


クイック スペック
| 準拠規格 | ASME B16.5 (NPS ½” ″24 ″); NPS 26 ″ ″のためのASME B16.47 |
| 圧力クラス | 150 / 300 / 600 / 900 / 1500 / 2500 |
| 溶接 接続 | フルペネトレーション突合せ溶接(シングル溶接継手) |
| 一般的な顔の種類 | 隆起面(RF)・フラットフェイス(FF)・リングタイプジョイント(RTJ) |
| 炭素鋼の等級 | ASTM A105 (一般サービス); ASTM A350 LF2 (低温) |
| ステンレス/合金グレード | ASTM A182 F304、F316、F11、F22 |
| 短い指定 | WN ・ WNRF ・ WN-RF |
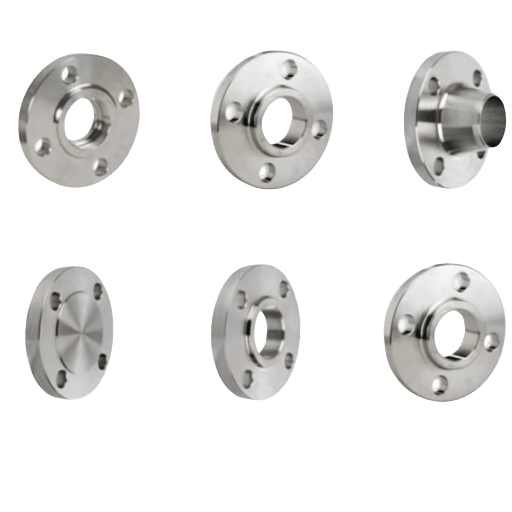
溶接首の管フランジは、また溶接首のフランジまたはWNのフランジと呼ばれる、それが溶接される管に滑らかに移る長い、先を細くされたハブによって特徴付けられる鍛造された鋼鉄フランジです。 flangeは完全な浸透の突合せ溶接によって管の端に取り付けます ⁄ フランジと管が1 つの実体として振る舞うようにする単一の連続した継ぎ目 ここに見つけるものはASME B16.5 の圧力-温度の評価図表、クラス150 の次元表、面タイプ比較、物質的な等級の選択図表、決定matri×対です スリッポンフランジコードからの S およびインストール チェックリスト。.
この仕様ガイドは、石油 ガス、石油化学、発電、プロセス プラント用途の溶接ネック フランジの選択を任されている購入エンジニア、配管設計者、プロジェクト購入者にとって補助的な役割を果たします。.
溶接ネックパイプフランジとは ハブジオメトリ、溶接タイプ&エンジニアリングロジック
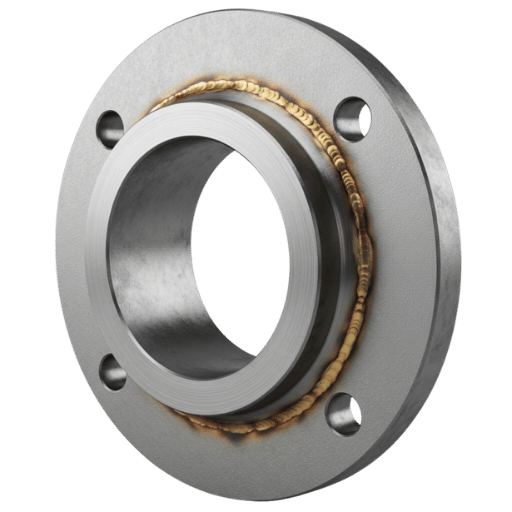
溶接ネックフランジ (weld neck flange =溶接ネックフランジ、またはWNフランジ (WN flange) とも呼ばれる) は、細長い円錐形のハブによって識別され、その直径が取り付けられるパイプと一致するまで徐々に厚さが狭くなります。ハブの端はベベルで先細りになり、完全な貫通突合せ溶接が可能になります。このプロファイルの役割を過小評価しないでください。その先細りの形状は、溶接のつま先だけでなく、ハブの長さに沿って曲げ荷重と圧力荷重をより適切に分散します。.
その滑らかに先細りのハブは、エンジニアがフランジの重いセクションと比較的薄いパイプ壁の間の滑らかな移行と呼ぶものを提供します。その滑らかな移行により、均一な応力の流れが生じ、接続に沿った局所的な高点や蓄積領域が防止されます。これが、高振動、一定の周期的荷重、extreme の高温または低温、または厳しいサービスを伴う条件下で、溶接ネック フランジが他のフランジ タイプよりも優れた性能を発揮する根本的な理由です。.
ASME B31.3 プロセス配管コードに従って完全貫通突合せ溶接が行われるため、溶接ネックは冶金学的に連続した接合部 ⁄ フランジを作成し、パイプは荷重下で単一の構造として動作します。その結果、ASME B31.3 プロセス配管コードは、応力計算の目的で溶接ネック接合部をパイプ自体と同じ評価しますが、スリップオン接続には疲労ペナルティが課せられます (ビュー) スリッポンフランジガイド 追加情報については、.
