


📐 Especificaciones rápidas de ingeniería
| Parámetro | Valor |
|---|---|
| Temperatura del baño en caliente | 450 °C ± 10 °C (842 °F) |
| Espesor típico del recubrimiento | 45-100 µm (acero estructural) |
| Vida útil esperada | 34-170+ años (varía según el entorno) |
| Estándares primarios | ASTM A123/ISO1461 |
| Se requiere pureza de zinc | ≥ 98% según ASTM B6 |
| Resistencia de la unión del revestimiento | Metalúrgico (¦ cizallamiento de 3600 psi) |
El galvanizado es la forma más popular de prevención de la corrosión del acero y el hierro debido a su proceso simple y efectividad. Se establece una unión metalúrgica entre un recubrimiento de zinc y el metal base que garantiza una capa de barrera resistente a la corrosión entre la pieza de trabajo y elementos corrosivos como humedad, oxígeno y sal y la capacidad adicional de protección catódica para extenderse más allá de áreas dañadas o rayadas. Este artículo analiza la ciencia detrás del galvanizado, los pasos y especificaciones del proceso, los criterios de selección prácticos que los ingenieros y compradores de materiales deben conocer al solicitar acero galvanizado para estructuras, energía e infraestructura ferroviaria, etc.
¿qué es el galvanizado y por qué funciona?
Galvanizar «también escrito galvanizar en inglés americano «es el proceso de aplicar una capa protectora de zinc al hierro o al acero para evitar la corrosión. El término proviene de Luigi Galvani, el científico italiano cuyos experimentos en la década de 1780 sentaron las bases de la electroquímica. Hoy en día, la galvanización (también conocida como galvanización) se refiere a varios métodos de aplicación de zinc al metal, siendo la galvanización en caliente la más común para aplicaciones estructurales.
La forma en que la galvanización hace su trabajo es más que una simple barrera física. El zinc es electroquímicamente más reactivo que el hierro: con un potencial de electrodo estándar de 0,76 V frente a los 0,44 V del hierro. Esta discrepancia en la reactividad, junto con la presencia de un electrolito (agua de lluvia, condensación, agua de mar) y una conexión eléctrica entre los dos tipos de metales, significa que, al igual que, el zinc actuará como cátodo de sacrificio y se oxidará (regalará electrones) con mayor prioridad que el material debajo de él: el proceso de protección galvánica (nombre que da función de galvanización).
El galvanizado en caliente ofrece tanto una barrera como protección catódica. El zinc se corroerá sacrificialmente si el revestimiento se raya o daña, protegiendo el acero debajo de una función imposible de combinar con un sistema de pintura.
« Asociación Americana de Galvanizadores (AGA), Referencia Técnica
¿cómo previene la galvanización la oxidación incluso cuando se raya?
En caso de rayado a través de la superficie de un recubrimiento galvanizado, el metal base se convierte en un ánodo de prueba y se acumula una protección catódica natural alrededor de la brecha mediante la cual se produce la deposición y posterior sustitución del zinc. El recubrimiento de zinc continúa disociándose hasta que existe un estado de equilibrio entre el producto de corrosión canalizado al sustrato de acero (formando una película de zinc) y el entorno de reacción. La protección pasiva se extiende sólo unos pocos milímetros dentro del recubrimiento desde el punto de daño y ayuda a proteger el acero de la corrosión mientras haya suficiente zinc presente (en términos de tiempo, corriente).
Esta es la característica que hace que el acero galvanizado en caliente sea infinitamente más resistente a rayones, abrasión e incluso daños por impactos leves que las capas de pintura que dejan de brindar protección una vez que la película se ve comprometida.
El proceso de galvanización en caliente: paso a paso
La galvanización en caliente es un proceso antiguo, establecido y adaptado por estándares internacionales. Cada etapa es necesaria por razones metalúrgicas, y cualquier corte de una provocará fallas en el recubrimiento. Aquí está el proceso de cuatro etapas utilizado por todas las plantas de galvanizado comerciales del mundo:
- Preparación de superficies 'desengrasante: Todas las piezas se sumergen primero en una solución desengrasante alcalina o ácida para eliminar los aceites, grasas y revestimientos de taller que queden de la fabricación. Cualquier material orgánico presente en la superficie dará como resultado manchas desnudas en la capa superior.
