


SPECIFICHE RAPIDE
| Standard governativo | ASME B16.5 (NPS ½”24″); ASME B16.47 per NPS 26″6″ |
| Classi di pressione | 150 / 300 / 600 / 900 / 1500 / 2500 |
| Collegamento saldatura | Saldatura di testa a penetrazione completa (giunto di saldatura singolo) |
| Tipi di viso comuni | Faccia sollevata (RF) · Faccia piatta (FF) · Giunto di tipo ad anello (RTJ) |
| Grado dell'acciaio al carbonio | ASTM A105 (servizio generale); ASTM A350 LF2 (bassa temperatura) |
| Grado inossidabile/lega | ASTM A182 F304, F316, F11, F22 |
| Designazioni brevi | WN · WNRF · WN-RF |
La flangia del collo di saldatura, chiamata anche flangia del collo di saldatura o flangia WN, è una flangia in acciaio forgiato caratterizzata da un mozzo lungo e rastremato che passa dolcemente al tubo a cui è saldato La flangia si attacca all'estremità del tubo tramite una saldatura di testa a penetrazione completa ("full penetration butt weld") un'unica cucitura continua che fa sì che la flangia e il tubo si comportino come un'unica entità Ciò che troverai qui sono i grafici di valutazione della pressione-temperatura ASME B16.5, i tavoli di dimensione Classe 150, il confronto dei tipi di faccia, i grafici di selezione del grado del materiale, la decisione matri× versus flangia slip-ons e lista di controllo dell'installazione dal codice.
questa guida alle specifiche funge da ausilio per gli ingegneri degli acquisti, i progettisti di tubazioni e gli acquirenti di progetti incaricati di selezionare le flange del collo di saldatura per applicazioni di petrolio e gas, petrolchimiche, produzione di energia e impianti di processo.
Che cos'è una flangia per tubi a collo saldato? Geometria del mozzo, tipo di saldatura e logica ingegneristica
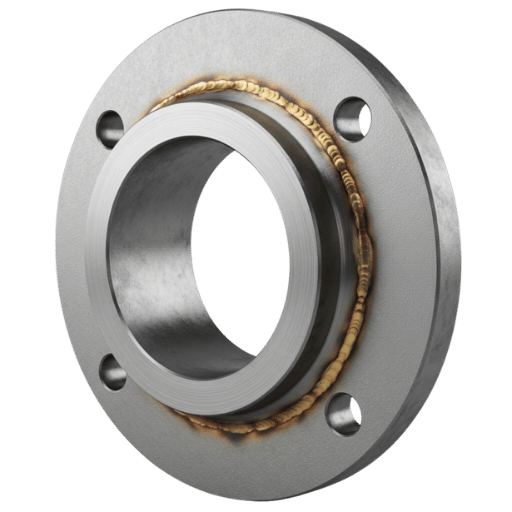
Una flangia del collo di saldatura chiamata anche flangia del collo di saldatura o flangia WN (con hub conico allungato) è identificata da un mozzo conico allungato che si restringe gradualmente fino a quando il suo diametro non corrisponde al tubo da attaccare. L'estremità del tubo si rastrema con una smussatura per consentire la saldatura di testa a penetrazione completa. Non sottovalutare il ruolo di questo profilo: la sua forma rastremata distribuisce meglio i carichi di piegatura e pressione lungo la lunghezza del mozzo piuttosto che solo nella punta della saldatura.
Il suo mozzo rastremato uniformemente fornisce quello che gli ingegneri si riferiscono a come una transizione regolare tra la sezione pesante della flangia e la parete relativamente sottile del tubo Quella transizione regolare si traduce in un flusso uniforme di sollecitazione, impedendo punti elevati localizzati o aree di accumulo lungo il collegamento Questo è il motivo fondamentale per cui le flange del collo di saldatura superano altri tipi di flangia in condizioni che comportano vibrazioni elevate, carico ciclico costante, temperature calde o fredde e×treme o servizio severo.
A causa della sua saldatura di testa a penetrazione completa secondo il codice di tubazioni di processo ASME B31.3, il collo di saldatura crea un giunto metallurgicamente continuo (flange) e il tubo si comporta come una singola struttura sotto carico Il risultato è che il codice di tubazioni di processo ASME B3.3 valuta un giunto del collo di saldatura come il tubo stesso ai fini dei calcoli delle sollecitazioni, mentre un collegamento a scorrimento comporta una penalità di fatica (vista) guida flangia slip-on per informazioni aggiuntive).
ages Vantaggi
- Distribuzione delle sollecitazioni E×cellent lungo il mozzo rastremato
- Foro illimitato, nessuna restrizione di flusso o turbolenza
- Saldatura testa a piena penetrazione, ispezionabile radiograficamente dall'esterno
- Valutato per tutte le sei classi di pressione ASME B16.5 (15002500)
- Gestisce fatica, vibrazioni e carico ciclico
- Adatto a temperature sotto zero ed elevate con materiale corretto
- Collegamento saldato diretto a qualsiasi raccordo saldato di testa, inclusi gomiti, tee e riduttori
- Nessuna fessura per l'erosione tra il foro della flangia e il tubo OD.
Limitazioni
- Costo unitario più elevato vs. slip-on (+300% tipico)
- Richiede una specifica qualificata della procedura di saldatura e saldatura (WPS)
- Richiede maggiore sforzo e tempo per l'installazione; include saldature a radice e a tappo finale oltre alle saldature di riempimento.