嬴 利点
- テーパーハブに沿った電子 x のセレント応力分布
- 無制限の穴、流量制限や乱流はありません
- 完全な浸透の突合せ溶接、外部からX線写真で検査可能
- 6 つの ASME B16.5 圧力クラスすべて (150 ~ 2500) で評価されています
- 疲労、振動、周期的な荷重に対応します
- 正しい材料で氷点下および高温に適しています
- 肘、ティー、減速機など、突合せ溶接継手に直接溶接接続します
- フランジボアとパイプODの間に侵食のための隙間はありません。.
壬 制限
- より高い単価対スリッポン(+30 ~ 60%典型的)
- 資格のある溶接機および溶接手順仕様 (WPS) が必要です
- 取付けるために大きい努力そして時間を要求します; 満ちる溶接に加えて根および最終的な帽子の溶接を含んでいます。.
- 長くて先細りのハブ設計により、スリップオンやスリップオンよりもパイプの壁や継手からフランジシール面までの距離を長くすることができます ソケット溶接フランジs
- フランジの内径とスケジュールされたパイプに一致するように、パイプ ID を注文書に指定する必要があります。.
ASME B31.3 プロセス配管コードに従ってその完全な浸透突合せ溶接は、接続されたパイプと冶金学的に連続した構造を形成し、パイプ単独の場合とまったく同じように周期応力に屈します。これは、溶接ネック接続がパイプと同じ応力強化係数を受けるためです。 - フィレット溶接スリップオン フランジ接続は、設計計算における同等性を許容しません。.
ウェルドネックフランジの利点は何ですか?
溶接首のフランジは他のフランジのタイプと比較する4 つの基本的な工学利点を提供します: 第1 に、先を細くされたハブはパッドの全長にわたって曲がるモーメントの負荷を広げるために働き、フィレット溶接のつま先に固有の応力集中を除去します第2 に、ボア内径は管セクションに正確に一致する従って乱流、浸食および割れ目の腐食を引き起こすステップがありません第3 に、突合せ溶接は外からのX線撮影のテストにアクセスできます ー 非破壊検査を簡単にする第4 に、単一の連続的な溶接接合箇所プロセス流体がプールするかもしれない内部割れ目を防ぎます ー 高純度および腐食性の適用で最優先します。.
ASME B16.5 圧力クラス: 適切な評価 (150 ~ 2500) を選択します
ASME B16.5 は、溶接ネック フランジに 150、300、600、900、1500、および 2500 の 6 つの圧力カテゴリを指定しています。各カテゴリには、鋼が加熱するにつれて弱まるため、温度が上昇するにつれて低下する圧力温度 (PT) 定格があります。不適切な選択パターンはコード違反です。実際的に言えば、故障の範囲はガスケットの浸出から激しい破裂に見舞われたコンポーネント全体までです。.
ASME B16.5 ごとの材料グループ 1.1 (ASTM A105 炭素鋼) の圧力温度定格を以下に示します。数値は psi 単位です。材料温度が上昇すると降伏強度が低下するため、温度が高くなると定格は低下します。.
| 温度 (°F) | クラス150 | クラス300 | クラス600 | クラス900 | 1500クラス | クラス 2500 |
|---|---|---|---|---|---|---|
| ー20 から100 までです | 285 | 740 | 1,480 | 2,220 | 3,705 | 6,170 |
| 200 | 260 | 675 | 1,350 | 2,025 | 3,375 | 5,625 |
| 300 | 230 | 655 | 1,315 | 1,970 | 3,280 | 5,470 |
| 400 | 200 | 635 | 1,270 | 1,900 | 3,170 | 5,280 |
出典: ASME B16.5、材料グループ 1.1 (2 つの独立した業界参照に対して検証)。中間温度に対して許容される線形補間。.
圧力クラスの意思決定フレームワーク
- システム圧力 285 psi および臨時雇用者 400F および受諾可能なユーティリティ/水サービス クラス 150
- システム圧力 286-740 psi または危険な流体 (HC、蒸気、酸) クラス 300 最小
- 圧力 741-1,480 psi OR 水素/プロセスガスサービス クラス 600
- 極低温LNG、高圧蒸気、海底、または酸味サービスクラス900以上
- 高圧ガス伝送 (ASME B31.8) または超高圧プロセス クラス 1500 / 2500
動作圧力のみに基づいて、フランジの低圧クラスを決して選択しないでください。 ASME B31.3 では、設計条件 (1.5 最大許容動作圧力)、輸送および動揺条件におけるプロセス圧力の上限に対してパイプの定格を設定することが義務付けられています。システムは 200 psi で動作している可能性がありますが、リリーフ バルブ リフト中に 350 psi が表示される可能性があります。 = クラス 150 の 285 psi の上部境界に違反する可能性があります。.
