


SPÉCIFICATIONS RAPIDES
| Norme applicable | ASME B16.5 (NPS ½”24″) ; ASME B16.47 pour NPS 26″6″ |
| Classes de pression | 150 / 300 / 600 / 900 / 1500 / 2500 |
| Connexion soudée | Soudure bout à bout à pénétration complète (joint à soudure unique) |
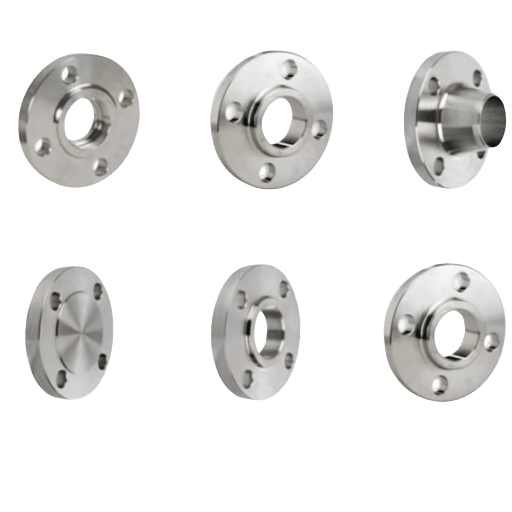
| Types de visages courants | Face surélevée (RF) · Face plate (FF) · Joint de type anneau (RTJ) |
| Qualité d'acier au carbone | ASTM A105 (services généraux) ; ASTM A350 LF2 (basse température) |
| Inox/qualité alliage | ASTM A182 F304, F316, F11, F22 |
| Désignations courtes | WN · WNRF · WN-RF |
La bride de tuyau de col de soudure, également appelée bride de col de soudure ou bride WN forgée, est une bride en acier caractérisée par un long moyeu conique qui passe en douceur au tuyau auquel il est soudé. La bride se fixe à l'extrémité du tuyau via une soudure bout à bout à pénétration complète via une seule couture continue qui amène la bride et le tuyau à se comporter comme une seule entité Ce que vous trouverez ici sont des tableaux de notation pression-température ASME B16.5, des tableaux de dimensions de classe 150, une comparaison des types de visages, des tableaux de sélection de qualité de matériau, des matrices de décision contre bride coulissantes et liste de contrôle d'installation à partir du code.
ce guide de spécifications sert d'aide aux ingénieurs d'achat, aux concepteurs de canalisations et aux acheteurs de projets chargés de sélectionner les brides de col de soudure pour les applications pétrolières et gazières, pétrochimiques, de production d'électricité et d'usines de traitement.
Qu'est-ce qu'une bride de tuyau de col de soudure ? Géométrie du moyeu, type de soudure et logique d'ingénierie
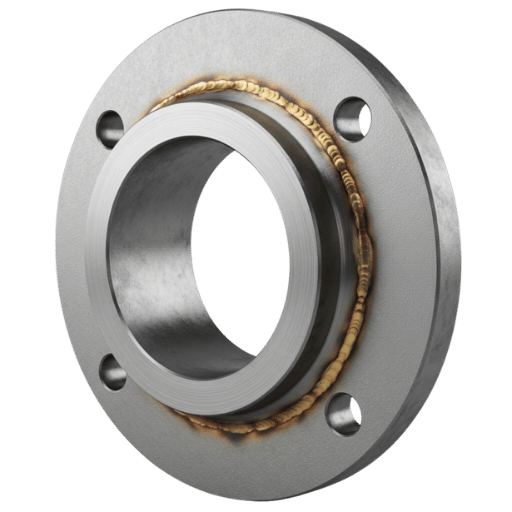
Une bride de col de soudure « weld neck » aussi appelée bride de col de soudure « welding bridge » est identifiée par un moyeu allongé, conique, dont l'épaisseur se rétrécit progressivement jusqu'à ce que son diamètre corresponde au tuyau à fixer L'extrémité du moyeu se rétrécit avec un biseau pour permettre la soudure bout à bout à pénétration complète Ne sous-estimez pas le rôle de ce profil : sa forme effilée répartit mieux les charges de courbure et de pression sur la longueur du moyeu plutôt qu'au seul pied de soudure.
Son moyeu légèrement conique offre ce que les ingénieurs appellent une transition douce entre la section lourde de la bride et la paroi relativement mince du tuyau. Cette transition douce entraîne un flux de contraintes uniforme, empêchant les points élevés localisés ou les zones d'accumulation le long du raccordement. C'est la raison fondamentale pour laquelle les brides du col de soudure surpassent les autres types de brides dans des conditions impliquant des vibrations élevées, une charge cyclique constante, des températures extrêmes chaudes ou froides ou un service sévère.
En raison de sa soudure bout à bout à pénétration complète selon le code de tuyauterie de processus ASME B31.3, le col de soudure crée une bride à joint métallurgiquement continu et le tuyau se comporte comme une structure à charge unique. Le résultat est que le code de tuyauterie de processus ASME B31.3 évalue un joint de col de soudure de la même manière que le tuyau lui-même aux fins des calculs de contraintes, tandis qu'un raccord à enfiler entraîne une pénalité de fatigue (voir guide à bride coulissante pour des informations complémentaires (en anglais).
