


快速規格
| 管理標準 | ASME B16.5 (NPS ½”ghos24"); ASME B16.47 適用於 NPS 26″vos60″ |
| 壓力等級 | 150 / 300 / 600 / 900 / 1500 / 2500 |
| 焊接連接 | 全熔斷對接焊縫(單焊縫) |
| 常見的臉部類型 | 凸面 (RF) · 平面 (FF) · 環型接頭 (RTJ) |
| 碳鋼級 | ASTM A105(一般服務); ASTM A350 LF2(低溫) |
| 不銹鋼/合金級 | ASTM A182 F304、F316、F11、F22 |
| 簡短的名稱 | WN · WNRF · WN-RF |
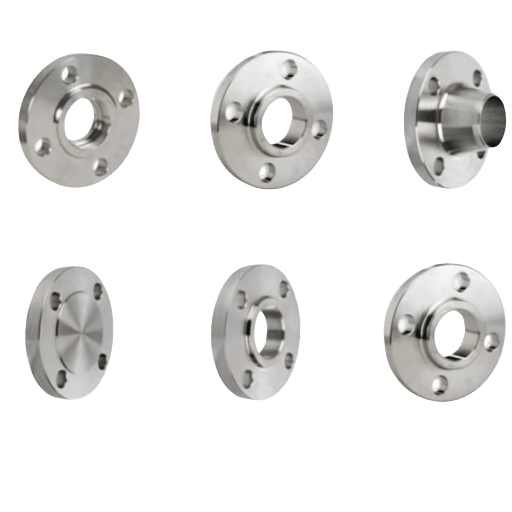
焊頸管法蘭,也稱為焊接頸法蘭或 WN 法蘭,是一種鍛造鋼法蘭,其特徵是長而錐形的輪轂,可以平穩地過渡到其焊接的管道。法蘭透過全熔接對焊連接到管端,形成單一連續接縫,使法蘭和管道表現得像一個實體。您在這裡可以找到 ASME B16.5 壓力-溫度評級圖表、150 級尺寸表、面類型比較、材料等級選擇圖表、決策矩陣 滑入式法蘭s 和程式碼中的安裝清單。.
本規範指南可為負責選擇石油和天然氣、石化、發電和加工廠應用的焊頸法蘭的採購工程師、管道設計師和專案買家提供協助。.
什麼是焊頸管法蘭?輪轂幾何、焊接類型和工程邏輯
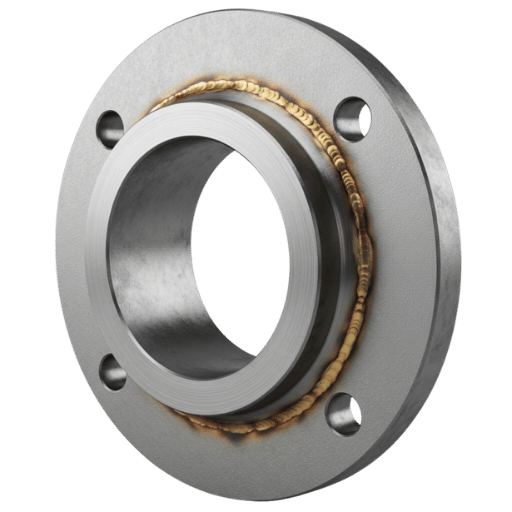
焊接頸部凸緣 1 也稱為焊接頸部凸緣或 WN 凸緣 1,由細長的圓錐形輪轂標識,該輪轂的厚度逐漸變窄,直到其直徑與要連接的管道相匹配。輪轂末端用斜面逐漸變細,以允許完全穿透對焊。不要低估這種輪廓的作用:其錐形形狀可以更好地沿著輪轂的長度而不是僅在焊趾處分佈彎曲和壓力負載。.
其平滑的錐形輪轂提供了工程師所說的法蘭較重部分和相對較薄的管壁之間的平滑過渡。這種平滑過渡導致應力均勻流動,防止局部高點或沿連接積聚的區域。這就是焊接頸法蘭在高振動、恆定循環負載、極熱或極冷溫度或嚴格使用條件下優於其他法蘭類型的根本原因。.
由於按照 ASME B31.3 製程管道規範進行全熔接對焊,焊頸形成冶金連續接頭,法蘭和管道在負載下表現為單一結構。結果是,ASME B31.3 製程管道規範對焊縫的評級與管道本身相同,以便計算應力,而滑入連接則會受到疲勞處罰(視圖) 滑動法蘭導軌 如需更多資訊)。.