現場調達チームは、運転圧力に関係なく、製油所および化学プラント システムの最低設置場所としてクラス 300 を日常的に保持しています。メキシコ湾岸の製油所で粗製予熱器のアップグレードを監督している配管エンジニアは、次のように皮肉を込めて指摘しました。プラント全体でクラス 300 を標準化することは、施設が後で圧力評価をエスカレートさせ、サービスをルート変更し、2 つの異なるフランジ在庫の維持を回避できることを意味します。 assember the cost premium versus Class 150 is significant when amortized over 25 to 40 terms of plant operation.
溶接首のフランジのためのASME B16.5 の印の条件: 製造業者名か商標材料の指定圧力クラスの名目上の管サイズはdesignator (RF/FF/RTJ)熱に直面するか、またはトレーサビリティのための通し番号を取付ける前に製造所テスト証明書に対してこれらの印を照合します。.
溶接首のフランジの次元: NPS ½」への12 ″の参照のテーブル(クラス150)

この表はASME B16.5 のクラス150 の溶接首のフランジの次元をNPS ”thru 12” 提供します。 すべての測定はインチです。寸法変化として提供されません。 boreの直径は次元の製造時に隣接した管のスケジュールの内径によって機械で造られます。 NPSおよびスケジュールは順序の時に要求されます。.
| NPS | OD (オー) | ボルトサークル(bc) | 第 ボルト | ボルトホール ダイア. | ハブ ダイア。ベースで | ハブを通る長さ (H) |
|---|---|---|---|---|---|---|
| ½” | 3.50 | 2.38 | 4 | 0.62 | 0.84 | 1.88 |
| 3⁄4” | 3.88 | 2.75 | 4 | 0.62 | 1.05 | 2.06 |
| 1インチ | 4.25 | 3.12 | 4 | 0.62 | 1.32 | 2.19 |
| 1½” | 5.00 | 3.88 | 4 | 0.62 | 1.90 | 2.44 |
| 2インチ | 6.00 | 4.75 | 4 | 0.75 | 2.38 | 2.50 |
| 3インチ | 7.50 | 6.00 | 4 | 0.75 | 3.50 | 2.75 |
| 4インチ | 9.00 | 7.50 | 8 | 0.75 | 4.50 | 3.00 |
| 6インチ | 11.00 | 9.50 | 8 | 0.88 | 6.63 | 3.50 |
| 8インチ | 13.50 | 11.75 | 8 | 0.88 | 8.63 | 4.00 |
| 10インチ | 16.00 | 14.25 | 12 | 1.00 | 10.75 | 4.00 |
| 12インチ | 19.00 | 17.00 | 12 | 1.00 | 12.75 | 4.50 |
2 つの独立した業界ソースから編集され、公開された ASME B16.5-2017 参照テーブルに対して相互検証されたデータ。ベースでのハブ直径とハブの長さの値はクラス 150 RF 用です。高圧クラスは同じ OD/ボルト パターンを使用しますが、ハブ プロファイルは異なります。.
溶接ネックフランジのボアサイズは、注文時に必要なパイプスケジュールの内径あたりの機械になります。 4 ″ NPS Schedule 40 の内径は4.026 ″になります。 4 ″ NPS Schedule 80 の内径は3.826 ″になります。 スケジュール仕様はオプションではありません。比類のないボアは、流れの障害物、応力集中、隙間腐食に適した環境として機能する溶接部の段差を作成します。 注文書には常に次のように指定してください。 NPS + スケジュール (つまり、「NPS 4、Sch 40、ASME B16.5 あたりのボア」)。.
フェイスタイプ: レイズドフェイス (RF)、フラットフェイス (FF)、リングタイプジョイント (RTJ)
フェースタイプはガスケットの形状とシール方法を定義します ASME B16.5 セクション6 では、溶接ネックフランジのデフォルトのフェースタイプはRaised Faceであると述べています フェースタイプを指定しない発注書はすべて、Raised Face (RF) 構成で自動的に製造されます フランジ付きジョイント内のフランジフェースタイプの不一致は、配管システムの仕様において頻繁に発生する間違いであり、ガスケットの漏れ、ハウジングの亀裂など、多くの考えられる結果をもたらします。.
| パラメータ | レイズドフェイス(rf) | フラットフェイス(ff) | リングタイプジョイント (RTJ) |
|---|---|---|---|
| 座面 | 上げられたリング、フランジODの面の上0.060 ~ 0.250 ″ | フランジOD面とフラッシュします | 精密加工された溝は金属リングを受け入れます |
| ガスケットタイプ | スパイラル傷またはシートガスケット | フルフェイスソフトガスケット | 金属の楕円形または八角形のリング |
| マックス圧力クラス | 2500 | 300 (典型的な上限) | 2500 |
| 代表的なサービス | プロセスプラント、石油 ガス、標準的な工業用 | 水道事業、鋳鉄ポンプ フランジ | High-P/T、オフショア、酸っぱいサービス、H2 |
| ASME 指定 | RF (デフォルトは B16.5 §6 による) | FF し | RTJ または RJ |
上げられた面の溶接首のフランジを平らな面の鋳鉄ポンプ ボディに合わせると、上げられたリングが点負荷を作り出すガスケットの中心を渡る橋を作り、結果として鋳鉄ハウジングを壊す原因となるこのタイプの失敗はエンジニアがフランジの順序に合わせる装置の面のタイプを見直さなかったとき配管の取付けで作業するとき非常に普通経験される隣り合う装置の面のタイプをフランジを順序付けるとき常に考慮に入れなければならない。 ASME B16.5 のセクション6 を参照して下さい 上げられた面(RF)のデフォルトおよび平らな面(FF)の適用のより多くの説明のために。.
