


📐 Spécifications d'ingénierie rapide
| Paramètre | Valeur |
|---|---|
| Température du bain à chaud | 450 °C ± 10 °C (842 °F) |
| Épaisseur typique du revêtement | 45100 µm (acier structurel) |
| Durée de vie attendue | 34 ans et plus (par environnement) |
| Normes primaires | ASTM A123/ISO 1461 |
| Pureté de zinc requise | ≥98% par ASTM B6 |
| Force du lien de revêtement | Métallurgique (cisaillement ≈ 3 600 psi) |
La galvanisation est la forme la plus populaire de prévention de la corrosion pour l'acier et le fer en raison de son processus simple et de son efficacité. Une liaison métallurgique est établie entre un revêtement de zinc et le métal de base, garantissant une couche barrière résistante à la corrosion entre la pièce à travailler et les éléments corrosifs tels que l'humidité, l'oxygène et le sel et la capacité supplémentaire de protection cathodique à s'étendre au-delà des zones endommagées ou rayées. Cet article discute de la science derrière la galvanisation, des étapes et spécifications du processus, des critères de sélection pratiques que les ingénieurs et les acheteurs de matériaux doivent connaître lorsqu'ils demandent de l'acier galvanisé pour les structures, l'énergie et l'infrastructure ferroviaire, etc.
Qu’est-ce que la galvanisation et pourquoi fonctionne-t-elle ?
Galvanising (en anglais galvanising) également orthographié galvanising en américain (en anglais) est le processus d'application d'un revêtement protecteur de zinc sur le fer ou l'acier pour prévenir la corrosion Le terme vient de Luigi Galvani, le scientifique italien dont les expériences dans les années 1780 ont jeté les bases de l'électrochimie Aujourd'hui, la galvanisation (aussi connue sous le nom de galvanisation) fait référence à plusieurs méthodes d'application du zinc sur le métal, la galvanisation à chaud étant la plus courante pour les applications structurelles.
La façon dont la galvanisation fait son travail est plus qu'une simple barrière physique. Le zinc est électrochimiquement plus réactif que le fer : avec un potentiel d'électrode standard de 0,76 V contre 0,44 V pour le fer. Cet écart de réactivité, couplé à la présence d'un électrolyte (eau de pluie, condensation, eau de mer) et à une connexion électrique entre les deux types de métaux, signifie que comme avec le même, le zinc agira à la fois comme cathode sacrificielle et s'oxydera (donner des électrons) avec une priorité plus élevée que le matériau situé en dessous : le processus de protection galvanique (nom donnant fonction de galvanisation).
La galvanisation à chaud offre à la fois une barrière et une protection cathodique. Le zinc se corrodera sacrificiellement si le revêtement est rayé ou endommagé, protégeant ainsi la fonction de l'acier situé sous une peinture impossible à associer à un système de peinture.
Association américaine des galvanisateurs (AGA), référence technique
Comment la galvanisation empêche-t-elle la rouille même lorsqu’elle est rayée ?
En cas de rayure à travers la surface d'un revêtement galvanisé, le métal de base devient une anode d'essai et une protection cathodique naturelle s'accumule autour de la brèche, ce qui entraîne un dépôt de zinc et une substitution ultérieure. Le revêtement de zinc continue de se dissocier jusqu'à ce qu'un état d'équilibre existe entre le produit de corrosion canalisé vers le substrat en acier (formant un film de zinc) et l'environnement de réaction. La protection passive ne s'étend que de quelques millimètres dans le revêtement à partir du point d'endommagement et aide à protéger l'acier de la corrosion aussi longtemps qu'il y a suffisamment de zinc présent (en termes de temps, de courant).
C'est la caractéristique qui rend l'acier galvanisé à chaud infiniment plus résistant aux rayures, à l'abrasion et même aux légers dommages causés par les chocs que les revêtements de peinture qui cessent d'offrir une quelconque protection une fois le film compromis.
