


莠クイック工学 Specs
| パラメータ | 価値 |
|---|---|
| 溶融浴の温度 | 450 °C ± 10 °C (842 °F) |
| 典型的なコーティングの厚さ | 45~100μm(構造用鋼) |
| 予想される耐用年数 | 34 ~ 170 年 + 年 (環境によって異なります) |
| 一次規格 | ASTM A123 / ISO 1461 |
| 亜鉛純度が必要です | ASTM B6 あたり ■ 98% |
| コーティングの結合強度 | 冶金用 (eu 3,600 psi せん断) |
亜鉛めっきは、その簡単なプロセスと有効性のために鋼と鉄の腐食防止の最も一般的な形式です。 亜鉛コーティングと母材の間に冶金結合が確立され、ワークピースと湿気、酸素、塩などの腐食性要素との間の耐食性バリア層を確保し、損傷または傷のある領域を超えて拡張する陰極防食の追加能力。この論文では、亜鉛めっきの背後にある科学、プロセスのステップと仕様、エンジニアと材料購入者が構造物、電力、鉄道インフラなどに亜鉛めっき鋼を要求する際に知っておく必要がある実用的な選択基準について説明します。.
亜鉛メッキとは何ですか?なぜ効果があるのですか?
亜鉛めっき ¤ アメリカ英語では galvanizing とも綴られます ¤ は、腐食を防ぐために鉄または鋼に保護亜鉛コーティングを施すプロセスです。この用語は、1780 年代の実験が電気化学の基礎を築いたイタリアの科学者ルイージ ガルヴァーニに由来しています。今日では、亜鉛めっき(亜鉛めっきとも呼ばれる)は金属に亜鉛を塗布するいくつかの方法を指し、構造用途では溶融亜鉛めっきが最も一般的です。.
亜鉛めっきの仕事がどのようなものか、単なる物理的な障壁ではありません。 亜鉛は鉄よりも電気化学的に反応性が高いです。標準電極電位は鉄の 0.44 V ではなく 0.76 V です。この反応性の不一致は、電解質 (雨水、凝縮、海水) の存在と 2 種類の金属間の電気接続と相まって、亜鉛が犠牲陰極として機能し、その下の材料よりも高い優先順位で酸化 (電子を放出) することを意味します。つまり、亜鉛保護プロセス (亜鉛めっきの名前の付与機能) です。.
溶融亜鉛めっきはバリアと陰極防食の両方を提供します。亜鉛はコーティングに傷や損傷があると犠牲的に腐食し、その下の鋼を保護します。これは塗装システムでは不可能な機能です。.
⁄ 米国亜鉛めっき協会 (AGA)、技術参考資料
亜鉛メッキは傷があっても錆びを防ぐにはどうすればよいですか?
電流を通されたコーティングの表面を通して傷のでき事、母材金属は証明陽極になり、自然に発生する陰極防食は亜鉛の沈着および続く取り替えが起こる壊れ目のまわりで造り上げられます亜鉛の沈着およびそれに続く取り替えが鋼鉄基質にチャネリングされる腐食プロダクト(亜鉛のフィルムを形成する)と反応環境の間に平衡状態が存在するまで亜鉛のコーティングは解離し続けます。受動的保護は損傷の点からコーティングに数ミリメートルだけ伸び、充分な亜鉛が存在する限り腐食から鋼鉄を保護するのを助けます、(時間の観点から、流れ)。.
これは、溶融亜鉛メッキ鋼を、フィルムが損傷すると保護されなくなる塗料コーティングよりも、傷、摩耗、さらには軽い衝撃による損傷に対して無限に耐える機能です。.