- Il design del mozzo lungo e rastremato consente una distanza aggiuntiva dalla parete del tubo o dal raccordo alla faccia di tenuta della flangia rispetto allo slip-on o flangia di saldatura a presaS
- L'ID del tubo deve essere specificato all'ordine di acquisto per corrispondere al diametro interno della flangia e al tubo programmato.
La sua saldatura di testa a penetrazione completa secondo il codice di tubazioni di processo ASME B31.3 forma una struttura metallurgicamente continua con il tubo collegato che cede allo stress ciclico esattamente come fa il tubo da solo. È perché le connessioni del collo di saldatura ricevono gli stessi fattori di intensificazione dello stress del tubo: qualcosa che un raccordo a flangia scorrevole saldato a raccordo non consente un'equivalenza nei calcoli di progettazione.
Qual è il vantaggio delle flange del collo di saldatura?
Le flange del collo della saldatura forniscono quattro vantaggi ingegneristici fondamentali relativi ad altri tipi di flangia: in primo luogo, il mozzo rastremato serve a distribuire il carico del momento flettente sull'intera lunghezza del tampone, rimuovendo la concentrazione di sollecitazione inerente a una punta di saldatura del raccordo In secondo luogo, il diametro interno del foro è esattamente adattato alla sezione del tubo in modo che non vi sia alcun gradino che causi turbolenza, erosione e corrosione interstiziale. Terzo, la saldatura è accessibile ai test radiografici esterni che rendono semplice l'ispezione non distruttiva Quarto, il singolo giunto di saldatura impedisce una fessura interna in cui il fluido di processo può raggruppare il paramount in applicazioni di elevata purezza e corrosive.
Classi di pressione ASME B16.5: selezione della valutazione giusta (da 150 a 2500)
ASME B16.5 specifica sei categorie di pressione per le flange del collo della saldatura: 150, 300, 600, 900, 1500 e 2500 Ogni categoria ha una temperatura di pressione nominale (PT) che scende con l'aumento della temperatura, poiché l'acciaio si indebolisce man mano che si indebolisce Una selezione impropria del modello è una violazione del codice e, in pratica, l'intervallo da infiltrazioni della guarnizione a un intero componente che subisce una rottura violenta.
Di seguito sono mostrate le valutazioni pressione-temperatura per il Gruppo di materiali 1.1 (acciaio al carbonio ASTM A105) per ASME B16.5. Le cifre sono in psi; la valutazione diminuisce ad alti livelli di temperatura perché il carico di snervamento diminuisce all'aumentare della temperatura del materiale.
| Temperatura (°F) | Classe 150 | Classe 300 | Classe 600 | Classe 900 | Classe 1500 | Classe 2500 |
|---|---|---|---|---|---|---|
| Da -20 a 100 | 285 | 740 | 1,480 | 2,220 | 3,705 | 6,170 |
| 200 | 260 | 675 | 1,350 | 2,025 | 3,375 | 5,625 |
| 300 | 230 | 655 | 1,315 | 1,970 | 3,280 | 5,470 |
| 400 | 200 | 635 | 1,270 | 1,900 | 3,170 | 5,280 |
Fonte: ASME B16.5, Material Group 1.1 (verificato rispetto a due riferimenti industriali indipendenti) Interpolazione lineare consentita per temperature intermedie.
Quadro decisionale sulla classe di pressione
- Pressione di sistema 285 psi E temp 400F E servizio di utilità/acqua Classe 150 accettabile
- Pressione del sistema 286-740 psi O qualsiasi fluido pericoloso (HC, vapore, acido) Classe 300 minima
- Pressione 741-1.480 psi O servizio idrogeno/gas di processo Classe 600
- GNL criogenico, vapore ad alta pressione, sottomarino o servizio acido Classe 900 o superiore
- Trasmissione di gas ad alta pressione (ASME B31.8) o processo ad altissima pressione Classe 1500 /2500
Non selezionare mai una classe di pressione inferiore della flangia solo sulla base della pressione operativa. ASME B31.3 impone che il tubo sia classificato per i limiti superiori della pressione di processo in condizioni di progettazione (pressione di esercizio massima consentita 1,5), condizioni di transito e ribaltamento. Il sistema potrebbe funzionare a 20 psi, ma potrebbe vedere 350 psi durante un sollevamento della valvola di sicurezza. Il limite superiore della Classe 150’ 285 psi verrebbe quindi violato.
I team di approvvigionamento sul campo mantengono abitualmente la Classe 300 come minimo del sito per i sistemi di raffineria e impianti chimici indipendentemente dalla pressione operativa. Un ingegnere di tubazioni che supervisiona un aggiornamento del preriscaldatore del greggio presso una raffineria della costa del Golfo ha osservato ironicamente che: standardizzare la Classe 300 in un impianto significa che l'impianto può aumentare i valori di pressione in seguito, reindirizzare i servizi ed evitare di mantenere due inventari di flange diversi. Il premio di costo della flangia rispetto alla Classe 150 è insignificante se ammortizzato nel periodo di funzionamento dell'impianto compreso tra 25 e 40 anni.
requisiti di marcatura ASME B16.5 per flange del collo di saldatura: nome del produttore o marchio di fabbrica specifica del materiale classe di pressione dimensione nominale del tubo di fronte designatore (RF/FF/RTJ) calore o numero di serie per la tracciabilità Controllare incrociate queste marcature contro il Mill Test Certificate prima dell'installazione.
