


A 3LPE coating pipe is a three-layer polyethylene system fusion bonded epo×y primer, copolymer adhesive, and high-density polyethylene jacket to protect buried steel pipelines from corrosion and mechanical damage for 30 to 50 years. A ²025 study in the U.S. National Library of Medicine (PMC/NCBI) indicates that 3LPE coated steel pipelines are the most favored solution globally for oil and gas transmission.
This primer explains each layer, translates the DIN 30670 specification tables most suppliers omit, compares 3LPE with FBE, and 3LPP with actual test results, and offers a simple one-layer decision model that makes coating choice a one-T out decision.
Quick Specs: 3LPE Coating System
| Layers | 3 — FBE primer + copolymer adhesive + HDPE/MDPE jacket |
| Total Thickness | 1.8–3.7 mm (varies by pipe OD and thickness class) |
| Temperature Range | Type N: –20 °C to +60 °C | Type S: –40 °C to +80 °C |
| Design Life | 30–50 years (with proper application and cathodic protection) |
| Primary Standards | DIN 30670:2012, ISO 21809-1:2018, CSA Z245.21 |
| Pipe Diameter Range | DN 25 to DN 1600+ (hot-finished, LSAW, SSAW, ERW) |
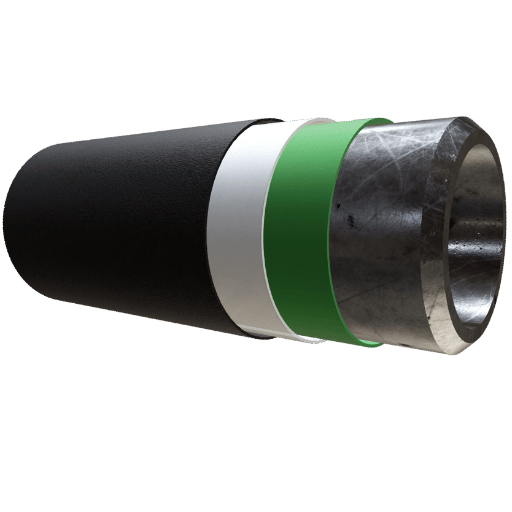
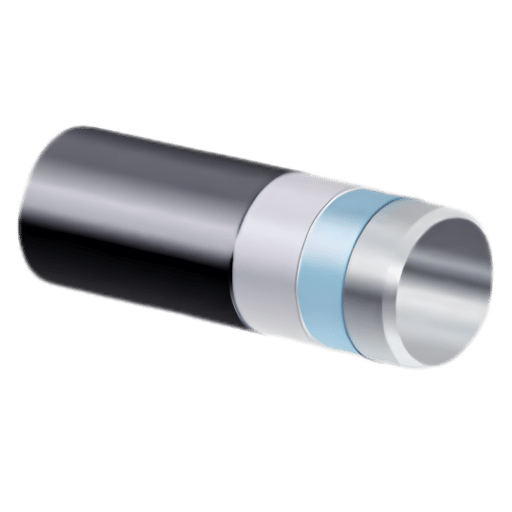
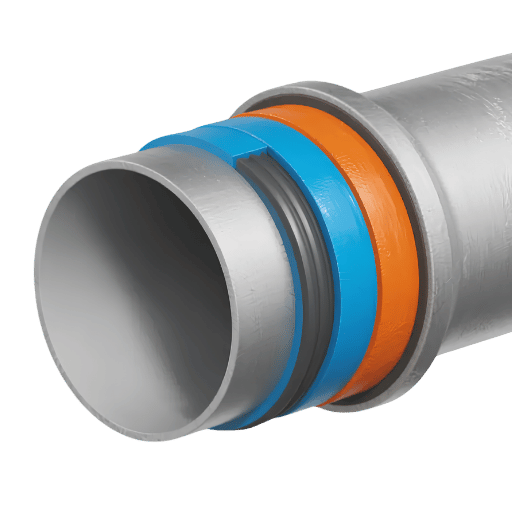
What Is 3LPE Coating? The Three-Layer Protection System
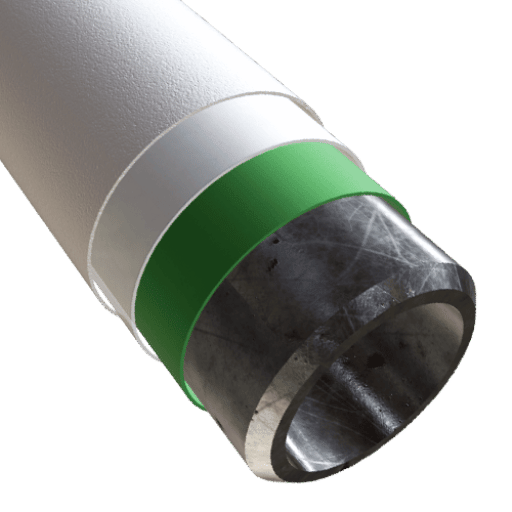
3LPE stands for Three-Layer Polyethylene – a multi-layer external coating system that encapsulates steel pipe in three distinct barriers. Each layer addresses a specific failure mode that one-layer coatings are not equipped tocounter.