- Preparación de la superficie 'decapado: Después del desengrasado, las piezas se introducen en un baño de ácido clorhídrico o sulfúrico donde se eliminan las incrustaciones del molino y el óxido. El tiempo de decapado dependerá del estado de las dimensiones de la superficie: una placa muy escamosa puede tardar más de 30 minutos; una simple sección laminada en caliente necesita sólo unos minutos.
- Flujo: Las piezas se pasan a través de una solución fundente de cloruro de zinc y amonio que elimina los óxidos restantes y deposita una capa intermedia adecuada para asegurar la humectación al contacto del acero con el baño de zinc. Algunas plantas emplean fundente seco, mientras que otras hacen flotar el fundente encima del baño de zinc (galvanizado húmedo).
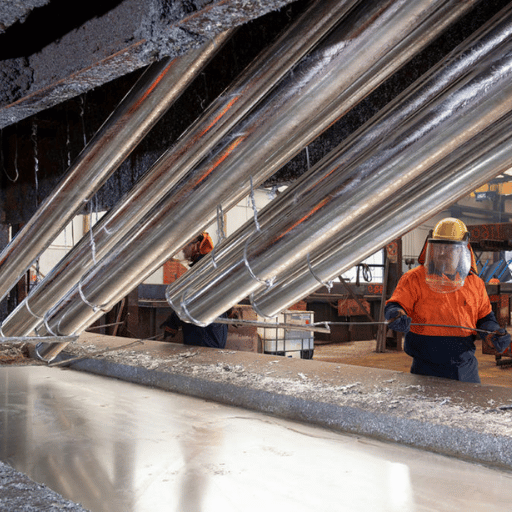
- Inmersión en zinc fundido: el acero se baja a un baño de zinc fundido a aproximadamente 450 C (842 F). La composición del baño debe ser de al menos 98% de zinc puro según ASTM B6. Los tiempos de inmersión suelen ser de 3 a 6 minutos para secciones estructurales estándar. Durante la inmersión, se forman depósitos de aleación de zinc y hierro por difusión para producir una unión metalúrgica entre el recubrimiento y el sustrato de acero.
Las piezas se retiran y se enfrían en aire normal o en un tanque de enfriamiento, luego se inspeccionan de acuerdo con ASTM A123 o ISO 1461 para determinar el espesor y la adhesión del recubrimiento. Cada revestimiento acabado tiene varias capas de aleación de zinc-hierro cubiertas por una capa de zinc puro ñe dura que el grado del acero en las capas de aleación interiores, más dúctil en la superficie exterior.
Baling Steel suministra una gama de productos galvanizados en caliente fabricado según estos estándares de proceso.
Tipos de métodos de galvanización comparados

No todo el galvanizado es igual. Incluye varios procesos distintos de recubrimiento de zinc, cada uno optimizado para diferentes tamaños de piezas, volúmenes de producción y requisitos de durabilidad. Clasificar el método correcto es un error de especificación común: una capa electrogalvanizada de 5 µm no resistirá lo mismo al ambiente exterior que una capa de inmersión en caliente de 85 µm.