Dimensioni della flangia del collo della saldatura: NPS da ½” a 12″ Tabella di riferimento (Classe 150)

Questa tabella fornisce le dimensioni della flangia del collo di saldatura ASME B16.5 Classe 150 per NPS ” fino a 12 "Tutte le misurazioni sono pollici Il diametro del foro non viene fornito al variare della dimensione; la dimensione del foro verrà lavorata in base al diametro interno del programma del tubo adiacente al momento della produzione. NPS e programma saranno richiesti al momento dell'ordine.
| NPS | OD(O) | Cerchio del bullone (BC) | No. Bulloni | Bolt Hole Dia. | Hub Dia. alla Base | Lunghezza attraverso il mozzo (H) |
|---|---|---|---|---|---|---|
| ½” | 3.50 | 2.38 | 4 | 0.62 | 0.84 | 1.88 |
| 3⁄4” | 3.88 | 2.75 | 4 | 0.62 | 1.05 | 2.06 |
| 1″ | 4.25 | 3.12 | 4 | 0.62 | 1.32 | 2.19 |
| 1½” | 5.00 | 3.88 | 4 | 0.62 | 1.90 | 2.44 |
| 2″ | 6.00 | 4.75 | 4 | 0.75 | 2.38 | 2.50 |
| 3″ | 7.50 | 6.00 | 4 | 0.75 | 3.50 | 2.75 |
| 4″ | 9.00 | 7.50 | 8 | 0.75 | 4.50 | 3.00 |
| 6″ | 11.00 | 9.50 | 8 | 0.88 | 6.63 | 3.50 |
| 8″ | 13.50 | 11.75 | 8 | 0.88 | 8.63 | 4.00 |
| 10″ | 16.00 | 14.25 | 12 | 1.00 | 10.75 | 4.00 |
| 12″ | 19.00 | 17.00 | 12 | 1.00 | 12.75 | 4.50 |
Dati compilati da due fonti industriali indipendenti e verificati in modo incrociato rispetto alle tabelle di riferimento ASME B16.5-2017 pubblicate I valori del diametro del mozzo alla base e della lunghezza del mozzo si riferiscono alla Classe 150 RF; le classi di pressione più elevate utilizzano lo stesso modello OD/otturatore ma profili del mozzo diversi.
La dimensione del foro di una flangia del collo di saldatura sarà macchina per il diametro interno del programma del tubo richiesto al momento dell'ordine Il diametro del foro interno per un NPS Schedule 40 da 4 pollici sarà 4,026 “Il foro interno per un NPS Schedule 80 da 4 pollici sarà 3,826” La specifica del programma non è facoltativa Un foro senza pari creerà un gradino nella saldatura che agisce come un'ostruzione del flusso, una concentrazione di sollecitazione e un ambiente adatto per la corrosione interstiziale Specificare sempre sull'ordine di acquisto come: NPS + programma (cioè “NPS 4, Sch 40, foro per ASME B16.5”).
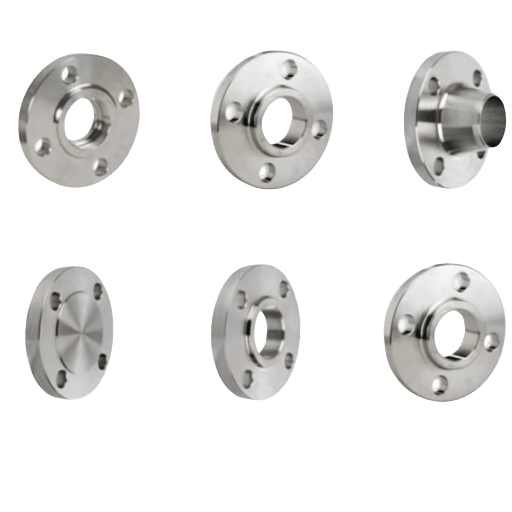
Tipi di viso: faccia sollevata (RF), faccia piatta (FF) e giunto ad anello (RTJ)
Il tipo di fronte definisce la geometria della guarnizione e il metodo di tenuta ASME B16.5 Sezione 6 afferma che il tipo di fronte predefinito per le flange del collo di saldatura è faccia sollevata Qualsiasi ordine di acquisto che non specifica un tipo di faccia, sarà automaticamente prodotto con una configurazione faccia sollevata (RF) I tipi di faccia della flangia incoerenti in un giunto flangiato sono un errore frequente nelle specifiche del sistema di tubazioni e hanno una serie di possibili risultati tra cui guarnizioni che perdono, alloggiamenti che vengono crepati, ecc.
| Parametro | Faccia sollevata (RF) | Faccia piatta (FF) | Giunto ad anello (RTJ) |
|---|---|---|---|
| Superficie posti a sedere | Anello rialzato OD faccia 0,060 della flangia sopra 0,250 " | A filo con flangia faccia OD | La scanalatura lavorata con precisione accetta l'anello metallico |
| Tipo guarnizione | Guarnizione a spirale per ferite o fogli | Guarnizione morbida integrale | Anello ovale o ottagonale in metallo |
| Classe di pressione max | 2500 | 300 (limite superiore tipico) | 2500 |
| Servizio tipico | Impianti di processo, oil & gas, industriali standard | Utilità idriche, flange della pompa in ghisa | High-P/T, offshore, servizio acido, H2 |
| designazione ASME | RF (predefinito secondo B16.5 §6) | FF | RTJ o RJ |
l'accoppiamento di una flangia del collo di saldatura frontale rialzata con un corpo della pompa in ghisa a faccia piatta fa sì che l'anello rialzato crei un ponte attraverso il centro della guarnizione producendo carichi puntuali che comporteranno la frattura dell'alloggiamento in ghisa Questo tipo di guasto è molto comunemente riscontrato quando si lavora su installazioni di tubazioni quando un ingegnere non ha rivisto il tipo di faccia dell'attrezzatura di accoppiamento secondo l'ordine della flangia. Il tipo di faccia dell'attrezzatura adiacente deve essere sempre preso in considerazione quando si ordinano le flange. Fare riferimento alla sezione 6 dello standard ASME B16.5 per ulteriori spiegazioni sulle applicazioni predefinite di Raise Face (RF) e Flat Face (FF).