✔ Avantages
- Répartition des contraintes excellentes le long du moyeu conique
- Alésage sans restriction, pas de restriction d'écoulement ni de turbulence
- Soudure bout à bout à pénétration complète, inspectable radiographiquement de l'extérieur
- Évalué pour les six classes de pression ASME B16.5 (1500 Itinérantes)
- Gère la fatigue, les vibrations et les charges cycliques
- Convient pour les températures inférieures à zéro et élevées avec un matériau correct
- Connexion soudée directe à tout raccord soudé bout à bout, y compris les coudes, les tees et les réducteurs
- Pas de crevasse pour l'érosion entre l'alésage de la bride et le tuyau OD.
⚠ Limitations
- Coût unitaire plus élevé par rapport au glissement (+30060% typique)
- Nécessite une spécification de soudeuse et de procédure de soudage (WPS) qualifiée
- Nécessite plus d'efforts et de temps pour installer ; comprend les soudures de la racine et du capuchon final en plus de remplir les soudures.
- La conception de moyeu long et effilé permet une distance supplémentaire entre la paroi du tuyau ou le raccord et la face d'étanchéité de la bride par rapport au revêtement coulissant ou bride de soudure de douilles
- L'ID du tuyau doit être spécifié sur le bon de commande pour correspondre au diamètre interne de la bride et au tuyau programmé.
Sa soudure bout à bout à pénétration complète selon ASME B31.3 Process Piping Code forme une structure métallurgiquement continue avec le tuyau connecté qui cède à la contrainte cyclique exactement comme le fait le tuyau seul C'est parce que les connexions à col de soudure reçoivent les mêmes facteurs d'intensification de contrainte qu'un tuyau-quelque chose qu'un raccord à bride glissante soudée en filet ne fait pas-qu'il est permis une équivalence dans les calculs de conception.
Quel est l’avantage des brides à col soudé ?
Les brides à col soudé offrent quatre avantages techniques fondamentaux par rapport aux autres types de brides : premièrement, le moyeu conique sert à répartir la charge de moment de flexion sur toute la longueur du tampon, en supprimant la concentration de contrainte inhérente à un orteil de soudure en filet. Deuxièmement, le diamètre intérieur de l'alésage est précisément adapté à la section du tuyau, il n'y a donc aucune étape qui provoque des turbulences, de l'érosion et de la corrosion caverneuse. Troisièmement, la soudure bout à bout est accessible aux tests radiographiques depuis l'extérieur, ce qui rend le contrôle non destructif simple du contrôle. Quatrièmement, le joint de soudure continu unique empêche une crevasse interne dans laquelle le fluide de processus peut s'accumuler dans des applications corrosives de haute pureté et de grande pureté.
classes de pression ASME B16.5 : sélection de la bonne note (150 à 2 500)
ASME B16.5 spécifie six catégories de pression pour les brides de col de soudure : 150, 300, 600, 900, 1500 et 2500. Chaque catégorie a une température de pression (PT) qui diminue avec l'escalade de la température, car l'acier s'affaiblit à mesure qu'il monte. Un modèle inapproprié de sélection est une violation de code et, pratiquement parlant, la plage allant du joint seep à un composant entier subissant une rupture violente.
Les cotes pression-température pour le groupe de matériaux 1.1 (acier au carbone ASTM A105) par ASME B16.5 sont indiquées ci-dessous Les figures sont en psi ; la cote chute à des niveaux élevés de température parce que la limite d'élasticité diminue à mesure que la température du matériau augmente.
| Température (°F) | Classe 150 | Classe 300 | Classe 600 | Classe 900 | Classe 1500 | Classe 2500 |
|---|---|---|---|---|---|---|
| -20 à 100 | 285 | 740 | 1,480 | 2,220 | 3,705 | 6,170 |
| 200 | 260 | 675 | 1,350 | 2,025 | 3,375 | 5,625 |
| 300 | 230 | 655 | 1,315 | 1,970 | 3,280 | 5,470 |
| 400 | 200 | 635 | 1,270 | 1,900 | 3,170 | 5,280 |
Source : ASME B16.5, Material Group 1.1 (vérifié par rapport à deux références indépendantes de l'industrie).Interpolation linéaire autorisée pour les températures intermédiaires.
Cadre de décision de classe de pression
- Pression du système 285 psi ET temp 400 F ET service public/eau Classe 150 acceptable
- Pression du système 286-740 psi OU tout fluide dangereux (HC, vapeur, acide) Classe 300 minimum
- Pression 741-1 480 psi OU hydrogène/service de gaz de traitement Classe 600
- GNL cryogénique, vapeur à haute pression, sous-marine ou service acide Classe 900 ou supérieure
- Transmission de gaz à haute pression (ASME B31.8) ou procédé à ultra haute pression Classe 1500 /2500
Ne sélectionnez jamais une classe de pression inférieure de bride sur la base de la seule pression de fonctionnement L'ASME B31.3 exige que le tuyau soit évalué pour les limites supérieures de la pression de processus dans les conditions de conception (1,5 pression de travail maximale autorisée), les conditions de transit et de refoulement. Le système pourrait fonctionner à 200 psi, mais pourrait voir 350 psi pendant une levée de soupape de décharge. La limite supérieure de classe 150’ 285 psi serait alors violée.
