


SNELLE SPECIFICATIES
| Governing standard | ASME B16.5 (NPS ½”24″); ASME B16.47 voor NPS 26″-60″ |
| Drukklassen | 150 / 300 / 600 / 900 / 1500 / 2500 |
| Lasverbinding | Volledige penetratie stomplas (enkele lasverbinding) |
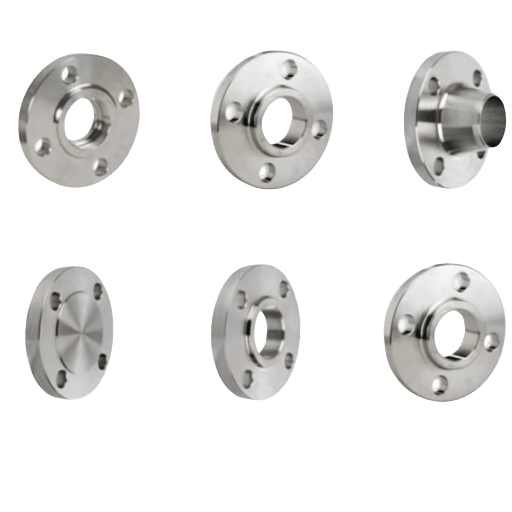
| Veel voorkomende gezichtstypes | Raised Face (RF) · Flat Face (FF) · Ring-Type Joint (RTJ) |
| Koolstofstaalrang | ASTM A105 (algemene dienst); ASTM A350 LF2 (lage temperatuur) |
| Roestvrij/legering rang | ASTM A182 F304, F316, F11, F22 |
| Korte aanduidingen | WN · WNRF · WN-RF |
De lashalspijpflens, ook wel lashalsflens of WN-flens genoemd, is een gesmede stalen flens die wordt gekenmerkt door een lange, taps toelopende naaf die soepel overgaat op de pijp waaraan hij is gelast. De flens bevestigt aan het buisuiteinde een volledige penetratie-peuklas 1 enkele doorlopende naad die ervoor zorgt dat de flens en de pijp zich als één geheel gedragen. Wat u hier zult vinden zijn ASME B16.5 druk-temperatuurclassificatielijsten, klasse 150 dimensietabellen, vergelijking van gezichtstypen, selectiegrafieken voor materiaalkwaliteit, beslissingsmatri× versus instapflenss en installatiechecklist uit de code.
deze specificatiegids dient als hulpmiddel voor inkoopingenieurs, leidingontwerpers en projectkopers die belast zijn met het selecteren van lashalsflenzen voor toepassingen in olie en gas, petrochemie, energieopwekking en procesinstallaties.
Wat is een lashalspijpflens? Hubgeometrie, lastype en technische logica
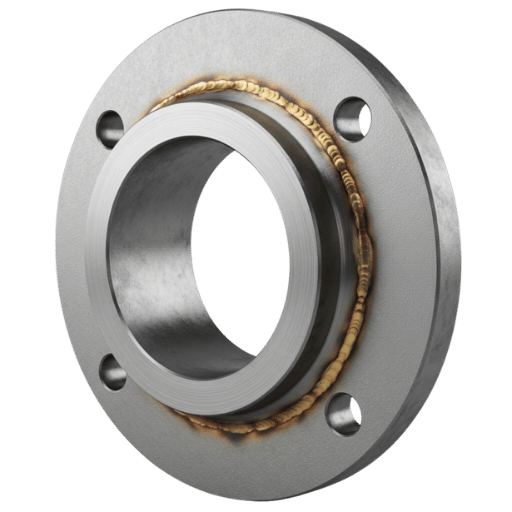
Een lashalsflens, ook wel lashalsflens of WN-flens genoemd, wordt geïdentificeerd door een langwerpige, conische naaf die geleidelijk in dikte smaller wordt totdat de diameter overeenkomt met de te bevestigen pijp. Het uiteinde van de naaf loopt taps toe met een afschuining om de stomplas met volledige penetratie mogelijk te maken. Onderschat de rol van dit profiel niet: de taps toelopende vorm verdeelt de buig- en drukbelastingen beter over de lengte van de naaf in plaats van alleen bij de lasteen.
Zijn vlot taps toelopende naaf biedt wat ingenieurs noemen een soepele overgang tussen het zware gedeelte van de flens en de relatief dunne buiswand Die soepele overgang resulteert in een gelijkmatige spanningsstroom, waardoor gelokaliseerde hoge punten of gebieden van accumulatie langs de verbinding worden voorkomen Dit is de fundamentele reden waarom lasnekflenzen beter presteren dan andere flenstypen onder omstandigheden met hoge trillingen, constante cyclische belasting, e×treme warme of koude temperaturen, of strenge service.
Vanwege de stomplas met volledige penetratie volgens ASME B31.3 Process Piping Code, creëert de lashals een metallurgisch continue gezamenlijke flens en gedraagt de buis zich als een enkele onderbelasting. Het resultaat is dat ASME B31.3 Process Piping Code een lashalsverbinding op dezelfde manier beoordeelt als de pijp zelf met het oog op spanningsberekeningen, terwijl een instapverbinding een vermoeiingsboete met zich meebrengt (weergave instapflensgeleider voor aanvullende informatie).