Qual è la differenza tra flange a faccia sollevata e flange a faccia piatta?
La faccia sollevata significa che un piccolo anello rialzato sarà lavorato sulla superficie della faccia della flangia Il carico del bullone è concentrato su questa superficie rialzata che si traduce in una maggiore sollecitazione di seduta della guarnizione ottenuta con una piccola guarnizione La faccia piatta significa che l'area di seduta è a filo con il diametro esterno della flangia; e la guarnizione copre l'intera faccia della flangia. La faccia sollevata (RF) è il tipo di faccia più comune e ampiamente utilizzato, principalmente per applicazioni da acciaio ad acciaio in tubazioni industriali, ma quando si collegano flange in acciaio ad apparecchiature in ghisa (o ghisa duttile) Vengono utilizzati collegamenti con flangia a faccia piatta (FF). L'FF viene utilizzato per eliminare la superficie elevata trovata su una flangia RF, che può piegare la flangia duttile più debole e provocare fessurazioni da stress quando vengono serrate insieme sotto pressione.flange cieche tipo RTJ offrire il massimo livello di integrità di tenuta su qualsiasi chiusura del recipiente a pressione progettata per le applicazioni più difficili.
Gradi dei materiali: A105 acciaio al carbonio, flange del collo di saldatura in acciaio inossidabile e lega A182
Il grado del materiale viene utilizzato per definire limitazioni di temperatura, applicazioni corrosive e proprietà fisiche, mentre lo standard ASME B16.5 elenca circa quarantaquattro (44) diversi gruppi di materiali che possono essere considerati per l'uso sulle flange del collo di saldatura, la maggior parte rientra nelle quattro categorie mostrate di seguito che sono anche specifiche astm.
| Grado ASTM | Min Tensile | Rendimento minimo | Campo di Temp | Servizio Tipico | Indice dei costi |
|---|---|---|---|---|---|
| A105 (CS) | 485 MPa (70 ksi) | 250 MPa (36 ksi) | Da -20 °F a 1000 °F | Tubazioni generali in acciaio al carbonio, petrolio e gas, vapore | 1.0× |
| A350LF2 (CS, bassa temperatura) | 485 MPa (70 ksi) | 250 MPa (36 ksi) | Da -50 °F a 800 °F | Condotte criogeniche, GNL, clima freddo | 1.3× |
| A182F304 (SS304) | 485 MPa (70 ksi) | 205 MPa (30 ksi) | Da -325 °F a 1500 °F | Servizi alimentari, farmaceutici, leggermente corrosivi | 5–7× |
| A182F316 (SS316) | 515 MPa (75 ksi) | 205 MPa (30 ksi) | Da -325 °F a 1500 °F | Servizio chimico, marino, di acqua di mare, del cloruro | 6–8× |
| A694F65 (CS ad alto rendimento) | 530 MPa (77 ksi) | 450 MPa (65 ksi) | Ambiente a 800 °F | Trasmissione di gas ad alta pressione (ASME B31.8) | 1.4× |
Valori A105 confermati attraverso quattro fonti indipendenti I valori A182 sono proprietà meccaniche minime standard ASTM L'indice di costo è indicativo, il prezzo esatto varia con le condizioni di mercato e la quantità dell'ordine.
Quando un responsabile degli appalti ha ordinato una serie di flange in acciaio al carbonio ASTM A105 per l'uso sul sistema di iniezione di ipoclorito di sodio (NaOCl) di un impianto di trattamento dell'acqua, non si aspettavano che la corrosione per vaiolatura iniziasse a causare perdite dopo soli 18 mesi In NaOCl, gli ioni cloruro sono aggressivi e attaccano la superficie dell'acciaio al carbonio sulla faccia della flangia Per risolvere questo problema, hanno sostituito le flange originali con Acciaio inossidabile ASTM A182 F316, selezionato perché contiene molibdeno (2%-3%) che inibisce la vaiolatura in ambienti di cloruro Purtroppo il costo per sostituire queste flange è stato di 1/3 del costo delle flange originali più sei giorni di fermo impianto.
Quando si ricevono le flange del collo di saldatura, assicurarsi che il certificato di prova del materiale (MTC) corrisponda ai contrassegni della flangia:
- Il numero di calore stampato sulla flangia corrisponde al numero di calore MTC
- Composizione chimica: C, Mn, P, S, Si entro i limiti di grado ASTM
- Risultati delle prove meccaniche: trazione, resa, allungamento ≥ minimi
- Condizioni di trattamento termico indicate (come forgiato/ normalizzato/N&T)
- conferma PMI per gradi inossidabili e in lega
Vedi il Guida alle specifiche del materiale A105 per una ripartizione completa dei limiti chimici dell'acciaio al carbonio e dei requisiti di trattamento termico.
