 6 de la norma ASME B16.5 para obtener más explicaciones sobre las aplicaciones predeterminadas de cara elevada (RF) y de cara plana (FF).
¿cuál es la diferencia entre bridas de cara elevada y de cara plana?
Cara elevada significa que se mecanizará un pequeño anillo elevado en la superficie de la cara de la brida. La carga del perno se concentra en esta superficie elevada, lo que da como resultado una mayor tensión de asiento de la junta lograda con una junta pequeña. Cara plana significa que el área de asiento está al ras del diámetro exterior de la brida; y la junta cubre toda la cara de la brida. La cara elevada (RF) es el tipo de cara más común y ampliamente utilizado, principalmente para aplicaciones de acero a acero en tuberías industriales, pero al conectar bridas de acero a equipos de hierro fundido (o hierro dúctil). Se utilizan conexiones de bridas de cara plana (FF). El FF se utiliza para eliminar la superficie elevada que se encuentra en una brida de RF, que puede arquear la brida dúctil más débil y provocar grietas por tensión cuando se aprietan bajo presión.Bridas ciegas tipo RTJ ofrezca el más alto nivel de integridad de sellado en cualquier cierre de recipiente a presión diseñado para las aplicaciones más difíciles.
Grados de materiales: acero al carbono A105, bridas para cuello soldadas de aleación e inoxidable A182
El grado del material se utiliza para definir limitaciones de temperatura, aplicaciones corrosivas y propiedades físicas. Si bien el estándar ASME B16.5 enumera unos cuarenta y cuatro (44) grupos de materiales diferentes que pueden considerarse para su uso en bridas de cuello de soldadura, la mayoría se clasifican en las cuatro categorías que se muestran a continuación, que también son especificaciones astm.
| Grado ASTM | Tensura mínima | Rendimiento mínimo | Rango de temperatura | Servicio típico | Índice de costos |
|---|---|---|---|---|---|
| A105 (CS) | 485 MPa (70 ksi) | 250 MPa (36 ksi) | -20°F până la 1000°F | Tuberías generales de acero al carbono, petróleo y gas, vapor | 1.0× |
| A350 LF2 (CS, baja temperatura) | 485 MPa (70 ksi) | 250 MPa (36 ksi) | -50°F până la 800°F | Tuberías criogénicas, GNL, clima frío | 1.3× |
| A182 F304 (SS 304) | 485 MPa (70 ksi) | 205 MPa (30 ksi) | -325°F până la 1500°F | Alimentos, farmacia, servicios levemente corrosivos | 5–7× |
| A182 F316 (SS 316) | 515 MPa (75 ksi) | 205 MPa (30 ksi) | -325°F până la 1500°F | Servicio químico, marino, de agua de mar, de cloruros | 6–8× |
| A694 F65 (CS de alto rendimiento) | 530 MPa (77 ksi) | 450 MPa (65 ksi) | Ambiente a 800°F | Transmisión de gas a alta presión (ASME B31.8) | 1.4× |
Valores A105 confirmados en cuatro fuentes independientes. Los valores A182 son propiedades mecánicas mínimas estándar de ASTM. El índice de costos es indicativo, el precio exacto varía según las condiciones del mercado y la cantidad del pedido.
Cuando un gerente de adquisiciones ordenó un juego de Bridas de acero al carbono ASTM A105 para su uso en el sistema de inyección de hipoclorito de sodio (NaOCl) de una instalación de tratamiento de agua, no esperaban que la corrosión por picaduras comenzara a causar fugas después de solo 18 meses. En NaOCl, los iones cloruro son agresivos y atacan la superficie del acero al carbono en la cara de la brida. Para solucionar esto, reemplazaron las bridas originales Acero inoxidable ASTM A182 F316, seleccionado porque contiene molibdeno (2%-3%) que inhibe las picaduras en ambientes de cloruro. Desafortunadamente, el costo de reemplazar estas bridas fue 1/3 del costo de las bridas originales más seis días de inactividad de la planta.
Al recibir bridas de cuello soldado, asegúrese de que el Certificado de prueba de material (MTC) coincida con las marcas de las bridas:
- El número de calor estampado en la brida coincide con el número de calor del MTC
- Composición química: C, Mn, P, S, Si dentro de los límites de grado ASTM
- Resultados de las pruebas mecánicas: tracción, rendimiento, alargamiento ≥ mínimos
- Condición de tratamiento térmico indicada (forjada/normalizada/N&T)
- Confirmación de PMI para grados de acero inoxidable y aleaciones
Ver el Guía de especificaciones de materiales A105 para un desglose completo de los límites químicos del acero al carbono y los requisitos de tratamiento térmico.