✔ Voordelen
- E×cellente spanningsverdeling langs taps toelopende hub
- Onbeperkte boring, geen stroombeperking of turbulentie
- Volledige penetratie stomplas, radiografisch inspecteerbaar van buitenaf
- Beoordeeld voor alle zes ASME B16.5 drukklassen (150-2500)
- Geeft vermoeidheid, trillingen en cyclische belasting
- Geschikt voor temperaturen onder nul en verhoogde temperaturen met correct materiaal
- Directe gelaste verbinding met elke stompe gelaste fitting, inclusief ellebogen, tanden en verloopstukken
- Geen spleet voor erosie tussen flensboring en buis OD.
⚠ Beperkingen
- Hogere eenheidskosten versus instapper (+30-60% typisch)
- Vereist een gekwalificeerde lasser en lasprocedurespecificatie (WPS)
- Vereist meer inspanning en tijd om te installeren; omvat wortel- en einddoplassen naast vullassen.
- Het lange en taps toelopende naafontwerp zorgt voor een extra afstand vanaf de pijpwand of montage op het flensafdichtingsvlak dan instappen of contactdoos lasflenss
- Pijp-ID moet op de inkooporder worden gespecificeerd om overeen te komen met de interne diameter van de flens en de geplande pijp.
De stomplas met volledige penetratie volgens ASME B31.3 Process Piping Code vormt een metallurgisch continue structuur met de aangesloten pijp die precies net als de pijp alleen meegeeft aan cyclische spanning. Dit komt omdat lashalsverbindingen dezelfde spanningsintensiveringsfactoren krijgen als pijpen, iets wat een met filets gelaste instapflensverbinding niet mogelijk maakt - dat dit een gelijkwaardigheid in ontwerpberekeningen mogelijk maakt.
Wat Is het Voordeel van de Flenzen van de Lashals?
Lashalsflenzen bieden vier fundamentele technische voordelen ten opzichte van andere flenstypen: ten eerste dient de taps toelopende naaf om de buigmomentbelasting over de gehele lengte van het kussen te spreiden, waardoor de spanningsconcentratie wordt weggenomen die inherent is aan een filetlasteen. Ten tweede is de binnendiameter van de boring nauwkeurig afgestemd op het pijpgedeelte, zodat er geen stap is die turbulentie, erosie en spleetcorrosie veroorzaakt. Ten derde is de stomplas toegankelijk voor radiografietests van buitenaf, waardoor niet-destructieve inspectie eenvoudig wordt. Ten vierde voorkomt de enkele doorlopende lasverbinding een interne spleet waarin procesvloeistof zich kan verzamelen, wat van cruciaal belang is bij zeer zuivere en corrosieve toepassingen.
ASME B16.5 Drukklassen: de juiste beoordeling selecteren (150 tot 2500)
ASME B16.5 specificeert zes drukcategorieën voor lashalsflenzen: 150, 300, 600, 900, 1500 en 2500. Elke categorie heeft een druktemperatuur (PT) die daalt bij stijgende temperatuur, omdat staal verzwakt naarmate het opwarmt. Een onjuist selectiepatroon is een codeovertreding en praktisch gesproken variëren de storingen van het doorsijpelen van pakkingen tot een geheel onderdeel dat een hevige breuk ondergaat.
De druk-temperatuurclassificaties voor Materiaalgroep 1.1 (ASTM A105 koolstofstaal) per ASME B16.5 worden hieronder weergegeven De cijfers zijn in psi; de classificatie daalt bij hoge temperatuurniveaus omdat de vloeigrens afneemt naarmate de materiaaltemperatuur stijgt.
| Temperatuur (°F) | Klasse 150 | Klasse 300 | Klasse 600 | Klasse 900 | Klasse 1500 | Klasse 2500 |
|---|---|---|---|---|---|---|
| -20 tot 100 | 285 | 740 | 1,480 | 2,220 | 3,705 | 6,170 |
| 200 | 260 | 675 | 1,350 | 2,025 | 3,375 | 5,625 |
| 300 | 230 | 655 | 1,315 | 1,970 | 3,280 | 5,470 |
| 400 | 200 | 635 | 1,270 | 1,900 | 3,170 | 5,280 |
Bron: ASME B16.5, Materiaalgroep 1.1 (geverifieerd aan de hand van twee onafhankelijke referenties uit de industrie) Lineaire interpolatie toegestaan voor tussenliggende temperaturen.
Beslissingskader voor drukklassen
- Systeemdruk 285 psi EN temp 400F EN nuts-/waterdienst Klasse 150 aanvaardbaar
- Systeemdruk 286-740 psi OF elke gevaarlijke vloeistof (HC, stoom, zuur) Minimaal klasse 300
- Druk 741-1.480 psi OF waterstof/procesgas service Klasse 600
- Cryogeen LNG, hogedrukstoom, onderzeese of zure dienst Klasse 900 of hoger
- Hogedrukgastransmissie (ASME B31.8) of ultrahogedrukproces Klasse 1500 / 2500
Selecteer nooit een lagere drukklasse van de flens op basis van alleen de bedrijfsdruk. ASME B31.3 schrijft voor dat de buis moet worden beoordeeld op de bovengrenzen van de procesdruk bij ontwerpomstandigheden (1,5 maximaal toegestane werkdruk), doorvoer en verstoorde omstandigheden. Het systeem werkt mogelijk bij 200 psi, maar kan tijdens een ontlastkleplift 350 psi zien. De bovengrens van klasse 150’s 285 psi zou dan worden geschonden.