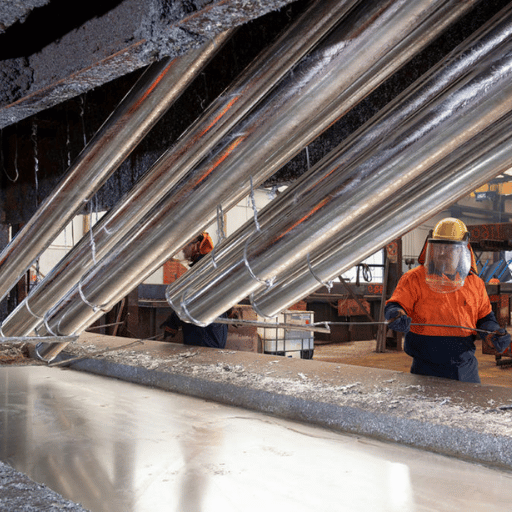
溶融亜鉛めっきプロセス: 段階的に
溶融亜鉛めっきは、古代のプロセスであり、国際標準によって確立され、適応されています すべての段階は冶金学的理由で必要であり、1 つの任意の切断はコーティングの失敗をもたらすでしょう 世界のすべての商業亜鉛めっき工場で使用されている4 段階のプロセスは次のとおりです:
- 表面調製 = 脱脂: すべての部品は、まずアルカリ性または酸性の脱脂溶液に浸漬して、製造時に残った油、グリース、ショップコーティングを取り除きます。表面に有機物質が存在すると、トップコートに裸の斑点が生じます。.
- 表面の準備 = 酸洗: 脱脂後、部品は塩酸または硫酸の浴に供給され、そこでミルスケールと錆が除去されます。酸洗時間は表面寸法の状態によって異なります。スケールの大きいプレートには 30 分以上かかる場合があります。単純な熱間圧延セクションには数分しかかかりません。.
- フラックス: 部品は、残留酸化物を除去し、鋼と亜鉛浴との接触時に確実に濡れるように適切な中間層を堆積する塩化亜鉛アンモニウムフラックス溶液を通過します。一部のプラントではドライフラックスを採用していますが、他のプラントでは亜鉛浴の上にフラックスを浮かせます(湿式亜鉛めっき)。.
- 溶融亜鉛への浸漬: 鋼を約 450 C (842 F) で溶融亜鉛の浴に下げます。 ASTM B6 に従って、浴組成は少なくとも 98% 純亜鉛でなければなりません。浸漬時間は、標準的な構造セクションの場合、通常 3-6 分です。浸漬中、亜鉛-鉄合金の堆積物は拡散によって形成され、コーティングと鋼基材の間に冶金学的結合が生成されます。.
部品は通常の空気または急冷タンクで取り外されて冷却され、その後 ASTM A123 または ISO 1461 に従ってコーティングの厚さと接着性が検査されます。完成した各コーティングには、純粋な亜鉛層で覆われたいくつかの亜鉛鉄合金層があり、内部合金層の鋼種よりも硬く、外面がより延性があります。.
Baling Steel はさまざまな製品を供給しています 溶融亜鉛メッキ製品 これらのプロセス規格に従って製造されています。.
比較された亜鉛めっき方法の種類

すべての亜鉛めっきが等しいわけではありません。これには、いくつかの異なる亜鉛めっきプロセスが含まれており、それぞれが異なる部品サイズ、生産量、耐久性要件に合わせて最適化されています。正しい方法を分類するのは一般的な仕様ミスです。 5 μm の電気亜鉛めっき層は、85 μm の溶融めっき層と同様に屋外環境に耐えられません。.