Layer 1 – Fusion Bonded Epoxy Primer: a thermosetting epoxy powder thermally spray onto heated steel at a minimum 60 m thickness to comply DIN 30670:2012, Section 7.3.2. FBE provides the chemical bond to the steel surface and produces the primary corrosion barrier. Without it, moisture cannot be blocked from reaching the steel surface after a few years if not supplemented with a barrier.
Layer 2 – Copolymer Adhesive: a modified polyethylene adhesive that is spray applied over the still-hot FBE layer. Minimum thickness: 140 m ( DIN 30670, Section 7.3.3). This layer provides the chemical adhesive bond between the rigid epoxy primer and the flexible polyethylene jacket. This is the layer most tested with real test results show peel strength performance serving as the determining factor in coating performance over time.
Layer 3 – HDPE or MDPE Outer Jacket: an extruded coat of polyethylene providing physical, impact, and chemical protection from friction, abrasion by rocky backfill, and soil shear forces during ground movement. Its outer layer also provides the moisture barrier to assure the layers beneath survive. Average total system thickness, 1.8 mm for small diameter pipe, to 3.7 mm for pipe above DN 800.
All three layers are part of the sustained system: FBE mediates chemical attack at the steel surface, the adhesive layer prevents de-coating during temperature cycling, and the polyethylene jacket neutralizes physical damage more efficiently than a thinner epoxy layer.
3LPE Coating Thickness, Temperature Limits, and Standards
Coating thickness is not a single number; it varies from like sized pipes by coating class ordered in the project. DIN 30670:2012 Table 3 defines the minimum total polyethylene coating system thickness as indicated below:
| Pipe Size (DN) | Normal Class (n), mm | Increased Class (v), mm |
|---|---|---|
| ≤ DN 100 | 1.8 | 2.5 |
| > DN 100 to ≤ DN 250 | 2.0 | 2.7 |
| > DN 250 to < DN 500 | 2.2 | 2.9 |
| ≥ DN 500 to < DN 800 | 2.5 | 3.2 |
| ≥ DN 800 | 3.0 | 3.7 |
Source: DIN 30670:2012, Table 3. Some areas are permitted to be up to 10% below minimum if they are less than 5cm long per 1m length of pipe.
What Is the Standard for 3LPE Coating?
There are two main sets of standards relating 3LPE coatings worldwide: DIN 30670:2012, which has been around for some time and is the German/European standard for polyethylene coatings on steel pipes for transporting water, gas and liquids (and what is not included under ISO 21809-1); and ISO 21809-1:2018, which is the international harmonized standard for petroleum and natural gas pipeline transportation systems. There is also a third set of standards, CSA Z245.21, which applies to Canadian pipeline projects.