Collo di saldatura vs. flangia slip-on: la matrice decisionale ingegneristica
La scelta tra un collo di saldatura e una flangia slip-on si riduce a tre variabili: gravità del servizio, durata a fatica del collegamento e pressione nominale Le flange slip-on sono poco costose e semplici da installare (hanno) inconvenienti tecnici secondo i codici ASME.
| Parametro | Collo di saldatura (WN) | Slip-On (SO) |
|---|---|---|
| Intervallo di classe di pressione | 1500 (tutte le classi)2500 (tutte le classi) | 15000000 tipico; La classe 600+ è rara |
| Tipo saldatura | 1 saldatura testa a testa a penetrazione completa | 2 saldature a filetto (interno + esterno) |
| Vita da fatica | Piena durata a fatica da (Full fatigue life) a tubo pari a | ~1/3 la vita a fatica del collo della saldatura |
| Resistenza alla pressione | Valutazione della pressione del tubo pieno | ~2/3 del collo della saldatura sotto pressione interna |
| NDT su saldatura | RT, UT, MPI accessibili dall'esterno | Limitata la saldatura del filetto interno; superficie interna non accessibile |
| Capacità minima della temperatura | -325 °F (con A182 SS) | -20 °F (con A105 CS) |
| Costo vs. slip-on | +30 vs. SO baseline0% | Baseline |
| Servizio ciclico | Richiesto da ASME B31.3 | Vietato nel servizio ciclico grave (B31.3 §308.2.4) |
“Internamente portano circa 2/3 della pressione interna e 1/3 della vita a fatica di una flangia del collo di saldatura.”
Valutazione delle flange slip-on rispetto al collo di saldatura, citato dal commento standard ASME B16.5 nei riferimenti di ingegneria del settore
ASME B31.3 308.2.4 afferma che: “A meno che non sia salvaguardato, una flangia da utilizzare in condizioni cicliche severe deve essere un collo di saldatura conforme ad ASME B16.5 o ASME B16.47.” Questa non è una linea guida, ma piuttosto una regola da seguire. “La grave deviazione ciclica implica un flusso pulsante (uscita della pompa o del compressore), un martello a vapore, un colpo d'ariete o qualsiasi cosa i progettisti si aspettino di sottoporre a molti viaggi a ciclo completo.
Specificare il collo della saldatura quando:
- Classe di pressione ≥300
- Fatica, vibrazione o flusso pulsante
- Temperatura elevata con ciclo termico
- Servizio tossico, infiammabile o idrogeno
- PWHT richiesto dopo la saldatura
- Tubazioni interrate o isolate (accesso limitato alla reispezione)
- Il collegamento ai raccordi (elbow, tee) garantisce la faccia quadrata dell'URB
Lo slip-on potrebbe essere accettabile:
- Solo acqua/servizio di pubblica utilità di classe 150
- Collegamenti temporanei con rimozione pianificata
- Fit-up sul campo richiesto con una significativa regolazione assiale
- Budget-critical, facilmente accessibile, servizio non pericoloso
- Non negli ugelli delle apparecchiature o nei macchinari vibranti
Leggi il definitivo guida ai tipi di flangia e visita la pagina della flangia del collo di saldatura di Balingsteel per conoscere ulteriori applicazioni.
Qual è la differenza tra una flangia del collo di saldatura e una flangia slip-on?
Una flangia del collo di saldatura forma l'unione tra il tubo e il recipiente/attrezzatura tramite un'unica saldatura di testa a piena penetrazione che passa attraverso il mozzo che ha la stessa resistenza della parete del tubo. Al contrario, le flange slip-on si collegano all'estremità del tubo con due saldature a filetto (una nel foro interno e una sulla superficie esterna). Anche se le flange slip-on sono generalmente meno costose da saldare e l'installazione è più rapida e semplice, le loro connessioni portano con sé circa un terzo della durata a fatica di una configurazione del collo di saldatura durante le operazioni cicliche.
Flange lunghe del collo della saldatura (LWN): applicazioni & dimensioni dell'ugello del recipiente

Un collo di saldatura lungo è una variante della flangia WN standard in cui il mozzo è esteso in modo significativo (effettivamente un troncone di tubo anziché una transizione corta); consente di posizionare la saldatura di testa ad una distanza desiderata dal serbatoio, dall'ugello dell'apparecchiatura o dall'ugello dello scambiatore di calore dove non è possibile posizionare la saldatura di testa dove è disponibile l'accesso per l'ispezione e la saldatura.
| Parametro | Standard WN | Collo di saldatura lungo (LWN) |
|---|---|---|
| Lunghezza mozzo | Per tabella ASME B16.5 | Prorogato 6 per specifica di progetto o B1.5 Allegato E |
| Posizione della saldatura | Adiacente al corpo della flangia | Esteso dalla flangia, all'estremità del collo |
| Applicazione primaria | Collegamenti tubo-tubo in linea | Ugelli per recipienti a pressione, ugelli per scambiatori di calore, collegamenti a colonna |
| Nore continuità | Corrisponde al programma dei fori dei tubi | Corrisponde all'ugello del recipiente/alesaggio dell'attrezzatura |
| Riferimento ASME | ASME B16.5 corpo principale | ASME B16.5 Allegato E |
Le flange del LWN sono richieste quando la sporgenza dell'ugello del recipiente, la sezione del tubo che sporge dal guscio del recipiente, è troppo corta per ospitare un mozzo WN standard pur fornendo accesso alla saldatrice e spazio NDT Il collo esteso fornisce anche spazio per lo spessore dell'isolamento nel punto in cui la tubazione esce dalla coperta isolante del recipiente Una flangia riducente del collo della saldatura è una forma speciale in cui il foro del collo si restringe dal foro della faccia della flangia a una dimensione del tubo più piccola, eliminando un raccordo del riduttore Vedere il pagina raccordi per saldatura testa a testa per il collegamento di componenti utilizzati alle terminazioni LWN.