Les équipes d'approvisionnement sur le terrain respectent régulièrement la classe 300 comme minimum de site pour les systèmes de raffinerie et d'usine chimique, quelle que soit la pression de fonctionnement. Un ingénieur de tuyauterie supervisant une mise à niveau du préchauffeur de brut dans une raffinerie de la côte du Golfe a noté avec ironie que : la normalisation de la classe 300 dans une usine signifie que l'installation peut augmenter les niveaux de pression plus tard, réacheminer les services et éviter de maintenir deux inventaires de brides différents. La prime de coût par rapport à la classe 150 est insignifiante lorsqu'elle est amortie sur la durée d'exploitation de l'usine de 25 à 40 ans.
Exigences de marquage ASME B16.5 pour les brides de col de soudure : nom du fabricant ou spécification du matériau de marque classe de pression taille nominale du tuyau face à l'indicatif thermique (RF/FF/RTJ) ou numéro de série pour la traçabilité Vérifiez ces marquages par rapport au certificat d'essai du broyeur avant d'installer.
Dimensions des brides du col de soudure : NPS ½” à 12″ Tableau de référence (classe 150)

Ce tableau fournit les dimensions de la bride du col de soudure ASME B16.5 Classe 150 pour NPS ” à 12 « Toutes les mesures sont en pouces Le diamètre de l'alésage n'est pas fourni car la dimension varie ; la taille de l'alésage sera usinée selon le diamètre intérieur du programme de tuyaux adjacents au moment de la fabrication. NPS et le calendrier seront requis au moment de la commande.
| NPS | DO (O) | Cercle de boulons (BC) | Non, boulons | Dia du trou de boulon. | Hub Dia. à la base | Longueur à travers le moyeu (H) |
|---|---|---|---|---|---|---|
| ½” | 3.50 | 2.38 | 4 | 0.62 | 0.84 | 1.88 |
| 3⁄4” | 3.88 | 2.75 | 4 | 0.62 | 1.05 | 2.06 |
| 1″ | 4.25 | 3.12 | 4 | 0.62 | 1.32 | 2.19 |
| 1½” | 5.00 | 3.88 | 4 | 0.62 | 1.90 | 2.44 |
| 2″ | 6.00 | 4.75 | 4 | 0.75 | 2.38 | 2.50 |
| 3″ | 7.50 | 6.00 | 4 | 0.75 | 3.50 | 2.75 |
| 4″ | 9.00 | 7.50 | 8 | 0.75 | 4.50 | 3.00 |
| 6″ | 11.00 | 9.50 | 8 | 0.88 | 6.63 | 3.50 |
| 8″ | 13.50 | 11.75 | 8 | 0.88 | 8.63 | 4.00 |
| 10″ | 16.00 | 14.25 | 12 | 1.00 | 10.75 | 4.00 |
| 12″ | 19.00 | 17.00 | 12 | 1.00 | 12.75 | 4.50 |
Données compilées à partir de deux sources indépendantes de l'industrie et vérifiées de manière croisée par rapport aux tableaux de référence ASME B16.5-2017 publiés Les valeurs de diamètre du moyeu à la base et de longueur du moyeu sont pour la classe 150 RF ; les classes de pression supérieures utilisent le même motif OD/boulon mais des profils de moyeu différents.
La taille de l'alésage d'une bride de col de soudure sera de machine selon le diamètre intérieur du programme de tuyaux requis au moment où la commande est passée Le diamètre intérieur de l'alésage pour un NPS Schedule 40 de 4 “ sera de 4,026 ” L'alésage intérieur pour un NPS Schedule 80 de 4 « sera de 3,826 » La spécification du calendrier n'est pas facultative Un alésage inégalé créera une marche au niveau de la soudure qui agit comme une obstruction de l'écoulement, une concentration de contraintes et un environnement approprié pour la corrosion caverne Précisez toujours sur le bon de commande comme : NPS + calendrier (c'est-à-dire 4, Sch 40, alésage par ASME B16).
Types de visage : visage surélevé (RF), visage plat (FF) et joint de type anneau (RTJ)
Le type de visage définit la géométrie du joint et la méthode d'étanchéité ASME B16.5 La section 6 stipule que le type de visage par défaut pour les brides de col de soudure est la face surélevée Tout bon de commande qui ne spécifie pas de type de visage, sera automatiquement fabriqué avec une configuration de face surélevée (RF).Les types de faces de bride incohérents dans un joint à bride sont une erreur fréquente dans la spécification du système de tuyauterie et ont un certain nombre de résultats possibles, notamment des joints qui fuient, des boîtiers qui sont fissurés, etc.