Veldaankoopteams houden routinematig klasse 300 aan als het minimum van de locatie voor raffinaderij- en chemische installatiesystemen, ongeacht de bedrijfsdruk. Een leidingingenieur die toezicht houdt op een upgrade van ruwe voorverwarming bij een raffinaderij aan de Golfkust merkte wrang op dat: standaardisatie op klasse 300 in een fabriek betekent dat de faciliteit de drukwaarden later kan verhogen, diensten kan omleiden en het bijhouden van twee verschillende flensinventarissen kan vermijden. De kostenpremie versus klasse 150 is onbeduidend wanneer deze wordt afgeschreven over de periode van 25 tot 40 jaar waarin de fabriek in bedrijf is.
ASME B16.5 markeringseisen voor lashalsflenzen: naam van de fabrikant of handelsmerk materiaalspecificatie drukklasse nominale pijpmaat facing designator (RF/FF/RTJ) warmte of serienummer voor traceerbaarheid Kruiscontrole van deze markeringen aan de hand van het Mill Test Certificate voordat u installeert.
Afmetingen lashalsflens: NPS ½” tot 12″ referentietabel (klasse 150)

Deze tabel geeft ASME B16.5 Klasse 150 lashalsflensafmetingen voor NPS ” door 12″ Alle metingen zijn inches. De boringdiameter wordt niet verstrekt omdat de afmeting varieert; De boringgrootte wordt op het moment van vervaardiging machinaal bewerkt volgens de binnendiameter van het aangrenzende pijpschema. NPS en schema zijn vereist op het moment van bestelling.
| NPS | OD (O) | Boutcirkel (BC) | Nee. Bouten | Bolt Hole Dia. | Naaf Dia. bij Basis | Lengte door hub (H) |
|---|---|---|---|---|---|---|
| ½” | 3.50 | 2.38 | 4 | 0.62 | 0.84 | 1.88 |
| 3⁄4” | 3.88 | 2.75 | 4 | 0.62 | 1.05 | 2.06 |
| 1″ | 4.25 | 3.12 | 4 | 0.62 | 1.32 | 2.19 |
| 1½” | 5.00 | 3.88 | 4 | 0.62 | 1.90 | 2.44 |
| 2″ | 6.00 | 4.75 | 4 | 0.75 | 2.38 | 2.50 |
| 3″ | 7.50 | 6.00 | 4 | 0.75 | 3.50 | 2.75 |
| 4″ | 9.00 | 7.50 | 8 | 0.75 | 4.50 | 3.00 |
| 6″ | 11.00 | 9.50 | 8 | 0.88 | 6.63 | 3.50 |
| 8″ | 13.50 | 11.75 | 8 | 0.88 | 8.63 | 4.00 |
| 10″ | 16.00 | 14.25 | 12 | 1.00 | 10.75 | 4.00 |
| 12″ | 19.00 | 17.00 | 12 | 1.00 | 12.75 | 4.50 |
Gegevens die zijn samengesteld uit twee onafhankelijke bronnen uit de industrie en kruisverifieerd aan de hand van gepubliceerde ASME B16.5-2017-referentietabellen Naafdiameter bij basis - en naaflengtewaarden zijn voor klasse 150 RF; hogere drukklassen gebruiken hetzelfde OD/bout-patroon maar verschillende naafprofielen.
De boringgrootte van een lashalsflens zal machinaal zijn volgens de binnendiameter van het pijpschema die vereist is op het moment dat de bestelling wordt geplaatst. De binnenboringdiameter voor een 4″ NPS Schedule 40 zal 4,026″ zijn. De binnenboring voor een 4″ NPS Schedule 80 zal 3,826″ zijn. Schemaspecificatie is niet optioneel. Een ongeëvenaarde boring creëert een stap bij de las die fungeert als stromingsobstructie, spanningsconcentratie en een geschikte omgeving voor spleetcorrosie. Geef altijd op de aankooporder op als: NPS + schema (i.e. NPS 4, Sch 40, boring per ASME B16).
Gezichtstypen: verhoogd gezicht (RF), vlak gezicht (FF) en ringtype verbinding (RTJ)
Gezichtstype definieert de pakkinggeometrie en afdichtingsmethode ASME B16.5 Sectie 6 stelt dat het standaard gezichtstype voor lashalsflenzen Raised Face is. Elke inkooporder die geen gezichtstype specificeert, wordt automatisch vervaardigd met een Raised Face (RF)-configuratie. Inconsistente flenstypen in een flensverbinding zijn een veel voorkomende fout in de specificatie van het leidingsysteem en hebben een aantal mogelijke resultaten, waaronder lekkende pakkingen, behuizingen die worden gebarsten, enz.
| Parameter | Verhoogd gezicht (RF) | Flat Face (FF) | Ringtype verbinding (RTJ) |
|---|---|---|---|
| Zitvlak | Verhoogde ring, 0,060-0,250″ boven het buitendiametervlak van de flens | Spoel met flens OD gezicht | Precisie-bewerkte groef accepteert metalen ring |
| Pakking type | Spiraalvormige wond of plaatpakking | Full-face zachte pakking | Metalen ovale of achthoekige ring |
| Max drukklasse | 2500 | 300 (typische bovengrens) | 2500 |
| Typische service | Procesinstallaties, olie & gas, standaard industrieel | Watervoorzieningen, gietijzeren pompflenzen | High-P/T, offshore, zure service, H2 |
| ASME-aanduiding | RF (standaard volgens B16.5 §6) | FF | RTJ of RJ |
het koppelen van een lashalsflens met verhoogd vlak aan een gietijzeren pomplichaam met vlak vlak vlak zorgt ervoor dat de verhoogde ring een brug over het midden van de pakking creëert, waardoor puntbelastingen ontstaan die zullen resulteren in het breken van de gietijzeren behuizing. Dit soort storingen wordt zeer vaak ervaren bij het werken aan leidinginstallaties wanneer een ingenieur het gezichtstype van de bijpassende apparatuur niet in de flensvolgorde heeft beoordeeld. Bij het bestellen van de flenzen moet altijd rekening worden gehouden met het gezichtstype van de aangrenzende apparatuur. Raadpleeg sectie 6 van de ASME B16.5-standaard voor verdere uitleg van Raise Face (RF)-standaard- en Flat Face (FF)-toepassingen.
