


A 3 LPE-Beschichtungsrohr Ist ein dreischichtiges Polyethylensystem-fusionsgebundene Epo-EFFIZ-Grundierung, Copolymer-Klebstoff, und hochdichte Polyethylen-Mantel, um vergrabene Stahlpipelines vor Korrosion und mechanischen Schäden für 30 bis 50 Jahre zu schützen Eine ²025-Studie in der US National Library of Medicine (PMC/NCBI) weist darauf hin, dass 3 LPE-beschichtete Stahlpipelines weltweit die am meisten bevorzugte Lösung für die Öl- und Gastransmission sind.
Dieser Primer erklärt jede Schicht, übersetzt die Spezifikationstabellen nach DIN 30670, die die meisten Lieferanten weglassen, vergleicht 3 LPE mit FBE und 3 LPP mit tatsächlichen Testergebnissen und bietet ein einfaches einschichtiges Entscheidungsmodell, das die Auswahl der Beschichtung zu einer One-T-Out-Entscheidung macht.
Schnelle Spezifikationen: 3-LPE-Beschichtungssystem
| Schichten | 3-fach-Haftgrundierung + Copolymer-Haftgrundierung/MDPE-Hülle |
| Gesamtdicke | 1.83,7 mm (variiert je nach Rohr-OD und Dickenklasse) |
| Temperaturbereich | Typ N: 20 °C bis +60 °C | Typ S: 40 °C bis +80 °C |
| Designleben | 30 –50 Jahre (mit ordnungsgemäßer Anwendung und kathodischem Schutz) |
| Primärstandards | DIN 30670:2012, ISO 21809-1:2018, CSA Z245.21 |
| Rohrdurchmesserbereich | DN 25 bis DN 1600+ (warmfertig, LSAW, SSAW, ERW) |
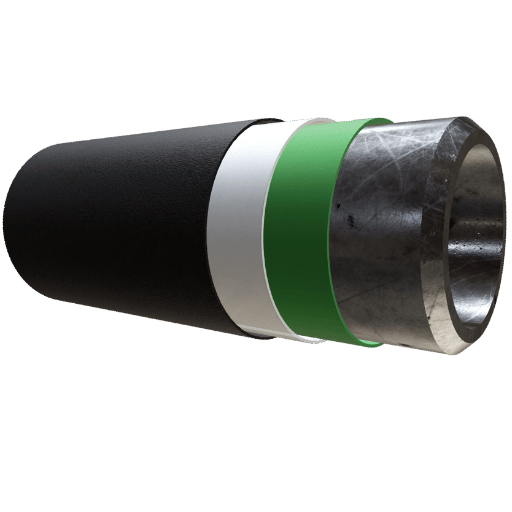
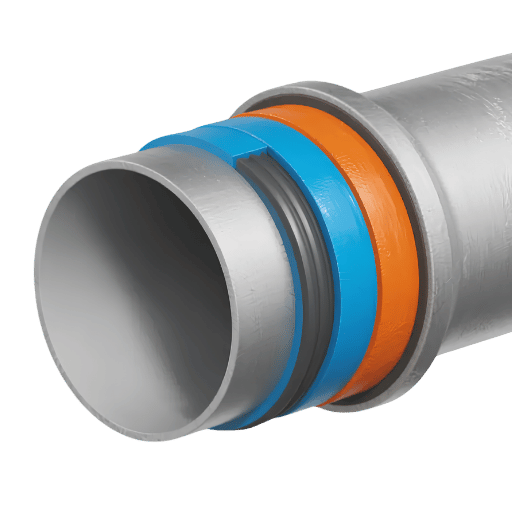
Was ist 3 LPE-Beschichtung? Das dreischichtige Schutzsystem
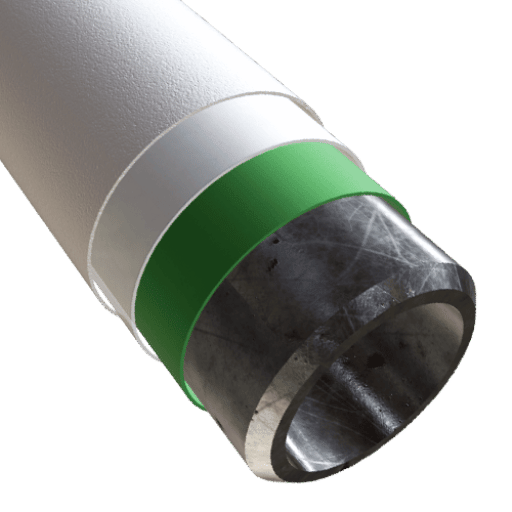
3 LPE steht für Three-Layer Polyethylen – ein mehrschichtiges Außenbeschichtungssystem, das Stahlrohre in drei unterschiedlichen Barrieren einkapselt. Jede Schicht adressiert einen bestimmten Fehlermodus, für den einschichtige Beschichtungen nicht ausgestattet sind.