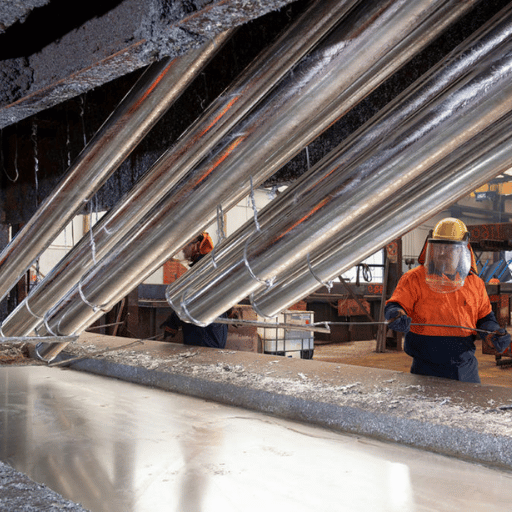
Le processus de galvanisation à chaud : étape par étape
La galvanisation à chaud est un procédé ancien, établi et adapté par les normes internationales Chaque étape est nécessaire pour des raisons métallurgiques, et toute découpe d'une seule entraînera des défaillances du revêtement Voici le procédé en quatre étapes utilisé par chaque usine de galvanisation commerciale dans le monde est le suivant
- Préparation de surface : toutes les pièces sont d'abord plongées dans une solution de dégraissage alcaline ou acide pour éliminer les huiles, graisses et revêtements d'atelier restants de la fabrication. Tous les matériaux organiques présents sur la surface entraîneront des taches nues dans la couche de finition.
- Préparation de la surface : Après le dégraissage, les pièces sont introduites dans un bain d'acide chlorhydrique ou sulfurique où le tartre du broyeur et la rouille sont éliminés. Le temps de décapage dépendra de l'état des dimensions de la surface - une plaque fortement écaillée peut prendre plus de 30 minutes - une simple section laminée à chaud ne nécessite que quelques minutes.
- Fluxage : les pièces sont passées à travers une solution de flux de chlorure de zinc et d'ammonium qui élimine tous les oxydes restants et dépose une couche intermédiaire appropriée pour assurer le mouillage au contact de l'acier avec le bain de zinc. Certaines usines utilisent un fluxage sec, tandis que d'autres font flotter le flux au-dessus du bain de zinc (galvanisation humide).
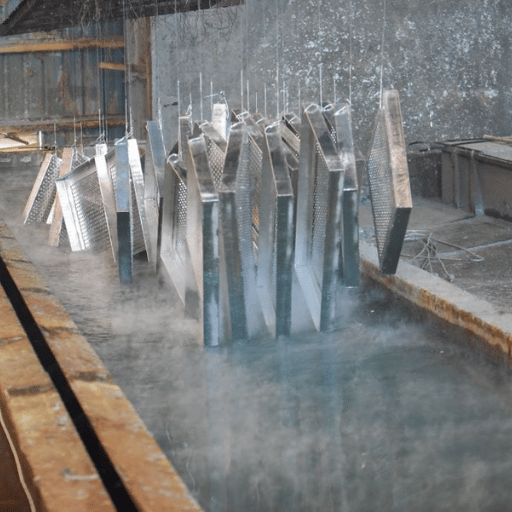
- Immersion dans du Zinc fondu : L'acier est descendu dans un bain de zinc fondu à environ 450 C (842 F) La composition du bain doit être au moins du zinc pur 981TP3 T selon la norme ASTM B6 Les temps d'immersion sont typiquement de 3-6 minutes pour les sections structurales standard Pendant l'immersion, des dépôts d'alliage zinc-fer se forment par diffusion pour produire une liaison métallurgique entre le revêtement et le substrat en acier.
Les pièces sont retirées et refroidies à l'air normal ou dans un réservoir de trempe, puis inspectées selon ASTM A123 ou ISO 1461 pour l'épaisseur du revêtement Chaque revêtement fini présente plusieurs couches d'alliage zinc-fer surmontées d'une couche de zinc pur (en) plus dure que la nuance d'acier dans les couches d'alliage intérieures, plus ductile sur la surface extérieure.
Baling Steel fournit une gamme de produits galvanisés à chaud fabriqué selon ces normes de processus.