In practice, DIN 30670 tests peel strength and cathodic disbondment at a maximum of 70 °C, while ISO 21809-1 provides detailed temperature grades up to 110 °C with mandatory testing at the actual operating temperature. For any project with operating temperatures above 70 °C, ISO 21809-1 is the safer specification to reference.
📐 Engineering Note
If specifying 3LPE for aggressive soils, or HDD (horizontal directional boring), always specify the “increased” (v) thickness class. The “normal” (n) class assumes slight backfill and very little mechanical stress during placement. Both rocky ground, HDD crossings, and coastal saline soils require the increased thickness – the premium is 8-12% of total coating cost but the additional performance benefits offset the ten-fold costs in field repairs.
How 3LPE Coating Is Applied: Step-by-Step Production Process
On a 3LPE production line, the process is a series of tightly controlled steps with each stage depending on the accuracy of what came before. It is one of the variables that causes more coating failures than any other.
- Pipe receiving and straightening – Incoming hot-finished steel pipe, LSAW pipe or spiral welded pipe will arrive on the coating line.
- Blast cleaning — abrasive blasting to Sa 2½ per ISO 8501-1, achieving surface roughness Rz of 40–90 µm (DIN 30670, §8.3.1)
- Cleaning and pre-treatment-dilute chromate and phosphates or wash to promote adhesion
- Induction preheating- pipe is heated to 220-250 C (substrate temperature monitor set to continuous operation; minimum temperature 3 C above dew point according to DIN 30670).
- FBE powder application- using an electrostatic spray gun that sprays epoxy powder onto the hot pipe surface, the powder begins to melt as it hits the pipe and start flowing and curing.
- Adhesive layer extrusion- copolymer adhesive applied by side-wrap or cross-head die while the FBE is still in gel stage
- Formed as PE layer extrusion- HDPE or MDPE was extruded over adhesive using a cross-head die to the desired thickness
- Water quenching water is sprayed on coated pipe so it is below 60 c to stablise the PE crystalline structure
- Holiday detection – 1000% of pipe surface inspected at 10k V/mm coating thickness, max 25k V ( DIN 30670, Annex E)
- Cutback preparation — bare pipe ends prepared for field welding; PE bevel angle ≤30° for coatings above 2.2 mm
- Blistering — caused by moisture contamination on the steel surface before preheating
- Fish-eyes in the FBE layer — result of over-cure from excessive preheat temperature or line speed too slow
- Wrinkling of the PE jacket — PE extrusion temperature too low or uneven cooling across the circumference
- Adhesive disbondment — adhesive applied after FBE has passed gel state (timing window is seconds, not minutes)
3LPE vs FBE vs 3LPP: Which Pipeline Coating Should You Choose?
Choosing between 3LPE coated pipe and FBE coated pipe is not a quality issue- they are designed for operating in different situations. Our comparison table below presents the real test results of DIN 30670 and manufacturer specifications without qualitative evaluation.
| Parameter | 3LPE | FBE Only | 3LPP |
|---|---|---|---|
| Max Operating Temp | +80 °C (Type S) | +85 °C | +110 to +145 °C |
| Min Handling Temp | –40 °C | –40 °C | –40 °C |
| Total Thickness | 1.8–3.7 mm | 0.3–0.6 mm | 1.8–3.7 mm |
| Peel Strength at 23 °C | 100–150 N/cm | N/A (single layer) | 100–150 N/cm |
| Impact Resistance | ≥5 J/mm (Type N) | Limited | ≥5 J/mm |
| Best Application | Buried pipelines, moderate temp | Internal lining, short runs | High-temp oil/gas, district heating |
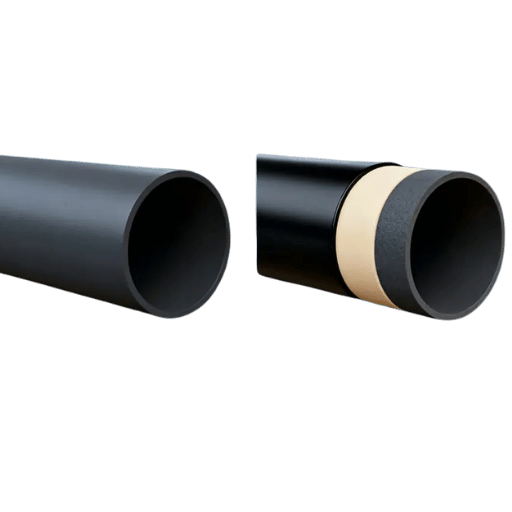
What Is the Difference Between 3LPE and FBE Coating?