Cuello soldado versus brida deslizante: la matriz de decisión de ingeniería
La elección entre un cuello de soldadura y una brida deslizante se reduce a tres variables: gravedad del servicio, vida útil de la conexión y presión nominal. Las bridas deslizantes son económicas y fáciles de instalar; sin embargo, tienen inconvenientes de ingeniería según los códigos ASME.
| Parámetro | Cuello Soldado (WN) | Deslizante (SO) |
|---|---|---|
| Rango de clases de presión | 150-2500 (toate clasele) | 150-300 típico; La clase 600+ es poco común |
| Tipo de soldadura | 1 soldadura a tope de penetración total | 2 soldaduras de filete (interior + exterior) |
| Vida de fatiga | Vida útil total a fatiga « igual a la tubería | ~1/3 de la vida a fatiga del cuello de soldadura |
| Fuerza de presión | Clasificación de presión de tubería completa | ~2/3 del cuello de soldadura bajo presión interna |
| END sobre soldadura | RT, UT, MPI accesible desde el exterior | Soldadura interior de filete limitada; superficie interior no accesible |
| Capacidad de temperatura mínima | -325°F (con A182 SS) | -20°F (con A105 CS) |
| Costo versus desliz | +30-60% frente a SO línea base | Línea base |
| Servicio cíclico | Requerido por ASME B31.3 | Prohibido en servicio cíclico severo (B31.3 §308.2.4) |
“Internamente soportan aproximadamente 2/3 de la presión interna y 1/3 de la vida útil de fatiga de una brida de cuello de soldadura”
Evaluación de bridas deslizantes versus cuello soldado, citado del comentario estándar ASME B16.5 en referencias de ingeniería de la industria
ASME B31.3 308.2.4 dice que: “A menos que esté protegida, una brida que se utilizará en condiciones cíclicas severas deberá ser un cuello de soldadura conforme a ASME B16.5 o ASME B16.47.” Esta no es una guía, sino más bien una regla que se debe seguir. “Cíclico severo” implica flujo pulsante (salida de bomba o compresor), martillo de vapor, martillo de agua o cualquier cosa que los diseñadores esperen someter a muchos viajes en ciclo completo.
Especifique el cuello soldado cuando:
- Clasa de presiune ≥300
- Fatiga, vibración o flujo pulsante
- Temperatura elevada con ciclos térmicos
- Servicio tóxico, inflamable o de hidrógeno
- Se requiere PWHT después de la soldadura
- Tuberías enterradas o aisladas (acceso limitado a reinspección)
- La conexión a accesorios (codos, tees) garantiza una cara cuadrada
Slip-On puede ser aceptable:
- Clase 150 solo agua/servicio público
- Conexiones temporales con mudanzas previstas
- Se requiere ajuste de campo con un ajuste axial significativo
- Servicio económico, de fácil acceso y no peligroso
- No en boquillas de equipos ni en maquinaria vibratoria
Lea lo definitivo guía de tipos de bridas y visite la página de bridas para cuellos de soldadura de Balingsteel para conocer aplicaciones adicionales.
¿cuál es la diferencia entre un reborde de cuello soldado y un reborde deslizante?
Una brida de cuello de soldadura forma la unión entre la tubería y el recipiente/equipo a través de una única soldadura a tope de penetración completa que pasa a través del cubo y que tiene la misma resistencia que la pared de la tubería. Por el contrario, las bridas deslizantes se conectan sobre el extremo de la tubería con dos soldaduras de filete (una en el orificio interior y otra en la superficie exterior). Aunque las bridas deslizantes suelen ser menos costosas de soldar y la instalación es más rápida y sencilla, sus conexiones conllevan aproximadamente un tercio de la vida útil de una configuración de cuello de soldadura durante operaciones cíclicas.