LWN è un must, non facoltativo, quando la sporgenza dell'ugello del recipiente è inferiore alla lunghezza standard del mozzo per un dato NPS. Una regola generalmente accettata: se c'è meno di 1,5 volte la diametro esterno del tubo tra il guscio del recipiente e l'oggetto più vicino, come l'isolamento, un cuscinetto per ugelli di rinforzo o il guscio del recipiente, chiama per il PWN. La forma del LWN è fornita nell'Appendice B16.5 E; la lunghezza del collo non è specificata da B16.5, ma di solito si trova nelle specifiche del progetto e nel disegno.
Saldatura e installazione: procedura di saldatura di testa, allineamento e lista di controllo NDT
Il codice di tubazioni di processo ASME B31.3 si applica all'installazione della flangia del collo di saldatura; supportato da molti standard nazionali di ingegneria di laboratorio DOE La sequenza si basa sui requisiti elencati nel Manuale degli standard di ingegneria LANL; sezione REF-3; revisione 0 (http:/www.lanl.gov/projects/esweb) e revisione della guida di tubazioni di processo LBL B31.3 2 (http:/etp:/eet.lblgov/rules) Entrambi sono accessibili al pubblico dai loro server di laboratorio nazionali.
Lista di controllo pre-installazione (7 articoli)
- Foro abbinato 24. Confirm l'ID del foro della flangia corrisponde all'ID del programma del tubo prima di effettuare l'installazione. Ottieni misurazioni di entrambi, non dare per scontato che corrispondano.
- Preparazione del bordo tagliato: smussare il bordo del tubo a 37,5 gradi in conformità con ASME B16.25; rimozione di incrostazioni, ruggine e olio in 1 "dall'area di saldatura.
- Ispezione del fronte della flangia: ispezionare per individuare eventuali intaccature, sgorbie e punti alti localizzati Qualsiasi danno superiore ai limiti specificati nella tabella 1 dell'ASME B16.5 deve essere riparato.
- Estremità interne di disallineamento della saldatura di testa non disallineate internamente per più di 0,05 pollici Nessuna forzatura di allineamento da parte di Wedges (Wedges) (Wedges) (Wedges) (Wedges (Wedges) (Wedges) (Wedges (Wedges)) (Wedges (Wedges)) (Wedges (riforma)) per farlo.
- Il parallelismo della faccia della flangia deve essere con 1/16 di piede di re” per qualsiasi diametro ed entro 1/8 di deviazione massima di re”. i fori dei bulloni devono essere entro 1/8 di re”offset massimo.
- Qualificazione del saldatore: il saldatore deve essere qualificato secondo la Sezione IX dell'ASME secondo il numero P e il numero F appropriati.
- Revisione WPS (WPS Review) (WPS Review) (WPS) assicura che il numero di base del materiale di base e il numero di materiale di riempimento F insieme a qualsiasi preriscaldamento e altre specifiche richieste.
Un equipaggio di saldatura era in viaggio verso una stazione di compressione del gas naturale dell'Alberta quando ha ricevuto notifica di un problema: le flange del collo di saldatura ordinate erano state perforate secondo un Programma 40, ma le tubazioni di scarico del compressore erano un Programma 80. “Il foro da 6,3 mm passo non avrebbe influito sulla pressione statica nominale, afferma un ingegnere di progetto. ”Tuttavia, la frequenza di pulsazione del compressore corrispondeva alla prima frequenza naturale della geometria al passo. La nostra analisi ha rilevato che ciò avrebbe portato a una riduzione di oltre 50% nella durata a fatica a causa della concentrazione di sollecitazioni.“ Il ritardo di 3 giorni del progetto causato dall'approvvigionamento di flange corrette del programma di foro è stato considerato più opportuno che mitigare il problema della pulsazione.
gli ingegneri esperti delle tubazioni sottolineano costantemente la mancata corrispondenza dei fori come il difetto evitabile più diffuso e costoso nell'installazione delle flange del collo di saldatura. Quando si uniscono flange, ID di foro diverso (AS) tiene conto di una frequenza che tiene conto in eccesso degli ugelli dell'intero recipiente fino ai giunti delle tubazioni poiché gli ugelli del recipiente della Sezione VIII sono solitamente un programma più pesanti delle tubazioni B31.3: la fase del foro deve essere smussata a 3:1 o 4:1 per consegne vicine a pompe, compressori o linee di flusso ad alta velocità.
I requisiti NDT dipendono dalla categoria di servizio dei fluidi secondo ASME B31.3:
| Categoria Servizio Fluidi | Esame di saldatura | Volumetrico (RT o UT) |
|---|---|---|
| Categoria D (bassa conseguenza) | Visuale casuale | Nessuno richiesto |
| Servizio normale | 5% visivo | 5% RT o UT |
| Categoria M (tossico/infiammabile) | 100% | 20% RT o UT |
| Ciclico grave | 100% | 100% volumetrico |
| Servizio acido (NACE) | 100% + durezza | 100%RT |
Fonte: ASME B31.3 Tabella 341.3.2, come indicato nella guida alle tubazioni del processo LANL B31.3 (engstandards.lanl.gov).