優勢
- 沿著錐形輪轂的 E× 單元應力分佈
- 無限制的孔徑,無流量限製或湍流
- 全熔斷對接焊縫,可從外部進行射線照相檢查
- 額定所有六個 ASME B16.5 壓力等級 (150 IS2500)
- 處理疲勞、振動和循環負載
- 適用於零度以下和高溫,材質正確
- 直接焊接連接到任何對接焊接配件,包括彎頭、三通和減速器
- 法蘭孔和管道之間無侵蝕縫隙 OD。.
限制
- 與套穿相比,單位成本更高(典型值+30 dos60%)
- 需要合格的焊工和焊接程序規範 (WPS)
- 安裝需要更大的精力和時間;除了填充焊縫之外,還包括根焊縫和最終蓋焊縫。.
- 長且錐形的輪轂設計允許比滑入式或滑入式輪轂增加從管壁或配件到法蘭密封面的距離 套筒焊接法蘭s
- 採購訂單上必須指定管道 ID,以匹配法蘭內徑和預定管道。.
其全熔接對焊符合 ASME B31.3 製程管道規範,與連接的管道形成冶金連續結構,與單獨的管道完全一樣產生循環應力。這是因為焊縫頸部連接接收與管道相同的應力增強因子(圓角焊接滑入法蘭連接不具備這種特性),因此它允許在設計計算中實現等效。.
焊頸法蘭有什麼優點?
相對於其他法蘭類型,焊接頸法蘭提供了四個基本的工程優勢:首先,錐形輪轂用於將彎矩負載分散到焊盤的整個長度上,從而消除圓角焊趾固有的應力集中。其次,孔內徑與管段精確匹配,因此沒有步驟會導致湍流、侵蝕和縫隙腐蝕。第三,對焊可以從外部進行射線照相測試,這使得無損檢測變得簡單。第四,單一連續焊接接頭可防止內部縫隙,其中製程流體在高純度和腐蝕應用中可能匯集至首位。.
ASME B16.5 壓力等級:選擇正確的等級(150 至 2500)
ASME B16.5 規定了焊接頸法蘭的六種壓力類別:150、300、600、900、1500 和2500。每個類別的壓力溫度(PT) 等級都會隨著溫度的升高而下降,因為鋼材會隨著溫度升高而減弱。不正確的選擇模式是違反規範 100,實際上,故障範圍從墊圈滲漏到整個部件劇烈破裂。.
根據 ASME B16.5,材料組 1.1(ASTM A105 碳鋼)的壓力-溫度等級如下所示。數字以 psi 為單位;在高溫下,額定值會下降,因為屈服強度會隨著材料溫度的升高而降低。.
| 溫度(°F) | 150級 | 300級 | 600 級 | 900級 | 1500級 | 2500級 |
|---|---|---|---|---|---|---|
| -20 至 100 | 285 | 740 | 1,480 | 2,220 | 3,705 | 6,170 |
| 200 | 260 | 675 | 1,350 | 2,025 | 3,375 | 5,625 |
| 300 | 230 | 655 | 1,315 | 1,970 | 3,280 | 5,470 |
| 400 | 200 | 635 | 1,270 | 1,900 | 3,170 | 5,280 |
資料來源:ASME B16.5,材料組 1.1(根據兩個獨立的行業參考資料進行驗證)。允許中間溫度的線性插值。.
壓力等級決策框架
- 系統壓力 285 psi,溫度 400F,公用事業/供水服務等級 150 可接受
- 系統壓力 286-740 psi 或任何危險流體(HC、蒸氣、酸)最低 300 級
- 壓力 741-1,480 psi 或氫氣/製程氣體服務等級 600
- 低溫液化天然氣、高壓蒸汽、海底或 900 級或更高等級的酸服務
- 高壓氣體傳輸 (ASME B31.8) 或超高壓製程 1500/2500 級
切勿僅根據工作壓力選擇較低壓力等級的法蘭。 ASME B31.3 要求管道在設計條件(1.5 最大允許工作壓力)、傳輸和鐓粗條件下額定製程壓力上限。該系統可能在 200 psi 的壓力下運行,但在安全閥提升期間可能會出現 350 psi,否則 150 級 285 psi 的上邊界將被違反。.
