


【快速工程規格】
| 參數 | 價值 |
|---|---|
| 熱浸浴溫度 | 450 °C ± 10 °C (842 °F) |
| 典型的塗層厚度 | 45 AX100 µm(鋼結構) |
| 預期使用壽命 | 34-170+ 年(因環境而異) |
| 主要標準 | ASTM A123/ISO 1461 |
| 需要鋅純度 | ≥ 98%/ASTM B6 |
| 塗層黏合強度 | 冶金(3,600 psi 剪切) |
鍍鋅是最受歡迎的鋼和鐵防腐蝕形式,因為它的製程簡單且有效。在鍍鋅塗層和母材之間建立了冶金結合,確保工件與濕氣、氧氣和鹽等腐蝕性元素之間的耐腐蝕阻擋層,以及陰極保護延伸超過損壞或刮擦區域的額外能力。本文討論了鍍鋅背後的科學、製程步驟和規格、工程師和材料購買者在為結構、電力和鐵路基礎設施等請求鍍鋅鋼時需要了解的實際選擇標準。.
什麼是鍍鋅以及為什麼它有效?
鍍鋅在美式英語中也被拼寫為 galvanizing have is the process of applicate an protective zinc couting to iron or steel to prevent corrade。這個術語來自義大利科學家路易吉·加爾瓦尼 (Luigi Galvani),他在 20 世紀 80 年代進行的實驗為電化學奠定了基礎。如今,鍍鋅(也稱為鍍鋅)是指將鋅施加到金屬上的幾種方法,其中熱浸鍍鋅是結構應用中最常見的方法。.
鍍鋅的作用不僅僅是一個物理屏障。鋅在電化學上比鐵更具反應性:標準電極電位為0.76 V,而鐵的電位為0.44 V。這種反應性的差異,加上電解質(雨水、冷凝水、海水)的存在以及兩者之間的電連接金屬,意味著鋅既可以充當犧牲陰極,又可以比其下方的材料更優先地氧化(釋放電子):電鍍保護過程(鍍鋅的名稱)。.
熱浸鍍鋅既提供屏障又提供陰極保護。如果塗層被刮傷或損壞,鋅會犧牲腐蝕,從而保護下面的鋼材,這是油漆系統無法比擬的功能。.
美國鍍鋅協會 (AGA),技術參考
即使刮傷,鍍鋅如何防止生鏽?
如果鍍鋅塗層表面刮傷,母材將成為驗證陽極,並在缺口周圍形成天然存在的陰極保護,從而發生鋅沉積和隨後的替代。鋅塗層繼續解離,直到引導到鋼基材(形成鋅膜)的腐蝕產物與反應環境之間存在平衡狀態。被動保護從損壞點僅延伸到塗層幾毫米,只要有足夠的鋅(就時間、電流而言),就有助於保護鋼材免受腐蝕。.
這項功能使熱浸鍍鋅鋼比油漆塗層更能抵抗刮痕、磨損甚至輕微衝擊損壞,一旦薄膜受到損害,油漆塗層就不再提供任何保護。.
熱鍍鋅製程:逐步進行
熱浸鍍鋅是一種古老的工藝,按照國際標準建立和調整。出於冶金原因,每個階段都是必要的,任何切割都會導致塗層失效。這是世界上每個商業鍍鋅廠使用的四階段製程是:
- 表面處理和脫脂:首先將所有零件浸入鹼性或酸性脫脂溶液中,以去除製造過程中殘留的任何油、油脂和車間塗層。表面存在的任何有機材料都會導致面漆出現裸露斑點。.
- 表面處理 酸洗:脫脂後,將零件送入鹽酸或硫酸浴中,去除磨皮和鐵鏽。酸洗時間取決於表面尺寸的條件 - 大比例板可能需要 30 分鐘以上 - 直接的熱軋部分只需幾分鐘。.
- 助熔:零件通過氯化鋅銨助熔劑溶液,去除任何剩餘的氧化物並沉積合適的中間層,以確保鋼與鋅浴接觸時潤濕。有些工廠採用乾式助熔劑,而有些工廠則將助熔劑漂浮在鋅浴頂部(濕式鍍鋅)。.
- 浸入熔融鋅中:將鋼放入約 450 °C (842 F) 的熔融鋅浴中。根據 ASTM B6,浴成分必須至少為 98% 純鋅。標準結構型材的浸泡時間通常為 3-6 分鐘。在浸泡過程中,鋅鐵合金沉積物會透過擴散形成,在塗層和鋼基材之間產生冶金鍵結。.
零件在普通空氣或淬火槽中取出並冷卻,然後根據 ASTM A123 或 ISO 1461 檢查塗層厚度和附著力。每層成品塗層都有多個鋅鐵合金層,頂部有純鋅層,內部合金層比鋼的等級更硬,外表面更具延展性。.