Bridas de cuello de soldadura largo (LWN): aplicaciones y dimensiones de las boquillas de embarcaciones

Un cuello de soldadura largo es una variante de la brida WN estándar, donde el cubo se extiende significativamente “de manera efectiva un trozo de tubería en lugar de una transición corta; permite colocar la soldadura a tope a una distancia deseada de la boquilla del tanque, la boquilla del equipo o la boquilla del intercambiador de calor donde no es factible colocar la soldadura a tope donde hay acceso disponible para inspección y soldadura.
| Parámetro | Estándar WN | Cuello Soldado Largo (LWN) |
|---|---|---|
| Longitud del cubo | Según tabla ASME B16.5 | Ampliado « según especificación del proyecto o B16.5 Anexo E |
| Ubicación de soldadura | Adyacente al cuerpo de la brida | Extendido desde el reborde, al final del cuello |
| Aplicación primaria | Conexiones tubería a tubería en línea | Boquillas para recipientes a presión, boquillas para intercambiadores de calor, conexiones de columnas |
| Continuidad del orificio | Coincide con el cronograma de perforación de tuberías | Coincide con la boquilla del recipiente/el orificio del equipo |
| Referință ASME | Cuerpo principal ASME B16.5 | ASME B16.5 Anexo E |
Se requieren bridas LWN cuando la protuberancia de la boquilla del recipiente, la sección de tubería que sobresale de la carcasa del recipiente, es demasiado corta para acomodar un cubo WN estándar y al mismo tiempo proporciona acceso al soldador y espacio libre para END. El cuello extendido también proporciona espacio para el espesor del aislamiento donde la tubería sale de la manta aislante del recipiente. Una brida reductora para el cuello de soldadura es una forma especial en la que el orificio del cuello se estrecha desde el orificio de la cara de la brida hasta un tamaño de tubería más pequeño, eliminando un accesorio reductor. Ver el página de accesorios de soldadura a tope para conectar componentes utilizados en terminaciones LWN.
LWN es imprescindible, no opcional, cuando el saliente de la boquilla del recipiente es menor que la longitud estándar del cubo para un NPS determinado. Una regla generalmente aceptada: si hay menos de 1,5 veces el diámetro exterior de la tubería entre la carcasa del recipiente y el objeto más cercano, como aislamiento, una almohadilla de boquilla de refuerzo o una carcasa del recipiente -convocatoria de LWN. La forma del cuello LWN se proporciona en B16.5 Apéndice E; La longitud del cuello no está especificada en B16.5, pero generalmente se encuentra en las especificaciones y dibujos del proyecto.
Soldadura e instalación: procedimiento de soldadura a tope, alineación y lista de verificación de END
El código de tuberías de proceso ASME B31.3 se aplica a la instalación de bridas de cuello de soldadura; respaldado por muchos estándares de ingeniería de laboratorios nacionales del DOE. La secuencia se basa en los requisitos enumerados en el Manual de estándares de ingeniería LANL; sección REF-3; revisión 0 (http://www.lanl.gov/projects/esweb) y revisión 2 de la guía de tuberías de procesos LBL B31.3 (http://eet.lbl.gov/rules) --Ambos son de acceso público desde sus servidores de laboratorio nacional.
Lista de verificación previa a la instalación (7 artículos)
- Coincidencia de orificio - 'Confirme que la ID del orificio de la brida coincida con la ID del programa de tubería antes de realizar el ajuste. Obtenga medidas de ambos, no asuma simplemente que coinciden.
- Preparación del borde cortado: borde del tubo cónico a 37,5 grados de acuerdo con ASME B16.25; Eliminación de incrustaciones, óxido y aceite en 1 « del área de soldadura.
- Inspección de la cara de la brida: inspeccione si hay muescas, hendiduras y puntos altos localizados. Cualquier daño mayor que los límites especificados en ASME B16.5 Tabla 1 deberá repararse.
- Extremos de desalineación interna de soldadura a tope no desalineados internamente más de 0,05 pulgadas. No hay forzamiento de alineación por la reforma Wedges -ñona para hacerlo.
- El paralelismo de la cara de la brida deberá realizarse a 1/16” por pie de cualquier diámetro y dentro de una desviación máxima de 1/8”. Los orificios para pernos estarán dentro de un máximo de desplazamiento de 1/8”.
- Calificación del soldador: El soldador debe estar calificado de acuerdo con la Sección IX de ASME según el Número P y el Número F adecuados.
- Revisión de WPS -para garantizar que WPS coincida con el número P del material base y el número F del material de relleno junto con cualquier precalentamiento y otras especificaciones requeridas.
