


Quick Engineering-Spezifikationen
| Parameter | Wert |
|---|---|
| Temperatur des Feuerbades | 450 °C ± 10 °C (842 °F) |
| Typische Beschichtungsdicke | 45 µm (Baustahl) |
| Erwartete Lebensdauer | 34 170+ Jahre (variiert je nach Umgebung) |
| Primärstandards | ASTM A123 / ISO 1461 |
| Zinkreinheit erforderlich | 981TP3 T PRO ASTM B6 |
| Festigkeit der Beschichtungsbindung | Metallurgisch (3.600 psi Scherung) |
Das Verzinkern ist aufgrund seines einfachen Prozesses und seiner Wirksamkeit die beliebteste Form der Korrosionsprävention für Stahl und Eisen. Zwischen einer Zinkbeschichtung und dem Grundmetall wird eine metallurgische Verbindung hergestellt, die eine korrosionsbeständige Barriereschicht zwischen dem Werkstück und korrosiven Elementen wie Feuchtigkeit, Sauerstoff und Salz gewährleistet, sowie die zusätzliche Fähigkeit des kathodischen Schutzes, sich über beschädigte oder zerkratzte Bereiche hinaus auszudehnen. In diesem Artikel werden die Wissenschaft hinter der Verzinkung, die Prozessschritte und -spezifikationen sowie praktische Auswahlkriterien erörtert, die Ingenieure und Materialeinkäufer kennen müssen, wenn sie verzinkten Stahl für Bauwerke, Strom und die Eisenbahninfrastruktur usw. anfordern.
Was ist Verzinkung und warum funktioniert sie?
Galvanisieren – auch amerikanisch geschrieben, Verzinken in der Verzinkung durch Verzinken, das Verfahren zum Aufbringen einer schützenden Zinkbeschichtung auf Eisen oder Stahl. Der Begriff stammt von Luigi Galvani, dem italienischen Wissenschaftler, dessen Experimente in den 1780er Jahren den Grundstein für die Elektrochemie legten. Heute bezeichnet die Verzinkung (auch als Verzinkung bekannt) mehrere Methoden zum Auftragen von Zink auf Metall, wobei die Feuerverzinkung für strukturelle Anwendungen am häufigsten vorkommt.
Wie das Verzinken seine Aufgabe erfüllt, ist mehr als nur eine physikalische Barriere. Zink ist elektrochemisch reaktiver als Eisen: mit einem Standardelektrodenpotential von 0,76 V im Gegensatz zu 0,44 V Eisen. Diese Diskrepanz in der Reaktivität, gepaart mit dem Vorhandensein eines Elektrolyten (Regenwasser, Kondensation, Meerwasser) und einer elektrischen Verbindung zwischen den beiden Arten von Metallen bedeutet, dass Zink wie bei dergleichen sowohl als Opferkathode fungiert als auch mit höherer Priorität oxidiert (Elektronen abgibt) als das Material darunter: das galvanische Schutzverfahren (Name, das die Funktion der Verzinkung verleiht).
Feuerverzinkung bietet sowohl eine Barriere als auch kathodischen Schutz Zink wird aufopferungsvoll korrodieren, wenn die Beschichtung zerkratzt oder beschädigt wird, und schützt den Stahl darunter – eine Funktion, die mit einem Lacksystem nicht vergleichbar ist.
„American Galvanizers Association (AGA), Technische Referenz
Wie verhindert Verzinken das Rosten auch beim Kratzen?
Im Falle eines Kratzers durch die Oberfläche einer verzinkten Beschichtung wird das Grundmetall zu einer Beweisanode und um den Bruch herum baut sich ein natürlich vorkommender kathodischer Schutz auf, wodurch es zu einer Zinkabscheidung und anschließender Substitution kommt. Die Zinkbeschichtung dissoziiert weiter, bis ein Gleichgewichtszustand zwischen dem auf das Stahlsubstrat gerichteten Korrosionsprodukt (Bildung eines Zinkfilms) und der Reaktionsumgebung besteht. Der passive Schutz erstreckt sich vom Schadenspunkt aus nur wenige Millimeter in die Beschichtung und trägt dazu bei, Stahl vor Korrosion zu schützen, solange ausreichend Zink vorhanden ist (zeitlich Strom).