Schicht 1 – – Fusion Bonded Epoxy Primer: ein duroplastisches Epoxidpulver, das thermisch auf erhitzten Stahl mit einer Dicke von mindestens 60 m gesprüht wird, um den Anforderungen zu entsprechen DIN 30670:2012, Abschnitt 7.3.2. FBE stellt die chemische Bindung an die Stahloberfläche her und erzeugt die primäre Korrosionsbarriere, ohne sie kann Feuchtigkeit nicht daran gehindert werden, nach einigen Jahren die Stahloberfläche zu erreichen, wenn sie nicht durch eine Barriere ergänzt wird.
Schicht 2 – Copolymerkleber: ein modifizierter Polyethylenklebstoff, der auf die noch heiße FBE-Schicht aufgesprüht wird Mindestdicke: 140 m (DIN 30670, Abschnitt 7.3.3) Diese Schicht stellt die chemische Klebeverbindung zwischen dem starren Epoxidgrund und dem flexiblen Polyethylenmantel her. Dies ist die am häufigsten getestete Schicht mit echten Testergebnissen. Die Schälfestigkeitsleistung dient als entscheidender Faktor für die Beschichtungsleistung im Laufe der Zeit.
Schicht 3 – HDPE- oder MDPE-Außenmantel: eine extrudierte Schicht aus Polyethylen, die physikalischen, aufprall- und chemischen Schutz vor Reibung, Abrieb durch felsige Verfüllung und Bodenscherkräften während der Bodenbewegung bietet. Seine Außenschicht bietet außerdem die Feuchtigkeitsbarriere, um die Schichten zu gewährleisten unter Überleben. Durchschnittliche Gesamtsystemdicke, 1,8 mm für Rohre mit kleinem Durchmesser, bis 3,7 mm für Rohre über DN 800.
Alle drei Schichten sind Teil des anhaltenden Systems: FBE vermittelt chemischen Angriff an der Stahloberfläche, die Klebeschicht verhindert eine Entbeschichtung während des Temperaturwechsels und der Polyethylenmantel neutralisiert physikalische Schäden effizienter als eine dünnere Epoxidschicht.
Dicke, Temperaturgrenzen und Standards der 3LPE-Beschichtung
Die Beschichtungsdicke ist keine einzelne Zahl; Sie variiert von gleich großen Rohren je nach im Projekt bestellter Beschichtungsklasse. DIN 30670:2012 Tabelle 3 definiert die minimale Gesamtdicke des Polyethylenbeschichtungssystems, wie unten angegeben:
| Rohrgröße (DN) | Normale Klasse (n), mm | Erhöhte Klasse (v), mm |
|---|---|---|
| 100 DN | 1.8 | 2.5 |
| > DN 100 bis 250 DN | 2.0 | 2.7 |
| > DN 250 bis < DN 500 | 2.2 | 2.9 |
| 500 BIS < DN 800 | 2.5 | 3.2 |
| 800 DN ERFASSEN | 3.0 | 3.7 |
Quelle: DIN 30670:2012, Tabelle 3. Einige Bereiche dürfen bis zu 101TP3 T unter dem Minimum liegen, wenn sie weniger als 5 cm lang pro 1 m Rohrlänge sind.
Was ist der Standard für 3-LPE-Beschichtungen?