Types de méthodes de galvanisation comparés

Toutes les galvanisations ne sont pas égales. Il comprend plusieurs processus de revêtement de zinc distincts, chacun optimisé pour différentes tailles de pièces, volumes de production et exigences de durabilité. Le tri de la méthode correcte est une erreur de spécification courante : une couche électrozinguée de 5 µm ne résistera pas à l'environnement extérieur de la même manière qu'une couche à chaud de 85 µm.
| Méthode | Épaisseur du revêtement | Taille de pièce maximale | Coût Typique | Meilleur Pour |
|---|---|---|---|---|
| Trempage à chaud (HDG) | 45100 µm | Taille du bain (121 m typique) | $0.020.10/sq | Acier de construction, infrastructure extérieure |
| Électrozingage | 52 µm | Feuille/bobine (ligne continue) | Inférieur par unité à l'échelle | Panneaux automobiles, appareils électroménagers |
| Diffusion thermique (shérardisation) | 1580 µm | Petites pièces (attaches) | Plus élevé par pièce | Attaches filetées, petites pièces complexes |
| Galvanisation Mécanique | 57 µm | Petites pièces (fût de tumble) | Modéré | Clous, boulons, ressorts |
| Galvanisation à froid (pulvérisation/peinture) | 25 µm DFT | N'importe lequel (appliqué sur le terrain) | Plus bas | Retouche, réparation sur le terrain |
La trempette à chaud offre la meilleure durabilité et la couche la plus épaisse, car le processus produit des couches d'alliage zinc-fer par diffusion métallurgique et non simplement une adhérence de surface. L'électrozingage implique l'électrolyse pour déposer du zinc pur sur des tôles d'acier. Produit des couches plus lisses, plus fines et plus uniformes adaptées aux pièces où la formabilité importe plus que la durée de vie. La galvanisation à froid est une peinture riche en zinc appliquée à température ambiante et ne bénéficie pas de la liaison métallurgique obtenue lors de la véritable galvanisation. Le zinc doit être utilisé uniquement comme revêtement mineur de réparation ou d'entretien, et non comme couche de protection contre la corrosion durable.
Lisez notre article sur acier galvanisé noir pour une comparaison directe d'une finition en acier ordinaire galvanisé et non traité.
Spécifications et normes de revêtement en acier galvanisé

Une spécification correcte de l'acier galvanisé implique une familiarité avec les critères d'épaisseur minimale du revêtement qui définissent la norme de l'industrie. Plus seules deux spécifications dominent : ASTM A123 (Amérique du Nord) et ISO 1461 (international).Les deux spécifient des épaisseurs minimales de zinc en fonction de la catégorie de matériau et de l'épaisseur du matériau de base. Plus l'acier est épais, plus le zinc est épais, car la réaction de diffusion à 450 C génère une croissance supplémentaire de l'alliage sur des sections plus grandes.
| Catégorie Matériel | Épaisseur d'acier | Épaisseur du revêtement minimum |
|---|---|---|
| Formes structurelles (W, HP, angles, canaux) | > 6,4 mm (> 1/4″) | 100 µm (3,9 mils) |
| Assiette et bar | > 6,4 mm | 86 µm (3,4 mils) |
| Assiette et bar | 3.26,4 mm | 75 µm (3,0 mils) |
| Bande et drap | < 1,6 mm | 45 µm (1,8 mils) |
| Tuyau, conduit et tube | Toutes épaisseurs | 455 µm (par mur) |
L'ISO 1461 demande un minimum de 70 µm pour l'acier de 36 mm d'épaisseur et un minimum de 100 µm pour l'acier plus épais (>6,4 mm) [traduction] 100 (traduction] 1461 correspondant étroitement à l'ASTM A123 pour les sections plus grandes En réalité, l'épaisseur réelle du revêtement dépasse fréquemment les exigences minimales de 2040% en raison du caractère incontrôlable de la réaction de diffusion et de l'étendue des couches d'alliage qui se développent, notamment sur les aciers réactifs (étendue de silicium 0,04-0,151TP3 T Si,1,1,51,5,51, la gamme de la gamme de la gamme de la 3 T Si,1,1, la technique).
✔ Avantages de l'acier galvanisé :
- Sans entretien pendant des décennies dans la plupart des environnements
- Les couches d'alliage répartissent également la dureté du revêtement zinc-fer de manière à ce qu'elle soit résistante à la corrosion
- Résistera à la manutention et à l'expédition sans dommage
- Vérifiable sur le terrain avec une jauge d'épaisseur de revêtement magnétique
️️ Limites à considérer :
- Couleur limitée au gris argenté (ne peut pas être teintée lors de la galvanisation)
- Taille de la pièce limitée par les dimensions disponibles du bain
- Se décompose à haute température (au-dessus de 250 C il ne convient plus pour un service continu, très rapidement le fer à zinc intermétallique accélère)
- La composition de l'acier (teneur en Si, P) influence l'aspect du revêtement et l'uniformité de l'épaisseur du revêtement
La galvanisation affaiblit-elle l’acier ?