FBE is a single layer coating applied directly to the pipe surface; it is a single layer epoxy (normally 300-600 m thick). Because of its chemical properties the tape adheres strongly to the steel and resists corrosion but it offers little mechanical protection (a single large rock incident during backfill can tear the coating).3LPE combines the FBE as a primer coating with a fusion bonded polyethylene (FBE) layer with an adhesive and a thick polyethylene jacket providing acceptable protection from mechanical impact without exposing the steel.3LPE is the standard coating for buried pipelines that could experience mechanical hazards caused by soil backfill, earth movement or third party excavation. FBE would more commonly be used as an internal lining; for short pipeline lengths where the steel can be controlled during installation or for using FBE as an external coating where field construction minimizes the risk of mechanical damage.
For a detailed side-by-side comparison see our complete guide to FBE coated pipe.
What Is the Difference Between 3LPE and 3LPP Coating?
3LPP common variations of 3LPE, where the polyethylene jacket is substituted for polypropylene (PP). This raises the maximum operating temperature from 80 C to 110 – 145 C. Construction is the same as 3LPE, ie –fbe primer, adhesive,extruded jacket. 3LPP is always more expensive than 3LPE and should be specified only when operating temperature is greater than what the polyethylene jacket can support – eg high temperature crude oil lines, district heating (steam condensate running at more than 90 C).
The 80 °C Rule — A Quick Coating Selection Framework
- Operating temperature 60 C + buried 3LPE, Type N (good generic choice for most projects)
- Operating temperature 60-80 C + buried 3LPE, Type S (extended temperature grade)
- Operating temperature > 80 C 3LPP (must be upgraded – PE degrades above 80 C)
- can be installed by pipe joint filler without a problem under the thick sand bed… Short pipeline + controlled installation + moderate conditions FBE only (lower cost, adequate if no mechanical risk)
- 2NDOR Rocks Directional Drilling or rocky terrain 3LPE thicker, increased (v) forlances
- Offshore/subsea crossing → 3LPE + concrete weight coating
Below 80 C, 3LPE takes care of it. Above 80 C, 3LPP for you. This is the reference criterion for choosing the majority of the coating for the onshore buried pipeline.
The peel strength requirements have been modified according to current production methods. In your experience of transporting and laying pipe with polyethylene coatings you will find that a high bond strength is desirable to reduce the possibility of mechanical damage – bond strength is not as important in terms of corrosion protection provided as long as the thickness and quality requirements of the coating are achieved.
— DIN 30670:2012 Foreword, German Institute for Standardization (DIN)
How 3LPE Protects Against Pipeline Corrosion
Different corrosion pathways are countered at each layer of 3LPE. FBE primer provides an electrochemical barrier at the steel-coating interface to inhibit the movement of ions from ground water. Between the primer and jacket, the adhesive layer inhibits water movement at the interface of the primer and jacket.
PE jacket inhibits bulk water, oxygen and dissolved salts from reaching the primer and steel interface.
In practical appli ions, 3LPE coated pipe is always combined with cathodic protection (CP). Properly applied coating reduces CP current requirements by 90-99% compared to bare steel – meaning a good coating on a pipeline greatly reduces the amount of sacrificial anode material or impressed current needed to sustain the protective potential. At the coating holiday, mechanical damage or field joint, the CP provides backup protection, short-circuit-cup to localized corrosion.
A DIN 30670:2012 standard foreword fact contradicts a popular industry myth: cathodic disbondment at coating holidays indication enhanced corrosion risk or increased CP current density. Instead, CD testing is primarily a surface preparation indicator and not a prediction of field corrosion performance.