無論營運壓力如何,現場採購團隊通常都會將 300 級作為煉油廠和化工廠系統的最低場地。一名負責監督墨西哥灣沿岸煉油廠原油預熱器升級的管道工程師諷刺地指出:整個工廠對300 級進行標準化意味著該設施可以在以後升級壓力等級、重新安排服務並避免維持兩個不同的法蘭庫存,因為在工廠運營 25 至 40 年期間攤銷時,與 150 級相比的成本溢價微不足道。.
ASME B16.5 焊口法蘭標記要求:製造商名稱或商標材料規格壓力等級標稱管道尺寸面向指示符 (RF/FF/RTJ) 熱量或序號以確保可追溯性。安裝前根據磨機測試證書交叉檢查這些標記。.
焊接頸部法蘭尺寸:NPS ½ 英吋至 12 英吋參考表(150 類)

此表提供了 NPS 150 級焊接頸法蘭尺寸 16.5 至 12 英吋。所有測量值均為英吋。由於尺寸不同,不提供孔徑;孔徑將根據製造時相鄰管道時間表的內徑進行加工。訂購時需要 NPS 和時間表。.
| NPS | OD(O) | 螺栓圈(BC) | 沒有螺栓 | 螺栓孔直徑。. | 集線器直徑。在基地 | 穿過輪轂的長度 (H) |
|---|---|---|---|---|---|---|
| ½” | 3.50 | 2.38 | 4 | 0.62 | 0.84 | 1.88 |
| 3/4” | 3.88 | 2.75 | 4 | 0.62 | 1.05 | 2.06 |
| 1“ | 4.25 | 3.12 | 4 | 0.62 | 1.32 | 2.19 |
| 1½” | 5.00 | 3.88 | 4 | 0.62 | 1.90 | 2.44 |
| 2“ | 6.00 | 4.75 | 4 | 0.75 | 2.38 | 2.50 |
| 3“ | 7.50 | 6.00 | 4 | 0.75 | 3.50 | 2.75 |
| 4“ | 9.00 | 7.50 | 8 | 0.75 | 4.50 | 3.00 |
| 6“ | 11.00 | 9.50 | 8 | 0.88 | 6.63 | 3.50 |
| 8″ | 13.50 | 11.75 | 8 | 0.88 | 8.63 | 4.00 |
| 10″ | 16.00 | 14.25 | 12 | 1.00 | 10.75 | 4.00 |
| 12″ | 19.00 | 17.00 | 12 | 1.00 | 12.75 | 4.50 |
數據由兩個獨立的行業來源編制,並根據已發布的 ASME B16.5-2017 參考表進行交叉驗證。輪轂底部直徑和輪轂長度值適用於 150 RF 級;較高壓力等級使用相同的 OD/螺栓圖案,但輪轂輪廓不同。.
焊頸法蘭的孔徑將根據下訂單時所需的管道內徑進行機器處理。 4 英吋 NPS Schedule 40 的內孔直徑將為 4.026 英吋。 4 英吋 NPS Schedule 80 的內孔將為 3.826 英吋。時間表規格不是可選的。無與倫比的孔將在焊接處形成一個台階,該台階可充當流動障礙物、應力集中和適合縫隙腐蝕的環境。請務必在採購訂單上指定:NPS + 附表(即,“NPS 4,Sch 40,根據 ASME B16.5 的孔徑)。.
臉部類型:凸面 (RF)、平面 (FF) 和環形接頭 (RTJ)
面型定義了墊圈的幾何形狀和密封方法。 ASME B16.5 第 6 節規定,焊接頸法蘭的預設面類型是凸面。任何未指定工作面類型的採購訂單將自動採用凸面 (RF) 配置進行製造。凸緣接頭中凸緣面類型不一致是管道系統規格中常見的錯誤,並且會產生許多可能的結果,包括墊圈洩漏、外殼破裂等。.
| 參數 | 抬起臉(射頻) | 平面(ff) | 環型接頭 (RTJ) |
|---|---|---|---|
| 座位表面 | 升環,法蘭外表面上方 0.060°C0.250°C | 與法蘭 OD 面齊平 | 精密加工的凹槽接受金屬環 |
| 墊片類型 | 螺旋纏繞或片狀墊圈 | 全面軟墊片 | 金屬橢圓形或八角形環 |
| 最大壓力等級 | 2500 | 300(典型上限) | 2500 |
| 典型服務 | 加工廠、石油和天然氣、標準工業 | 自來水公司、鑄鐵泵法蘭 | 高 P/T、海上、酸服務、H2 |
| ASME 名稱 | RF(預設為 B16.5 §6) | FF | RTJ 或 RJ |
凸面焊接頸法蘭與平面鑄鐵泵體配合,導致凸面環在墊圈中心形成一座橋,產生點荷載,導致鑄鐵外殼破裂。當工程師沒有根據法蘭順序審查配合設備的表面類型時,在管道安裝工作時,通常會遇到這種類型的故障。訂購法蘭時必須始終考慮相鄰設備的表面類型。請參閱 ASME B16.5 標準第 6 節,以進一步解釋凸面 (RF) 預設和平面 (FF) 應用。.