Un equipo de soldadura estaba de camino a una estación de compresión de gas natural de Alberta cuando recibieron la notificación de un problema: las bridas del cuello de soldadura que se ordenaron habían sido perforadas según el Anexo 40, pero la tubería de descarga del compresor era un Anexo 80. “El 6,3- mm El paso del orificio no afectaría la presión estática nominal”, afirma un ingeniero del proyecto. “Sin embargo, la frecuencia de pulsación del compresor correspondió a la primera frecuencia natural de la geometría en el paso. Nuestro análisis encontró que esto habría llevado a una reducción de más de 50% en la vida útil debido a la concentración de tensiones.” El retraso del proyecto de 3 días causado por el abastecimiento de bridas de programación de diámetro correcto se consideró más conveniente que mitigar el problema de la pulsación.
los ingenieros de tuberías experimentados señalan constantemente la falta de coincidencia de orificios como la falla evitable más frecuente y costosa en la instalación de bridas de cuello de soldadura. Al unir bridas de diferentes ID de orificio (una frecuencia que tiene en cuenta en exceso las juntas de boquilla a tubería de todo el recipiente, ya que las boquillas de recipiente ASME Sección VIII suelen ser un programa más pesadas que las tuberías B31.3 asociadas), el paso del orificio debe biselarse a 3:1 o 4:1 para entregas cercanas a bombas, compresores o líneas de flujo de alta velocidad.
Los requisitos de END dependen de la categoría de servicio de fluidos según ASME B31.3:
| Categoría de servicio de fluidos | Examen de soldadura | Volumétrico (RT o UT) |
|---|---|---|
| Categoría D (bajas consecuencias) | Visual aleatorio | Ninguno requerido |
| Servicio normal | 5% visual | 5% RT o UT |
| Categoría M (tóxico/inflamable) | 100% | 20% RT o UT |
| Cíclico severo | 100% | 100% volumétrico |
| Servicio amargo (NACE) | 100% + dureza | 100% RT |
Fuente: ASME B31.3 Tabla 341.3.2, como se menciona en la guía de tuberías de proceso LANL B31.3 (engstandards.lanl.gov).
Secuencia de torsión de los pernos: De acuerdo con las pautas ASME B31.3 335.2.2 y ASME PCC-1-2019 para el conjunto de junta de brida atornillada con límite de presión, apriete los pernos en un patrón entrecruzado, con no más de 1/3 del torque final. pasado en cada pase de torque -tres pases mínimos (30% 70% 100%). Después del primer pase de torque, verifique que las caras de las bridas permanezcan paralelas antes de continuar. Se recomienda volver a apretar después del primer ciclo de calentamiento por encima de 200F, ya que la relajación de la fluencia de la junta reduce la carga del perno. Ver mesas de torsión de pernos prisioneros para valores de torsión del perno A193 B7 expresados por el diámetro del perno. Ver también guía de especificaciones de accesorios de soldadura a tope para conectar componentes.
¿cómo soldar una brida de cuello soldado a una tubería?
Soldar la brida del cuello de soldadura a la tubería de la siguiente manera: (1) preparar el bisel de la tubería a 37,5/ASME B16.25 y verificar la coincidencia del orificio. (2) coloque la cara de la brida paralela al eje de la tubería dentro de 1/16 pulg./pie., (3) soldar con tachuelas en las posiciones de las 12, 3, 6, 9 en punto (tachuelas de 1 pulgada), (4) pasar raíz con GTAW y purga posterior de argón (para espesores de pared de 3/16’+). (5) llenar y tapar de acuerdo con el WPS aprobado, (6) realizar END de acuerdo con la categoría de servicio correspondiente (ver más abajo, aplicable), (7) apretar pernos en un patrón entrecruzado, tres pasadas.
Perspectivas de la industria: Tendencias de la demanda de bridas para el cuello soldado 2025-2035

Fuente: Global Market Insights, marzo de 2026. Las bridas para cuello soldado representan la categoría de producto más grande por ingresos con aproximadamente 31% del mercado total de bridas.
Las bridas para mástiles de soldadura constituyen el grupo de productos de entrada dominante en el mercado mundial de bridas, debido a la demanda derivada de los proyectos de terminales de exportación de GNL, los trabajos de mejora de la infraestructura intermedia de petróleo y gas y la expansión de la red de oleoductos. Los proyectos de GNL requieren bridas WN Clase 600 y Clase 900 en acero inoxidable y grados de aleación para servicio criogénico (los mismos grados que enfrentan los plazos de entrega de fábrica más prolongados).
El análisis de los volúmenes de búsqueda en línea de “bridas de tubería de cuello soldado” presenta este patrón de demanda: el volumen de palabras clave aumentó de c.50 búsquedas mensuales en mayo de 2025 a más de 1000 búsquedas por mes en octubre de 2025, lo que indica un aumento en la investigación de adquisiciones que fue paralelo al anuncio de algunos Proyectos de terminales de GNL a finales de 2025.