Dies ist die Funktion, die feuerverzinkten Stahl unendlich widerstandsfähiger gegen Kratzer, Abrieb und sogar leichte Schlagschäden macht als Lackbeschichtungen, die nach der Kompromittierung der Folie keinen Schutz mehr bieten.
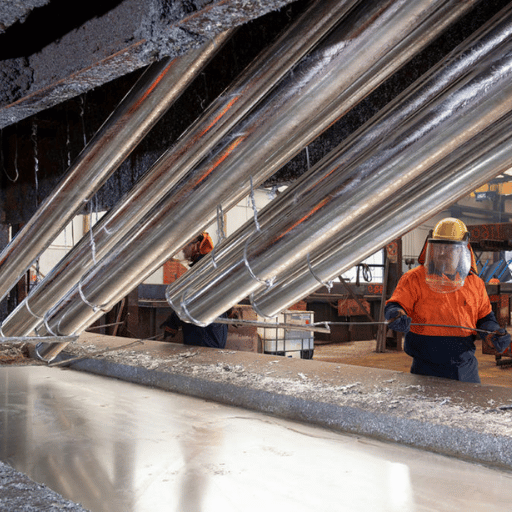
Der Feuerverzinkungsprozess: Schritt für Schritt
Feuerverzinken ist ein uraltes Verfahren, etabliert und angepasst durch internationale Standards Jede Stufe ist aus metallurgischen Gründen notwendig, und jedes Schneiden einer solchen führt zu Beschichtungsfehlern Hier ist das vierstufige Verfahren, das von jeder kommerziellen Verzinkerei der Welt verwendet wird:
- Oberflächenvorbereitung – Entfettung: Alle Teile werden zunächst in eine alkalische oder saure Entfettungslösung getaucht, um bei der Herstellung verbleibende Öle, Fette und Ladenbeschichtungen zu entfernen. Alle auf der Oberfläche vorhandenen organischen Materialien führen zu nackten Flecken in der Deckschicht.
- Oberflächenvorbereitung – Beizen: Nach dem Entfetten werden die Teile in ein Bad aus Salz- oder Schwefelsäure eingespeist, wo Mühlenablagerungen und Rost entfernt werden. Die Beizzeit hängt vom Zustand der Oberflächenabmessungen ab - eine stark beschuppte Platte kann mehr als 30 Minuten dauern - ein einfacher warmgewalzter Abschnitt benötigt nur wenige Minuten.
- Fluxing: Teile werden durch eine Zink-Ammoniumchlorid-Flussmittellösung geleitet, die alle verbleibenden Oxide entfernt und eine geeignete Zwischenschicht ablagert, um die Benetzung bei Kontakt des Stahls mit dem Zinkbad sicherzustellen. Einige Anlagen verwenden Trockenflussmittel, während andere das Flussmittel auf dem Zinkbad schweben lassen (Nassverzinkung).
- Eintauchen in geschmolzenes Zink: Der Stahl wird in ein Bad aus geschmolzenem Zink mit ca. 450 C (842 F) abgesenkt.Badzusammensetzung muss mindestens 981 TP3 T reines Zink gemäß ASTM B6 sein. Die Eintauchzeiten betragen typischerweise 3-6 Minuten für Standardstrukturabschnitte. Beim Eintauchen bilden sich durch Diffusion Zink-Eisen-Legierungsablagerungen, um eine metallurgische Verbindung zwischen der Beschichtung und dem Stahlsubstrat herzustellen.
Teile werden entfernt und in normaler Luft oder einem Abschreckbehälter abgekühlt, dann nach ASTM A123 oder ISO 1461 auf Beschichtungsdicke und Haftung geprüft Jede fertige Beschichtung weist mehrere Zink-Eisen-Legierungsschichten auf, die von einer reinen Zinkschicht gekrönt sind, die 123 härter ist als die Stahlsorte in den inneren Legierungsschichten, die auf der Außenfläche duktiler ist.