凸面凸緣和平面凸緣有什麼區別?
凸面是指在法蘭面表面加工一個小凸環。螺栓負載集中在這個凸起的表面區域,這導致小墊圈實現更高的墊圈就座應力。平面意味著就座區域與法蘭的外徑齊平;墊圈覆蓋法蘭的整個表面。凸面(RF)是最常見且廣泛使用的面類型,主要用於工業管道中的鋼對鋼應用,但在將鋼法蘭連接到鑄鐵設備(或球墨鑄鐵)時,使用平面(FF)法蘭連接。FF 用於消除RF 法蘭上的升高表面,RF 法蘭可以彎曲較弱的球墨鑄鐵法蘭,並在壓力下扭動在一起時導致應力開裂。.RTJ型盲板法蘭 在專為最惡劣應用而設計的壓力容器封閉件上提供最高水準的密封完整性。.
材質等級:A105碳鋼、A182不鏽鋼及合金焊接頸法蘭
材料等級用於定義溫度限制、腐蝕應用和物理性能。雖然 ASME B16.5 標準列出了大約四十四 (44) 個不同的材料組,可以考慮用於焊接頸法蘭,但大多數屬於下面所示的四個類別,這也是 ASTM 規格。.
| ASTM 等級 | 最小拉伸 | 最小產量 | 溫度範圍 | 典型服務 | 成本指數 |
|---|---|---|---|---|---|
| A105 (CS) | 485 MPa (70 ksi) | 250 MPa (36 ksi) | -20°F 至 1000°F | 一般碳鋼管道、油氣、蒸氣 | 1.0× |
| A350 LF2 (CS,低溫) | 485 MPa (70 ksi) | 250 MPa (36 ksi) | -50°F 至 800°F | 低溫、液化天然氣、寒冷氣候管道 | 1.3× |
| A182 F304 (SS 304) | 485 MPa (70 ksi) | 205 MPa (30 ksi) | -325°F 至 1500°F | 食品、製藥、輕度腐蝕性服務 | 5–7× |
| A182 F316 (SS 316) | 515 MPa (75 ksi) | 205 MPa (30 ksi) | -325°F 至 1500°F | 化學、海洋、海水、氯化物服務 | 6–8× |
| A694 F65 (高產CS) | 530 MPa (77 ksi) | 450 MPa (65 ksi) | 環境溫度高達 800°F | 高壓氣體傳輸(ASME B31.8) | 1.4× |
A105 值由四個獨立來源確認。 A182 值是標準 ASTM 最小機械性能。成本指數具有指示性,確切的定價會根據市場條件和訂單數量而變化。.
當採購經理訂購一套時 ASTM A105 碳鋼法蘭 對於水處理設施的次氯酸鈉 (NaOCl) 注入系統,他們預計點蝕不會在短短 18 個月後開始導致洩漏。在 NaOCl 中,氯離子具有侵蝕性,會攻擊法蘭面的碳鋼表面。為了解決這個問題,他們更換了原來的法蘭 ASTM A182 F316 不鏽鋼, 之所以選擇它,是因為它含有鉬 (2%-3%),可以抑制氯化物環境中的點蝕。不幸的是,更換這些法蘭的成本是原始法蘭成本的 1/3 加上六天的工廠停機時間。.
接收焊頸法蘭時,請確保材料測試證書 (MTC) 與法蘭標記相符:
- 法蘭上印有熱編號與 MTC 熱編號相符
- 化學成分:C、Mn、P、S、Si,在 ASTM 等級限制內
- 機械試驗結果:拉伸、屈服、伸長率≥最小值
- 說明熱處理條件(鍛造/標準化/N&T)
- 不銹鋼和合金等級的 PMI 確認
參見 A105材料規格指南 用於全面細分碳鋼化學限值和熱處理要求。.