上げ面フランジとフラットフェイスフランジの違いは何ですか?
上げられた面はフランジの面の表面で小さい上げられたリングが機械で造られることを意味しますボルト負荷はこの上げられた表面積に集中します小さいガスケットによって達成されるより高いガスケットの着座応力をもたらします平らな面は着座領域がフランジの外径に同一面であることを意味します; そしてガスケットはフランジの面全体を覆います.Raised面(RF)は産業配管で主に鋼鉄への適用のための最も一般的で広く利用された面タイプですが、鋳鉄装置(か延性がある鉄)に鋼鉄フランジを接続するとき平らな面(FF)のフランジの接続が利用されます.FFはRFフランジで見つけられた高くなった表面を除去するのに使用され、より弱い延性があるフランジを屈曲させ、圧力の下で一緒にトルクされたときの応力からの割れを生じさせることができます。.RTJ型ブラインドフランジ 最も過酷な用途向けに設計された圧力容器のクロージャーに対して、最高レベルのシール完全性を提供します。.
材料等級: A105 炭素鋼、A182 ステンレス及び合金の溶接の首のフランジ
材料グレードは、温度制限、腐食性用途、および物理的特性を定義するために使用されます。 ASME B16.5 規格には、溶接ネック フランジでの使用が検討される約 44 の異なる材料グループがリストされていますが、そのほとんどは、以下に示す 4 つのカテゴリに分類されます。 astm仕様でもあります。.
| ASTM グレード | 最小引張 | ミン イールド | 温度範囲 | 代表的なサービス | コスト指数 |
|---|---|---|---|---|---|
| A105 さん (CS) の名称で統一されている | 485 MPa (70 ksi) | 250 MPa (36 ksi) | 1000° Fへの-20° F | 一般的な炭素鋼配管、石油&ガス、蒸気 | 1.0× |
| A350 LF2 (CS、Low-Temp) を選択します | 485 MPa (70 ksi) | 250 MPa (36 ksi) | 800° Fへの-50° F | 極低温、LNG、寒冷気候パイプライン | 1.3× |
| A182 F304 (SS 304) に準拠している | 485 MPa (70 ksi) | 205 MPa (30 ksi) | 1500° Fへの-325° F | 食品、製薬、軽度の腐食性サービス | 5–7× |
| A182 F316 (SS 316) に準拠している | 515 MPa (75 ksi) | 205 MPa (30 ksi) | 1500° Fへの-325° F | 化学、海洋、海水、塩化物サービス | 6–8× |
| A694 F65 (高収量CS) | 530 MPa (77 ksi) | 450 MPa (65 ksi) | 周囲800° Fまで | 高圧ガス伝送 (ASME B31.8) | 1.4× |
A105 値は 4 つの独立した情報源にわたって確認されています。A182 値は標準的な ASTM 最小機械的特性です。コスト指数は指標であり、正確な価格は市場状況や注文数量によって異なります。.
調達マネージャーがセットを注文したとき ASTM A105 炭素鋼フランジ 水処理施設の次亜塩素酸ナトリウム (NaOCl) 注入システムで使用する場合、わずか 18 か月後に孔食による漏れが発生し始めるとは予想していませんでした。NaOCl では、塩化物イオンが攻撃的で、フランジ面の炭素鋼の表面を攻撃します。これを修正するために、元のフランジを に置き換えました ASTM A182 F316 ステンレス鋼, 、塩化物環境での孔食を抑制するモリブデン (2%-3%) を含むため選択されました。 残念ながら、これらのフランジを交換するコストは、元のフランジのコストに6 日間のプラントダウンタイムを加えた1/3 でした。.
溶接ネックフランジを受け取るときは、材料試験証明書 (MTC) がフランジマーキングと一致していることを確認してください:
- フランジに刻印された熱番号はMTC熱番号と一致します
- 化学組成: ASTM グレード制限内の C、Mn、P、S、Si
- 機械的試験結果:引張、降伏、伸び ■ 最小値
- 熱処理条件が記載されています(鍛造品/正規化/N&T)
- ステンレスおよび合金グレードのPMI確認
をご覧ください A105 材料仕様書ガイド 炭素鋼の化学物質の制限と熱処理要件を完全に内訳するため。.