Weltweit gibt es zwei Hauptnormensätze in Bezug auf 3 LPE-Beschichtungen: DIN 30670:2012, die es schon seit einiger Zeit gibt und die deutsch/europäische Norm für Polyethylenbeschichtungen auf Stahlrohren zum Transport von Wasser, Gas und Flüssigkeiten ist (und was nicht unter ISO 21809-1 enthalten ist); und ISO 21809-1:2018, die die international harmonisierte Norm für Erdöl - und Erdgas-Pipeline-Transportsysteme ist Es gibt auch einen dritten Normensatz, CSA Z245.21, der für kanadische Pipeline-Projekte gilt.
In der Praxis prüft die DIN 30670 Schälfestigkeit und kathodische Disbondierung bei maximal 70 °C, während die ISO 21809-1 detaillierte Temperaturgrade bis 110 °C mit obligatorischer Prüfung bei der tatsächlichen Betriebstemperatur vorsieht Für jedes Projekt mit Betriebstemperaturen über 70 °C ist die ISO 21809-1 die sicherere Spezifikation, auf die verwiesen werden soll.
Technische Anmerkung
Wenn 3 LPE für aggressive Böden angegeben wird, oder HDD (horizontale Richtbohrung), immer die “erhöhte” (v) Dickenklasse angeben Die “normale” (n) Klasse geht von einer leichten Verfüllung und sehr geringen mechanischen Beanspruchung während der Platzierung aus Sowohl felsiger Boden, HDD-Kreuzungen, als auch küstennahe salzhaltige Böden erfordern die erhöhte Dicke 8-121TP3 T der Gesamtbeschichtungskosten aber die zusätzlichen Leistungsvorteile gleichen die zehnfachen Kosten bei Feldreparaturen aus.
Wie 3-LPE-Beschichtung angewendet wird: Schritt-für-Schritt-Produktionsprozess
Auf einer 3 LPE-Produktionslinie besteht der Prozess aus einer Reihe streng kontrollierter Schritte, wobei jede Stufe von der Genauigkeit des Vorhergehenden abhängt. Es ist eine der Variablen, die mehr Beschichtungsfehler verursacht als jede andere.
- Rohrannahme und Begradigung Eingehender Warmfertiges Stahlrohr, LSAW-Rohr oder spiralgeschweißtes Rohr Beschichtungslinie ankommen wird.
- Strahlreinigung 8590 µm Sa 2½ gemäß ISO 801-1, wobei eine Oberflächenrauheit Rz von 4090 µm erreicht wird (DIN 30670, §8.3.1)
- Durch Reinigen und Vorbehandeln werden Chromat und Phosphate verdünnt oder gewaschen, um die Haftung zu fördern
- Induktionsvorwärmerohr wird auf 220-250 C erhitzt (Substrattemperaturmonitor auf Dauerbetrieb eingestellt; Mindesttemperatur 3 C über Taupunkt gemäß DIN 30670).
- FBE-Pulveranwendung - mit einer elektrostatischen Spritzpistole, die Epoxidpulver auf die heiße Rohroberfläche sprüht - beginnt das Pulver zu schmelzen, wenn es auf das Rohr trifft und zu fließen und auszuhärten beginnt.
- Klebstoff aus klebendem Schicht-Extrusions-Copolymer, aufgetragen durch Seitenwickel- oder Kreuzkopfdüse, während sich der FBE noch im Gelstadium befindet
- Als PE-Schicht-Extrusion geformt - HDPE oder MDPE wurde über Klebstoff unter Verwendung einer Kreuzkopfdüse auf die gewünschte Dicke extrudiert
- Wasserlöschwasser wird auf beschichtete Rohre gesprüht, so dass es unter 60 c liegt, um die PE-Kristallstruktur zu stabilisieren
- Urlaubserkennung – 1000% der Rohroberfläche, geprüft bei 10 k V/mm Beschichtungsdicke, max. 25 k V (DIN 30670, Anhang E)
- Cutback-vorbereitung 30° -Flaschenenden für das Feldschweißen vorbereitet; PE-Fasewinkel für Beschichtungen über 2,2 mm
- Blisterbildung, die durch Feuchtigkeitsverunreinigung auf der Stahloberfläche vor dem Vorwärmen verursacht wird
- Die fischartige FBE-Schicht führt zu einer zu hohen Vorwärmtemperatur oder einer zu langsamen Liniengeschwindigkeit
- Faltenbildung des PE-Mantels oder ungleichmäßige Abkühlungstemperatur, zu niedrig über den Umfang
- Klebstoff-Disbondment-Fenster, das nach dem Bestehen des FBE aufgetragen wird (Zeitpunkt ist Sekunden, nicht Minuten)
3 LPE vs. FBE vs. 3 LPP: Welche Pipeline-Beschichtung sollten Sie wählen?
Auswahl zwischen 3 LPE-beschichtetem Rohr und FBE beschichtetes Rohr Ist kein Qualitätsproblem - sie sind für den Betrieb in verschiedenen Situationen konzipiert. Unsere folgende Vergleichstabelle stellt die tatsächlichen Testergebnisse der DIN 30670 und Herstellerspezifikationen ohne qualitative Bewertung dar.