Para adquisiciones normales en 2025-2026: las bridas para cuello de soldadura Clase 900 y Clase 1500 producidas en el extranjero en NPS 8 « y superiores generalmente están disponibles dentro de un plazo de 6 a 12 semanas a partir de finales de 2025, pero debido a las restricciones de capacidad de forja y la creciente demanda de energía. programas de transición. Finalizar las especificaciones del proyecto antes del trimestre 2 de 2026, para garantizar que los precios de Clase 600+ y la estabilidad del cronograma de la fábrica puedan evitar retrasos críticos en el camino.
La edición 2022 de ASME B31.3 modificó sus cálculos de la curva de fatiga del Apéndice W. Esto afecta a los diseñadores que especifican bridas de cuello de soldadura en servicio cíclico severo considerando factores de rango de tensión en su análisis de flexibilidad de tuberías. Confirme que está haciendo referencia a la edición actual B31.3 antes de finalizar las especificaciones sobre proyectos de ciclo largo. Las actualizaciones de la edición de 2022 fueron el resultado de una investigación que estudió a los autores de la metodología de fatiga de Markl (Paulin y Hinnant, PVP2008-48241).
Preguntas frecuentes
¿para qué se utiliza una brida para tubos con cuello soldado?
Ver respuesta
Las bridas para tuberías de cuello de soldadura son necesarias en aplicaciones de servicio cíclico de alta presión y alta temperatura donde se debe proporcionar una junta estructural sin ningún tipo de concentradores de tensión para juntas soldadas o soldadas. Estas condiciones son típicas en el procesamiento de petróleo y gas aguas arriba, a mitad de camino, aguas abajo, procesamiento petroquímico, generación de energía (vapor y condensado), GNL y sistemas criogénicos, y plantas químicas. De hecho, las bridas para tubos de cuello de soldadura son el único tipo de brida requerido según ASME B31.3 para servicios cíclicos severos, de hidrógeno y de gas amargo. Consulte la página del producto de bridas para cuellos de soldadura Balingsteel para conocer la disponibilidad de materiales y tamaños.
¿cuál es la diferencia entre ASME B16.5 y ASME B16.47?
Ver respuesta
ASME B16.5 rige las bridas para tuberías de acero y los accesorios con bridas desde NPS ” hasta NPS 24« «este es el estándar universal para bridas de cuello soldado en la mayoría de las aplicaciones de tuberías. Las bridas de gran diámetro desde NPS 26® hasta NPS 60® están cubiertas por ASME B16.47. B16.47 se divide en Serie A (equivalente a MSS SP-44, típicamente utilizado en aplicaciones de refinería y procesos) y Serie B (equivalente a API 605, típicamente utilizado en aplicaciones de tuberías). Especifique siempre B16.5 para tamaños NPS 24® e inferiores.
¿se puede utilizar una brida de cuello de soldadura con un accesorio de soldadura de casquillo?
Ver respuesta
No. Una brida de cuello de soldadura utiliza una soldadura a tope en su cubo biselado; a brida de soldadura con casquillo utiliza una soldadura de filete en un orificio de casquillo. Se diferencian en la geometría del orificio, el tipo de soldadura y la clase de presión aplicable: no son intercambiables.
¿cómo especifico el orificio correcto para una brida de cuello de soldadura?
Ver respuesta
Especifique tanto NPS como el programa de tuberías. Por ejemplo: “NPS 4, Anexo 40, orificio según ASME B16.5.” El fabricante mecaniza el orificio para obtener el diámetro interior del programa especificado. Un orificio Sch 40 de 4 « tiene una identificación de 4,026 «. Un orificio Sch 80 de 4 « tiene una identificación de 3,826 «. Suministrar solo el NPS sin programación permite un orificio desconocido y crea una probabilidad 50/50 de recibir el orificio incorrecto para la tubería instalada. Esto da como resultado concentración de tensiones de soldadura, turbulencia de flujo y corrosión por grietas.
¿las bridas para cuello soldado son adecuadas para temperaturas bajo cero?