Wat is het verschil tussen verhoogde gezichts- en platte gezichtsflenzen?
Opgenomen vlak betekent dat een kleine verhoogde ring machinaal wordt bewerkt op het oppervlak van het vlak van de flens. De boutbelasting is geconcentreerd op dit verhoogde oppervlak, wat resulteert in een hogere pakkingzitspanning die wordt bereikt met een kleine pakking. Vlak vlak betekent dat het zitgedeelte gelijk ligt aan de buitendiameter van de flens; en de pakking bedekt het gehele vlak van de flens. Opgeschroefd vlak (RF) is het meest voorkomende en meest gebruikte vlaktype, voornamelijk voor staal-op-staal toepassingen in industriële leidingen, maar bij het verbinden van stalen flenzen met gietijzeren apparatuur (of nodulair gietijzer) Flensverbindingen met Vlak Gezicht (FF) worden gebruikt om de verhoogde scheur te elimineren die onder een zwakker RF-kanaal wordt aangetroffen.RTJ type blind flenzen bied het hoogste niveau van afdichtingsintegriteit op elke drukvatsluiting die is ontworpen voor de zwaarste toepassingen.
Materiaalkwaliteiten: A105 koolstofstaal, A182 roestvrijstalen en gelegeerde lashalsflenzen
Materiaalkwaliteit wordt gebruikt om temperatuurbeperkingen, corrosieve toepassingen en fysieke eigenschappen te definiëren. Hoewel de ASME B16.5-standaard zo'n vierenveertig (44) verschillende materiaalgroepen vermeldt die in aanmerking kunnen komen voor gebruik op lashalsflenzen, vallen de meeste in de vier hieronder weergegeven categorieën, die ook astm-specificaties zijn.
| ASTM-klasse | Min Trek | Min Opbrengst | Temp Range | Typische Service | Kostenindex |
|---|---|---|---|---|---|
| A105 (CS) | 485 MPa (70 ksi) | 250 MPa (36 ksi) | -20 °F tot 1000 °F | Algemene koolstofstalen leidingen, olie en gas, stoom | 1.0× |
| A350 LF2 (CS, Laagtemp) | 485 MPa (70 ksi) | 250 MPa (36 ksi) | -50 °F tot 800 °F | Cryogene, LNG, pijpleidingen met koud klimaat | 1.3× |
| A182 F304 (SS304) | 485 MPa (70 ksi) | 205 MPa (30 ksi) | -325°F tot 1500°F | Voedsel, farma, licht corrosieve diensten | 5–7× |
| A182 F316 (SS316) | 515 MPa (75 ksi) | 205 MPa (30 ksi) | -325°F tot 1500°F | Chemische, mariene, zeewater, chloridedienst | 6–8× |
| A694 F65 (Hoogrendement CS) | 530 MPa (77 ksi) | 450 MPa (65 ksi) | Omgeving tot 800 °F | Hogedrukgastransmissie (ASME B31.8) | 1.4× |
A105-waarden bevestigd over vier onafhankelijke bronnen A182-waarden zijn standaard ASTM minimale mechanische eigenschappen Kostenindex is indicatief, exacte prijs varieert met de marktomstandigheden en bestelhoeveelheid.
Wanneer een inkoopmanager een set bestelde ASTM A105 koolstofstalen flenzen voor gebruik op het natriumhypochloriet (NaOCl) injectiesysteem van een waterbehandelingsinstallatie verwachtten ze niet dat putcorrosie al na 18 maanden lekkages zou veroorzaken. In NaOCl zijn chloride-ionen agressief en vallen ze het oppervlak van het koolstofstaal aan de flenszijde aan. Om dit te repareren, hebben ze de originele flenzen vervangen door ASTM A182 F316 roestvrij staal, geselecteerd omdat het molybdeen (2%-3%) bevat dat putvorming in chlorideomgevingen tegengaat Helaas bedroegen de kosten om deze flenzen te vervangen 1/3 van de kosten van de originele flenzen plus zes dagen uitvaltijd van de installatie.
Zorg er bij ontvangst van lashalsflenzen voor dat het Material Test Certificate (MTC) overeenkomt met de flensmarkeringen
- Warmtenummer gestempeld op flens komt overeen met MTC-warmtenummer
- Chemische samenstelling: C, Mn, P, S, Si binnen ASTM-kwaliteitsgrenzen
- Mechanische testresultaten: trek, opbrengst, rek ≥ minima
- Warmtebehandelingstoestand vermeld (as-forged /genormaliseerd /N&T)
- PMI bevestiging voor rvs en legeringskwaliteiten
Zie de A105 materiaalspecificatiegids voor een volledige uitsplitsing van de chemische grenswaarden en warmtebehandelingsvereisten van koolstofstaal.