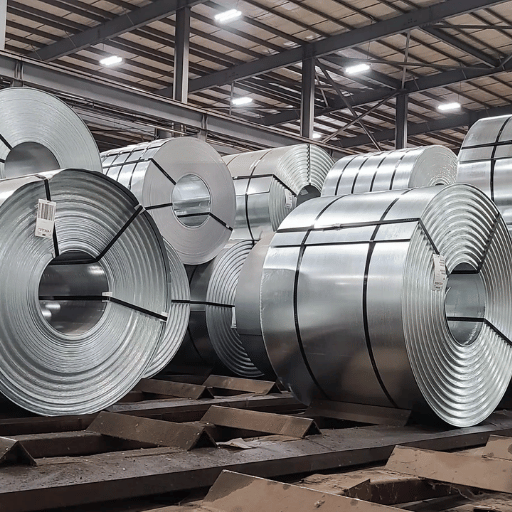
Baling Steel liefert eine Reihe von Feuerverzinkte Produkte Prozessstandards hergestellt.
Arten von Verzinkungsmethoden im Vergleich

Nicht alle Verzinkungen sind gleich Es umfasst mehrere unterschiedliche Zinkbeschichtungsverfahren, die jeweils für unterschiedliche Teilegrößen, Produktionsvolumina und Haltbarkeitsanforderungen optimiert sind. Das Sortieren der richtigen Methode ist ein häufiger Spezifikationsfehler. Eine elektroverzinkte Schicht mit 5 µm hält der Außenumgebung nicht stand wie eine 85 µm heiße Tauchschicht.
| Methode | Schichtdicke | Maximale Teilgröße | Typische Kosten | Am besten für |
|---|---|---|---|---|
| Hot-Dip (HDG) | 45 100 µm | Badgröße (12 – 15 m typisch) | $0.0 20,10/q in | Baustahl, Außeninfrastruktur |
| Elektroverzinken | 5 µm | Blatt/spule (durchgehende Linie) | Niedriger pro Einheit im Maßstab | Automobilplatten, Geräte |
| Thermische Diffusion (Sherardisierung) | 15 80 µm | Kleinteile (Befestigungen) | Höher pro Stück | Gewindebefestigungen, komplexe Kleinteile |
| Mechanische Verzinkung | 5 µm | Kleinteile (Tumble Barrel) | Mäßig | Nägel, Bolzen, Federn |
| Kaltverzinken (Sprühen/Farben) | 25 µm DFT | Beliebig (feldangewendet) | Niedrigste | Aufsetzen, Feldreparatur |
Heißtauchen bietet die beste Haltbarkeit und dickste Schicht, da das Verfahren Zink-Eisen-Legierungsschichten durch metallurgische Diffusion erzeugt – nicht nur Oberflächenhaftung. Beim Elektroverzinken wird reines Zink elektrolytisch auf Stahlbleche aufgetragen. „Das Verfahren erzeugt glattere, feinere und gleichmäßigere Schichten, die für Teile geeignet sind, bei denen die Formbarkeit wichtiger ist als die Korrosionslebensdauer. Kaltverzinkerungsspray ist eine zinkreiche Farbe, die bei Umgebungstemperaturen aufgetragen wird und nicht von der metallurgischen Verbindung profitiert, die beim echten Verzinken erreicht wird. „Kurzzeitbeschichtung sollte nur als kleinere Reparatur- oder Wartungsbeschichtung und nicht als dauerhafte Korrosionsschutzschicht verwendet werden.
Lesen Sie unseren Artikel auf Schwarz verzinkter Stahl Für einen direkten Vergleich einer verzinkten und unbehandelten glatten Stahloberfläche.