| 方法 | コーティングの厚さ | 最大パーツサイズ | 典型的なコスト | ベスト フォー |
|---|---|---|---|---|
| ホットディップ (HDG) | 45~100μm | お風呂のサイズ (12 ~ 15 m 典型的) | $0.02 ~ 0.10/平方インチ | 構造用鋼、屋外インフラ |
| 電気亜鉛メッキ | 5~25μm | シート/コイル(連続ライン) | 規模に応じて単位あたりの数値が低くなります | 自動車パネル、電化製品 |
| 熱拡散(シェラーダイジング) | 15~80μm | 小型部品(ファスナー) | 1個あたりの高値 | ネジ付きファスナー、複雑な小さな部品 |
| 機械亜鉛めっき | 5~75μm | 小型部品(タンブルバレル) | 中程度 | 釘、ボルト、ばね |
| 冷たい亜鉛めっき(スプレー/ペイント) | 25 ~ 75 μm DFT | 任意(フィールド適用) | 最低 | タッチアップ、フィールド修理 |
溶融亜鉛メッキは、プロセスが冶金拡散を通じて亜鉛-鉄合金層を生成するため、最高の耐久性と最も厚い層を提供します ー 単なる表面接着ではありません。 ー 電気亜鉛メッキは、電気分解を伴い、純粋な亜鉛を鋼板上に堆積させます ー 腐食寿命よりも成形性が重要な部品に適した、より滑らかで細かく、より均一な層を生成します。 ー 冷間亜鉛メッキスプレーは、周囲温度で塗布される亜鉛が豊富な塗料であり、真の亜鉛メッキで達成される冶金学的結合の恩恵を受けません ー 耐久性のある腐食保護層ではなく、軽微な修理またはメンテナンスのコーティングとしてのみ使用する必要があります。.
に関する記事をお読みください 黒い電流を通された鋼鉄 亜鉛メッキ仕上げと未処理の普通鋼仕上げを直接比較します。.
亜鉛メッキ鋼板の仕様と規格

亜鉛メッキ鋼の正しい仕様には、業界の標準を定義する最小コーティング厚さのベンチマークに精通していることが必要です。 ASTM A123 (北米) と ISO 1461 (国際) の 2 つの仕様だけが支配的です。どちらも、材料カテゴリーおよび母材の厚さに応じて最小亜鉛コーティング厚さを指定します。 - 鋼が厚ければ厚いほど、亜鉛も厚くなります。これは、450°Cでの拡散反応により、より大きなセクションで追加の合金成長が発生するためです。.
| 素材カテゴリ | 鋼の厚さ | 最小 コーティングの厚さ |
|---|---|---|
| 構造形状(W、HP、角度、チャンネル) | > 6.4 ミリメートル (> 1/4 ″) | 100μm(3.9ミル) |
| プレート&バー | > 6.4 ミリメートル | 86μm(3.4ミル) |
| プレート&バー | 3.2~6.4mm | 75μm(3.0ミル) |
| ストリップ&シート | <1.6mm | 45μm(1.8ミル) |
| パイプ、コンジット&チュービング | すべての厚さ | 45 ~ 86 μm (壁によって異なります) |
ISO 1461 では、厚さ 3 ~ 6 mm の鋼には最小 70 μm、より厚い (>6.4 mm) 鋼には最小 100 μm が要求されます ¢ より大きなセクションの場合は ASTM A123 と厳密に一致します。実際、拡散反応の制御不能な性質と、特に反応性鋼で発生する合金層の程度 (シリコン範囲 0.04-0.15% Si、「サンデリン範囲」) により、実際のコーティング厚さは最小要件を 20 ~ 40% 上回ることがよくあります。.
亜鉛めっき鋼板の 2 つの利点:
- ほとんどの環境で何十年もメンテナンス不要です
- 合金層はまた、耐食性のために亜鉛鉄コーティングの硬度を分配します
- 損傷することなく取り扱いと輸送に耐えます
- 磁気コーティング厚さゲージでフィールド検証可能
ヾ️ 考慮すべき制限事項:
- 色はシルバーグレーに限定されています(亜鉛メッキ中は着色できません)
- 利用可能な浴の寸法によって制限される部品のサイズ
- 高温で分解します(250°Cを超えると継続的な使用には適さなくなり、亜鉛鉄金属間膜が非常に早く加速します)
- 鋼の組成 (Si、P 含有量) は、カバーの外観とコーティング厚さの均一性に影響します
亜鉛メッキは鋼鉄を弱めますか?