華菱鋼鐵供應一系列產品 熱浸鍍鋅產品 按照這些製程標準製造。.
比較鍍鋅方法的類型

並非所有鍍鋅都是相同的。它包括幾種不同的鋅塗層工藝,每種工藝都針對不同的零件尺寸、產量和耐用性要求進行了最佳化。對正確的方法進行排序是一個常見的規格錯誤,因為 5 µm 電鍍鋅層無法像 85 µm 熱浸鍍層那樣適應室外環境。.
| 方法 | 塗層厚度 | 最大零件尺寸 | 典型成本 | 最好的 |
|---|---|---|---|---|
| 熱浸(hdg) | 45 至 100 微米 | 浴池尺寸(典型值 12 分 15 m) | $0.02dos0.10/平方英吋 | 鋼結構,戶外基礎設施 |
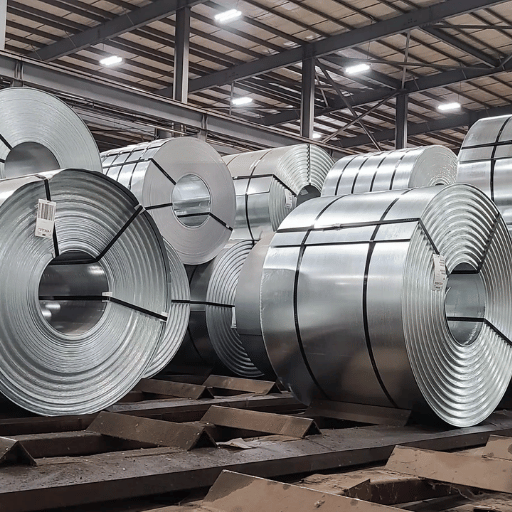
| 電鍍鋅 | 5 正交25 µm | 片材/線圈(連續線) | 按比例降低每單位 | 汽車面板、電器 |
| 熱擴散(謝爾迪化) | 15 80 微米 | 小零件(緊固件) | 每件更高 | 螺紋緊固件,複雜的小零件 |
| 機械鍍鋅 | 5 °C75 µm | 小零件(翻滾桶) | 中等 | 釘子、螺栓、彈簧 |
| 冷鍍鋅(噴霧/油漆) | 25 °C75 µm DFT | 任何(現場應用) | 最低 | 補貨、現場維修 |
熱浸鍍提供了最佳的耐用性和最厚的層,因為該工藝透過冶金擴散產生鋅鐵合金層,而不僅僅是表面黏附。電鍍鋅涉及電解,將純鋅沉積到鋼板上,產生更光滑、更細、更均勻的層,適用於成型性比腐蝕壽命更重要的零件。冷鍍鋅噴霧是一種在環境溫度下塗覆的富含鋅的塗料,不能受益於真正鍍鋅中實現的冶金粘合,只能用作小型維修或保養塗層,而不是耐用的腐蝕保護層。.
請閱讀我們的文章 黑色鍍鋅鋼 用於直接比較鍍鋅和未經處理的普通鋼飾面。.
鍍鋅鋼塗層規範和標準

鍍鋅鋼的正確規格需要熟悉定義行業標準的最小塗層厚度基準。只有兩個規範占主導地位:ASTM A123(北美)和 ISO 1461(國際)。兩者都根據材料類別和基材厚度指定最小鋅塗層厚度,鋼越厚,鋅越厚,因為 450 °C 時的擴散反應會在較大的截面上產生額外的合金生長。.
| 材料類別 | 鋼厚度 | 最小塗層厚度 |
|---|---|---|
| 結構形狀(W、HP、角度、通道) | > 6.4 毫米 (> 1/4 英吋) | 100 微米(3.9 密耳) |
| 盤子和酒吧 | > 6.4 毫米 | 86 微米(3.4 密耳) |
| 盤子和酒吧 | 3.2 至 6.4 毫米 | 75 微米(3.0 密耳) |
| 條帶和片材 | < 1.6 毫米 | 45 微米(1.8 密耳) |
| 管道、導管和管道 | 所有厚度 | 45×86 µm(因壁而異) |
ISO 1461 要求 3.6 毫米厚的鋼材最小厚度為 70 µm,較厚(>6.4 毫米)的鋼材最小厚度為 100 µm,較大型材的 ASTM A123 非常匹配。事實上,由於擴散反應的不可控性和形成的合金層的範圍,特別是在反應鋼上(矽範圍 0.04-0.15% Si,“桑德林範圍”),實際塗層厚度經常超過最低要求 20×40%。.