| Parameter | 3LPE | Nur FBE | 3LPP |
|---|---|---|---|
| Maximale Betriebstempel | +80 °C (Typ S) | +85 °C | +110 bis +145 °C |
| Min. Handhabungstemp | °C 40 | °C 40 | °C 40 |
| Gesamtdicke | 1.83,7 mm | 0,30,6 mm | 1.83,7 mm |
| Schälfestigkeit bei 23 °C | 100 150 N/cm | N/A (einlagig) | 100 150 N/cm |
| Schlagfestigkeit | RÄHTISCH5 J/mm (Typ N) | Begrenzt | ÅRHED5 J/mm |
| Beste Anwendung | Vergrabene Pipelines, moderate Temperatur | Innenfutter, kurze Auflagen | Hochtempiges Öl/Gas, Fernwärme |
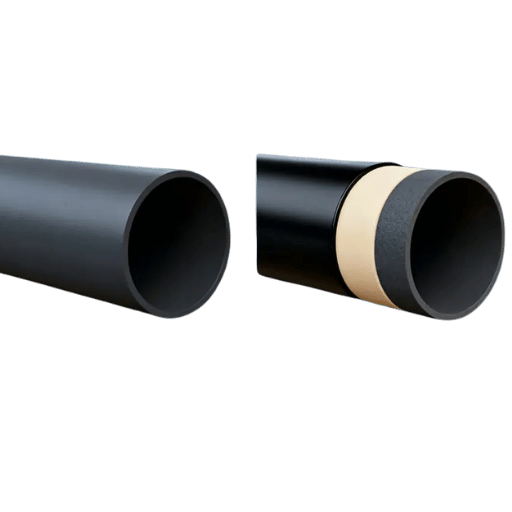
Was ist der Unterschied zwischen 3 LPE und FBE-Beschichtung?
FBE ist eine einschichtige Beschichtung, die direkt auf die Rohroberfläche aufgetragen wird; es handelt sich um ein einschichtiges Epoxidharz (normalerweise 300-600 m dick).Aufgrund seiner chemischen Eigenschaften haftet das Band stark am Stahl und widersteht der Korrosion, bietet jedoch nur geringen mechanischen Schutz (ein einzelnes großes Gestein, das beim Verfüllen auffällt, kann die Beschichtung aufreißen).3LPE kombiniert die FBE als Grundierungsbeschichtung mit einer schmelzgebundenen Polyethylenschicht (FBE) mit einem Klebstoff und einem dicken Polyethylenmantel, der einen akzeptablen Schutz vor mechanischen Stößen bietet, ohne den Stahl freizulegen.3 LPE ist die Standardbeschichtung für vergrabene, die mechanische Gefahren durch Bodenverfüllung, Erdbewegung oder Aushubung im externen Bau des FBE-Kraftwerks, wo die kontrolliert werden kann.
Für einen detaillierten Side-by-Side-Vergleich siehe unsere Komplette Anleitung für FBE-beschichtetes Rohr.
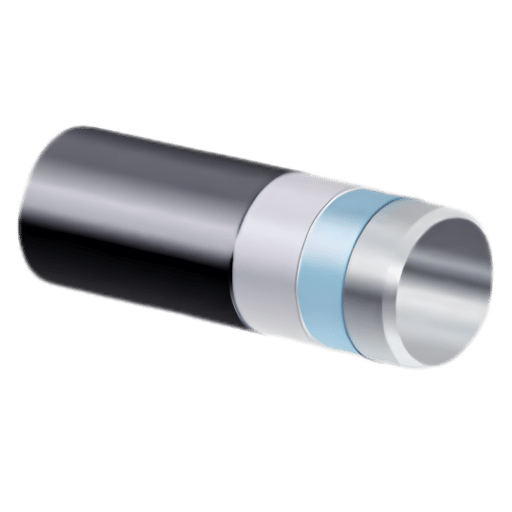
Was ist der Unterschied zwischen 3 LPE und 3 LPP-Beschichtung?