Lashals versus opslipflens: de technische beslissingsmatrix
De keuze tussen een lashals en een instapflens komt neer op drie variabelen: de ernst van de service, de levensduur van de verbinding en de drukwaarde. Inklapbare flenzen zijn goedkoop en eenvoudig te installeren, maar hebben wel technische nadelen volgens ASME-codes.
| Parameter | Lashals (WN) | Slip-On (SO) |
|---|---|---|
| Drukklasse bereik | 150-2500 (alle klassen) | 150-300 typisch; Klasse 600+ is ongebruikelijk |
| Las type | 1 full-penetration kontlas | 2 filetlassen (binnen + buiten) |
| Vermoeidheid leven | Volledige vermoeidheid leven gelijk aan pijp | ~1/3 de vermoeiingslevensduur van lasnek |
| Druksterkte | Volledige pijp druk rating | ~2/3 van lashals onder interne druk |
| NDT op las | RT, UT, MPI toegankelijk van buitenaf | Binnenkant filetlas beperkt; binnenoppervlak niet toegankelijk |
| Min temp-capaciteit | -325°F (met A182 SS) | -20°F (met A105 CS) |
| Kosten versus instapper | +30-60% versus SO-basislijn | Baseline |
| Cyclische dienst | Vereist door ASME B31.3 | Verboden bij zware cyclische dienst (B31.3 §308.2.4) |
“Intern dragen ze ongeveer 2/3e van de interne druk en 1/3e van de vermoeiingslevensduur van een lashalsflens.”
Beoordeling van instapflenzen versus lashals, geciteerd uit ASME B16.5 standaardcommentaar in industriële technische referenties
ASME B31.3 308.2.4 zegt dat: “Tenzij deze is beveiligd, een flens die onder zware cyclische omstandigheden moet worden gebruikt een lashals moet zijn die voldoet aan ASME B16.5 of ASME B16.47.” Dit is geen richtlijn, maar eerder een regel die moet worden gevolgd. “ Ernst impliceert pulserende stroming (pomp- of compressoropbrengst), stoomhamer, waterslag of iets wat de ontwerpers verwachten te onderwerpen aan vele volledige fietstochten.
Specificeer lashals Wanneer:
- Drukklasse ≥300
- Vermoeidheid, trillingen of pulserende stroming
- Verhoogde temperatuur met thermische cycli
- Toxische, brandbare of waterstofdienst
- PWHT vereist na het lassen
- Begraven of geïsoleerde leidingen (beperkte toegang tot herinspectie)
- Verbindend met fittingen (ellebogen, T-stukken) zorgt voor een vierkant oppervlak
Slip-On kan acceptabel zijn:
- Alleen water-/nutsdienst van klasse 150
- Tijdelijke aansluitingen met geplande verwijdering
- Veldaanpassing vereist met aanzienlijke axiale aanpassing
- Budgetkritische, gemakkelijk toegankelijke, ongevaarlijke service
- Niet bij apparatuursproeiers of trillende machines
Lees het definitieve gids voor flenstypen en bezoek de pagina met lashalsflenzen van Balingsteel om meer te weten te komen over aanvullende toepassingen.
Wat is het verschil tussen een lashalsflens en een opslipperflens?
Een lashalsflens vormt de verbinding tussen de pijp en het vat/apparatuur via een enkele stomplas met volledige penetratie die door de naaf gaat en dezelfde sterkte heeft als de pijpwand. Omgekeerd zijn instapflenzen over het uiteinde van de pijp verbonden met twee hoeklassen (één aan de binnenboring en één aan de buitenzijde). Ook al zijn instapflenzen doorgaans goedkoper om te lassen en is de installatie sneller en eenvoudiger, hun verbindingen brengen ongeveer een derde van de vermoeiingslevensduur van een lashalsconfiguratie met zich mee tijdens cyclische operaties.
Lange lashals (LWN) flenzen: toepassingen en afmetingen van scheepsmondstukken

Een lange las is een variant van de standaard WN-flens waarbij de naaf aanzienlijk wordt verlengd, waardoor een pijpstomp effectief wordt verlengd in plaats van een korte overgang; het maakt het mogelijk dat de stomplas op een afstand van het tankmondstuk, het mondstuk van de apparatuur of het mondstuk van de warmtewisselaar wordt geplaatst, waar het niet haalbaar is om de stomplas te plaatsen waar toegang beschikbaar is voor inspectie en lassen.
| Parameter | Standaard WN | Lange lashals (LWN) |
|---|---|---|
| Naaflengte | Per ASME B16.5-tabel | Uitgebreide projectspecificatie of B16.5 Bijlage E |
| Laslocatie | Grenzend aan flenslichaam | Uitgetrokken vanaf flens, aan het uiteinde van de nek |
| Primaire toepassing | In-line pijp-naar-pijp verbindingen | Drukvatmondstukken, warmtewisselaarmondstukken, kolomverbindingen |
| Boringcontinuïteit | Komt overeen met het pijpboringschema | Komt overeen met het mondstuk van het vat/de boring van de apparatuur |
| ASME-referentie | ASME B16.5 hoofdlichaam | ASME B16.5 Bijlage E |
LWN-flenzen zijn vereist wanneer het uitsteeksel van het mondstuk van het vat, het gedeelte van de pijp dat uit de schaal van het vat steekt, te kort is om plaats te bieden aan een standaard WN-naaf, terwijl het toch lassertoegang en NDT-speling biedt. De verlengde nek biedt ook ruimte voor isolatiedikte waar de leidingen de isolatiedeken van het vat verlaten. Een reducerende lashalsflens is een speciale vorm waarbij de nekboring versmalt van de boring van het flensvlak tot een kleinere pijpmaat, waardoor een reductorfitting wordt geëlimineerd. Zie de pagina met hulpstukken voor kontlassen voor het aansluiten van componenten die worden gebruikt bij LWN-aansluitingen.