| Método | Espesor del recubrimiento | Tamaño máximo de pieza | Costo típico | Mejor para |
|---|---|---|---|---|
| Inmersión en caliente (HDG) | 45-100 µm | Tamaño del baño (12-15 m típico) | $0.02-0.10/sq in | Acero estructural, infraestructura exterior |
| Electrogalvanizado | 5-25 µm | Hoja/bobina (línea continua) | Inferior por unidad a escala | Paneles de automoción, electrodomésticos |
| Difusión Térmica (Sherardizing) | 15-80 µm | Piezas pequeñas (sujetadores) | Mayor por pieza | Sujetadores roscados, piezas pequeñas complejas |
| Galvanizado Mecánico | 5-75 µm | Piezas pequeñas (barril giratorio) | Moderado | Clavos, pernos, resortes |
| Galvanizado en frío (Spray/Pintura) | 25-75 µm DFT | Cualquiera (aplicado en campo) | Más bajo | Retoque, reparación de campo |
La inmersión en caliente proporciona la mejor durabilidad y la capa más gruesa porque el proceso produce capas de aleación de zinc y hierro mediante difusión metalúrgica -gn, no simplemente adherencia a la superficie. La electrogalvanización implica electrólisis para depositar zinc puro sobre láminas de acero - produce capas más suaves, finas y uniformes adecuadas para piezas donde la formabilidad importa más que la vida útil de la corrosión. El spray galvanizador en frío es una pintura rica en zinc que se aplica a temperatura ambiente y no se beneficia de la unión metalúrgica lograda en el galvanizado verdadero -1 debe usarse sólo como un recubrimiento menor de reparación o mantenimiento, no como una capa duradera de protección contra la corrosión.
Lea nuestro artículo sobre acero galvanizado negro para una comparación directa de un acabado de acero liso galvanizado y sin tratar.
Especificaciones y estándares de revestimiento de acero galvanizado

La especificación correcta del acero galvanizado implica familiaridad con los puntos de referencia de espesor mínimo de recubrimiento que definen el estándar de la industria. Sólo dominan dos especificaciones: ASTM A123 (Norteamérica) e ISO 1461 (internacional). Ambos especifican espesores mínimos de recubrimiento de zinc según la categoría del material y el espesor del material base (cuanto más grueso es el acero, más grueso es el zinc, porque la reacción de difusión a 450 C genera un crecimiento adicional de la aleación en secciones más grandes.
| Categoría de material | Espesor del acero | Mín. Espesor del revestimiento |
|---|---|---|
| Formas estructurales (W, HP, ángulos, canales) | > 6,4 mm (> 1/4«) | 100 µm (3,9 mils) |
| Plato y barra | > 6,4 mm | 86 µm (3,4 mils) |
| Plato y barra | 3,2-6,4 mm | 75 µm (3,0 mils) |
| Tira y hoja | < 1,6 mm | 45 µm (1,8 mils) |
| Tuberías, conductos y tuberías | Todos los espesores | 45-86 µm (varía por pared) |
La norma ISO 1461 exige un mínimo de 70 µm para el acero de 3,6 mm de espesor y un mínimo de 100 µm para el acero más grueso (>6,4 mm), que coincide estrechamente con la norma ASTM A123 para secciones más grandes. En realidad, el espesor real del revestimiento supera con frecuencia los requisitos mínimos en 20-40% debido a la naturaleza incontrolable de la reacción de difusión y a la extensión de las capas de aleación que se desarrollan, especialmente en aceros reactivos (extensión de silicio 0,04-0,15% Si, la “gama Sandelin”).
✔ Ventajas del Acero Galvanizado:
- Sin mantenimiento durante décadas en la mayoría de los entornos
- Las capas de aleación también distribuyen la dureza del revestimiento de zinc-hierro de forma resistente a la corrosión
- Resistirá el manejo y el envío sin daños
- Verificable en campo con un medidor de espesor de recubrimiento magnético
⚠¦ Limitaciones a considerar:
- Color limitado a gris plateado (no se puede teñir durante el galvanizado)
- Tamaño de pieza limitado por las dimensiones del baño disponibles
- Se descompone a alta temperatura (por encima de 250 C ya no es apto para servicio continuo, muy rápidamente se acelera el intermetálico de zinc hierro)
- La composición del acero (contenido de Si, P) influye en la apariencia del revestimiento y en la uniformidad del espesor del revestimiento
¿la galvanización debilita el acero?
En la mayoría de los aceros estructurales, la galvanización no afectará negativamente la resistencia a la tracción o al rendimiento de los aceros al carbono normales (A36, A572, S275, S355). Existe un riesgo documentado: fragilización por hidrógeno. El proceso de galvanización en recipiente ácido da como resultado la absorción de hidrógeno en acero de alta resistencia; cualquier acero que exceda una resistencia a la tracción de 1100 MPa mostrará fallas frágiles en cargas sostenidas si absorbe demasiado hidrógeno.