| Paramètre | Visage surélevé (RF) | Visage plat (FF) | Joint de type annulaire (RTJ) |
|---|---|---|---|
| Surface d'assise | Anneau surélevé, 0,060 « au-dessus de la face OD de la bride » 0,060 « au-dessus de la face OD de la bride | Rincer avec la face OD de la bride | La rainure usinée avec précision accepte l'anneau métallique |
| Type de joint | Joint en spirale ou en tôle | Joint souple intégral | Anneau ovale ou octogonal en métal |
| Classe de pression max | 2500 | 300 (limite supérieure typique) | 2500 |
| Service typique | Usines de transformation, pétrole et gaz, industrie standard | Services d'eau, brides de pompe en fonte | High-P/T, offshore, service aigre, H2 |
| Désignation ASME | RF (par défaut selon B16.5 §6) | FF | RTJ ou RJ |
L'accouplement d'une bride de col de soudure à face surélevée à un corps de pompe en fonte à Face plate amène l'anneau surélevé à créer un pont traversant le centre du joint produisant des charges ponctuelles qui entraîneront la fracturation du boîtier en fonte Ce type de défaillance est très couramment ressenti lors du travail sur des installations de tuyauterie lorsqu'un ingénieur n'a pas examiné le type de face de l'équipement d'accouplement selon l'ordre des brides Le type de face de l'équipement attenant doit toujours être pris en compte lors de la commande des brides Veuillez vous référer à la section 6 de la norme ASME B16.5 pour plus d'explications par défaut de Raise Face (RF) et de Flat Face (FF).
Quelle est la différence entre les brides surélevées du visage et les brides plates du visage ?
La face surélevée signifie qu'un petit anneau surélevé sera usiné sur la surface de la face de la bride La charge de boulon est concentrée sur cette surface surélevée, ce qui entraîne une contrainte d'assise du joint plus élevée obtenue avec un petit joint. La face plate signifie que la zone d'assise affleure le diamètre extérieur de la bride ; et le couvercle du joint couvre toute la face de la bride. La face surélevée (RF) est le type de face le plus courant et le plus largement utilisé, principalement pour les applications acier-acier dans les canalisations industrielles, mais lors de la connexion de brides en acier à un équipement en fonte (ou en fonte), les connexions de bride à face plate (FF) sont utilisées. Le FF est utilisé pour éliminer la surface surélevée trouvée sur une bride ductile inférieure de la pression.Brides aveugles de type RTJ offrez le plus haut niveau d’intégrité d’étanchéité sur toute fermeture de récipient sous pression conçue pour les applications les plus difficiles.
Niveaux de matériaux : Acier au carbone A105, brides de col soudé en acier inoxydable et en alliage A182
La qualité du matériau est utilisée pour définir les limitations de température, les applications corrosives et les propriétés physiques. Alors que la norme ASME B16.5 répertorie quelque quarante-quatre (44) groupes de matériaux différents qui peuvent être envisagés pour une utilisation sur les brides de col de soudure, la plupart entrent dans les quatre catégories indiquées ci-dessous qui sont également des spécifications astm.
| Qualité ASTM | Min traction | Rendement minimum | Plage de température | Service typique | Indice de coût |
|---|---|---|---|---|---|
| A105 (CS) | 485 MPa (70 ksi) | 250 MPa (36 ksi) | -20 °F à 1 000 °F | Tuyauterie générale en acier au carbone, pétrole et gaz, vapeur | 1.0× |
| A350 LF2 (CS, à faible température) | 485 MPa (70 ksi) | 250 MPa (36 ksi) | -50 °F à 800 °F | Cryogénique, GNL, pipelines climatiques froids | 1.3× |
| A182F304 (SS304) | 485 MPa (70 ksi) | 205 MPa (30 ksi) | -325°F à 1500°F | Alimentation, pharmacie, services légèrement corrosifs | 5–7× |
| A182 F316 (SS316) | 515 MPa (75 ksi) | 205 MPa (30 ksi) | -325°F à 1500°F | Service chimique, marin, eau de mer, chlorure | 6–8× |
| A694 F65 (CS à haut rendement) | 530 MPa (77 ksi) | 450 MPa (65 ksi) | Ambiance à 800 °F | Transmission de gaz à haute pression (ASME B31.8) | 1.4× |
Valeurs A105 confirmées sur quatre sources indépendantes Les valeurs A182 sont des propriétés mécaniques minimales ASTM standard L'indice des coûts est indicatif, la tarification exacte varie en fonction des conditions du marché et de la quantité commandée.
Lorsqu'un responsable des achats a commandé un ensemble de Brides en acier au carbone ASTM A105 pour une utilisation sur le système d'injection d'hypochlorite de sodium (NaOCl) d'une installation de traitement d'eau, ils ne s'attendaient pas à ce que la corrosion par piqûres commence à provoquer des fuites après seulement 18 mois Dans NaOCl, les ions chlorure sont agressifs et attaquent la surface de l'acier au carbone au niveau de la face de la bride Pour y remédier, ils ont remplacé les brides d'origine par Acier inoxydable ASTM A182 F316, [traduction], sélectionné parce qu'il contient du molybdène (21TP3 T-31TP3 T) qui inhibe les piqûres dans les milieux chlorurés Malheureusement, le coût pour remplacer ces brides était de 1/3 du coût des brides d'origine plus six jours d'immobilisation de l'usine.
Lors de la réception des brides de col de soudure, assurez-vous que le certificat d'essai de matériau (MTC) correspond aux marquages de bride :
- Le numéro de chaleur estampillé sur la bride correspond au numéro de chaleur MTC
- Composition chimique : C, Mn, P, S, Si dans les limites de qualité ASTM
- Résultats des essais mécaniques : traction, rendement, allongement ≥ minimums
- Condition de traitement thermique indiquée (telle que forgée/normalisée/N&T)
- Confirmation PMI pour les qualités inoxydables et alliées
Voir le Guide de spécification des matériaux A105 pour une ventilation complète des limites chimiques de l'acier au carbone et des exigences en matière de traitement thermique.