When selecting a 3LPE coating system supplier for a pipeline project, request the cathodic disbondment test results from system testing (23 C/28 days). DIN 30670 requires a maximum 7 mm disbondment radius. A value significantly below 7 mm indicates good surface preparation and epoxy adhesion; it is correlated with excellent corrosion line quality control.
Applications: Where 3LPE Coated Pipes Are Used
DIN 30670 establishes the range of scope of 3LPE coating as anti-corrosion protection of buried or submerged steel pipe operating liquids or gases. (This is broader than ISO 21809-1, which is limited to pipelines for petroleum and natural gas transportation.) Important applications can include:
- Onshore oil & gas transmission; the most common worldwide application, using line pipe grades from API 5L Grade B through X80
- Natural gas distribution networks; city and regional gas supply pipelines
- Water transmission and city pipes; potable waters (NSF/ANSI 61 certified PE), effluent and raw water supplies
- Horizontal directional drilled (HDD) crossings; may need increased (v) thickness class for pullback mechanical stress
- Subsea & river crossing; 3LPE combination with concrete weight coating for negative buoyancy (using ERW pipe, LSAW pipe)
- Above ground exposed installations; convert above ground exposed installations into powered lighting, air conditionings or equipment shelters
- Pipelines operating at a stable temperature above 80 C; switch over to 3LPP (‘polymide’) or polyurethane systems
- Internal corrosion control; 3LPE is external only; internal lining with cement mortar or epoxy liner necessary.
Quality Testing, Inspection, and Field Joint Coating

Quality control in the systemic installation of 3LPE coating is critical to its effectiveness. DIN 30670:2012 recommends coating controls tests every shift batch as well as system tests every three years. The standard uses a helpful table to highlight the accept criteria.
| Test | Requirement (DIN 30670) | Method |
|---|---|---|
| Holiday Detection | No discharges at 10 kV/mm (max 25 kV) | Annex E — 100% of pipe surface |
| Peel Strength (23 °C) | ≥100 N/cm (sheet) / ≥45 N/cm (sleeve) | Annex D — 90° angle, 10 mm/min |
| Impact Resistance (23 °C) | ≥5 J/mm (Type N) / ≥7 J/mm (Type S) | Annex H — drop weight, 25 mm head |
| Cathodic Disbondment | ≤7 mm (23 °C/28 days or 60 °C/2 days) | Annex C — 6 mm artificial defect |
| Elongation at Break | ≥400% | Annex F — tensile test, 23 °C |
| Indentation Resistance | ≤0.2 mm (23 °C) / ≤0.3 mm (50 °C) | Annex I — 10 N/mm², 24 hours |
- 7-Point 3LPE Receiving Inspection Checklist
- Verify coating thickness- at 12+ points per pipe (DIN 30670, Annex A)
- Verify holiday detection test results-zero discharges at specified voltage
- Verify peel strength records-values must meet Table 5 for this extrusion method
- Review cathodic disbondment test report-maximum 7mm
- Check cut-back dimensions- PE bevel angle 30 for coatings >2.2 mm
- Final visual inspection- uniform color, no paint wrinkles, no blisters or mechanical damage
- Confirm pipe traceability- coating results linked to heat/lot number
Field Joint Coating: Protecting Pipeline Connections
As shown in the table above, when the installation layer metal joints, each pipe joint up shell, both, the toughest coating system of the whole pipeline, bare steel after field welding, represents the worst protection layer. A case study published in AMPP (Association for Materials Protection and Performance) provided a delamination failure example developed on a 24″ transmission line gas pipeline in Mexico due to mechanical damage resulted when excavator carried out a hired roof coating failure at field during precommissioning – proved that installation work was just as important as factory coating work.