溶接ネックとスリップオン フランジ: エンジニアリング決定マトリックス
溶接ネックとスリップオン フランジのどちらを選択するかは、使用の重大度、接続の疲労寿命、圧力定格の 3 つの変数に決まります。スリップオン フランジは安価で取り付けが簡単です。ただし、ASME コードによれば、エンジニアリング上の欠点があります。.
| パラメータ | ウェルドネック(wn) | スリップオン (SO) |
|---|---|---|
| 圧力クラスの範囲 | 150~2500(全クラス) | 150~300が典型的;クラス 600+ は珍しいです |
| 溶接タイプ | 1 全貫通突合せ溶接 | 2 フィレット溶接(内側+外側) |
| 疲労生活 | 完全な疲労寿命 ――パイプに等しい | ~1/3 ウェルドネックの疲労寿命 |
| 圧力強さ | フルパイプ圧力定格 | 内圧下での溶接ネックの約 2/3 |
| 溶接上のNDT | 外部からアクセスできるRT、UT、MPI | 内側のフィレット溶接は制限されています;内面はアクセスできません |
| 最小の臨時雇用者機能 | -325° F (A182 SS を使用) | -20° F (A105 CS を使用) |
| コスト対スリッポン | +30 ~ 60% 対 SO ベースライン | ベースライン |
| サイクリックサービス | ASME B31.3 によって要求されます | 厳しい定期サービスでは禁止されています (B31.3 §308.2.4) |
“「内部的には、溶接ネックフランジの内圧の約 2/3、疲労寿命の 1/3 を担っています。」”
スリッポン フランジ vs. ウェルド ネックの評価。業界エンジニアリング参考文献の ASME B16.5 標準解説から引用
ASME B31.3 308.2.4 には、「保護されていない限り、厳しい周期条件下で使用されるフランジは、ASME B16.5 または ASME B16.47 に準拠した溶接ネックでなければなりません。」と記載されています。これはガイドラインではなく、従う必要があるルールです。 「厳しい周期」とは、脈動流(ポンプまたはコンプレッサーの出力)、スチームハンマー、ウォーターハンマー、または設計者が多くの完全なサイクルトリップの対象となると予想するものを意味します。.
Weld Neck Whenを指定します:
- 圧力クラス ■300
- 疲労、振動、または脈動する流れ
- 熱サイクルによる温度の上昇
- 有毒、可燃性、または水素サービス
- 溶接後に必要なPWHT
- 埋設または断熱配管(再検査アクセスが制限されている)
- 継手 (エルボ、ティー) に接続すると、面が四角くなります
Slip-Onは受け入れられるかもしれません:
- クラス 150 の水道/公共事業サービスのみ
- 計画された除去との一時的な接続
- 軸方向の大幅な調整が必要なフィールドの取り付け
- 予算に不可欠で、簡単にアクセスでき、危険のないサービス
- 機器のノズルや振動機械にはありません
決定版を読む フランジタイプガイド そして、balingsteelの溶接ネックフランジのページにアクセスして、追加のアプリケーションについて学びましょう。.
ウェルドネックフランジとスリップオンフランジの違いは何ですか?
溶接ネック フランジは、パイプ壁と同じ強度のハブを通過する単一の完全貫通突合せ溶接を介して、パイプと容器/装置の間の結合を形成します。逆に、スリッポン フランジは、パイプの端を越えて 2 つのフィレット溶接 (内側のボアと外側の表面に 1 つずつ) で接続されます。スリッポン フランジは通常、溶接コストが低く、設置がより迅速かつ簡単ですが、その接続により、周期的な動作中の溶接ネック構成の疲労寿命が約 3 分の 1 増加します。.
長い溶接首(LWN)フランジ: 容器のノズルの適用及び次元

ロングウェルドネックは、ハブが大幅に拡張される標準の WN フランジの変形です (事実上、短いトランジションではなくパイプのスタブです)。これにより、検査や溶接にアクセスできる場所に突合せ溶接を配置することが不可能な場合、突合せ溶接をタンクノズル、機器ノズル、または熱交換器ノズルから所望の距離だけ離して配置することができます。.
| パラメータ | スタンダードwn | ロングウェルドネック(LWN) |
|---|---|---|
| ハブの長さ | ASME B16.5 テーブルごと | 拡張 ⁄ プロジェクト仕様または B16.5 付録 E ごと |
| 溶接箇所 | フランジ本体に隣接 | フランジからネックエンドまで伸びています |
| 一次アプリケーション | インラインのパイプ間の接続 | 圧力容器ノズル、熱交換器ノズル、コラム接続 |
| ボアの連続性 | パイプボアスケジュールに一致します | 容器のノズル/機器の穴と一致します |
| ASME リファレンス | ASME B16.5 本体 | ASME B16.5 付録 E |
LWNフランジは、容器のノズルの突起、容器シェルから突出するパイプのセクションが短すぎて、標準的なWNハブを収容できない一方で、溶接機へのアクセスとNDTクリアランスを提供する場合に必要です。延長されたネックは、配管が容器の断熱ブランケットから出る断熱厚さのクリアランスも提供します。縮小溶接ネックフランジは、ネックボアがフランジ面ボアからより小さなパイプサイズに狭くなり、減速機の取り付けが不要になる特殊な形状です。を参照してください 突合せ溶接継手のページ LWN終端で使用されるコンポーネントを接続するため。.