Ver respuesta
Sí, con el material adecuado. El acero al carbono estándar ASTM A105 está clasificado como mínimo a -20°F; por debajo de eso, pierde ductilidad y se vuelve susceptible a fracturas frágiles. ASTM A350 LF2 es el grado de referencia para el servicio en frío: Charpy V-notch probado a -50°F, estándar en terminales de importación de GNL, tuberías criogénicas e instalaciones en el norte de Canadá/Alaska. ¿Necesita más bajo? Los grados de acero inoxidable ASTM A182 F304 y F316 tienen clasificaciones de hasta -325°F y manejan el servicio de nitrógeno líquido y oxígeno líquido sin problemas. Dos reglas generales: (1) cualquier proyecto con una temperatura mínima de diseño inferior a -20°F requiere automáticamente material probado por impacto según ASME B31.3 Tabla 323.2.2; (2) verificar que la temperatura de prueba de impacto en el Certificado de prueba de molino esté a su temperatura mínima de diseño o por debajo de ella antes de la instalación.
¿cuándo no debo utilizar una brida de cuello de soldadura?
Ver respuesta
Las bridas para mástiles de soldadura no son adecuadas para agua a baja presión o servicios públicos de la Clase 150, ya que sería suficiente una brida deslizante de menor costo. Pueden ser inapropiados en instalaciones con espacio limitado debido a espacios libres axiales causados por la longitud del cubo o líneas de tubería temporales sujetas a mantenimiento frecuente, donde sería necesario cortar y volver a soldar una soldadura a tope cada vez; en estas situaciones, una brida de soldadura deslizante o con casquillo podría ser más apropiado (si las condiciones de servicio lo permiten).
Acerca de esta guía
Esta guía de especificaciones se basa en datos dimensionales y de clasificación de presión y temperatura de ASME B16.5 (edición de 2017), estándares de materiales ASTM (A105, A350, A182, A694), código de tubería de proceso ASME B31.3 (incluidas las actualizaciones de la curva de fatiga de la edición de 2022) y Pautas de ensamblaje de juntas atornilladas ASME PCC-1-2019.
Los datos de la tabla de dimensiones se verificaron de forma cruzada con dos fuentes de referencia publicadas independientes. Las clasificaciones presión-temperatura se confirmaron con dos bases de datos de referencia de la industria. Cuando los datos representan consenso de ingeniería o referencia de fuente única, se utiliza lenguaje limitante.
Visita Guía del producto de bridas para cuello soldado de Balingsteel para precios actuales, plazos de entrega y disponibilidad de tamaños personalizados.
¿necesita bridas para cuello soldado ASME B16.5?
Balingsteel suministra bridas de acero al carbono, acero inoxidable y cuello de aleación para soldaduras de Clase 150 a 2500, NPS ½” a 24®, con certificaciones de materiales y documentación completa de MTC.
Revisado por el equipo de ingeniería de Balingsteel. Balingsteel fabrica y suministra bridas de cuello soldado ASME B16.5 en acero al carbono, acero inoxidable y grados de aleaciones para aplicaciones de petróleo y gas, petroquímicas y de generación de energía. Visita el página del producto de brida de cuello soldado para especificaciones dimensionales, tamaños personalizados y precios al por mayor.
Artículos relacionados
- Brida para cuello soldado, especificaciones de producto y tamaños personalizados
Bridas de acero al carbono y cuello soldado inoxidable de Balingsteel - Bridas deslizantes: cuando el menor costo da sentido a la ingenieríaAplicaciones de servicios públicos Clase 150 y guía de selección de bridas SO
- Guía de calidad de materiales ASTM A182Grados de bridas de aleación y acero inoxidable F304, F316, F11, F22
- Tipos de Bridas de Tubería: Guía de Selección CompletaWN, SO, persiana, soldadura por casquillo, junta solapada y más
Referencias y fuentes
- Manual de estándares de ingeniería LANL, Guía de tuberías de proceso REF-3-R0Laboratorio Nacional de Los Álamos (Departamento de Energía de EE. UU.)
- Informe comparativo de códigos EN 13480 frente a ASME B31 (2024) ñan Departamento de Energía de EE. UU. (contiene ASME B31.3 308.2.4 palabra por palabra)
- B31.3 Guía de tuberías de proceso, Revisión 2Laboratorio Nacional Lawrence Berkeley (Departamento de Energía de EE. UU.)
- Informe sobre el tamaño y la participación del mercado global de bridas, marzo de 2026Perspectivas del mercado global, Inc.
- Actualizaciones de tuberías ASME B31 para factores de rango de estrés (febrero de 2024) «grupo de Investigación Paulin (comentario autorizado sobre las actualizaciones de fatiga del Apéndice W del B31.3 2022)