Spezifikationen und Standards für die Beschichtung aus verzinktem Stahl

Eine korrekte Spezifikation von verzinktem Stahl beinhaltet die Vertrautheit mit den Mindestmaßstäben für die Beschichtungsdicke, die den Standard der Industrie definieren Es dominieren nur zwei Spezifikationen: ASTM A123 (Nordamerika) und ISO 1461 (international).Beide geben Mindestdicken für die Zinkbeschichtung nach Materialkategorie und Grundmaterialdicke an. Je dicker der Stahl, desto dicker das Zink, da die Diffusionsreaktion bei 450 C auf größeren Abschnitten zusätzliches Legierungswachstum erzeugt.
| Materialkategorie | Stahldicke | Min. Beschichtungsdicke |
|---|---|---|
| Strukturformen (W, HP, Winkel, Kanäle) | > 6,4 mm (> 1/4) | 100 µm (3,9 mil) |
| Platte & Bar | > 6,4 mm | 86 µm (3,4 mil) |
| Platte & Bar | 3.26,4 mm | 75 µm (3,0 mil) |
| Streifen und Blatt | < 1,6 mm | 45 µm (1,8 mil) |
| Rohr, Leitung und Rohr | Alle Dicken | 45 µm (variiert je nach Wand) |
ISO 1461 fordert für größeren Abschnitten mindestens 70 µm für 36 mm dicken Stahl und mindestens 100 µm für dickeren (>6,4 mm) Stahl, passend zu ASTM A123. In Wirklichkeit übersteigt die tatsächliche Beschichtungsdicke aufgrund der Unkontrollierbarkeit der Diffusionsreaktion und des Ausmaßes der Legierungsschichten, die sich insbesondere bei reaktiven Stählen entwickeln, häufig die Mindestanforderungen um 20401TP3 T Si (Siliziumausdehnung 0,04-0,151TP3 T Si, der “Sandelinbereich”).
ages Vorteile von verzinktem Stahl:
- In den meisten Umgebungen jahrzehntelang wartungsfrei
- Legierungsschichten verteilen auch die Zink-Eisen-Beschichtungshärte so korrosionsbeständig
- Hält der Handhabung und dem Versand ohne Beschädigung stand
- Feldverifizierbar mit einem magnetischen Beschichtungsdickenmessgerät
️ Einschränkungen zu berücksichtigen:
- Farbe beschränkt auf Silbergrau (kann beim Verzinken nicht getönt werden)
- Teilegröße begrenzt durch verfügbare Badabmessungen
- Zerfällt bei hoher Temperatur (über 250 C ist es nicht mehr für den Dauerbetrieb geeignet, sehr schnell beschleunigt intermetallisches Zinkeisen)
- Die Stahlzusammensetzung (Si-, P-Gehalt) beeinflusst das Erscheinungsbild der Beschichtung und die Gleichmäßigkeit der Beschichtungsdicke
Schwächt das Verzinken Stahl?
Bei den meisten Baustählen wird das Galvanisieren die Zug - oder Streckgrenze normaler Kohlenstoffstähle (A36, A572, S275, S355) nicht nachteilig beeinflussen.Ein dokumentiertes Risiko besteht: WasserstoffversprödungDas Verfahren des Galvanisierenden Säuretopfes führt zu einer Wasserstoffaufnahme in hochfesten Stahl; jeder Stahl, der eine Zugfestigkeit von 1.100 MPa überschreitet, weist bei anhaltender Belastung spröde Ausfälle auf, wenn er zu viel Wasserstoff absorbiert.
A143 bietet die Lösung für hochzugfeste (über 1.100 MPa) Befestigungselemente und Vorspannungskomponenten durch eine Richtlinie zur Begrenzung der Dicke, einen geringen Einsatz von gehemmter Säure oder einen Ersatz des Säurebeizverfahrens durch ein Schleifkörnverfahren. Für die meisten Anwendungen ist eine Unterschreitung (700 MPa Streckgrenze) zu erwarten, dies ist kein Problem.