焊頸與套穿法蘭:工程決策矩陣
在焊頸和套穿法蘭之間進行選擇可分為三個變數:使用嚴重程度、連接的疲勞壽命和壓力等級。套穿法蘭價格便宜且安裝簡單,但根據 ASME 規範,它們確實存在工程缺陷。.
| 參數 | 焊頸(wn) | 一腳蹬 (SO) |
|---|---|---|
| 壓力等級範圍 | 150 DATION2500(所有類別) | 150 d300 典型; 600+ 級並不常見 |
| 焊接類型 | 1 全穿透對接焊接 | 2 角焊縫(內部 + 外部) |
| 疲勞生活 | 滿疲勞壽命等於管道 | ~1/3 焊頸疲勞壽命 |
| 壓力強度 | 全管壓力額定值 | 內部壓力下焊頸的~2/3 |
| 焊接上的無損檢測 | RT、UT、MPI 可從外部存取 | 內部角焊有限;內表面不可觸及 |
| 最低溫度能力 | -325°F(含 A182 SS) | -20°F(含 A105 CS) |
| 成本與一腳蹬 | +30 DOS60% 與 SO 基線 | 基線 |
| 循環服務 | ASME B31.3 要求 | 禁止嚴格循環服務(B31.3 §308.2。4) |
“在內部,它們承受大約 2/3 的內部壓力和 1/3 的焊頸法蘭疲勞壽命。”
滑入式法蘭與焊頸的評估,引自 ASME B16.5 標準評論的工業工程參考文獻
ASME B31.3 308.2。4 規定:「除非受到保護,否則在嚴格循環條件下使用的法蘭應符合 ASME B16.5 或 ASME B16.47。 的焊接頸部」。這不是指南,而是必須遵循的規則。 “嚴重循環”意味著脈動流(泵浦或壓縮機輸出)、蒸汽錘、水錘或設計人員期望進行多次完整循環行程的任何東西。.
指定焊接頸何時:
- 壓力等級≥300
- 疲勞、振動或脈動流
- 熱循環溫度升高
- 有毒、易燃或氫氣服務
- 焊接後需要 PWHT
- 埋地或絕緣管道(有限的重新檢查通道)
- 連接到配件(彎頭、發球檯)確保方面
一腳蹬可能是可以接受的:
- 僅限 150 級供水/公用事業服務
- 與計劃拆除的臨時連接
- 需要進行現場組裝並進行顯著的軸向調整
- 預算關鍵、易於取得、無害的服務
- 不在設備噴嘴或振動機械上
閱讀權威 法蘭類型指南 並造訪 Balingsteel 的焊接頸法蘭頁面以了解其他應用。.
焊頸法蘭和套穿法蘭有什麼區別?
焊頸法蘭透過穿過與管壁強度相同的輪轂的單一全穿透對焊形成管道和容器/設備之間的結合。相反,滑入式法蘭透過兩個圓角焊接(一個在內孔,一個在外表面)在管道末端連接。儘管滑入式法蘭的焊接成本通常較低且安裝更快、更簡單,但它們的連接所承載的疲勞壽命約為循環操作期間焊頸配置的三分之一。.
長焊接頸 (LWN) 法蘭:船舶噴嘴應用和尺寸

長焊頸是標準 WN 法蘭的變體,其中輪轂顯著延伸,有效地延伸為管樁而不是短過渡;它允許在對焊縫放置在距離罐式噴嘴、設備噴嘴或熱交換器噴嘴所需距離的地方,如果無法將對焊縫放置在可用於檢查和焊接的地方。.
| 參數 | 標準wn | 長焊接頸 (LWN) |
|---|---|---|
| 輪轂長度 | 根據 ASME B16.5 表 | 每個項目規範或 B16.5 附件 E 擴展了 RE |
| 焊接位置 | 鄰近法蘭體 | 從凸緣延伸,位於頸部末端 |
| 主要應用 | 直列管道到管道的連接 | 壓力容器噴嘴、熱交換器噴嘴、塔連接 |
| 孔隙連續性 | 符合管孔時間表 | 匹配容器噴嘴/設備孔 |
| ASME 參考 | ASME B16.5 主體 | ASME B16.5 附件 E |
當容器噴嘴突出部(從容器外殼突出的管道部分)太短而無法容納標準 WN 輪轂,同時仍提供焊工通道和 NDT 間隙時,需要 LWN 法蘭。延伸的頸部也為管道離開容器隔熱層時的隔熱厚度提供了間隙。減速焊頸法蘭是一種特殊形式,其中頸孔從法蘭面孔變窄為較小的管道尺寸,從而消除了減速器配件。看 對接焊接配件頁面 用於連接 LWN 端子中使用的組件。.