鍍鋅鋼的優點:
- 在大多數環境中可免維護數十年
- 合金層也分佈了鋅鐵塗層硬度,因此具有耐腐蝕性
- 可承受搬運和運輸而不會損壞
- 可使用磁性塗層測厚儀進行現場驗證
““需要考慮的限制”:
- 顏色僅限於銀灰色(鍍鋅過程中不能著色)
- 零件尺寸受可用浴尺寸限制
- 高溫下會分解(250°C以上不再適合連續使用,鋅鐵金屬間化合物加速很快)
- 鋼成分(Si、P含量)影響覆蓋面外觀和塗層厚度均勻性
鍍鋅會削弱鋼材嗎?
在大多數結構鋼中,鍍鋅不會對普通碳鋼的拉伸或屈服強度產生不利影響(A36、A572、S275、S355)。存在一種有記錄的風險:氫脆。鍍鋅酸鍋製程導致氫氣被高強度鋼吸收;如果吸收過多的氫氣,任何拉伸強度超過 1,100 MPa 的鋼在持續負載時都會出現脆性失效。.
A143 透過限制厚度的指南、低抑制酸的使用或透過磨料砂粒製程取代酸酸洗製程,為高拉伸強度(1,100 MPa 以上)緊固件和預力部件提供了解決方案。對於大多數應用來說,預期低於(700 MPa 屈服強度),這不是問題。.
鍍鋅鋼的使用地點:關鍵應用
鍍鋅鋼具有數百種工程、商業和工業應用,需要多年的耐腐蝕性,並且需要最少的日常維護。 Mordor Intelligence 估計,到 2026 年,全球鍍鋅鋼市場價值為 $1184.9 億,並預測到 2031 年,該價值將以 5.88% 的複合年增長率 (CAGR) 增加。其中大部分由五個行業佔據。.
建築與基礎設施:公路護欄、輸電塔、橋樑部分和結構支撐均採用熱浸鍍鋅鋼製造。地方政府更喜歡它,因為塗層可以消除半個世紀的重新噴漆成本。產品如 鍍鋅鋼角 和 鍍鋅導管 是建築物和電氣系統框架的標準規格。.
電力與公用事業:鍍鋅鋼用於重型應用的輸電組件,從沿海鹽分環境到乾旱的內陸地區,從太陽能發電場結構到風力渦輪機基礎。. 用於高壓服務的鋼管 和 戰爭遺留爆炸物管道 形成配電網路的支柱,其中腐蝕防護可延長資產壽命。.
石油和天然氣:對於煉油廠和生產設施,地上製程管道、公用設施管道和支撐結構均由其製成 鍍鋅鐵管 和 低碳鋼管.
農業:圍欄、糧倉、牲畜圍欄和灌溉管道充分利用鍍鋅與土壤、水和化學肥料接觸多年使用和暴露的能力。.
汽車與製造:電鍍鋅和熱浸鍍鋅鋼板用於生產車身面板、電器外殼或暖通空調系統管道,這些應用需要高成型性和耐腐蝕性。.
全球鍍鋅材料標示:118,49 美元
未來展望(2031 年估計):$1576.5 億(CAGR 5.88%)。.
HDG 線圈價格(2025 年): $1,000 DES1,110/噸
鍍鋅與其他腐蝕防護方法
所有形式的腐蝕防護都必須平衡初始成本、使用壽命、維護和環境適宜性。根據您的項目,您需要決定鍍鋅、噴漆、粉末塗層或不銹鋼是否最好。在下表中,決策樹為每個常見項目要求選擇最佳保護方法:
| 如果您的專案需要... | 選擇 | 為什麼 |
|---|---|---|
| 50 多年戶外生活,零維護 | 熱鍍鋅 | 自癒鋅,無反沖循環 |
| 顏色或美觀的表面 | 油漆或粉末塗層 | Galv 僅為銀灰色 |
| 極端化學暴露(pH 12.5) | 不銹鋼或複式塗層 | 鋅溶於強酸/強鹼 |
| 預算敏感的室內使用 | 冷鍍鋅噴霧+油漆 | 室內腐蝕風險最小 |
| 高溫服務(>250 °C 連續) | 其他塗料(熱噴塗、陶瓷) | 鋅鐵金屬間化合物在 250 °C 以上加速生長 |
在生命週期成本的各個方面,熱浸鍍鋅都會擊敗基於油漆的系統。美國鍍鋅商協會 (AGA) 的研究表明,在專案的預期壽命內,如果考慮到維護和重塗成本,鍍鋅鋼的成本可能比塗漆鋼便宜 2 至 6 倍。油漆系統通常需要每 10-15 年重塗一次,每個週期原始塗層價格的 2-5 倍。從長遠來看,這些成本加起來遠遠超過熱浸鍍鋅的壽命優勢。.