ほとんどの構造用鋼では、亜鉛めっきは通常の炭素鋼 (A36、A572、S275、S355) の引張強度や降伏強度に悪影響を及ぼしません。文書化されたリスクの 1 つは水素脆化です。亜鉛めっき酸ポットプロセスにより、高強度鋼への水素吸収が生じます。引張強度 1,100 MPa を超える鋼は、水素を吸収しすぎると、持続的な荷重で脆性破壊を示します。.
A143 は、厚さを制限するガイドライン、抑制酸の使用量の少なさ、または酸酸洗プロセスを研磨グリット プロセスに置き換えることによって、高い引張強度 (1,100 MPa 以上) のファスナーおよびプレストレス コンポーネントのソリューションを提供します。ほとんどの用途では、これ (700 MPa 降伏強度) 未満が期待されますが、これは問題ではありません。.
亜鉛メッキ鋼が使用される場所: 主要な用途
亜鉛メッキ鋼は、最小限の定期メンテナンスで長年の耐食性が要求されるエンジニアリング、商業、産業用途に何百もの用途があります。 Mordor Intelligence は、2026 年の世界の亜鉛メッキ鋼市場価値が $1,184 億 9,000 万であると推定し、この値は 2031 年までに 5.88% の CAGR で増加すると予測しています。この量のほとんどを占めるのは 5 つの業界です。.
建設&インフラ: 高速道路のガードレール、送電鉄塔、橋梁セクション、構造サポートはすべて溶融亜鉛メッキ鋼を使用して製造されています コーティングが半世紀の再塗装コストを除去するため、地方自治体はそれを好むような製品 電流を通された鋼鉄角度 そして 電流を通された水路 建物や電気システムのフレームの標準仕様です。.
電力と公共事業: 亜鉛メッキ鋼は、沿岸の塩分環境から乾燥した内陸の場所、太陽光発電所構造から風力タービン基礎に至るまで、あらゆる用途の強力な用途向けの送電コンポーネントに使用されています。. 高圧サービス用鋼管 そして ERWパイプ 腐食防止により資産寿命が延びる流通ネットワークのバックボーンを形成します。.
石油とガス: 製油所および生産施設の場合、地上プロセス配管、ユーティリティ配管、およびサポート構造は以下から作られます 亜鉛メッキ鉄管 そして 軟鋼管.
農業: フェンス、穀物貯蔵サイロ、家畜の囲い、灌漑パイプは、土壌、水、肥料化学物質と接触して長年使用および暴露できる亜鉛メッキの能力を最大限に活用しています。.
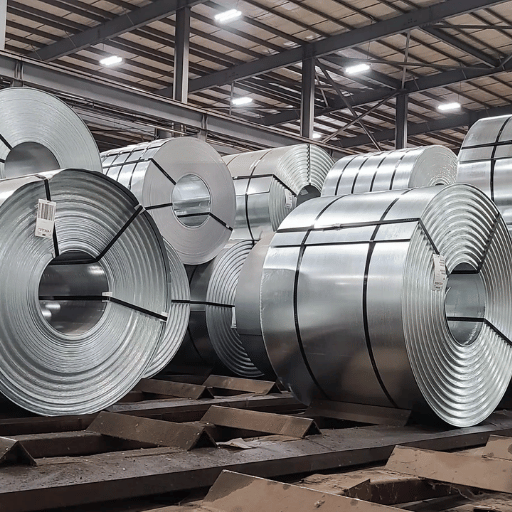
自動車および製造: 電気亜鉛メッキおよび溶融亜鉛メッキ鋼板は、ボディパネル、家電製品用ハウジング、または HVAC システム用ダクトの製造に使用されています。 - 高い成形性と耐食性の両方を必要とする用途。.