Dans la plupart des aciers de construction, la galvanisation n'affectera pas négativement la résistance à la traction ou à l'élasticité des aciers au carbone normaux (A36, A572, S275, S355).Un risque documenté existe : fragilisation par l'hydrogène Le processus de pot acide de galvanisation entraîne une absorption d'hydrogène dans l'acier à haute résistance ; tout acier dépassant une résistance à la traction de 1 100 MPa présentera des ruptures fragiles lors d'une charge soutenue s'il est absorbé trop d'hydrogène.
L'A143 fournit la solution pour les fixations et les composants de précontrainte à haute résistance à la traction (supérieure à 1 100 MPa) par une ligne directrice limitant l'épaisseur, une faible utilisation d'acide inhibé ou une substitution du processus de décapage acide par un processus de granulation abrasive. Pour la plupart des applications, attendez-vous à une limite d'élasticité inférieure à (résistance d'élasticité de 700 MPa), ce n'est pas un problème.
Où l'acier galvanisé est utilisé : applications clés
L'acier galvanisé a des centaines d'applications d'ingénierie, commerciales et industrielles où des années de résistance à la corrosion sont requises avec un minimum de maintenance de routine Mordor Intelligence estime que la valeur marchande mondiale de l'acier galvanisé était de $118,49 milliards en 2026 et prédit que cette valeur augmentera à un TCAC de 5,881TP3 T d'ici 2031. Cinq industries représentent la majeure partie de ce volume.
Construction & Infrastructure : Les garde-corps routiers, les tours de transmission, les sections de pont et les supports structurels sont tous fabriqués à l'aide d'acier galvanisé à chaud Le gouvernement local le préfère car le revêtement supprime les coûts de repeinture pendant un demi-siècle Des produits comme angle d'acier galvanisé et conduit galvanisé sont des spécifications standard dans les cadres pour bâtiments et systèmes électriques.
Énergie et services publics : l'acier galvanisé est utilisé dans les composants de transmission d'énergie pour des applications lourdes à tous les niveaux, depuis les environnements salés côtiers jusqu'aux sites arides à l'intérieur des terres, des structures de parcs solaires aux fondations de turbines éoliennes. Tuyau en acier pour le service à haute pression et Tuyau de restes explosifs de guerre former l'épine dorsale des réseaux de distribution où la protection contre la corrosion prolonge la durée de vie des actifs.
Pétrole et gaz : Pour les raffineries et les installations de production, les canalisations de traitement aériennes, les canalisations de services publics et les structures de support sont fabriquées à partir de tuyau en fer galvanisé et tuyau en acier doux.
Agriculture : Clôtures, silos de stockage de céréales, enclos pour bétail et canalisations d'irrigation profitent pleinement de la capacité de la galvanisation à être utilisée et exposée pendant de nombreuses années au contact du sol, de l'eau et des engrais chimiques.
Fabrication automobile et automobile : les tôles d'acier électrogalvanisées et galvanisées à chaud sont utilisées dans la production de panneaux de carrosserie, de boîtiers pour appareils électroménagers ou de conduits pour les applications CVC nécessitant à la fois une formabilité élevée et une résistance à la corrosion.
Det global marqué pour galvaniseret stål : 118,49 milliarder USD
Perspectives d'avenir (estimation 2031) : $157,65 milliards (CAGR 5,88%).