A143 proporciona la solución para sujetadores y componentes de pretensado de alta resistencia a la tracción (más de 1100 MPa) mediante una guía que limita el espesor, un bajo uso de ácido inhibido o una sustitución del proceso de decapado ácido por un proceso de arena abrasiva. Para la mayoría de las aplicaciones que se esperan por debajo (rendimiento de 700 MPa), esto no es un problema.
Dónde se utiliza el acero galvanizado: aplicaciones clave
El acero galvanizado tiene cientos de aplicaciones de ingeniería, comerciales e industriales donde se requieren años de resistencia a la corrosión con un mínimo de mantenimiento de rutina. Mordor Intelligence estima que el valor de mercado mundial del acero galvanizado fue de $118,49 mil millones en 2026 y predice que este valor aumentará a una tasa compuesta anual de 5,88% para 2031. Cinco industrias representan la mayor parte de este volumen.
Construcción e infraestructura: las barandillas de las carreteras, las torres de transmisión, las secciones de los puentes y los soportes estructurales se fabrican con acero galvanizado en caliente. El gobierno local lo prefiere porque el revestimiento elimina los costos de repintado durante medio siglo. Productos como ángulo de acero galvanizado y conducto galvanizado son especificaciones estándar en marcos para edificios y sistemas eléctricos.
Energía y servicios públicos: el acero galvanizado se utiliza en componentes de transmisión de energía para aplicaciones de servicio pesado en todos los ámbitos, desde ambientes costeros salados hasta lugares áridos del interior, desde estructuras de parques solares hasta cimientos de turbinas eólicas. Tubería de acero para servicio de alta presión y Tubería de REG formar la columna vertebral de las redes de distribución donde la protección contra la corrosión extiende la vida útil de los activos.
Petróleo y gas: Para refinerías e instalaciones de producción, las tuberías de proceso aéreas, las tuberías de servicios públicos y las estructuras de soporte están hechas de tubería de hierro galvanizado y tubo de acero dulce.
Agricultura: Las cercas, los silos de almacenamiento de granos, los recintos para el ganado y las tuberías de riego aprovechan al máximo la capacidad del galvanizado para usarse y exponerse durante muchos años en contacto con el suelo, el agua y los fertilizantes químicos.
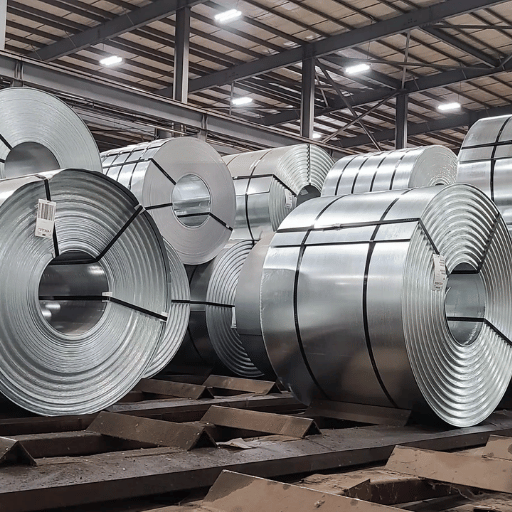
Automoción y fabricación: Las láminas de acero galvanizado electrogalvanizado y por inmersión en caliente se utilizan en la producción de paneles de carrocería, carcasas para electrodomésticos o conductos para sistemas HVAC, aplicaciones que requieren alta conformabilidad y resistencia a la corrosión.
Det globale marcado para galvaniseret stål: 118,49 mil millones de dólares
Perspectivas de futuro (estimación de 2031): $157,65 mil millones (CAGR 5,88%).