有關鍍鋅和未塗層飾面的詳細比較,請參閱我們的指南: 鍍鋅鋼或黑鋼比較.
鍍鋅能持續多久?
使用壽命受空氣品質和塗層厚度的影響。 ISO 9223 生態生態計算器和大氣腐蝕性標準組織列出了 6 個類別,從腐蝕速率最低的 C1 到腐蝕速率最高的 CX。下表將塗層厚度與首次維護年數 (TFM) 相關聯;使用此表來預測合適的熱浸鍍鋅組件的使用壽命。.
| ISO 9223 類別 | 環境範例 | 鋅損失(微米/年) | TFM @ 85 µm | TFM @ 100 µm |
|---|---|---|---|---|
| C1(非常低) | 室內暖氣,氣候乾燥 | ≤0.1 | 170 多年 | 200多年 |
| C2(低) | 農村乾旱,污染低 | 0.1–0.7 | 121 至 170 年 | 143年200年前 |
| C3(中) | 城市,溫和沿海,亞熱帶 | 0.7–2.1 | 40-121 年 | 47-143 年 |
| C4(高) | 工業、中等海洋 | 2.1–4.2 | 20 ATS40 年 | 24年47年 |
| C5(非常高) | 重工業,熱帶海洋 | 4.2–8.4 | 20年前10年 | 12年24歲 |
| CX(極限) | 離岸,極端化學 | 8.4–25 | 3 AD10 年 | 4年12月 |
在這個分析中最令人驚訝的是:北美的大多數現實環境甚至熱帶地區,如佛羅裡達海岸,都屬於 C2 或 C3 ISO 9223 分類。因此,在絕大多數實際情況下,約 100 µm 鋅的標準塗層將提供約 50 年的使用時間。.
常見的鍍鋅缺陷及其預防方法

製程控制不良是塗層外觀改變和壽命縮短的最常見原因,這是由於材料製備、鋼化學或處理中的像差引起的鍍鋅製程控制不善,這似乎會在每個工廠中同時發生。這些知識有助於工程師指定鍍鋅和檢查員現場檢測問題。.
| 缺陷 | 根本原因 | 預防 |
|---|---|---|
| 白銹病(氫氧化鋅) | 堆放濕,儲存通風不良 | 零件之間的氣隙、乾燥儲存、使用墊片 |
| 裸露的斑點 | 鋼上的油、油漆或矽殘留物 | 徹底脫脂;將 Si 控制至 <0.04% 或 0.15-0.25% |
| 浮渣內含物 | 鋅浴污染 | 定期撇渣,保持浴液化學 |
| 失真/翹曲 | 450 °C 差值的熱應力 | 對稱設計,有足夠的通風孔供空心型材使用 |
| 氫脆 | 高強度鋼酸洗(>1,100 MPa) | 限制酸洗時間,依照 ASTM A143 使用機械清潔 |
鍍鋅過程中的鋼焊接:(合理的)常見錯誤。鋅燃燒到高溫時會產生有毒的氧化鋅煙霧。標準做法:焊接前從兩側焊接區周圍去除25×50毫米的鋅,用金屬煙霧呼吸器完成焊接,然後用富鋅冷噴霧重新供給。消息人士建議:“ZincFumeFevers 不致命,只能持續 24 小時,所以只需將其打磨掉並使用呼吸器即可。”。.
中空部分、管端和重疊板的設計問題:需要提供通風孔和排水孔,以便在浸漬和浸泡過程中允許鋅和空氣流動。如果沒有這個孔,則預計會發生滯留氣體、錯過的鋅、潛在的嚴重蒸氣爆炸。.
關於鍍鋅的常見問題
Q:是鍍鋅還是鍍鋅?
查看答案
Q:鍍鋅和鍍鋅一樣嗎?
查看答案
Q: 鍍鋅成本是多少?
查看答案
Q: 可以焊接鍍鋅鋼嗎?
查看答案
Q:鍍鋅比繪畫好嗎?
查看答案
Q:你可以在鍍鋅鋼上塗漆嗎?
查看答案
關於本技術指南
本文由Baling Steel內容團隊準備,並由我們的工程部門檢查。來源來自美國鍍鋅協會 (AGA) 的技術數據,並發布了 ASTM 和 ISO 標準以及下面列出的同行評審參考文獻。巴林鋼鐵是熱浸鍍鋅鋼產品供應領域的世界領導者,儘管非常謹慎,但專案規格應參考適當的標準,並使用您選擇的鍍鋅機進行檢查。最後更新時間:2026 年 4 月。.
參考文獻和來源