There are three common method of field joint coating 3LPE pipeline:
- Heat shrink sleeves (HSS) -the most common method for 3LPE pipeline; two-layer adhesive + PE sleeve (applied at about 80-120 C using a propane torch); low capital equipment investment, high skill demand
- Field-applied FBE- powder spray onto preheated weld zone; high cost coating system, requiring portable induction heating and spray equipment
- Injection-molded polypropylene (IMPP) -highests performance for field joint coating; applied on HDD crossing and other sensitive area where field joint failure shall not be occurred
Pipeline Coating Market Trends and Industry Outlook

Global pipe coatings market size has reached an estimated US $10.0 billion in 2026 and projected to reach US $14.0 billion by 2033, at a CAGR of 4.9%, according to Persistence Market Research. External coatings (inside category) represent the largest market share with 78.25% and progressing with a 5.26% CAGR till 2031, local research company Mordor Intelligence shown.
There are three technology trends which have been shaping the future generation pipeline coating system:
- Bio-based polyethylene compounds- studies of Peanut and sugarcane-ethanol based PE to reduce carbon footprint while do not compromise the performance when used in 3LPE coating
- Smart coatings with affixed sensors- the fiber-optic based monitoring sensor, embedded into the coating system for real-time integrity monitoring sans excavation technique, a practice that can be found in the AMPP 2026 U.S. Pipeline Industry report
- Low-temperature application systems- the next FBE formulation that enables the lower preheat temperature to allow high strength steel grades (X70, X80) applying coating without embrittlement in heat-affected zone
For 2026-2027 bidding projects, early consultation on the availability of the high performing Polyethylene grade material shall be conducted. Supply chain disruption and the growing ratio of the pipeline construction in the Middle East and Asia-Pacific region have led to the extended lead times for specialty PE compo4unds used for increased-th thickness 3LPE system.
Frequently Asked Questions About 3LPE Coating
Q: What is 3LPE coating?
View Answer
Q: What is the standard for 3LPE coating?
View Answer
Q: What is the maximum operating temperature for 3LPE coated pipe?
View Answer
Q: How long does 3LPE coating last?
View Answer
Q: Can 3LPE coated pipe be used for drinking water systems?
View Answer
Q: What is the difference between 3LPE and 2LPE coating?
View Answer
Need 3LPE Coated Pipe for Your Pipeline Project?
We supply 3LPE coated steel pipe to DIN 30670 and ISO 21809-1 specifications. Send us your requirements along with coating class and thickness specifications and we will provide a detailed quotation.
About This Analysis
This article draws heavily from the DIN 30670:2012 standard, ISO 21809-1 technical documentation, and AMPP corrosion engineering case studies, along with industry market research performed by Mordor Intelligence and Persistence Market Research. All specifications mentioned refer to the latest version of the standard from April 2026. Baling Steel stocks 3LPE coated pipe for different media in pipe diameters DN 25 to DN 1600 – the coating information in this article is the same standards our quality inspectors use for outgoing inspection.
References & Sources
- DIN 30670:2012 — Polyethylene Coatings on Steel Pipes and Fittings — German Institute for Standardization (DIN)
- ISO 21809-1 — External Coatings for Buried or Submerged Pipelines — International Organization for Standardization
- Visual Quantitative Characterization of External Corrosion in 3LPE Coated Pipelines — U.S. National Library of Medicine (PMC/NCBI)
- Case History: Delamination Failure in a Three-Layer Coating — AMPP (Association for Materials Protection and Performance)
- Pipe Coating Market Trends & Industry Statistics, 2033 — Persistence Market Research
- Pipe Coatings Market Size & Share Analysis — Mordor Intelligence
- U.S. Pipeline Industry 2026 — AMPP Knowledge Hub
Related Articles
- The Complete Guide to 3LPE Coated Pipe — Product Specifications and Ordering
- Understanding FBE Coated Pipe — When Single-Layer Epoxy Is Enough
- Line Pipe: Types, Standards, and Applications for Oil and Gas Transmission
- Spiral Welded Pipe Selection Guide — SSAW Manufacturing and Use Cases
- Steel Casing Pipe — Complete Guide to Bore and Road Crossing Applications
As reviewed by Baling Steel engineering team | Last updated: April 2026