Precio de la bobina HDG (2025): $1.000-1.110/ton
Galvanizado versus otros métodos de protección contra la corrosión
Todas las formas de protección contra la corrosión deben equilibrar los costos iniciales, la vida útil, el mantenimiento y la idoneidad ambiental. Dependiendo de su proyecto, deberá decidir si lo mejor es galvanizar, pintar, recubrir en polvo o acero inoxidable. En la siguiente tabla, un árbol de decisiones selecciona el método de protección óptimo para cada requisito común del proyecto:
| Si su proyecto necesita... | Elegir | Por qué |
|---|---|---|
| Más de 50 años de vida al aire libre, sin mantenimiento | Galvanizado en caliente | Zinc autorreparable, sin ciclos de retroceso |
| Color o acabado estético | Pintura o pintura en polvo | Galv es sólo gris plateado |
| Exposición química extrema (pH 12,5) | Revestimiento de Acero Inoxidable o Dúplex | El zinc se disuelve en ácido fuerte/álcali |
| Uso interior económico | Spray galvanizador frío + pintura | Riesgo mínimo de corrosión en interiores |
| Servicio de alta temperatura (>250 °C continuo) | Otros recubrimientos (spray térmico, cerámico) | El crecimiento intermetálico de zinc-hierro se acelera por encima de los 250 °C |
En todos los aspectos del costo del ciclo de vida, la galvanización en caliente supera sin lugar a dudas a los sistemas basados en pintura. La investigación realizada por la Asociación Estadounidense de Galvanizadores (AGA) muestra que durante la vida útil prevista de un proyecto, el acero galvanizado puede ser entre 2 y 6 veces menos costoso que el acero pintado si se tienen en cuenta los costos de mantenimiento y revestimiento. Los sistemas de pintura generalmente necesitan recubrirse cada 10 a 15 años, a un precio de recubrimiento original de 2 a 5 veces por ciclo. A largo plazo, estos costos suman mucho más que las ventajas de longevidad de la galvanización en caliente.
Para una comparación detallada entre acabados galvanizados y sin recubrir, consulte nuestra guía: comparación de acero galvanizado o negro.
¿cuánto dura la galvanización?
La vida útil se ve afectada tanto por la calidad del aire como por el espesor del recubrimiento. El calculador ecológico ISO 9223 y los estándares para organizaciones a prueba de corrosividad atmosférica enumeran 6 categorías, desde C1 con la tasa de corrosión más baja hasta CX con la más alta. La siguiente tabla correlaciona el espesor del recubrimiento con cuántos años hasta el primer mantenimiento (TFM); Utilice esta tabla para predecir la vida útil de los componentes galvanizados en caliente adecuados.
| Categoría ISO 9223 | Ejemplo de entorno | Pérdida de zinc (μm/año) | TFM @ 85 µm | TFM@100 µm |
|---|---|---|---|---|
| C1 (Muy bajo) | Interiores climatizados, clima seco | ≤0,1 | 170+ ani | 200+ ani |
| C2 (Bajo) | Rural, árido, de baja contaminación | 0.1–0.7 | 121-170 ani | 143-200 de ani |
| C3 (Medio) | Urbano, costero suave, subtropical | 0.7–2.1 | 40-121 ani | 47-143 ani |
| C4 (Alto) | Industrial, marina moderada | 2.1–4.2 | 20-40 de ani | 24-47 ani |
| C5 (Muy alto) | Marina tropical, industrial pesada | 4.2–8.4 | 10-20 ani | 12-24 ani |
| CX (Extremo) | Offshore, químico extremo | 8.4–25 | 3-10 ani | 4-12 ani |
Lo más sorprendente de este análisis es que la mayoría de los entornos del mundo real en América del Norte, incluso “los trópicos” como la costa de Florida, caen en la clasificación ISO 9223 C2 o C3. Por lo tanto, en la inmensa mayoría de situaciones prácticas, un recubrimiento estándar de alrededor de 100 µm de zinc proporcionará alrededor de 50 años de uso.