Wo verzinkter Stahl verwendet wird: Wichtige Anwendungen
Galvanisierter Stahl hat Hunderte von technischen, kommerziellen und industriellen Anwendungen, bei denen jahrelange Korrosionsbeständigkeit mit einem Minimum an routinemäßiger Wartung erforderlich ist Mordor Intelligence schätzt, dass der weltweite Marktwert für verzinkten Stahl im Jahr 2026 118,49 Milliarden TP betrug, und prognostiziert, dass dieser Wert bis 2031 bei einer CAGR von 5,881TP3 T steigen wird. Fünf Branchen machen den größten Teil dieses Volumens aus.
Bau & Infrastruktur: Autobahnleitplanken, Sendetürme, Brückenabschnitte und Tragwerksträger werden alle aus feuerverzinktem Stahl gefertigt Die Kommunalverwaltung bevorzugt es, da die Beschichtung ein halbes Jahrhundert lang die Neulackierungskosten entfernt Produkte wie Winkel aus verzinktem Stahl Und Verzinkte Leitung Standardspezifikationen in Rahmen für Gebäude und elektrische Anlagen sind.
Energie und Versorgungsunternehmen: Verzinkter Stahl wird in Stromübertragungskomponenten für Hochleistungsanwendungen auf breiter Front verwendet, von salzigen Küstenumgebungen bis hin zu trockenen Standorten im Landesinneren, von Solarparkstrukturen bis hin zu Windturbinenfundamenten. Stahlrohr für Hochdruckbetrieb Und ERW-rohr Rückgrat von Verteilungsnetzen bilden, in denen der Korrosionsschutz die Lebensdauer der Anlagen verlängert.
Öl und Gas: Für Raffinerien und Produktionsanlagen bestehen die oberirdischen Prozessleitungen, Versorgungsleitungen und Stützstrukturen aus verzinktes Eisenrohr Und Weichstahlrohr.
Landwirtschaft: Zäune, Getreidesilos, Viehgehege und Bewässerungsrohre nutzen die Fähigkeit der Verzinkung, viele Jahre lang im Kontakt mit Boden-, Wasser- und Düngemittelchemikalien eingesetzt und freigelegt zu werden, voll aus.
Automobil- und elektroverzinkte Stahlbleche werden bei der Herstellung von Karosserieteilen, Gehäusen für Geräte oder für HVAC-Kanäle verwendet: Herstellung und Anlagen, die sowohl eine hohe Form als auch Korrosionsbeständigkeit erfordern.
Det globale markiert für galvaniseret stål: 118,49 Milliarder USD
Zukunftsausblick (Schätzung 2031): $157,65 Milliarden (CAGR 5,88%).
HDG-Spulenpreis (2025): $1,00 –1110/Tonne
Verzinkung im Vergleich zu anderen Korrosionsschutzmethoden
Alle Formen des Korrosionsschutzes müssen Anfangskosten, Lebensdauer, Wartung und Umweltverträglichkeit in Einklang bringen. Abhängig von Ihrem Projekt müssen Sie entscheiden, ob Verzinkung, Lackierung, Pulverbeschichtung oder Edelstahl am besten geeignet sind. In der folgenden Tabelle wählt ein Entscheidungsbaum die optimale Schutzmethode für jede gemeinsame Projektanforderung aus:
| Wenn Ihr Projekt benötigt... | Wählen Sie | Warum |
|---|---|---|
| 50+ Jahre Outdoor-Leben, keine Wartung | Feuerverzinken | Selbstheilendes Zink, keine Rückbeschichtungszyklen |
| Farbe oder ästhetisches Finish | Lackierung oder Pulverbeschichtung | Galv ist nur silbergrau |
| Extreme chemische Exposition (pH 12,5) | Edelstahl- oder Duplexbeschichtung | Zink löst sich in starker Säure/Alkali |
| Budgetsensitive Innennutzung | Kaltverzinker Spray + Farbe | Minimales Korrosionsrisiko in Innenräumen |
| Hochtemperaturbetrieb (>250 °C kontinuierlich) | Andere Beschichtungen (Thermische Spritzguss, Keramik) | Das intermetallische Zink-Eisen-Wachstum beschleunigt sich über 250 °C |
In allen Aspekten der Lebenszykluskosten schlägt die Feuerverzinkung lackbasierte Systeme von Hand nach unten Untersuchungen der American Galvanizers Association (AGA) zeigen, dass verzinkter Stahl über die voraussichtliche Lebensdauer eines Projekts zwischen 2 und 6 Mal günstiger sein kann als lackierter Stahl, wenn Wartungs- und Neubeschichtungskosten berücksichtigt werden Lacksysteme müssen im Allgemeinen alle 10-15 Jahre neu beschichtet werden, und zwar zum 2-5-fachen Originalbeschichtungspreis pro Zyklus. Auf lange Sicht summieren sich diese Kosten zu weit mehr als die Langlebigkeitsvorteile der Feuerverzinkung.