LWN is een must, niet optioneel, wanneer het uitsteeksel van het mondstuk van het vat kleiner is dan de standaard naaflengte voor een bepaalde NPS. Een algemeen aanvaarde regel: Als er minder dan 1,5 keer de OD is van de pijp tussen de schaal van het vat en het dichtstbijzijnde object, zoals isolatie, een versterkend mondstukkussen of vatschaal, is LWN-halsvorm is weergegeven in B16.5 Bijlage E; de neklengte wordt niet gespecificeerd door B16.5, maar wordt meestal aangetroffen op projectspecificatie en tekening.
Lassen en installatie: butt-weld-procedure, uitlijning en NDT-checklist
ASME B31.3 Process Piping Code is van toepassing op de installatie van lashalsflenzen; ondersteund door vele DOE nationale laboratoriumtechnische standaarden De volgorde is gebaseerd op de vereisten vermeld in LANL Engineering Standards Manual; sectie REF-3; revisie 0 (http://www.lanl.gov/projects/esweb) en LBL B31.3 Process Piping guide revision 2 (http://eet.lbl.gov/rules) -Eiden zijn openbaar toegankelijk vanaf hun nationale laboratoriumservers.
Checklist vóór installatie (7 items)
- Boring match -Waarborg flensboring ID komt overeen met de pijp schema ID voorafgaand aan het maken van de fit up Get metingen van beide, ga er niet alleen van uit dat ze overeenkomen.
- Cut edge voorbereiding: Afgeschuinde pijprand tot 37,5 graden in overeenstemming met ASME B16.25; schaal, roest, en olieverwijdering in 1″ van lasgebied.
- Inspectie van het flensvlak: Inspecteer op inkepingen, gutsen en plaatselijke hoge plekken Elke schade groter dan de limieten zoals gespecificeerd in ASME B16.5 Tabel 1 moet opnieuw worden gestroomlijnd.
- Interne verkeerde uitlijning van kontlassen die intern niet meer dan 0,05 inch verkeerd zijn uitgelijnd. Geen afdwinging van uitlijning door Wiggen, of hervorming om dit te doen.
- Het parallellisme van het flensvlak moet met in1/16” over elke diameter en binnen een maximale afwijking van 1/8” liggen. Boutgaten moeten binnen maximaal 1/8” liggen.
- Kwalificatie lasser: De lasser moet gekwalificeerd zijn volgens ASME Sectie IX volgens het juiste P-nummer en F-nummer.
- WPS Review 'zorg ervoor dat WPS overeenkomt met basismateriaal P-nummer en vulmateriaal F-nummer samen met eventuele voorverwarming en andere vereiste specificaties.
Een lasploeg was op weg naar een aardgascompressiestation in Alberta toen ze bericht kregen over een probleem: de bestelde lashalsflenzen waren geboord volgens schema 40, maar de afvoerleidingen van de compressor waren een schema 80. “De boorstap van 6,3 mm zou geen invloed hebben op de statische drukwaarde, stelt een projectingenieur. ” De pulsatiefrequentie van de compressor kwam echter overeen met de eerste natuurlijke frequentie van de geometrie bij de stap. Uit onze analyse bleek dat dit zou hebben geleid tot een verkorting van de levensduur van vermoeiing met meer dan 50% als gevolg van de spanningsconcentratie.“ De projectvertraging van drie dagen veroorzaakt door het verkrijgen van flenzen met een correcter plan werd beschouwd als een verzachtingsprobleem.
ervaren leidingingenieurs wijzen consequent op een mismatch van de boring als de meest voorkomende en kostbaarste vermijdbare fout bij de installatie van lashalsflenzen. Bij het verbinden van flenzen met verschillende boring-ID's is dit een frequentie die rekening houdt met mondstuk-naar-leidingverbindingen van het hele vat, aangezien ASME Sectie VIII-vatmondstukken gewoonlijk één schema zwaarder zijn dan de bijbehorende B31.3-leidingen - de boringstap moet worden afgeschuind om 3:1 of 4:1 voor leveringen dichtbij pompen, compressoren of hogesnelheidsstroomleidingen.
NDT-vereisten zijn afhankelijk van de vloeistofservicecategorie volgens ASME B31.3:
| Categorie Fluid Service | Weld Examination | Volumetrisch (RT of UT) |
|---|---|---|
| Categorie D (laag gevolg) | Willekeurig visueel | Geen vereist |
| Normale dienst | 5% visueel | 5% RT of UT |
| Categorie M (giftig/ontvlambaar) | 100% | 20% RT of UT |
| Ernstige cyclische | 100% | 100% volumetrisch |
| Zure service (NACE) | 100% + hardheid | 100% RT |
Bron: ASME B31.3 Tabel 341.3.2, zoals vermeld in de LANL B31.3 procesleiding (engstandards.lanl.gov).