Sequenza di coppia del bullone: secondo ASME B31.3 335.2.2 e ASME PCC-1-2019 Linee guida per l'assemblaggio di flange con delimitazione di pressione torsione dei bulloni in un modello incrociato con non più di 1/3 della coppia finale passata su ciascun passaggio di coppia 3 passaggi minimi (30 % 70% 1001TPT) Dopo il primo passaggio di coppia controllare che le facce della flangia rimangano parallele prima di procedere Si consiglia la ritorsione dopo il primo ciclo di riscaldamento superiore a 200F, poiché il rilassamento dello scorrimento della guarnizione riduce il carico del bullone Vedere tabelle di coppia del bullone del perno per i valori di coppia del bullone A193 B7 espressi dal diametro del bullone Vedere anche guida alle specifiche dei raccordi per saldatura di testa per il collegamento di componenti.
Come saldare una flangia del collo di saldatura a un tubo?
Saldare la flangia del collo di saldatura al tubo come segue: (1) preparare la smussatura del tubo a 37,5/ASME B16,25 e verificare la corrispondenza del foro. (2) impostare la faccia della flangia parallela all'asse del tubo entro 1/16 di./ft., (3) applicare la saldatura a 12, 3, 6, 9 posizioni a ore (pile da 1 pollice), (4) passaggio della radice con GTAW e spurgo posteriore in argon (per spessori di parete 3/16’+). (5) riempire e tappare in conformità con il WPS approvato, (6) eseguire NDT in base alla categoria di servizio pertinente (vedere di seguito, applicabile), (7) bulloni di coppia in un modello a croce, tre passaggi.
Prospettive del settore: tendenze della domanda di flange del collo saldato 202 Weld5035

Fonte: Global Market Insights, marzo 2026 Le flange a collo di saldatura rappresentano la categoria di prodotto più grande per fatturato a circa 31% del mercato totale delle flange.
Le flange a collo di saldatura costituiscono il gruppo di prodotti di input dominante nel mercato mondiale delle flange, sulla scia della domanda derivante da progetti di terminali di esportazione di GNL, lavori di aggiornamento delle infrastrutture midstream di petrolio e gas e espansione della rete di gasdotti a idrogeno. I progetti GNL richiedono la Classe 600 e 900 WN flange in acciaio inossidabile e leghe per servizi criogenici. Gli stessi gradi che devono affrontare i tempi di consegna più estesi del mulino.
L'analisi dei volumi di ricerca online per la flangia del tubo del collo “weld” presenta questo modello di domanda: il volume delle parole chiave è aumentato da circa 50 ricerche mensili a maggio 2025 a oltre 1000 ricerche al mese entro ottobre 2025, indicando un picco di ricerca sugli appalti parallelo all'annuncio di alcuni progetti di terminali GNL alla fine del 2025.
Per il normale approvvigionamento nel 2025-2026: le flange del collo di saldatura Classe 900 e Classe 1500 prodotte all'estero in NPS 8 "e superiori sono generalmente disponibili entro 6-12 settimane di anticipo a partire dalla fine del 2025, ma a causa delle restrizioni sulla capacità di forgiatura e dell'aumento della domanda da programmi di transizione energetica Finalizzazione delle specifiche del progetto prima del trimestre 2 2026, per garantire prezzi di Classe 600+ e stabilità del programma del mulino può evitare ritardi critici del percorso.
L'edizione 2022 di ASME B31.3 ha modificato i calcoli della curva di fatica dell'Appendice W. Ciò influisce sui progettisti che specificano le flange del collo di saldatura nel servizio ciclico severo considerando i fattori dell'intervallo di sollecitazione nella loro analisi di flessibilità delle tubazioni. Si prega di confermare che si fa riferimento all'attuale edizione B31.3 prima di finalizzare le specifiche sui progetti a ciclo lungo. Gli aggiornamenti dell'edizione 2022 sono il risultato di una ricerca che studia gli autori della metodologia di fatica Markl (Paulin e Hinnant, PVP2008-48241).
Domande frequenti
A cosa serve una flangia per tubo a collo di saldatura?
Visualizza risposta
Le flange del tubo del collo della saldatura sono richieste nelle applicazioni cicliche di servizio ad alta temperatura ad alta pressione in cui un giunto strutturale senza alcun tipo di concentratori di sollecitazione deve essere fornito per giunti saldati o brasati Queste condizioni sono tipiche nel trattamento a monte, a metà corrente, a valle di petrolio e gas, nella lavorazione petrolchimica, nella generazione di energia (vapore e condensa), nei sistemi GNL e criogenici e negli impianti chimici Le flange del tubo del collo della saldatura sono infatti l'unico tipo di flangia richiesto per ASME B31.3 per il servizio ciclico severo, idrogeno e gas acido Vedi pagina del prodotto della flangia del collo della saldatura Balingsteel per disponibilità di materiale e dimensioni.
Qual è la differenza tra ASME B16.5 e ASME B16.47?
Visualizza risposta
ASME B16.5 governa le flange dei tubi in acciaio e i raccordi flangiati da NPS ” attraverso NPS 24″ Questo è lo standard universale per le flange dei colli di saldatura nella maggior parte delle applicazioni Le flange di grande diametro da NPS 26 "a NPS 60" sono coperte da ASME B16.47. B16.47 si divide in Serie A (equivalente a MSS SP-44, tipicamente utilizzato in raffineria e applicazioni di processo) e Serie B (equivalente a API 605, tipicamente utilizzato in applicazioni di tubazioni) Specificare sempre B16.5 per le dimensioni NPS 24 "e di seguito.
È possibile utilizzare una flangia del collo di saldatura con un raccordo di saldatura a presa?
Visualizza risposta
No. Una flangia del collo di saldatura utilizza una saldatura di testa sul mozzo smussato; UN flangia di saldatura a presa utilizza una saldatura a filetto nel foro di una presa Differiscono per geometria del foro, tipo di saldatura e classe di pressione applicabile ("non intercambiabili").