Einen detaillierten Vergleich zwischen verzinkten und unbeschichteten Ausführungen finden Sie in unserem Leitfaden: Verzinktem oder schwarzem Stahl Vergleich.
Wie lange hält das Verzinken an?
Die Lebensdauer wird sowohl von der Luftqualität als auch von der Beschichtungsdicke beeinflusst. ISO 9223-Index und Standards für atmosphärische Korrosivitätsorganisation listen 6 Kategorien auf, von C1 mit der niedrigsten Korrosionsrate bis CX mit der höchsten. Die folgende Tabelle korreliert die Beschichtungsdicke mit der Anzahl der Jahre bis zur ersten Wartung (TFM); Verwenden Sie diese Tabelle, um die Lebensdauer geeigneter feuerverzinkter Komponenten vorherzusagen.
| ISO 9223-Kategorie | Umweltbeispiel | Zinkverlust (µm/Jahr) | TFM @ 85 µm | TFM @ 100 µm |
|---|---|---|---|---|
| C1 (Sehr niedrig) | Beheizte Innenräume, trockenes Klima | 0.1000 | 170+ Jahre | 200+ Jahre |
| C2 (Niedrig) | Ländlich, trocken, geringe Umweltverschmutzung | 0.1–0.7 | 121 170 Jahre | 143 200 Jahre |
| C3 (Mittel) | Städtisch, milde Küste, subtropisch | 0.7–2.1 | 40 121 Jahre | 47 143 Jahre |
| C4 (Hoch) | Industriell, mäßig marin | 2.1–4.2 | 20 –40 Jahre | 24 47 Jahre |
| C5 (sehr hoch) | Schwerindustriell, tropisches Meer | 4.2–8.4 | 10 20 Jahre | 12 24 Jahre |
| CX (Extrem) | Offshore, extreme Chemikalie | 8.4–25 | 3 10 Jahre | 4 12 Jahre |
Am überraschendsten in dieser Analyse: die meisten realen Umgebungen in ganz Nordamerika “auch die Tropen” wie Küste Florida fallen in die C2 oder C3 ISO 9223 Klassifikation Daher wird in der überwältigenden Mehrheit der praktischen Situationen eine Standardbeschichtung von etwa 100 µm Zink für eine rund 50-jährige Nutzung sorgen.
Häufige Verzinkungsfehler und wie man ihnen vorbeugt

Schlechte Prozesskontrolle ist die häufigste Ursache für ein verändertes Erscheinungsbild der Beschichtung und eine verkürzte Lebensdauer ist ein schlecht kontrollierter Verzinkungsprozess, der durch eine Abweichung in der Materialvorbereitung, Stahlchemie oder Handhabung verursacht wird, die scheinbar in jeder Anlage gleichzeitig auftritt. Dieses Wissen hilft Ingenieuren, die Verzinkung zu spezifizieren und Inspektoren dabei, Probleme vor Ort zu erkennen.