Boutkoppelvolgorde: koppel volgens ASME B31.3 335.2.2 en ASME PCC-1-2019 Richtlijnen voor drukgrensboutflensvoegconstructie de bouten in een kriskras patroon, waarbij niet meer dan 1/3 van het uiteindelijke koppel wordt doorgegeven op elke koppeldoorgang -minimaal drie doorgangen (30% 70% 100%) Controleer na eerste koppeldoorgang of de flensvlakken evenwijdig blijven voordat u verdergaat Het opnieuw torqueren na de eerste opwarmcyclus boven 200F wordt aanbevolen, aangezien het ontspannen van de kruipbelasting van de pakking de bout vermindert Zie. toptorietafels met noppenbout voor A193 B7 boutkoppelwaarden uitgedrukt door boutdiameter Zie ook specificatiegids voor stuiklasfittingen voor het aansluiten van componenten.
Hoe een lashalsflens aan een pijp lassen?
Las de lashalsflens als volgt aan de buis: (1) zet de buisafschuining voor op 37,5/ASME B16.25 en controleer de boring. (2) stel het flensvlak evenwijdig aan de buisas in binnen 1/16 inch/ft., (3) kopspijkerlas op 12, 3, 6, 9 uur posities (1 inch spijkers), (4) wortelpass met GTAW en argon terugspoeling (voor wanddiktes 3/16’+). (5) vulling en dop in overeenstemming met de goedgekeurde WPS, (6) voer NDT uit volgens de relevante servicecategorie, in de categorie), in de categorie 7 passen in de categorie).
Industrievooruitzichten: vraagtrends naar lashalsflenzen 2025-2035

Bron: Global Market Insights, maart 2026 Lashalsflenzen vertegenwoordigen de grootste productcategorie qua omzet met ongeveer 31% van de totale flenzenmarkt.
Lashalsflenzen vormen de dominante inputproductgroep op de wereldwijde flenzenmarkt, dankzij de vraag die voortkomt uit LNG-exportterminalprojecten, upgradewerkzaamheden aan de middenstroominfrastructuur voor olie en gas en uitbreiding van het waterstofpijpleidingnetwerk. LNG-projecten vereisen klasse 600- en klasse 900 WN-flenzen in roestvrij staal en legeringskwaliteiten voor cryogene service, dezelfde kwaliteiten die te maken hebben met de meest verlengde doorlooptijden van de molen.
Analyse van online zoekvolumes voor “weld nekpijpflens” presenteert dit vraagpatroon: het zoekwoordvolume is gestegen van c.50 maandelijkse zoekopdrachten in mei 2025 naar 1000+ zoekopdrachten per maand in oktober 2025, wat wijst op een piek in het inkooponderzoek die parallel liep met de aankondiging van enkele LNG-terminalprojecten eind 2025.
Voor normale inkoop in 2025-2026: in het buitenland geproduceerde lashalsflenzen van klasse 900 en klasse 1500 in NPS 8″ en hoger zijn vanaf eind 2025 over het algemeen verkrijgbaar binnen een doorlooptijd van 6-12 weken, maar als gevolg van beperkingen op de smeedcapaciteit en de stijgende vraag van energietransitieprogramma's Het finaliseren van projectspecificaties vóór kwartaal 2026, om ervoor te zorgen dat klasse 600+ prijzen en stabiliteit van het freesschema kritieke padvertragingen kunnen voorkomen.
De 2022-editie van ASME B31.3 wijzigde de berekeningen van de vermoeiingscurve van bijlage W. Dit heeft gevolgen voor ontwerpers die lashalsflenzen specificeren in ernstige cyclische dienst, rekening houdend met spanningsbereikfactoren in hun analyse van de flexibiliteit van de leidingen. Bevestig dat u verwijst naar de huidige B31.3-editie voordat u de specificaties voor projecten met een lange cyclus afrondt. De updates van de editie van 2022 zijn het resultaat van onderzoek naar auteurs van de Markl-vermoeidheidsmethodologie (Paulin en Hinnant, PVP2008-48241).
Veelgestelde vragen
Waar wordt een lasnekpijpflens voor gebruikt?
Bekijk Antwoord
Lashalspijpflenzen zijn vereist in cyclische hogedruk- en hogetemperatuurtoepassingen waarbij een structurele verbinding zonder type spanningsconcentrators moet worden aangebracht voor las- of hardsoldeerverbindingen. Deze omstandigheden zijn typisch voor stroomopwaartse, middenstroom-, stroomafwaartse olie- en gasverwerking, petrochemische verwerking, energieopwekking (stoom en condensaat), LNG- en cryogene systemen en chemische fabrieken. Lashalspijpflenzen zijn in feite het enige vereiste flenstype volgens ASME B31.3 voor zware cyclische, waterstof- en zure gasdiensten Zie Balingsteel-lashalsflensproductpagina voor beschikbaarheid van materiaal en afmetingen.
Wat is het verschil tussen ASME B16.5 en ASME B16.47?
Bekijk Antwoord
ASME B16.5 regelt stalen buisflenzen en flensfittingen van NPS ” tot en met NPS 24″ - dit is de universele standaard voor lashalsflenzen in de meeste leidingtoepassingen Flenzen met grote diameter van NPS 26″ tot NPS 60″ vallen onder ASME B16.47. B16.47 verdeelt zich in serie A (equivalent aan MSS SP-44, doorgaans gebruikt in raffinaderij- en procestoepassingen) en serie B (equivalent aan API 605, doorgaans gebruikt in pijplijntoepassingen). Specificeer altijd B16.5 voor de maten NPS 2″4 en lager.
Kan een lashalsflens worden gebruikt met een moflasfitting?