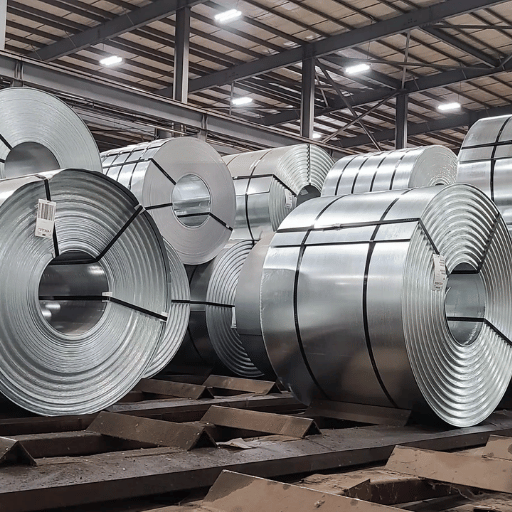
Prix de la bobine HDG (2025) : $1 0001,110/tonne
Galvanisation vs autres méthodes de protection contre la corrosion
Toutes les formes de protection contre la corrosion doivent équilibrer les coûts initiaux, la durée de vie, la maintenance et l'adéquation environnementale. En fonction de votre projet, vous devrez décider si la galvanisation, la peinture, le revêtement en poudre ou l'acier inoxydable sont les meilleurs. Dans le tableau ci-dessous, un arbre de décision sélectionne la méthode de protection optimale pour chaque exigence commune du projet :
| Si votre projet a besoin... | Choisir | Pourquoi |
|---|---|---|
| 50+ année de vie extérieure, zéro entretien | Galvanisation à chaud | Zinc auto-cicatrisant, pas de cycles de revêtement |
| Finition couleur ou esthétique | Peinture ou manteau de poudre | Galv est gris argenté uniquement |
| Exposition chimique extrême (pH 12,5) | Revêtement en acier inoxydable ou duplex | Le zinc se dissout dans un acide fort/alcali |
| Utilisation intérieure sensible au budget | Spray de galvanisation à froid + peinture | Risque de corrosion minimal à l'intérieur |
| Service haute température (>250 °C continu) | Autres revêtements (pulvérisation thermique, céramique) | La croissance intermétallique zinc-fer s'accélère au-dessus de 250 °C |
Dans tous les aspects du coût du cycle de vie, la galvanisation à chaud bat haut la main les systèmes à base de peinture Les recherches de l'American Galvanizers Association (AGA) montrent qu'au cours de la durée de vie prévue d'un projet, l'acier galvanisé peut être entre 2 et 6 fois moins cher que l'acier peint lorsque les coûts d'entretien et de revêtement sont pris en compte. Les systèmes de peinture doivent généralement être revoduits tous les 10 à 15 ans, à un prix de revêtement d'origine 2 à 5 fois par cycle. À long terme, ces coûts s’ajoutent bien plus que les avantages en termes de longévité de la galvanisation à chaud.
Pour une comparaison détaillée entre les finitions galvanisées et non revêtues, consultez notre guide : comparaison acier galvanisé ou noir.
Combien de temps dure la galvanisation ?
La durée de vie est affectée à la fois par la qualité de l'air et l'épaisseur du revêtement. L'évaluation ISO 9223 pour le compte de la corrosion atmosphérique et les normes d'organisation de la corrosion atmosphérique répertorient 6 catégories, du C1 avec le taux de corrosion le plus bas au CX avec le taux de corrosion le plus élevé. Le tableau suivant corrèle l'épaisseur du revêtement avec le nombre d'années jusqu'au premier entretien (TFM) ; utilisez ce tableau pour prédire la durée de vie des composants galvanisés à chaud appropriés.
| Catégorie ISO 9223 | Exemple Environnement | Perte de zinc (µm/an) | TFM @85 µm | TFM @100 µm |
|---|---|---|---|---|
| C1 (Très faible) | Intérieurs chauffés, climat sec | ≤ 0,1 | 170+ ans | 200+ ans |
| C2 (Bas) | Rural, aride, faible pollution | 0.1–0.7 | 121170 ans | 143200 ans |
| C3 (Moyen) | Urbain, doux côtier, subtropical | 0.7–2.1 | 40 ans 21 ans | 47 ans et 43 ans |
| C4 (Haut) | Industriel, marine modérée | 2.1–4.2 | 20 ans | 24 ans 7 ans |
| C5 (Très élevé) | Industriel lourd, marin tropical | 4.2–8.4 | 10 ans | 12 ans et 4 ans |
| CX (Extrême) | Offshore, chimique extrême | 8.4–25 | 30 ans | 4 ans |
Le plus surprenant dans cette analyse : la plupart des environnements du monde réel à travers l'Amérique du Nord, même les régions tropicales comme la côte de Floride, tombent dans la classification C2 ou C3 ISO 9223. Par conséquent, dans l'écrasante majorité des situations pratiques, un revêtement standard d'environ 100 µm de zinc fournira environ 50 ans d'utilisation.