Come si specifica il foro corretto per una flangia del collo di saldatura?
Visualizza risposta
Specificare sia NPS che il programma del tubo Ad esempio: “NPS 4, Schedule 40, foro per ASME B16.5.” Il produttore macchina il foro per fornire il diametro interno del programma specificato Un foro Sch 40 da 4 pollici è 4,026 "ID. Un foro Sch 80 da 4 pollici è 3,826" ID. Fornire solo l'NPS senza programma consente un foro sconosciuto e crea una probabilità 50/50 di ricevere il foro sbagliato per il tubo installato. Ciò si traduce in concentrazione di sollecitazione di saldatura, turbolenza del flusso e corrosione interstiziale.
Le flange del collo di saldatura sono adatte a temperature sotto lo zero?
Visualizza risposta
Sì, AST con il materiale giusto L'acciaio al carbonio standard A105 è classificato al minimo -2 °F; al di sotto, perde duttilità e diventa suscettibile alla frattura fragile ASTM A350 LF2 è il grado di riferimento per il servizio a freddo: impatto Charpy V-notch testato a -50 °F, standard sui terminali di importazione di GNL, tubazioni criogeniche e installazioni nel Canada settentrionale/Alaska Necessità di riduzione? ASTM A182 F304 e F316 gradi di acciaio inossidabile portano verso il basso a -35°° e gestire l'azoto liquido e l'ossigeno liquido senza emissione Due thumb: () qualsiasi progetto con temperatura di progetto minima inferiore a -20°F richiede automaticamente un impatto Tabella 3.3.
Quando non devo usare una flangia del collo di saldatura?
Visualizza risposta
Le flange del collo di saldatura non sono adatte per acqua a bassa pressione o servizi pubblici della Classe 150, poiché sarebbe sufficiente una flangia slip-on a basso costo. Possono essere inappropriate in installazioni limitate nello spazio a causa di spazi assiali causati dalla lunghezza del mozzo o da tubazioni temporanee soggette a manutenzione frequente, dove una saldatura di testa dovrebbe essere tagliata e saldata nuovamente ogni volta che in queste situazioni, una flangia di saldatura slip-on o presa potrebbe essere più appropriata (condizioni di servizio permettendo).
Informazioni su questa guida
Questa guida alle specifiche si basa sui dati di valutazione dimensionale e pressione-temperatura ASME B16.5 (edizione 2017), sugli standard dei materiali ASTM (A105, A350, A182, A694), sul codice di tubazioni di processo ASME B31.3 (compresi gli aggiornamenti della curva di fatica dell'edizione 2022) e sulle linee guida ASME PCC-1-2019 per l'assemblaggio di giunti bullonati.
I dati della tabella dimensionale sono stati verificati in modo incrociato rispetto a due fonti di riferimento pubblicate indipendenti Le valutazioni pressione-temperatura sono state confermate rispetto a due database di riferimento del settore Laddove i dati rappresentano il consenso ingegneristico o il riferimento a fonte singola, viene utilizzato il linguaggio limitante.
Visita Guida al prodotto della flangia del collo di saldatura di Balingsteel per prezzi correnti, tempi di consegna e disponibilità di dimensioni personalizzate.
Hai bisogno di flange per collo saldato ASME B16.5?
Balingsteel fornisce flange del collo di saldatura in acciaio al carbonio, acciaio inossidabile e lega nelle classi da 150 a 2500, da NPS ½” a 24", con certificazioni dei materiali e documentazione completa MTC.
Recensito dal team di ingegneri Balingsteel Balingsteel produce e fornisce flange del collo di saldatura ASME B16.5 in acciaio al carbonio, acciaio inossidabile e gradi di lega per applicazioni petrolifere e di gas, petrolchimiche e di produzione di energia Visita il pagina del prodotto flangia del collo di saldatura per specifiche dimensionali, dimensioni personalizzate e prezzi all'ingrosso.
Articoli Correlati
- Flangia del collo della saldatura, specifiche del prodotto e dimensioni personalizzate
Flange del collo di saldatura in acciaio al carbonio e inossidabile di Balingsteel - Flange slip-on: quando costi inferiori rendono sensato l'ingegneriaApplicazioni di utilità di classe 150 e guida di selezione della flangia SO
- Guida al grado del materiale ASTM A182F304, F316, F11, F22 gradi di flangia inossidabile e in lega
- Tipi di flange per tubi: guida completa alla selezioneWN, SO, cieco, saldatura a presa, giunto addominale e altro ancora
Riferimenti e fonti
- Manuale degli standard tecnici LANL, Guida alle tubazioni di processo REF-3-R0Laboratorio Nazionale di Los Alamos (Dipartimento dell'Energia degli Stati Uniti)
- EN 13480 vs. Rapporto comparativo del codice ASME B31 (2024) 1. Dipartimento dell'Energia (contiene testualmente ASME B31.3 308.2.4)
- Guida alle tubazioni di processo B31.3, revisione 2Lawrence Berkeley National Laboratory (Dipartimento dell'Energia degli Stati Uniti)
- Rapporto sulle dimensioni e sulle azioni del mercato delle flange globali, marzo 2026Approfondimenti sul mercato globale, Inc.
- Aggiornamenti delle tubazioni ASME B31 per i fattori di intervallo di stress (febbraio 2024) (autore Paulin Research Group sugli aggiornamenti sulla fatica di B31.3 2022 Appendice W)