Defectos galvanizantes comunes y cómo prevenirlos

El control deficiente del proceso es la causa más común de alteración de la apariencia del recubrimiento y reducción de la vida útil. Es un proceso de galvanización mal controlado causado por una aberración en la preparación del material, la química del acero o la manipulación, que ocurrirá aparentemente en cada planta en un momento u otro. Este conocimiento ayuda a los ingenieros a especificar galvanizados y a los inspectores a detectar problemas in situ.
| Defecto | Causa raíz | Prevención |
|---|---|---|
| Óxido blanco (hidróxido de zinc) | Apilamiento húmedo, mala ventilación durante el almacenamiento | Espacio de aire entre piezas, almacenamiento en seco, utilizar espaciadores |
| Manchas desnudas | Residuos de aceite, pintura o silicona sobre acero | Desengrasado completo; controlar Si a <0,04% o 0,15-0,25% |
| Inclusiones escoria | Contaminación por baño de zinc | Desnatado regular de escoria, mantenga la química del baño |
| Distorsión/deformación | Estrés térmico a partir de diferencial de 450 °C | Diseño simétrico, orificios de ventilación adecuados para secciones huecas |
| Fragilización por hidrógeno | Decapado ácido de acero de alta resistencia (>1.100 MPa) | Limite el tiempo de decapado, utilice limpieza mecánica según ASTM A143 |
Soldadura de acero en el proceso de galvanización: un error (razonablemente) común. El zinc produce vapores tóxicos de óxido de zinc cuando se quema a altas temperaturas. Práctica estándar: se eliminan 25 50 mm de zinc alrededor de la zona de soldadura a cada lado antes de soldar, la soldadura se completa con un respirador para humos metálicos y luego se vuelve a alimentar con spray frío rico en zinc. Como aconseja una fuente: “ZincFumeFevers no es letal y solo dura 24 h, así que lijarlo y usar el respirador”.
Problemas de diseño con secciones huecas, extremos de tubos y placas superpuestas: es necesario proporcionar orificios de ventilación y drenaje para permitir el flujo de zinc y aire durante la inmersión y la inmersión. Sin esto, espere gas atrapado, zings perdidos y explosiones de vapor potencialmente graves.
Preguntas frecuentes sobre galvanizado
P: ¿Se galvaniza o galvaniza?
Ver respuesta
P: ¿La galvanización es lo mismo que el zinc chapado?
Ver respuesta
P: ¿Cuánto cuesta el galvanizado?
Ver respuesta
P: ¿Se puede soldar acero galvanizado?
Ver respuesta
P: ¿Es mejor galvanizar que pintar?
Ver respuesta
P: ¿Se puede pintar sobre acero galvanizado?
Ver respuesta
¿necesita productos de acero galvanizado para su proyecto?
Baling Steel suministra tuberías galvanizadas en caliente, ángulos, conductos y secciones estructurales a empresas de construcción y energía de todo el mundo. Envíe especificaciones para una respuesta personal que incluya precios y plazo de entrega dentro de 1 día hábil.
Acerca de esta guía técnica
Este artículo fue preparado por el equipo de contenido de Baling Steel y verificado por nuestra sección de ingeniería. Se obtienen datos técnicos de la Asociación Estadounidense de Galvanizadores (AGA) y las normas ASTM e ISO publicadas y las referencias revisadas por pares que se enumeran a continuación. Baling Steel es líder mundial en el suministro de productos de acero galvanizado en caliente (aunque es muy cuidadoso, las especificaciones del proyecto deben consultarse con los estándares apropiados y verificarse con el galvanizador elegido). Última actualización: abril de 2026.
Referencias y fuentes
- Asociación Estadounidense de Galvanizadores “Tasas de corrosión HDG para categorías ISO C1-CX
- Asociación Estadounidense de Galvanizadores « Estándares de espesor de revestimiento ISO 1461 y ASTM A123
- Asociación Americana de Galvanizadores « ¿Cuánto cuesta el galvanizado en caliente?
- Asociación de Galvanizadores del Reino Unido « Recursos técnicos de la industria
- ISO 9223:2012 “Corrosión de Metales y Aleaciones, Corrosividad de Atmósferas
- ASTM A123/A123M « Especificación estándar para revestimientos de zinc en productos de hierro y acero