Col soudé contre bride coulissante : la matrice de décision technique
Le choix entre un col de soudure et une bride à enfiler se résume à trois variables : la gravité du service, la durée de vie en fatigue du raccord et la pression nominale. Les brides à enfiler sont peu coûteuses et simples à installer. Elles présentent cependant des inconvénients techniques selon les codes ASME.
| Paramètre | Col soudé (WN) | Glisser (SO) |
|---|---|---|
| Plage de classe de pression | 15002500 (toutes les classes) | 150300 typique ; La classe 600+ est rare |
| Type de soudure | 1 soudure bout à bout à pénétration complète | 2 soudures de filets (intérieur + extérieur) |
| Vie de fatigue | Pleine durée de vie en fatigue égale à celle du tuyau | ~1/3 la durée de vie en fatigue du col de soudure |
| Résistance à la pression | Pression nominale totale du tuyau | ~2/3 de col de soudure sous pression interne |
| CND sur soudure | RT, UT, MPI accessible de l'extérieur | Soudure intérieure limitée au filet ; surface intérieure non accessible |
| Capacité de température minimale | -325°F (avec A182 SS) | -20°F (avec A105 CS) |
| Coût par rapport à la glissade | +306 SO% par rapport à la ligne de base | Base de référence |
| Service cyclique | Requis par ASME B31.3 | Interdit en service cyclique sévère (B31.3 §308.2.4) |
“En interne, ils portent environ 2/3ème de la pression interne et 1/3ème de la durée de vie en fatigue d'une bride de col de soudure.”
Évaluation des brides à enfiler par rapport au col de soudure, citée dans le commentaire standard ASME B16.5 dans les références techniques de l'industrie
ASME B31.3 308.2.4 dit que : “Sauf sauvegarde, une bride à utiliser dans des conditions cycliques sévères doit être col de soudage conforme à ASME B16.5 ou ASME B16.47.” Ce n'est pas une ligne directrice, mais plutôt une règle qui doit être suivie. “Le” cyclique sévère implique un débit pulsé (sortie de pompe ou de compresseur), un marteau à vapeur, un coup de bélier ou tout ce que les concepteurs s'attendent à soumettre à de nombreux trajets à cycle complet.
Spécifiez le col soudé lorsque :
- Classe de pression ≥300
- Fatigue, vibration ou écoulement pulsé
- Température élevée avec cyclage thermique
- Service toxique, inflammable ou hydrogène
- PWHT requis après soudage
- Tuyauterie enfouie ou isolée (accès limité à la réinspection)
- La connexion aux raccords (coudes, tés) assure une face carrée
Le slip-on peut être acceptable :
- Service d'eau/utilitaire de classe 150 uniquement
- Connexions temporaires avec suppression prévue
- Montage sur le terrain requis avec un réglage axial important
- Service économique, facilement accessible et non dangereux
- Pas aux buses d'équipement ou aux machines vibrantes
Lire le définitif guide des types de brides et visitez la page de bride de col soudé de Balingsteel pour en savoir plus sur les applications supplémentaires.
Quelle est la différence entre une bride à col soudé et une bride à enfiler ?
Une bride de col de soudure forme l'union entre le tuyau et le récipient/équipement par l'intermédiaire d'une seule soudure bout à bout à pénétration complète traversant le moyeu qui a la même résistance que la paroi du tuyau À l'inverse, des brides à enfiler se raccordent sur l'extrémité du tuyau avec deux soudures à filet (une au niveau de l'alésage intérieur et une sur la surface extérieure).Même si les brides à enfiler sont typiquement moins coûteuses à souder et que l'installation est plus rapide et plus simple, leurs connexions portent avec elles environ un tiers de la durée de vie en fatigue d'une configuration de col de soudure lors d'opérations cycliques.
Brides à long col soudé (LWN) : applications et dimensions des buses du navire

Un long col de soudure est une variante de la bride WN standard où le moyeu s'étend de manière significative : efficacement un embout de tuyau plutôt qu'une courte transition ; il permet à la soudure bout à bout d'être placée à une distance souhaitée de la buse du réservoir, de la buse de l'équipement ou de la buse de l'échangeur de chaleur là où il n'est pas possible de placer la soudure bout à bout là où l'accès est disponible pour l'inspection et le soudage.
| Paramètre | Wn standard | Long Weld Neck (LWN) |
|---|---|---|
| Longueur du moyeu | Par tableau ASME B16.5 | Spécification de projet étendue 5 ou B16. Annexe E |
| Emplacement soudé | Adjacent au corps de bride | Étendu à partir de la bride, au bout du col |
| Application primaire | Raccords tuyau à tuyau en ligne | Buses de récipients sous pression, buses d'échangeur de chaleur, connexions de colonnes |
| Continuité d'alésage | Correspond au calendrier de forage des tuyaux | Correspond à la buse du navire/à l'alésage de l'équipement |
| Référence ASME | corps principal ASME B16.5 | ASME B16.5 Annexe E |
Les brides LWN sont requises lorsque la saillie de la buse du navire, la section du tuyau dépassant de la coque du navire, est trop courte pour accueillir un moyeu WN standard tout en offrant un accès au soudeur et un dégagement CND. Le col étendu offre également un jeu pour l'épaisseur d'isolation là où la tuyauterie sort de la couverture d'isolation du navire. Une bride de col de soudure réductrice est une forme spéciale où l'alésage du col se rétrécit depuis l'alésage de la face de la bride jusqu'à une taille de tuyau plus petite, éliminant un raccord réducteur. Voir le page des raccords soudés bout à bout pour connecter les composants utilisés aux terminaisons LWN.