當容器噴嘴突出部小於給定 NPS 的標準輪轂長度時,LWN 是必須的,而不是可選的。普遍接受的規則:如果容器外殼和最近物體(例如絕緣體、加強噴嘴墊或容器外殼)之間的管道外徑小於 1.5 倍,則需要 LWN。 B16.5 附錄 E 中提供了 LWN 頸部形式; B16.5 沒有指定頸部長度,但通常在專案規格和圖紙中找到。.
焊接和安裝:對焊程序、對準和無損檢測清單
ASME B31.3 製程管道規範適用於焊接頸法蘭安裝;許多能源部國家實驗室工程標準支援。該順序基於 LANL 工程標準手冊中列出的要求; REF-3 節;修訂版 0(http://www.lanl.gov/projects/esweb)和 LBL B31.3 製程管道指南修訂版 2(http://eet.lbl.gov/rules) 2(http://eet.lbl.gov/rules) 2(http://eet.lbl.gov/rules) 2(http://eet.lbl.gov/rules) 2(http://eet.lbl.gov/rules) 2(http://eet.lbl.gov/rules) 2(http://eet.lbl.gov/rules) 2(http://eet.lbl.gov/rules) 2(http://eet.lbl.gov/rules) 2(http://eet.lbl.gov/rules) 2(http://eet.lbl.gov/rules) 2(http://e.
預安裝清單(7 項)
- 孔徑匹配 (for) 在進行組裝之前確認法蘭孔徑 ID 與管道調度 ID 相符。取得兩者的測量值,不要只是假設它們相符。.
- 切邊準備:根據 ASME B16.25 將斜角管邊傾斜至 37.5 度;焊接區域的氧化皮、生鏽和除油時間為 1 英吋。.
- 法蘭面部檢查:檢查是否有刻痕、鑿痕和局部高點。任何大於 ASME B16.5 表 1 規定限值的損壞應重新整流。.
- 內部未對準-對焊端內部未對準超過 0.05 英吋。楔子不會強制對齊,因此需要進行改革。.
- 法蘭面平行度應在任何直徑上每英尺為 1/16 英寸,最大偏差在 1/8 英寸以內。螺栓孔應在偏移最大值的 1/8 英吋範圍內。.
- 焊工資格:焊工必須根據 ASME 第 IX 節的規定,按照正確的 P 編號和 F 編號獲得資格。.
- WPS 評測確保 WPS 與基材 P 編號和填充材料 F 編號以及任何預熱和其他所需規格相符。.
當焊接人員在前往艾伯塔省天然氣壓縮站的途中收到問題通知時:訂購的焊頸法蘭已鑽孔至附表 40,但壓縮機排放管道為附表 80。“6.3 毫米鑽孔台階不會影響靜壓額定值,”專案工程師說。“然而,壓縮機脈動頻率恰好對應於該台階中幾何形狀的第一個固有頻率。我們的分析發現,由於應力集中,這將導致疲勞壽命縮短超過 50%。”由於採購正確的孔徑調度法蘭而導致 3 天的專案延遲被認為比減輕脈動問題更方便。.
經驗豐富的管道工程師一致指出,孔徑不匹配是焊接頸法蘭安裝中最常見且成本最高、可避免的缺陷。當連接不同孔ID 的法蘭的頻率超過整個船舶噴嘴到管道接頭的頻率時,因為ASME 第VIII 部分船舶噴嘴通常比相關的B31.3 管道重一個時間表- 對於靠近泵浦、壓縮機或高速流線的輸送,孔徑步驟應以3:1 或4:1 傾斜。.
根據 ASME B31.3,無損檢測要求取決於流體服務類別:
| 流體服務類別 | 焊接檢查 | 體積(RT 或 UT) |
|---|---|---|
| D 類(低後果) | 隨機視覺 | 無需 |
| 正常服務 | 5% 視覺 | 5% RT 或 UT |
| M 類(有毒/易燃) | 100% | 20% RT 或 UT |
| 嚴重循環 | 100% | 100% 體積 |
| 酸味服務(nace) | 100% + 硬度 | 100% RT |
資料來源:ASME B31.3 表 341.3。2,如 LANL B31.3 製程管道指南 (engstandards。lanl。gov) 中引用。.