3 LPP gängige Variationen von 3 LPE, wobei der Polyethylenmantel Polypropylen (PP) ersetzt. Dadurch erhöht sich die maximale Betriebstemperatur von 80 C auf 110 – 145 C. Die Konstruktion ist die gleiche wie 3 LPE, dh 3 lbe Grundierung, Klebstoff, extrudierter Mantel. 3 LPP ist immer teurer als 3 LPE und sollte nur angegeben werden, wenn die Betriebstemperatur größer ist als das, was der Polyethylenmantel tragen kann, z. B. Hochtemperatur-Rohölleitungen, Fernwärme (Dampfkondensat läuft mit mehr als 90 C).
Die 8 °C-Regel 0 A Quick Coating Selection Framework
- Betriebstemperatur 60 C + vergraben 3 LPE, Typ N (gute generische Wahl für die meisten Projekte)
- Betriebstemperatur 60-80 C + vergraben 3 LPE, Typ S (erweiterte Temperaturklasse)
- Betriebstemperatur > 80 C 3LPP (muss aufgerüstet werden, – PE-Abbau über 80 C)
- Kann problemlos mit einem Rohrverbindungsfüller unter dem dicken Sandbett installiert werden... Kurze Rohrleitung + kontrollierte Installation + nur mäßige Bedingungen FBE (geringere Kosten, ausreichend, wenn kein mechanisches Risiko besteht)
- 2NDOR Rocks Richtbohrungen oder felsiges Gelände 3 LPE dicker, erhöht (v) Vorlanzen
- Offshore/untersee-überquerung → 3 LPE + Betongewichtsbeschichtung
Unterhalb von 80 C kümmert sich 3 LPE darum, Oberhalb von 80 C, 3 LPP für Sie Dies ist das Referenzkriterium für die Wahl des Großteils der Beschichtung für die Onshore-Vergrabenleitung.
Die Anforderungen an die Schälfestigkeit wurden entsprechend den aktuellen Produktionsmethoden geändert. Nach Ihrer Erfahrung mit dem Transport und Verlegen von Rohren mit Polyethylenbeschichtungen werden Sie feststellen, dass eine hohe Verbundfestigkeit wünschenswert ist, um die Möglichkeit mechanischer Schäden zu verringern. Die Klebefestigkeit ist hinsichtlich des Korrosionsschutzes nicht so wichtig sofern die Dicken- und Qualitätsanforderungen der Beschichtung erreicht werden.
30670:2012 Vorwort, Deutsches Institut für Normung (DIN)
Wie 3 LPE vor Pipeline-Korrosion schützt
An jeder Schicht aus 3 LPE werden unterschiedliche Korrosionswege bekämpft, FBE-Primer stellt eine elektrochemische Barriere an der Grenzfläche zwischen Stahl und Beschichtung dar, um die Bewegung von Ionen aus Grundwasser zu hemmen Zwischen Primer und Mantel hemmt die Klebeschicht die Wasserbewegung an der Grenzfläche von Primer und Mantel.
PE-Mantel verhindert, dass Wasser, Sauerstoff und gelöste Salze in großen Mengen die Grenzfläche zwischen Grundierung und Stahl erreichen.
In praktischen Anwendungen wird 3 LPE-beschichtetes Rohr immer mit kathodischem Schutz (CP) kombiniert. Eine ordnungsgemäß aufgetragene Beschichtung reduziert den CP-Strombedarf um 90-991 TP3 T im Vergleich zu blankem Stahl. Das bedeutet, dass eine gute Beschichtung einer Rohrleitung die Menge an Opferanodenmaterial oder eingeprägtem Strom, die zur Aufrechterhaltung des Schutzpotenzials erforderlich ist, erheblich reduziert. Bei Beschichtungsferien, mechanischen Schäden oder Feldverbindungen bietet der CP einen Ersatzschutz, einen Kurzschlussbezug bis hin zu lokaler Korrosion.