LWN est un must, non facultatif, lorsque la saillie de la buse du navire est inférieure à la longueur de moyeu standard pour un NPS donné Une règle généralement acceptée : S'il y a moins de 1,5 fois la DO du tuyau entre la coque du navire et l'objet le plus proche, comme l'isolation, un coussin de buse ou un appel de coque de navire pour LWN. La forme du col LWN est fournie dans l'annexe B16.5 E ; la longueur du col n'est pas spécifiée par B16.5, mais se trouve généralement sur la spécification et le dessin du projet.
Soudage et installation : procédure de soudure bout à bout, alignement et liste de contrôle CND
Le code de tuyauterie de procédé ASME B31.3 s'applique à l'installation de brides de col de soudage ; soutenu par de nombreuses normes nationales d'ingénierie de laboratoire du DOE La séquence est basée sur les exigences énumérées dans le manuel de normes d'ingénierie LANL ; section REF-3 ; révision 0 (http ://www.lanl.gov/projects/esweb) et LBL B31.3 Process Piping guide revision 2 (http ://eet.lbl.gov/rules) ; les deux sont accessibles au public depuis leurs serveurs de laboratoire nationaux.
Liste de contrôle de pré-installation (7 éléments)
- Correspondance de l'alésage : l'ID de l'alésage de la bride de Confirm correspond à l'ID du programme de tuyaux avant de procéder à l'ajustement. Obtenez des mesures des deux, ne présumez pas simplement qu'elles correspondent.
- Préparation des bords coupés : bord du tuyau conique à 37,5 degrés conformément à l'ASME B16.25 ; élimination du tartre, de la rouille et de l'huile en 1 « de la zone de soudure ».
- Inspection de la face de la bride : Inspectez les entailles, les gouges et les points hauts localisés. Tout dommage supérieur aux limites spécifiées dans le tableau 1 de l'ASME B16.5 doit être réparé.
- Les extrémités de désalignement interne de la soudure bout à bout ne sont pas désalignées intérieurement de plus de 0,05 pouce. Aucun forçage d'alignement par Wedges (réforme de Wedges) pour ce faire.
- Le parallélisme de la face de la bride doit être avec un pied de” in1/16 sur n'importe quel diamètre et un écart maximum d'un quart d'intervalle. les trous de boulons doivent être au maximum d'un débit de 1/8.
- Qualification du soudeur : Le soudeur doit être qualifié conformément à la section IX de l'ASME conformément au numéro P et au numéro F appropriés.
- WPS Review : WPS garantit que le numéro P du matériau de base et le numéro F du matériau de remplissage ainsi que toute préchauffage et autres spécifications requises.
Une équipe de soudage était en route vers une station de compression de gaz naturel de l'Alberta lorsqu'elle a reçu un avis de problème : les brides de col de soudure qui ont été commandées avaient été alésées à une annexe 40, mais la tuyauterie de refoulement du compresseur était une annexe 80. “L'étape de l'alésage de 6,3 mm n'aurait pas d'incidence sur la pression nominale statique, déclare” un ingénieur de projet. “Toutefois, la fréquence de pulsation du compresseur correspondait à la première fréquence naturelle de la géométrie à l'étape Notre analyse a révélé que cela aurait conduit à une réduction de plus de 501TP3 T de la durée de vie en fatigue due à la concentration de forage était considérée comme plus rapide.
Les ingénieurs de tuyauterie expérimentés soulignent systématiquement que la désadaptation de l'alésage est le défaut évitable le plus répandu et le plus coûteux dans l'installation des brides du col de soudure. Lors de l'assemblage des brides de différents ID d'alésage, la fréquence est supérieure à celle des joints buse-tuyauterie de navire entier, car les buses de navire de la section VIII de l'ASME sont généralement un programme plus lourd que la tuyauterie B31.3 associée - l'étape d'alésage doit être biseautée à 3 :1 ou 4 :1 pour les livraisons à proximité des pompes, des compresseurs ou des conduites d'écoulement à grande vitesse.
Les exigences CND dépendent de la catégorie de service de fluide selon ASME B31.3 :
| Catégorie de service fluide | Examen de soudure | Volumétrique (RT ou UT) |
|---|---|---|
| Catégorie D (faible conséquence) | Visuel aléatoire | Aucun requis |
| Service normal | Visuel 5% | 5% RT ou UT |
| Catégorie M (toxique/inflammable) | 100% | 20% RT ou UT |
| Cyclique sévère | 100% | 100% volumétrique |
| Service aigre (NACE) | 100% + dureté | 100% RT |
Source : ASME B31.3 Tableau 341.3.2, tel que référencé dans le guide de tuyauterie du processus LANL B31.3 (engstandards.lanl.gov).