ガルバニゼレット ストールのデット グローバル マーク: 118,49 ミリアーダー USD
今後の見通し(2031年推定):1億TP4T1億5,765億(CAGR 588万%)。.
HDGコイル価格(2025 年): $1,000~1,110/トン
亜鉛メッキと他の腐食防止方法
あらゆる形態の腐食保護は、初期コスト、耐用年数、メンテナンス、環境適合性のバランスを取る必要があります プロジェクトに応じて、亜鉛めっき、塗装、粉体塗装、またはステンレス鋼のいずれが最適であるかを決定する必要があります 以下の表では、一般的なプロジェクトの要件ごとに最適な保護方法を選択する決定ツリーがあります:
| プロジェクトが必要なら... | 選ぶ | なぜ |
|---|---|---|
| 50+年の屋外の生命、ゼロ維持 | 溶融亜鉛メッキ | 自己治癒亜鉛、再コーティングサイクルなし |
| 色または美的な仕上げ | 塗装またはパウダーコート | ガルブはシルバーグレーのみです |
| 極度の化学物質への曝露 (pH 12.5) | ステンレス鋼または二重コーティング | 亜鉛は強酸/アルカリに溶解します |
| 予算に配慮した屋内使用 | 冷たい亜鉛めっきスプレー+ペンキ | 屋内での腐食リスクを最小限に抑えます |
| 高温サービス (>250 °C 連続) | その他のコーティング(サーマルスプレー、セラミック) | 亜鉛鉄金属間膜の成長は 250 °C 以上で加速します |
ライフサイクルコストのあらゆる側面において、溶融亜鉛めっきは塗料ベースのシステムを圧倒します。米国亜鉛めっき協会 (AGA) の調査によると、プロジェクトの予想耐用年数にわたって、メンテナンスと再コーティングのコストを考慮すると、亜鉛めっき鋼は塗装鋼よりも 2 ~ 6 倍安価になることがあります。塗料システムは通常、10 ~ 15 年ごとに、サイクルごとに 2 ~ 5 倍の元の塗装価格で再コーティングする必要があります。長期的には、これらのコストを合計すると、溶融亜鉛めっきの寿命の利点をはるかに上回ります。.
亜鉛メッキ仕上げとコーティングされていない仕上げの詳細な比較については、ガイドを参照してください: 亜鉛メッキまたは黒鋼の比較.
亜鉛メッキはどれくらい持続しますか?
耐用年数は、大気の質とコーティングの厚さの両方に影響されます。 ISO 9223 = 大気腐食性の生態学計算および規格 = 組織には、腐食速度が最も低い C1 から最も高い CX までの 6 つのカテゴリがリストされています。次の表は、コーティングの厚さと最初のメンテナンス (TFM) までの年数を相関させています。この表を使用して、適切な溶融亜鉛メッキ部品の寿命を予測します。.
| ISO 9223 カテゴリー | 環境例 | 亜鉛損失 (μm/年) | TFM @ 85 µm | TFM @ 100μm |
|---|---|---|---|---|
| C1 (非常に低い) | 暖房の効いたインテリア、乾燥した気候 | ΜL 0.1 | 170+年 | 200+年 |
| C2 (低) | 田舎、乾燥、低汚染 | 0.1–0.7 | 121~170年 | 143~200年 |
| C3(ミディアム) | 都市部、穏やかな海岸部、亜熱帯 | 0.7–2.1 | 40~121年 | 47~143年 |
| C4(高) | 工業用、中程度の海洋 | 2.1–4.2 | 20~40年 | 24~47年 |
| C5(非常に高い) | 重工業、熱帯海洋 | 4.2–8.4 | 10~20年 | 12~24年 |
| CX(エクストリーム) | オフショア、エクストリームケミカル | 8.4–25 | 3~10年 | 4~12年 |
この分析で最も驚くべきことは、北米全土のほとんどの現実世界の環境、さらにはフロリダ海岸のような「熱帯地方」さえも、C2 または C3 ISO 9223 分類に分類されるということです。したがって、実際的な状況の圧倒的多数では、亜鉛約 100 μm の標準コーティングで約 50 年間の使用が可能になります。.