A DIN 30670:2012 Standardvorwort Tatsache widerspricht einem populären Branchenmythos: Die kathodische Disbondierung an Beschichtungsfeiertagen weist auf ein erhöhtes Korrosionsrisiko oder eine erhöhte CP-Stromdichte hin. Stattdessen handelt es sich bei CD-Tests in erster Linie um einen Indikator für die Oberflächenvorbereitung und nicht um eine Vorhersage der Feldkorrosionsleistung.
Fordern Sie bei der Auswahl eines 3 LPE Beschichtungsanlage Lieferanten für ein Rohrleitungsprojekt die Ergebnisse der kathodischen Disbondmentprüfung aus der Anlagenprüfung an (23 C/28 Tage) DIN 30670 benötigt maximal 7 mm Disbondmentradius Ein Wert deutlich unter 7 mm weist auf eine gute Oberflächenvorbereitung und Epoxidhaftung hin; er korreliert mit einer hervorragenden Korrosionsleitung Qualitätskontrolle.
Anwendungen: Wo 3 LPE-beschichtete Rohre verwendet werden
Die DIN 30670 legt den Anwendungsbereich der 3 LPE-Beschichtung als Korrosionsschutz von vergrabenen oder untergetauchten Stahlrohren fest, die Flüssigkeiten oder Gase betreiben. (Dies ist breiter als die ISO 21809-1, die sich auf Rohrleitungen für den Erdöl- und Erdgastransport beschränkt) Wichtige Anwendungen können sein:
- Onshore-Öl- und Gastransmission; die weltweit häufigste Anwendung, unter Verwendung Leitungsrohr Noten von API 5 L Grad B Durch X80
- Erdgasverteilungsnetze; städtische und regionale Gasversorgungsleitungen
- Wasserübertragung und Stadtleitungen; Trinkwasser (NSF/ANSI 61-zertifiziertes PE), Abwasser- und Rohwasserversorgung
- Horizontale gerichtete gebohrte (HDD) Kreuzungen; Möglicherweise ist eine erhöhte (v) Dickenklasse für mechanische Zugspannung erforderlich
- Unterwasser- und Flussüberquerung; 3-LPE-Kombination mit Betongewichtsbeschichtung für negativen Auftrieb (mit ERW-rohr, LSAW-Rohr)
- Überirdische freiliegende Anlagen; Überirdische freiliegende Anlagen in elektrische Beleuchtung, Klimaanlagen oder Geräteunterstände umwandeln
- Rohrleitungen, die bei einer stabilen Temperatur über 80 C betrieben werden; auf 3 LPP (‘Polymid’) oder Polyurethansysteme umschalten
- Interne Korrosionskontrolle; 3 LPE ist nur extern; Innenauskleidung mit Zementmörtel oder Epoxidauskleidung erforderlich.
Qualitätsprüfung, Inspektion und Feldverbindungsbeschichtung

Die Qualitätskontrolle bei der systemischen Installation der 3 LPE-Beschichtung ist für ihre Wirksamkeit entscheidend DIN 30670:2012 empfiehlt Beschichtungskontrollen Tests jedes Schichtcharges sowie Systemtests alle drei Jahre Die Norm verwendet eine hilfreiche Tabelle, um die Akzeptanzkriterien hervorzuheben.