螺栓扭力順序:根據ASME B31.3 335.2。2和ASME PCC-1-2019壓力邊界螺栓法蘭接頭組件指南,以十字形方式扭力螺栓,最終扭力不超過1/3通過每個扭力通過至少三遍(30% 70% 100%)。第一次扭力通過後,請檢查法蘭面在繼續之前是否保持平行。建議在第一次加熱循環後重新扭矩高於 200F,因為墊圈蠕變鬆弛會減少螺栓負載。看 螺柱螺栓扭力表 對於 A193 B7 螺栓扭力值,以螺栓直徑表示。另請參閱 對接焊縫配件規格指南 用於連接組件。.
如何將焊接頸法蘭焊接到管道上?
將焊頸法蘭焊接到管道上,如下:(1)將管道斜角準備至 37.5/ASME B16.25 並驗證孔徑匹配。 (2) 將平行於管道軸線的法蘭面設置在 1/16 英吋/英尺內。(3) 在 12、3、6、9 點鐘位置進行平頭焊縫(1 英吋平頭焊縫),(4) 根焊縫GTAW 和氬氣回吹吹掃(壁厚3/16’+)。 (5)依照核准的WPS進行填充和封蓋,(6)依相關服務類別執行NDT(見下文,適用),(7)縱橫交錯的扭力螺栓,三道次。.
產業展望:2025 年焊接頸法蘭需求趨勢

資料來源:Global Market Insights,2026 年 3 月。焊接頸法蘭是收入最大的產品類別,約佔法蘭市場總量的 31%。.
由於液化天然氣出口碼頭項目、石油和天然氣中游基礎設施升級工作以及氫氣管網擴建帶來的需求,焊頸法蘭構成了全球法蘭市場的主導投入產品組。液化天然氣專案要求使用不銹鋼和合金等級的 600 級和 900 級 WN 法蘭用於低溫服務,這些等級與工廠交貨時間最長的等級相同。.
對「焊頸管法蘭」線上搜尋量的分析呈現了這種需求模式:關鍵字數量從2025 年5 月的每月約50 次搜尋增加到2025 年10 月的每月1000 多次搜索,這表明採購研究激增,與一些液化天然氣的宣布並行2025 年底的終端項目。.
對於2025-2026年的正常採購:截至2025年底,海外生產的NPS 8英寸及以上900級和1500級焊頸法蘭一般可在6-12週的交貨時間內使用,但由於鍛造產能限制和能源需求不斷增長過渡計劃。在 2026 年第二季之前最終確定專案規格,以確保 600+ 級價格和工廠進度穩定性可以避免關鍵路徑延誤。.
2022 年版 ASME B31.3 修改了其附錄 W 疲勞曲線計算。這會影響設計人員在管道靈活性分析中考慮應力範圍因素,指定嚴重循環使用中的焊接頸法蘭。在最終確定長週期專案的規格之前,請確認您參考了目前的 B31.3 版本。 2022 年版本的更新是對 Markl 疲勞方法作者的研究(Paulin 和 Hinnant,PVP2008-48241)。.
常見問題
焊頸管法蘭的用途是什麼?
查看答案
高壓高溫循環服務應用需要焊頸管法蘭,其中必須為焊接或釬焊接頭提供沒有類型應力集中器的結構接頭。這些條件在上游、中游、下游石油和天然氣加工、石化加工、發電(蒸汽和冷凝水)、液化天然氣和低溫系統以及化工廠中很常見。事實上,焊頸管法蘭是 ASME B31.3 對於嚴重循環、氫氣和酸性氣體服務唯一需要的法蘭類型。有關材料和尺寸的可用性,請參閱 Balingsteel 焊頸法蘭產品頁面。.
ASME B16.5 和 ASME B16.47 有什麼不同?
查看答案
ASME B16.5 管理從 NPS 到 NPS 24″的鋼管法蘭和法蘭配件,這是大多數管道應用中焊頸法蘭的通用標準。 ASME B16.47 涵蓋了從 NPS 26 英吋到 NPS 60 英吋的大直徑法蘭。 B16.47 分為 A 系列(相當於 MSS SP-44,通常用於煉油廠和製程應用)和 B 系列(相當於 API 605,通常用於管道應用)。始終為尺寸 NPS 24 英吋及以下指定 B16.5。.
焊口法蘭可以與插座焊接配件一起使用嗎?
查看答案
編號 焊口法蘭在其斜角輪轂處採用對接焊縫; A 套筒焊接法蘭 使用圓角焊接到承窩孔中。它們的孔幾何形狀、焊接類型和適用壓力等級 1 不同,因為它們不可互換。.