Bekijk Antwoord
Nr. Een lashalsflens maakt gebruik van een stomplas bij de afgeschuinde naaf; een contactdoos lasflens maakt gebruik van een filetlasboring in een mofboring. Ze verschillen in boringgeometrie, lastype en toepasselijke drukklasse. Ze zijn niet uitwisselbaar.
Hoe specificeer ik de juiste boring voor een lashalsflens?
Bekijk Antwoord
Specificeer zowel NPS als pijpschema Bijvoorbeeld: “NPS 4, Schedule 40, boring per ASME B16.5.” De fabrikantmachine de boring om de binnendiameter van het gespecificeerde schema te geven Een 4″ Sch 40-boring is 4,026″ ID. Een 4″ Sch 80-boring is 3,826″ ID. Door alleen de NPS zonder schema te leveren, is een onbekende boring mogelijk en ontstaat er een kans van 50/50 op het ontvangen van de verkeerde boring voor de geïnstalleerde buis. Dit resulteert in lasspanningsconcentratie, stromingsturbulentie en spleetcorrosie.
Zijn lashalsflenzen geschikt voor temperaturen onder nul?
Bekijk Antwoord
Ja, het juiste materiaal. Standaard ASTM A105 koolstofstaal heeft een minimum van −20 °F; daaronder verliest het de ductiliteit en wordt het gevoelig voor brosse breuk. ASTM A35 LF2 is de gang-naar-kwaliteit voor koude service: Charpy V-kerf-impact getest tot −50 °F, standaard op LNG-importterminals, cryogene pijpleidingen en installaties in Noord-Canada/Alaska. Lager nodig? ASTM A182 F304 en F316 roestvrijstalen kwaliteiten dragen beoordelingen naar 325 °F en verwerken vloeibare stikstof en vloeibare zuurstof service zonder problemen Twee vuistregels: (1) elk project met minimale temperatuur lager dan 2 per 3.
Wanneer mag ik geen lashalsflens gebruiken?
Bekijk Antwoord
Lashalsflenzen zijn niet geschikt voor lagedrukwater- of nutsvoorzieningen van klasse 150, omdat een goedkopere instapflens voldoende zou zijn. Ze kunnen ongepast zijn in installaties met beperkte ruimte vanwege axiale spelingen veroorzaakt door de naaflengte of tijdelijke leidingleidingen die regelmatig worden onderhouden, waarbij elke keer een stomplas moet worden gesneden en opnieuw gelast. In deze situaties kan een instap- of stopcontactlasflens geschikter zijn (als de gebruiksomstandigheden dit toelaten).
Over deze gids
Deze specificatiegids is gebaseerd op ASME B16.5 (editie 2017) maat- en druk-temperatuurbeoordelingsgegevens, ASTM-materiaalstandaarden (A105, A350, A182, A694), ASME B31.3 Process Piping Code (inclusief updates van de vermoeiingscurve van de editie 2022) en ASME PCC-1 -Richtlijnen voor de montage van boutverbindingen uit 2019.
Gegevens uit dimensietabellen werden kruisverifieerd aan de hand van twee onafhankelijke gepubliceerde referentiebronnen Druk-temperatuurbeoordelingen werden bevestigd aan de hand van twee referentiedatabases uit de sector. Waar gegevens technische consensus of referentie uit één bron vertegenwoordigen, wordt beperkende taal gebruikt.
Visit De productgeleider van de lashalsflens van Balingsteel voor huidige prijzen, doorlooptijden en beschikbaarheid van aangepaste maten.
ASME B16.5 lashalsflenzen nodig?
Balingsteel levert koolstofstaal, roestvrij staal en gelegeerde lashalsflenzen in de klassen 150 tot en met 2500, NPS ½” tot en met 24″, met materiaalcertificeringen en volledige MTC-documentatie.
Beoordeeld door het Balingsteel engineering team Balingsteel produceert en levert ASME B16.5 lashalsflenzen in koolstofstaal, roestvrij staal, en legeringskwaliteiten voor olie en gas, petrochemische, en energieopwekkingstoepassingen Bezoek de productpagina van lashalsflens voor maatspecificaties, aangepaste maten en bulkprijzen.
Gerelateerde artikelen
- Lashalsflens, productspecificaties en aangepaste maten
Koolstofstaal en roestvrijstalen lashalsflenzen van Balingsteel - Slip-On Flenzen: Wanneer lagere kosten maakt Engineering SenseKlasse 150 hulpprogramma's en SO-flensselectiegids
- ASTM A182 materiaal Grade GuideF304, F316, F11, F22 roestvrij en gelegeerd flensklassen
- Soorten buisflenzen: complete selectiegidsWN, SO, blind, stopcontactlas, heupverbinding en meer
Referenties en bronnen
- LANL Engineering Standards Manual, Process Piping Guide REF-3-R0Los Alamos National Laboratory (Amerikaans ministerie van Energie)
- EN 13480 versus ASME B31 Codevergelijkingsrapport (2024) -amerikaanse ministerie van Energie (bevat ASME B31.3 308.2.4 woordelijk)
- B31.3 Gids voor procesleidingen, herziening 2Lawrence Berkeley National Laboratory (Amerikaans ministerie van Energie)
- Global Flanges Market Size & Share Report, maart 2026Global Market Insights, Inc.
- ASME B31 Piping-updates voor spanningsbereikfactoren (februari 2024) - Paulin Research Group (gezaghebbend commentaar op B31.3 2022 Bijlage W vermoeidheidsupdates)