LWNは必須, 任意ではありません, 容器ノズルの突出は、特定のNPSのための標準的なハブの長さよりも小さい場合.A一般に受け入れられた規則: 容器シェルと最も近いオブジェクトとの間のパイプのODの1.5 倍未満がある場合, 断熱材など, 補強ノズルパッドまたは容器シェル = LWNのためのコール. LWNネックフォームは、B16.5 付録Eで提供されています; ネックの長さは、B16.5 によって指定されていません, しかし、通常、プロジェクトの仕様と図面に見られます。.
溶接と設置: 突合せ溶接手順、位置合わせ、NDT チェックリスト
ASME B31.3 プロセス配管コードは、溶接ネックフランジの設置に適用されます; 多くのDOE国家実験室工学規格によってサポートされています。このシーケンスは、LANL工学規格マニュアル; セクションREF-3; リビジョン0 (http://www.lanl.gov/projects/esweb) およびLBL B31.3 プロセス配管ガイドリビジョン2 (http://eet.lbl.gov/rules) * にリストされている要件に基づいています。どちらも国立実験室サーバーから公的にアクセスできます。.
インストール前チェックリスト (7 項目)
- ボアマッチング = フィットアップを行う前に、フランジボアIDがパイプスケジュールIDと一致することを確認する 両方の測定値を取得します。 、それらが一致すると仮定するだけではありません。.
- 切れ端の準備: ASME B16.25 に従って37.5 度への斜角の管の端; 溶接区域からの1 ″のスケール、錆、および油の取り外し。.
- フランジ面検査: ニック、ガウジ、局所的な高スポットを検査します。 ASME B16.5 表 1 に指定されている制限を超える損傷は、再検査するものとします。.
- 突合せ溶接の内部位置ずれ端は、0.05 インチを超えて内部位置ずれしません。ウェッジによる位置ずれの強制なし = そうするためのリフォーム。.
- フランジ面の平行度は、任意の直径にわたって 1/8 インチ以内の 1 フィートあたり in1/16 インチでなければならず、最大偏差は 1/8 インチ以内です。ボルト穴は 1/8 インチのオフセット最大値以内でなければなりません。.
- 溶接工の資格: 溶接工は、適切な P 番号および F 番号に従って、ASME セクション IX に従って資格を取得する必要があります。.
- WPS レビュー - WPS が、予熱やその他の必要な仕様とともに、ベース材料の P 番号とフィラー材料の F 番号と一致していることを確認します。.
溶接作業員はアルバータ州の天然ガス圧縮ステーションに向かう途中、ある問題の通知を受けた。注文された溶接ネックフランジはスケジュール 40 にボアリングされていたが、コンプレッサーの排出配管はスケジュール 80 であった。 「6.3 mm のボアステップは静圧定格に影響を与えないだろう」とプロジェクトエンジニアは述べている。 「しかし、コンプレッサーの脈動周波数はたまたまステップの形状の最初の固有周波数に対応しており、応力集中により疲労寿命が 50% 以上減少することが判明した。」正しいボアスケジュールフランジの調達によって引き起こされるプロジェクトの 3 日間の遅延は、脈動の問題を軽減するよりも便宜的であると考えられました。.
経験豊富な配管エンジニアは、ボアの不一致を溶接ネックフランジの設置において最も蔓延しており、回避可能なコストが高い欠陥であると一貫して指摘しています。異なるボア ID のフランジを接合する場合 (ASME セクション VIII 容器ノズルは通常、関連する B31.3 配管よりも 1 スケジュール重いため、容器ノズル間の接合部全体に過剰に発生する周波数) - ポンプ、コンプレッサー、または高速流線に近い配送の場合、ボアステップは 3:1 または 4:1 で面取りする必要があります。.
NDTの要件は、ASME B31.3 に準拠した流体サービスカテゴリーに依存します:
| Fluid Service カテゴリー | 溶接試験 | 体積 (RT または UT) |
|---|---|---|
| カテゴリ D (低い結果) | ランダムビジュアル | なし 必須 |
| 通常サービス | 5% ビジュアル | 5% RTまたはUT |
| カテゴリー M (有毒/可燃性) | 100% | 20% RTまたはUT |
| 重度の周期性 | 100% | 100% ボリュメトリック |
| サワーサービス(nace) | 100% +硬度 | 100% RT |
出典: ASME B31.3 Table 341.3.2、LANL B31.3 プロセス配管ガイド (engstandards.lanl.gov) で参照。.