| Defekt | Wurzelursache | Prävention |
|---|---|---|
| Weißrost (Zinkhydroxid) | Nassstapelung, schlechte Belüftung bei der Lagerung | Luftspalt zwischen den Teilen, Trockenlagerung, Verwendung von Abstandshaltern |
| Nackte Stellen | Öl-, Farb- oder Siliziumrückstände auf Stahl | Gründliches Entfetten; Si auf <0,041TP3 T oder 0,15 –251TP3 T steuern |
| Schlackeneinschlüsse | Zinkbadkontamination | Regelmäßiges Überfliegen der Schlacke, Aufrechterhaltung der Badchemie |
| Verzerrung / Verzerrung | Thermische Spannung ab 450 °C Differential | Symmetrisches Design, ausreichende Entlüftungslöcher für Hohlprofile |
| Wasserstoffversprödung | Säurebeizen von hochfestem Stahl (>1.100 MPa) | Begrenzen Sie die Beizzeit und verwenden Sie eine mechanische Reinigung gemäß ASTM A143 |
Stahlschweißen im Verzinkungsverfahren: ein (vernünftigerweise) häufiger Fehler Zink erzeugt bei Verbrennung auf hohe Temperaturen giftige Zinkoxiddämpfe Standardpraxis: 25 50 mm Zink werden vor dem Schweißen um die Schweißzone auf jeder Seite entfernt, Schweißung wird mit einem Atemschutzgerät für Metallrauch abgeschlossen, dann wird es mit zinkreichem Kaltspray nachgefüttert Wie eine Quelle rät: “ZincFumeFevers nicht tödlich und nur 24 h haltbar also einfach abschleifen und das Atemschutzgerät benutzen”.
Konstruktionsprobleme bei Hohlprofilen, Rohrenden und überlappenden Platten: Entlüftungs - und Entwässerungslöcher müssen vorgesehen werden, um Zink - und Luftstrom beim Eintauchen und Eintauchen zu ermöglichen o. Ä. erwarten Sie eingeschlossenes Gas, versäumte Zings, möglicherweise schwere Dampfexplosionen.
Häufig gestellte Fragen zum Galvanisieren
F: Ist es verzinkt oder verzinkt?
Antwort anzeigen
F: Ist das Verzinken dasselbe wie das Verzinken?
Antwort anzeigen
F: Was kostet das Verzinken?
Antwort anzeigen
F: Können Sie verzinkten Stahl schweißen?
Antwort anzeigen
F: Ist Verzinkung besser als Malen?
Antwort anzeigen
F: Können Sie verzinkten Stahl übermalen?
Antwort anzeigen
Benötigen Sie verzinkte Stahlprodukte für Ihr Projekt?
Baling Steel liefert feuerverzinkte Rohr, Winkel, Leitungs - und Strukturabschnitte an Bau - und Energieunternehmen auf der ganzen Welt Senden Sie Spezifikationen für eine persönliche Antwort einschließlich Preisgestaltung und Vorlaufzeit innerhalb von 1 Werktag.
Über diesen technischen Leitfaden
Dieser Artikel wurde vom Baling Steel Content Team erstellt und von unserer Engineering-Sektion geprüft, bezogen sind technische Daten der American Galvanizers Association (AGA) und veröffentlichte ASTM - und ISO-Normen und Peer-Review-Referenzen, die unten aufgeführt sind Baling Steel ist weltweit führend in der Lieferung von feuerverzinkten Stahlprodukten (obwohl sehr vorsichtig, Projektspezifikationen sollten auf die entsprechenden Standards verwiesen und mit Ihrem gewählten Verzinker überprüft werden Zuletzt aktualisiert: April 2026.
Referenzen und Quellen
- American Galvanizers Association HDG-Korrosionspreise ISO-Kategorien C1 CX
- American Galvanizers Association ISO 1461 und ASTM A123 Beschichtungsdickenstandards
- American Galvanizers Association Wie teuer ist das Verzinken durch Feuer?
- Galvanizers Association UK Industry Technical Resources
- ISO 9223:2012: Korrosion von Metallen und Legierungen, Korrosivität von Atmosphären
- ASTM A123M/A123M Standardspezifikation für Zinkbeschichtungen auf Eisen- und Stahlprodukten