| Test | Anforderung (DIN 30670) | Methode |
|---|---|---|
| Urlaubserkennung | Keine Entladungen bei 10 kV/mm (maximal 25 kV) | Anhang E3T von 1001TP Rohroberfläche |
| Schälfestigkeit (23 °C) | HEMD100 N/cm (Blatt) / EMTHRE45 N/cm (Hülse) | Anhang D 100° Winkel, 10 mm/min |
| Schlagfestigkeit (23 °C) | HEMD5 J/mm (Typ N) / EMTH7 J/mm (Typ S) | Anhang H 25 mm Kopfgewicht |
| Kathodische Disbondierung | 7 mm (23 °C/28 Tage oder 60 °C/2 Tage) | Anhang C 6 mm Kunstdefekt |
| Pausendehnung | RÄUCHERND400% | Anhang F 3 °C-Zugtest, 2 |
| Einrückungswiderstand | 0,0. (23 (2C) /0 °3 mm (50 °C) | Anhang I, 10 N/mm², 24 Stunden |
- 7-Punkte-Checkliste für 3 LPE-Empfangsprüfungen
- Überprüfen Sie die Beschichtungsdicke bei 12+ Punkten pro Rohr (DIN 30670, Anhang A)
- Überprüfen Sie die Ergebnisse des Feiertagserkennungstests - Entladungen von Null bei vorgegebener Spannung
- Überprüfen Sie, ob die Aufzeichnungswerte für die Schälfestigkeit für diese Extrusionsmethode Tabelle 5 entsprechen müssen
- Überprüfen Sie den kathodischen Disbondment-Testbericht - maximal 7 mm
- Rückschnittmaße prüfen - PE-Abschrägungswinkel 30 für Beschichtungen >2,2 mm
- Endgültige Sichtprüfung - einheitliche Farbe, keine Farbfalten, keine Blasen oder mechanische Beschädigungen
- Bestätigen Sie die Ergebnisse der Rohrrückverfolgbarkeitsbeschichtung in Verbindung mit der Wärme-/Losnummer
Feldverbindungsbeschichtung: Schutz von Pipeline-Verbindungen
Wie in der obigen Tabelle gezeigt, stellt die Metallverbindungen der Installationsschicht, jede Rohrverbindungsschale, beides, das härteste Beschichtungssystem der gesamten Rohrleitung, blanker Stahl nach dem Feldschweißen, die schlechteste Schutzschicht dar. Eine in AMPP (Association for Materials Protection and Performance) veröffentlichte Fallstudie lieferte ein Beispiel für einen Delaminationsfehler, das an einer Gaspipeline mit 24 Übertragungsleitungen in Mexiko aufgrund mechanischer Schäden entwickelt wurde, die entstanden, als ein Bagger während der Vorinbetriebnahme einen Fehler bei der gemieteten Dachbeschichtung vor Ort durchführte, und bewies, dass Installationsarbeiten genauso wichtig waren wie Fabrikbeschichtungsarbeiten.
Es gibt drei gängige Methoden zur Feldverbindungsbeschichtung von 3LPE-Pipelines:
- Schrumpfhülsen (HSS) - die gebräuchlichste Methode für 3-LPE-Pipelines; zweischichtiger Klebstoff + PE-Hülse (mit einem Propanbrenner bei etwa 80-120 C aufgetragen); geringe Investitionen in Investitionsgüter, hohe Qualifikationsnachfrage
- Feldangetragener FBE-Pulverspray auf vorgewärmte Schweißzone; Kostengünstiges Beschichtungssystem, das tragbare Induktionsheiz- und Sprühgeräte erfordert
- Spritzgegossenes Polypropylen (IMPP) - höchste Leistung für die Feldverbindungsbeschichtung; Wird auf Festplattenkreuzungen und anderen empfindlichen Bereichen aufgetragen, in denen kein Feldverbindungsversagen auftreten darf
Markttrends für Pipeline-Beschichtungen und Branchenausblick

Die weltweite Marktgröße für Rohrbeschichtungen hat im Jahr 2026 schätzungsweise 1 TP4T10,0 Milliarden US-Dollar erreicht und wird bis 2033 voraussichtlich 1 TP4T14,0 Milliarden US-Dollar erreichen, bei einer CAGR von 4,9% Persistenzmarktforschung. Externe Beschichtungen (innere Kategorie) stellen mit 78,251 TP3 T den größten Marktanteil dar und schreiten mit einer 5,261 TP3 T CAGR bis 2031 voran, lokales Forschungsunternehmen Mordor-Intelligenz Gezeigt.