ボルトトルクシーケンス: ASME B31.3 335.2.2 および ASME PCC-1-2019 Guidelines for Pressure Boundary Bolted Flange Joint Assembly によると、ボルトを十字パターンでトルクし、各トルクパスで最終トルクの 1/3 以下で通過 ~ 3 パス最小 (30% 70% 100%) 最初のトルクパスに続いて、フランジ面が平行に保たれていることを確認してから進みます。 ガスケットのクリープ緩和によりボルト荷重が軽減されるため、200F を超える最初の加熱サイクル後に再トルクすることが推奨されます。 を参照してください スタッドボルトトルクテーブル a193 B7 ボルトトルク値をボルト径で表したものについては、も参照のこと 突合せ溶接継手仕様ガイド コンポーネントを接続するため.
ウェルドネックフランジをパイプに溶接する方法は?
溶接首のフランジを管に溶接して下さい次のように: (1) 37.5/ASME B16.25 に管の斜面を準備し、ボア マッチを検証して下さい。 (2) 管軸に平行にフランジの面を1/16 in./ft.の内で置いて下さい。 (3) 12、3、6、9 時の位置で鋲溶接(1 インチの鋲)、(4) GTAWおよびアルゴンの背部パージ(壁の厚さ3/16’+のために)との根のパス。 (5) 承認されたWPSに従って満ち、帽子、(6)関連するサービス カテゴリに従ってNDTを実行します(下記、適当な参照して下さい)、(7)十字パターンのトルク ボルト、3 つのパス。.
業界の見通し: 溶接ネック フランジの需要動向 2025 ~ 2035 年

出典: Global Market Insights、2026 年 3 月。溶接ネック フランジは、フランジ市場全体の約 31% で収益で最大の製品カテゴリーを占めています。.
溶接ネックフランジは、LNG輸出ターミナルプロジェクト、石油およびガスの中流インフラのアップグレード作業、水素パイプラインネットワークの拡大から生じる需要を背景に、世界のフランジ市場で主要な投入製品グループを構成しています。 LNGプロジェクトでは、極低温サービス用のステンレス鋼および合金グレードのクラス600およびクラス900 WNフランジが必要です。 - 最も延長された工場リードタイムに直面しているのと同じグレード。.
「溶接ネックパイプフランジ」のオンライン検索量の分析では、この需要パターンが示されています。キーワード量は、2025 年 5 月の月間検索数 c.50 から、2025 年 10 月までに月間 1000+ に増加しました。これは、一部の製品の発表と並行して調達調査が急増したことを示しています。 2025年後半のLNG基地プロジェクト。.
2025-2026 年の通常調達の場合: 海外生産のクラス900 およびクラス1500 の溶接ネックフランジはNPS 8 ″以上で、2025 年末時点で6-12 週間のリードタイム内に一般的に利用可能ですが、鍛造能力の制限とエネルギー移行プログラムからの需要の増加により、2026 年第2 四半期より前にプロジェクト仕様を最終決定し、クラス600+の価格と工場スケジュールの安定性を確保することで、クリティカルパスの遅延を回避できます。.
ASME B31.3 の 2022 年版では、付録 W 疲労曲線の計算が変更されました。これは、配管の柔軟性解析における応力範囲要因を考慮して、シビア サイクリック サービスで溶接ネック フランジを指定する設計者に影響します。ロングサイクル プロジェクトの仕様を最終決定する前に、現在の B31.3 版を参照していることを確認してください。 2022 年版の更新は、Markl 疲労方法論の著者 (Paulin および Hinnant、PVP2008-48241) を研究した結果行われました。.
よくある質問
溶接首管フランジは何のために使用されますか?
回答を見る
溶接ネックパイプフランジは、溶接またはろう付けされた接合部に、応力集中器のタイプを持たない構造ジョイントを設ける必要がある高圧高温サイクリックサービス用途で必要とされます。これらの条件は、上流、中流、下流の石油およびガス処理、石油化学処理、発電(蒸気および凝縮水)、LNG および極低温システム、および化学プラントで典型的です。実際、溶接ネックパイプフランジは、シビアサイクリック、水素、およびサワーガスサービス用の ASME B31.3 に従って唯一必要なフランジタイプです。材料とサイズの入手可能性については、Balingsteel 溶接ネックフランジ製品のページを参照してください。.
ASME B16.5 とASME B16.47 の違いは何ですか?
回答を見る
ASME B16.5 はNPS ”からNPS 24” までの鋼管フランジとフランジ付き継手を統治します ″ ″ ″ ″ ″ ″ ″ ″ - これは、ほとんどの配管用途における溶接ネックフランジの普遍的な標準です。 NPS 26 ″からNPS 60 ″までの大口径フランジはASME B16.47 でカバーされています。 B16.47 はシリーズA(MSS SP-44 に相当、製油所やプロセス用途で通常使用されます)とシリーズB(API 605 に相当、パイプライン用途で通常使用されます)に分割されます。 NPS 24″以下のサイズには常にB16.5 を指定します。.
ソケット溶接継手と溶接ネックフランジを使用できますか?
回答を見る
第 溶接首のフランジは、その面取りされたハブで突合せ溶接を使用します; a ソケット溶接フランジ ソケットボアにフィレット溶接を使用します。ボアの形状、溶接タイプ、適用可能な圧力クラスが異なります ――交換可能ではありません。.