Défauts galvanisants courants et comment les prévenir

Un mauvais contrôle du processus est la cause la plus fréquente d'une altération de l'apparence du revêtement et d'une durée de vie réduite. Un processus de galvanisation mal contrôlé est provoqué par une aberration dans la préparation des matériaux, la chimie de l'acier ou la manipulation, qui va se produire dans apparemment toutes les usines à un moment ou à un autre. Ces connaissances aident les ingénieurs à spécifier la galvanisation et les inspecteurs à détecter les problèmes in situ.
| Défaut | Cause fondamentale | Prévention |
|---|---|---|
| Rouille blanche (hydroxyde de zinc) | Empilage humide, mauvaise ventilation dans le stockage | Entrefer entre les pièces, stockage à sec, utilisation d'entretoises |
| Taches nues | Huile, peinture ou résidus de silicium sur acier | Dégraissage approfondi ; contrôler Si à <0,04% ou 0,15T.25% |
| Inclusions scories | Contamination par bain de zinc | Des scories régulières écrémant, maintiennent la chimie du bain |
| Distorsion/gropage | Contrainte thermique à partir du différentiel de 450 °C | Conception symétrique, trous d'aération adéquats pour les sections creuses |
| Fracture d'hydrogène | Décapage acide de l'acier à haute résistance (>1 100 MPa) | Limitez le temps de décapage, utilisez un nettoyage mécanique selon ASTM A143 |
Soudage de l'acier dans le processus de galvanisation : une erreur (raisonnablement) courante Le zinc produit des fumées toxiques d'oxyde de zinc lorsqu'il est brûlé à des températures élevées Pratique standard : 25 50 mm de zinc sont retirés autour de la zone de soudure de chaque côté avant le soudage, la soudure est complétée par un respirateur pour les fumées métalliques, puis il est réalimenté avec un spray froid riche en zinc Comme le conseille une source : “FumeFevers pas mortel et ne durent que 24 h donc il suffit de le poncer et d'utiliser le respirateur”.
Problèmes de conception avec les sections creuses, les extrémités des tubes et les plaques qui se chevauchent : des trous de ventilation et de drainage doivent être prévus pour permettre le flux de zinc et d'air pendant le trempage et l'immersion. Sans cela, attendez-vous à du gaz piégé, des explosions de vapeur manquées, potentiellement graves.
Foire aux questions sur la galvanisation
Q : Est-ce galvaniser ou galvaniser ?
Voir la réponse
Q : La galvanisation est-elle la même chose que le zingage ?
Voir la réponse
Q : Combien coûte la galvanisation ?
Voir la réponse
Q : Pouvez-vous souder de l’acier galvanisé ?
Voir la réponse
Q : La galvanisation est-elle meilleure que la peinture ?
Voir la réponse
Q : Pouvez-vous peindre sur de l'acier galvanisé ?
Voir la réponse
Besoin de produits en acier galvanisé pour votre projet ?
Baling Steel fournit des tuyaux galvanisés à chaud, des angles, des conduits et des sections structurelles aux entreprises de construction et d'énergie du monde entier. Envoyez les spécifications pour une réponse personnelle, y compris les prix et les délais d'exécution, dans un délai d'un jour ouvrable.
À propos de ce guide technique
Cet article a été préparé par l'équipe de contenu de Baling Steel et vérifié par notre section d'ingénierie, Sourced is technical data from the American Galvanizers Association (AGA) and published ASTM and ISO standards and peer reviewed references listed below Baling Steel est un leader mondial dans la fourniture de produits en acier galvanisé à chaud bien que très prudent, les spécifications du projet doivent être référencées aux normes appropriées et vérifiées avec le galvaniseur que vous avez choisi Dernière mise à jour : avril 2026.
Références et sources
- American Galvanizers Association : taux de corrosion HDG pour les catégories ISO C1CX
- American Galvanizers Association : normes d'épaisseur de revêtement ISO 1461 et ASTM A123
- Association américaine des galvaniseurs Combien coûte la galvanisation à chaud ?
- Galvanizers Association UK Ressources techniques
- ISO 9223 :2012 Corrosion des métaux et alliages, Corrosivité des atmosphères
- ASTM A123/A123M Spécification standard pour les revêtements en zinc sur les produits en fer et en acier