Es gibt drei Technologietrends, die das Pipeline-Beschichtungssystem der zukünftigen Generation prägen:
- Bio-basierte Polyethylenverbindungen - Studien von Pe auf Erdnuss- und Zuckerrohr-Ethanol-Basis, um den Kohlenstoff-Fußabdruck zu reduzieren, während die Leistung bei der Verwendung in der 3-LPE-Beschichtung nicht beeinträchtigt wird
- Intelligente Beschichtungen mit angebrachten Sensoren - der faseroptische Überwachungssensor, eingebettet in das Beschichtungssystem zur Echtzeit-Integritätsüberwachung ohne Aushubtechnik, eine Praxis, die im AMPP 2026 US Pipeline Industry Report zu finden ist
- Niedertemperatur-Anwendungssysteme - die nächste FBE-Formulierung, die eine niedrigere Vorwärmtemperatur ermöglicht, um das Auftragen einer Beschichtung mit hoher Festigkeit von Stahlsorten (X70, X80) ohne Versprödung in der Wärmeeinflusszone zu ermöglichen
Für Ausschreibungsprojekte 2026-2027 soll eine frühzeitige Konsultation zur Verfügbarkeit des leistungsstarken Polyethylen-Materials durchgeführt werden. Störungen der Lieferkette und die wachsende Quote des Pipelinebaus im Nahen Osten und im asiatisch-pazifischen Raum haben zu längeren Vorlaufzeiten für spezielle PE-Kompo4unds geführt, die für 3LPE-Systeme mit erhöhter Dicke verwendet werden.
Häufig gestellte Fragen zu 3 LPE-Beschichtung
F: Was ist eine 3-LPE-Beschichtung?
Antwort anzeigen
F: Was ist der Standard für die 3-LPE-Beschichtung?
Antwort anzeigen
F: Wie hoch ist die maximale Betriebstemperatur für 3 LPE-beschichtetes Rohr?
Antwort anzeigen
F: Wie lange hält die 3-LPE-Beschichtung?
Antwort anzeigen
F: Kann 3 LPE-beschichtetes Rohr für Trinkwassersysteme verwendet werden?
Antwort anzeigen
F: Was ist der Unterschied zwischen 3 LPE und 2 LPE Beschichtung?
Antwort anzeigen
Benötigen Sie 3 LPE-beschichtetes Rohr für Ihr Pipeline-Projekt?
Wir liefern 3 LPE beschichtete Stahlrohr nach DIN 30670 und ISO 21809-1 Spezifikationen Senden Sie uns Ihre Anforderungen zusammen mit Beschichtungsklasse und Dicke Spezifikationen und wir werden ein detailliertes Angebot.
Über diese Analyse
Dieser Artikel stützt sich stark auf die Norm DIN 30670:2012, die technische Dokumentation ISO 21809-1 und Fallstudien zur AMPP-Korrosionstechnik sowie auf Branchenmarktforschung von Mordor Intelligence and Persistence Market Research. Alle genannten Spezifikationen beziehen sich auf die neueste Version der Norm vom April 2026. Baling Steel Stocks 3 LPE-beschichtetes Rohr für verschiedene Medien in Rohrdurchmessern DN 25 bis DN 1600 (die Beschichtungsinformationen in diesem Artikel sind die gleichen Standards, die unsere Qualitätsinspektoren für die Ausgangskontrolle verwenden.
Referenzen und Quellen
- DIN 3067:2012: Polyethylenbeschichtungen auf Stahlrohren und -beschlägen (DIN) Institut für Normung
- ISO 2209-1 Außenbeschichtungen für vergrabene Tauchpipelines Organisation für Standardisierung
- Visuelle quantitative Charakterisierung der externen Korrosion in 3 LPE beschichteten Pipelines „MEDIZIN.“Nationalbibliothek von (PMC/NCBI)
- Fallgeschichte: Delaminationsfehler in einer dreischichtigen Beschichtung (Verein für Materialschutz und Leistung)
- Markttrends und Branchenstatistiken für Rohrbeschichtungen, 2033 Marktforschung
- Marktgrößen- und Aktienanalyse von Rohrbeschichtungen Intelligenz
- US-Pipeline-Industrie 2026 AMP-Wissen
Verwandte Artikel
- Der vollständige Leitfaden zu 3 L beschichteten Rohrleitungen, Produktspezifikationen und Bestellungen
- Verstehen von FBE-beschichtetem Rohr, wenn einschichtiges Epoxidharz ausreicht
- Leitungsrohr: Arten, Standards und Anwendungen für die Öl- und Gastransmission
- Leitfaden zur Auswahl von Spiral-Wrappfeifen, Herstellung und Anwendungsfälle von geschweißten SSAW
- Stahlgehäuse Pipe Complete Guide für Bohrungs- und Straßenkreuzungsanwendungen
Wie vom Ingenieurteam Baling Steel bewertet | Letzte Aktualisierung: April 2026