溶接ネックフランジの正しいボアを指定するにはどうすればよいですか?
回答を見る
NPSとパイプスケジュールの両方を指定します。 例: 「NPS 4、スケジュール40、ASME B16.5 あたりのボア」 メーカーは、指定されたスケジュールの内径を与えるためにボアを機械加工します。 4″ Sch 40 ボアは4.026″ IDです。 4″ Sch 80 ボアは3.826″ IDです。スケジュールなしでNPSのみを供給すると、未知のボアが可能になり、設置されたパイプに対して間違ったボアを受け取る可能性が50/50になります。これにより、溶接応力集中、流れの乱流、隙間腐食が発生します。.
溶接ネックフランジは氷点下の温度に適していますか?
回答を見る
はい ー 正しい材料で。 standard ASTM A105 炭素鋼は-20° F minimumに評価されています; それ以下では延性が失われ、脆性破壊の影響を受けやすくなります。 ASTM A350 LF2 は冷間サービスのためのgo-toグレードです: シャルピーVノッチ衝撃試験済み-50° F、LNG輸入ターミナル、極低温パイプライン、およびカナダ/アラスカ北部の設置に関する標準規格.より低い必要がありますか? ASTM A182 F304 およびF316 ステンレス鋼グレードは-325° Fまで評価を下げ、問題なく液体窒素および液体酸素サービスを処理します。 2 つの経験則: (1) 最低設計温度が-20° F未満のプロジェクトは、ASME B31.3 Table 323.2.2 に従って自動的に衝撃試験済み材料を必要とします; (2) 工場試験証明書の衝撃試験温度が、設置前に最低設計温度以下であることを確認します。.
ウェルドネックフランジを使用しないのはいつですか?
回答を見る
溶接ネック フランジは、低コストのスリッポン フランジで十分であるため、クラス 150 の低圧水や公共サービスには適していません。ハブ長や頻繁なメンテナンスの対象となる一時的な配管ラインによって引き起こされる軸方向の隙間により、スペースが限られた設備では不適切になる可能性があります。このような状況では、毎回突合せ溶接を切断して再溶接する必要があるため、スリッポンまたはソケット溶接フランジの方が適切である可能性があります (使用条件が許せば)。.
このガイドについて
この仕様ガイドは、ASME B16.5 (2017 年版) の寸法および圧力温度定格データ、ASTM 材料規格 (A105、A350、A182、A694)、ASME B31.3 プロセス配管コード (2022 年版の疲労曲線の更新を含む)、および ASME PCC に基づいて作成されています。 -1-2019 ボルト接合アセンブリガイドライン。.
寸法表データは、2 つの独立した公開参照ソースに対して相互検証されました。圧力温度評価は 2 つの業界参照データベースに対して確認されました。データがエンジニアリングのコンセンサスまたは単一ソースの参照を表す場合、制限言語が使用されます。.
訪問 Balingsteelの溶接ネックフランジ製品ガイド 現在の価格設定、リードタイム、カスタムサイズの入手可能性について。.
ASME B16.5 ウェルドネックフランジが必要ですか?
Balingsteel は、クラス 150 ~ 2500、NPS ½ ~ 24 ″ の炭素鋼、ステンレス鋼、合金溶接ネック フランジを材料認証と完全な MTC 文書で供給しています。.
Balingsteelエンジニアリングチームによるレビュー Balingsteelは、石油 ガス、石油化学、発電用途向けに、炭素鋼、ステンレス鋼、合金グレードのASME B16.5 ウェルドネックフランジを製造および供給しており、2016年11 月に、米国、米国、および米国を訪問します 溶接ネックフランジ製品ページ 寸法仕様、カスタムサイズ、一括価格設定用。.
関連記事
- 溶接首のフランジ、製品仕様書&カスタムサイズ
Balingsteel の炭素鋼とステンレス鋼の溶接ネック フランジ - スリップオン フランジ: コストが低いとエンジニアリングが意味を持つ場合クラス150 ユーティリティアプリケーションとSOフランジ選択ガイド
- ASTM A182 材料グレードガイドF304、F316、F11、F22 ステンレスおよび合金フランジの等級
- パイプ フランジの種類: 完全な選択ガイドWN、SO、ブラインド、ソケット溶接、ラップジョイントなど
参考文献と情報源
- LANL工学標準マニュアル、プロセス配管ガイドREF-3-R0ロスアラモス国立研究所(米国エネルギー省)
- EN 13480 対 ASME B31 コード比較レポート (2024) = 米国エネルギー省 (ASME B31.3 308.2.4 をそのまま含む)
- B31.3 プロセス配管ガイド、改訂 2ローレンス バークレー国立研究所 (米国エネルギー省)
- グローバル フランジ市場規模とシェア レポート、2026 年 3 月グローバル マーケット インサイト株式会社.
- ASME B31 配管応力範囲係数の更新 (2024 年 2 月) -ポーリン研究グループ(B31.3 2022 年付録W疲労更新に関する権威ある解説)