Séquence de couple de boulon : selon ASME B31.3 335.2.2 et ASME PCC-1-2019 Lignes directrices pour l'assemblage de brides boulonnées à limite de pression, couplez les boulons selon un motif entrecroisé, avec pas plus de 1/3 du couple final transmis sur chaque passe de couple trois passes minimum (30TP3T 70% 100%). Après le premier passage de couple, vérifiez que les faces de la bride restent parallèles avant de procéder. Le ré-rembourrage après le premier cycle de chauffage au-dessus de 200F est recommandé, car la charge de relaxation du joint réduit. tables de couple à boulons à goujons pour les valeurs de couple du boulon A193 B7 exprimées par le diamètre du boulon. Voir aussi guide de spécification des raccords de soudure bout à bout pour connecter des composants.
Comment souder une bride de col soudé à un tuyau ?
Souder la bride du col de soudure au tuyau comme suit : (1) préparer le biseau du tuyau à 37,5/ASME B16.25 et vérifier la correspondance de l'alésage. (2) régler la face de la bride parallèlement à l'axe du tuyau à moins de 1/16 po/pi, (3) souder par collant à 12, 3, 6, 9 heures (collages de 1 pouce), (4) passer le pied avec GTAW et purge arrière à l'argon (pour les épaisseurs de paroi 3/16’+). (5) remplir et boucher conformément aux passes approuvées WPS, (6) effectuer des passes de catégorie NDT applicables en dessous d'un modèle de service, (7).
Perspectives de l'industrie : tendances de la demande de brides de col soudé 202,15 ans,15 ans

Source : Global Market Insights, mars 2026. les brides de col de soudure représentent la plus grande catégorie de produits en termes de chiffre d'affaires, soit environ 311 TP3 T du marché total des brides.
Les brides de col de soudure constituent le groupe de produits d'entrée dominant sur le marché mondial des brides, en raison de la demande découlant des projets de terminaux d'exportation de GNL, des travaux de modernisation des infrastructures intermédiaires pétrolières et gazières et de l'expansion du réseau de projets de GNL. Les projets de GNL nécessitent des brides de classe 600 et de classe 900 WN en acier inoxydable et en alliages pour le service cryogénique. Les mêmes qualités qui font face aux délais de livraison les plus longs.
L'analyse des volumes de recherche en ligne pour “weld neck pipe bride” présente ce modèle de demande : le volume de mots clés est passé de environ 50 recherches mensuelles en mai 2025 à plus de 1 000 recherches par mois d'ici octobre 2025, indiquant un pic de recherche en matière d'approvisionnement parallèle à l'annonce de certains Projets de terminaux GNL fin 2025.
Pour l'approvisionnement normal en 2025-2026 : les brides à col soudé de classe 900 et de classe 1500 produites à l'étranger en NPS 8 « et plus sont généralement disponibles dans un délai de 6 à 12 semaines à compter de fin 2025, mais en raison des restrictions de capacité de forge et de la demande croissante des programmes de transition énergétique. La finalisation des spécifications du projet avant le trimestre 2 2026, afin de garantir que les prix de la classe 600+ et la stabilité du calendrier des usines, peuvent éviter les retards critiques dans les chemins.
L'édition 2022 de l'ASME B31.3 a modifié ses calculs de courbe de fatigue de l'annexe W. Cela a des répercussions sur les concepteurs qui spécifient les brides de col de soudure en service cyclique sévère en tenant compte des facteurs de plage de contraintes dans leur analyse de flexibilité de la tuyauterie Veuillez confirmer que vous faites référence à l'édition actuelle du B31.3 avant de finaliser les spécifications sur les projets à cycle long Les mises à jour de l'édition 2022 ont résulté de recherches étudiant les auteurs de la méthodologie de fatigue Markl (Paulin et Hinnant, PVP2008-48241).
Questions fréquemment posées
À quoi sert une bride de tuyau de col de soudure ?
Voir la réponse
Les brides de tuyaux à col soudé sont requises dans les applications de service cyclique à haute pression et haute température où un joint structurel sans type de concentrateurs de contraintes doit être prévu pour les joints soudés ou brasés Ces conditions sont typiques dans le traitement du pétrole et du gaz en amont, en milieu de route, en aval, le traitement pétrochimique, la production d'énergie (vapeur et condensat), les systèmes GNL et cryogéniques et les usines chimiques Les brides de tuyaux à col soudé sont en fait le seul type de bride requis par ASME B31.3 pour le service sévère de gaz cyclique, d'hydrogène et acide Voir la page de produit de bride de col soudé en acier à balin pour la disponibilité des matériaux et des tailles.
Quelle est la différence entre ASME B16.5 et ASME B16.47 ?
Voir la réponse
ASME B16.5 régit les brides de tuyaux en acier et les raccords à brides de NPS ” par NPS 24″ ; cette norme universelle pour les brides de col de soudure dans la plupart des applications de tuyauterie Les brides de grand diamètre de NPS 26 « à NPS 60 » sont couvertes par ASME B16.47. B16.47 se divise en série A (équivalent à MSS SP-44, généralement utilisé dans les applications de raffinerie et de traitement) et série B (équivalent à API 605, généralement utilisé dans les applications de pipeline). Précisez toujours B16.5 pour les tailles NPS 24 « et inférieures ».
Peut-on utiliser une bride de col de soudure avec un raccord de soudure à douille ?