如何指定焊口法蘭的正確孔徑?
查看答案
指定 NPS 和管道時間表。例如:“NPS 4,附表 40,根據 ASME B16.5。 的孔徑” 製造商將孔加工成指定孔徑的內徑。 4 英吋 Sch 40 孔徑為 4.026 英吋 ID。 4 英吋 Sch 80 孔徑為 3.826 英吋 ID。僅提供沒有時間表的 NPS 允許使用未知的孔徑,並且為安裝的管道產生 50/50 的錯誤孔徑機會。這會導致焊接應力集中、流動湍流和縫隙腐蝕。.
焊頸法蘭是否適合零度以下的溫度?
查看答案
是的,使用正確的材料。標準 ASTM A105 碳鋼的額定值為 -20°F 最低;低於該值,它會失去延展性並容易發生脆性斷裂。 ASTM A350 LF2 是冷服務的首選等級:夏比 V 型缺口衝擊測試為 -50°F,是液化天然氣進口碼頭、低溫管道和加拿大北部/阿拉斯加設施的標準。需要更低嗎? ASTM A182 F304 和 F316 不銹鋼等級的額定值降至 -325°F,可處理液態氮和液態氧服務,無問題。兩條經驗法則:(1)任何最低設計溫度低於 -20°F 的項目自動需要符合 ASME B31.3 表 323.2。2 的衝擊測試材料; (2) 安裝前驗證磨機測試證書上的衝擊測試溫度是否等於或低於您的最低設計溫度。.
我什麼時候不應該使用焊口法蘭?
查看答案
焊接頸法蘭不適合 150 級低壓水或公用事業服務,因為成本較低的套穿法蘭就足夠了。由於輪轂長度或需要頻繁維護的臨時管道線引起的軸向間隙,它們可能不適合空間有限的安裝,其中每次都需要切割和重新焊接對接焊縫- 在這些情況下,套穿焊縫或套筒焊縫法蘭可能更合適(使用條件允許)。.
關於本指南
本規範指南借鑒了 ASME B16.5(2017 年版)尺寸和壓力-溫度額定數據、ASTM 材料標準(A105、A350、A182、A694)、ASME B31.3 製程管道規範(包括 2022 年版疲勞曲線更新)和ASME PCC-1-2019 螺栓接頭組裝指南。.
維度表資料針對兩個獨立發布的參考來源進行了交叉驗證。壓力-溫度評級是根據兩個行業參考資料庫確認的。如果資料代表工程共識或單一來源參考,則使用限制語言。.
訪問 Balingsteel 的焊接頸法蘭產品導軌 適用於目前定價、交貨時間和客製化尺寸可用性。.
需要 ASME B16.5 焊接頸法蘭嗎?
Balingsteel 提供 150 至 2500 級、NPS ½ 英吋至 24 英吋的碳鋼、不銹鋼和合金焊接頸法蘭,以及材料認證和完整的 MTC 文件。.
經 Balingsteel 工程團隊審核。 Balingsteel 製造並供應用於石油和天然氣、石化和發電應用的碳鋼、不銹鋼和合金等級的 ASME B16.5 焊頸法蘭。參觀 焊口法蘭產品頁 適用於尺寸規格、客製化尺寸和批量定價。.
相關文章
- 焊接頸部法蘭、產品規格和客製化尺寸
Balingsteel 的碳鋼和不銹鋼焊接頸法蘭 - 滑動法蘭:當成本降低使工程有意義時150 類實用應用程式和 SO 法蘭選擇指南
- ASTM A182 材料等級指南F304、F316、F11、F22 不鏽鋼和合金法蘭等級
- 管法蘭類型:完整選擇指南WN、SO、盲板、套筒焊接、搭接接頭等
參考文獻和來源
- LANL 工程標準手冊,製程管道指南 REF-3-R0洛斯阿拉莫斯國家實驗室(美國能源部)
- EN 13480 與 ASME B31 代碼比較報告 (2024) 例如美國能源部(包含 ASME B31.3 308.2。4 逐字)
- B31.3 製程管道指南,修訂版 2勞倫斯伯克利國家實驗室(美國能源部)
- 全球法蘭市場規模和份額報告,2026 年 3 月全球市場洞察公司。.
- ASME B31 應力範圍因素管道更新(2024 年 2 月) FAD Paulin 研究小組(B31.3 2022 附錄 W 疲勞更新的權威評論)