一般的な亜鉛メッキ欠陥とその予防方法

不十分なプロセス制御は、コーティングの外観の変化と寿命の低下の最も一般的な原因は、材料の準備、鋼の化学、または取り扱いの異常によって引き起こされる、制御が不十分な亜鉛めっきプロセスです。これは、一見するとすべてのプラントで一度は発生すると思われます。この知識は、エンジニアが亜鉛めっきを指定し、検査官が現場で問題を検出するのに役立ちます。.
| 不良 | 根本原因 | 予防 |
|---|---|---|
| 白さび病(水酸化亜鉛) | 濡れたスタッキング、保管中の換気が悪い | 駒間の空隙、乾式保管、スペーサーを使用 |
| 裸 スポット | 鋼に油、塗料、またはシリコンの残留物 | 徹底した脱脂; Siを<0.04%または0.15 ~ 0.25%に制御します |
| ドロス介在物 | 亜鉛浴の汚染 | 定期的なドロスキミング、バスケミストリーを維持します |
| 歪み/反り | 450 °C の差による熱応力 | 対称的な設計、中空セクションのための適切な通気孔 |
| 水素脆化 | 高張力鋼の酸洗(>1,100MPa) | 酸洗いの時間を限って下さい、ASTM A143 に従って機械クリーニングを使用して下さい |
亜鉛めっきプロセスにおける鋼溶接: (合理的に) 一般的な間違い 亜鉛は、高温に燃焼すると有毒な酸化亜鉛フュームを生成します 標準的な慣行: 25 溶接前に両側の溶接ゾーンの周囲から50 mmの亜鉛を除去し、金属ヒューム用のマスクで溶接を完了し、その後、亜鉛が豊富なコールドスプレーで再供給されます。 「亜鉛フューム発熱は致死的ではなく、24時間しか持続しないため、研磨してマスクを使用してください」と情報源はアドバイスしています。.
中空セクション、チューブの端、およびプレートの重なりに関する設計上の問題: 浸漬および浸漬中に亜鉛と空気の流れを可能にするために、通気孔と排水孔を設ける必要があります。これがなければ、ガスのトラップ、ジングのミス、潜在的に深刻な蒸気爆発が予想されます。.
亜鉛メッキに関するよくある質問
Q: 亜鉛メッキですか、それとも亜鉛メッキですか?
回答を見る
Q:亜鉛めっきと同じですか?
回答を見る
Q: 亜鉛メッキの費用はいくらですか?
回答を見る
Q: 電流を通された鋼鉄を溶接できますか?
回答を見る
Q: 塗装よりも亜鉛メッキの方が良いですか?
回答を見る
Q: 亜鉛メッキ鋼の上に塗装できますか?
回答を見る
プロジェクトに亜鉛メッキ鋼製品が必要ですか?
Baling Steel は、溶融亜鉛メッキパイプ、アングル、導管、構造セクションを世界中の建設会社やエネルギー会社に供給しています。価格設定やリードタイムなどの個人的な対応のための仕様書を 1 営業日以内に送信します。.
このテクニカルガイドについて
この記事は、Baling Steelコンテンツチームによって作成され、エンジニアリングセクションによってチェックされました ソースは、米国亜鉛めっき協会 (AGA) からの技術データであり、以下にリストされているASTMおよびISO規格およびピアレビューされた参考文献を公開しています Baling Steelは、溶融亜鉛めっき鋼板製品の供給における世界的リーダーです ー 非常に注意深いですが、プロジェクトの仕様は適切な規格を参照し、選択した亜鉛めっき鋼板でチェックする必要があります 最終更新日: 2026年4月。.
参考文献と情報源