Voir la réponse
N° Une bride de col de soudure utilise une soudure bout à bout au niveau de son moyeu biseauté ; un bride de soudure de douille utilise une soudure en filet dans un alésage de douille Ils diffèrent par la géométrie de l'alésage, le type de soudure et la classe de pression applicable 'ils ne sont pas interchangeables.
Comment préciser l'alésage correct pour une bride de col de soudure ?
Voir la réponse
Précisez à la fois le NPS et le programme de tuyaux Par exemple : “NPS 4, annexe 40, alésage par ASME B16.5.” Le fabricant usine l'alésage pour donner le diamètre intérieur du programme spécifié Un alésage Sch 40 de 4 « est de 4,026 » ID. Un alésage Sch 80 de 4 « est de 3,826 » ID. L'alimentation du NPS uniquement sans calendrier permet un alésage inconnu et crée une chance de 50/50 de recevoir le mauvais alésage pour le tuyau installé. Il en résulte une concentration de contraintes de soudure, des turbulences d'écoulement et une corrosion caverneuse.
Les brides de col de soudure conviennent-elles à des températures inférieures à zéro ?
Voir la réponse
Oui le bon matériau L'acier au carbone ASTM A105 standard est évalué à -20 °F minimum ; en dessous, il perd de la ductilité et devient sensible à la rupture fragile ASTM A350 LF2 est la qualité de référence pour le service à froid : Charpy V-notch testé à 50 °F, norme sur les terminaux d'importation de GNL, les pipelines cryogéniques et les installations du nord du Canada/Alaska Besoin d'être inférieur ? ASTM A182 F304 et F316 qualités d'acier inoxydable portent les cotes jusqu'à 325 °F et gèrent l'azote liquide et le service d'oxygène liquide sans problème Deux règles de : (150 2) Test de la température minimale de l'impact du projet (1555/25/25/2).
Quand ne dois-je pas utiliser une bride de col de soudure ?
Voir la réponse
Les brides de col de soudure ne conviennent pas aux services d'eau ou de services publics à basse pression de la classe 150, car une bride à enfiler à moindre coût suffirait. Elles peuvent être inappropriées dans les installations à espace limité en raison des jeux axiaux causés par la longueur du moyeu ou les conduites de tuyauterie temporaires soumises à un entretien fréquent, où une soudure bout à bout devrait être coupée et ressoudée à chaque fois. Dans ces situations, une bride de soudure à enfiler ou à douille peut être plus appropriée (si les conditions de service le permettent).
À propos de ce guide
Ce guide de spécifications s'appuie sur les données d'évaluation dimensionnelle et pression-température ASME B16.5 (édition 2017), les normes de matériaux ASTM (A105, A350, A182, A694), le code de tuyauterie de processus ASME B31.3 (y compris les mises à jour de la courbe de fatigue de l'édition 2022) et l'ASME PCC-1. -Directives d'assemblage de joints boulonnés 2019.
Les données des tableaux de dimensions ont été vérifiées de manière croisée par rapport à deux sources de référence publiées indépendantes Les cotes pression-température ont été confirmées par rapport à deux bases de données de référence de l'industrie Lorsque les données représentent un consensus technique ou une référence à source unique, un langage limitant est utilisé.
Visiter Guide produit bride col soudé de Balingsteel pour les prix actuels, les délais et la disponibilité de tailles personnalisées.
Besoin de brides de col de soudure ASME B16.5 ?
Balingsteel fournit des brides de col soudé en acier au carbone, en acier inoxydable et en alliage de la classe 150 à 2500, NPS ½” à 24 « , avec des certifications de matériaux et une documentation MTC complète.
Examiné par l'équipe d'ingénierie de Balingsteel Balingsteel fabrique et fournit des brides de col de soudure ASME B16.5 en acier au carbone, en acier inoxydable et en alliages pour les applications de production de pétrole et de gaz, de produits pétrochimiques et d'énergie Visitez le page produit de bride de col soudé pour les spécifications dimensionnelles, les tailles personnalisées et les prix en vrac.
Articles connexes
- Bride de col soudé, spécifications du produit et tailles personnalisées
Brides de col soudé en acier au carbone et inoxydable de Balingsteel - Brides à enfiler : lorsque des coûts inférieurs donnent du sens à l'ingénierieApplications utilitaires de classe 150 et guide de sélection de bride SO
- Guide de qualité du matériau ASTM A182Grades de brides en acier inoxydable et alliage F304, F316, F11, F22
- Types de brides de tuyau : Guide de sélection completWN, SO, store, soudure à douille, joint à recouvrement et plus encore
Références et sources
- Manuel des normes d'ingénierie LANL, Guide des tuyauteries de processus REF-3-R0Laboratoire national de Los Alamos (Département américain de l'énergie)
- Rapport de comparaison de codes EN 13480 contre ASME B31 (2024) 'U.S. Département de l'énergie' (contient l'ASME B31.3 308.2.4 textuellement)
- B31.3 Guide de tuyauterie de procédé, révision 2Laboratoire national Lawrence Berkeley (Département américain de l'énergie)
- Rapport sur la taille et la part du marché mondial des brides, mars 2026Perspectives du marché mondial, Inc.
- mises à jour de la tuyauterie ASME B31 pour les facteurs de plage de stress (février 2024) (commentaire faisant autorité sur les mises à jour de fatigue de l'Annexe W de B31.3 2022)

