


あ 3LPEコーティングパイプ は、30 年から50 年にわたって埋設された鋼鉄パイプラインを腐食および機械的損傷から保護するための、3 層ポリエチレン系融着エポ×yプライマー、コポリマー接着剤、および高密度ポリエチレンジャケットにおける²025 研究 米国国立医学図書館 (PMC/NCBI) 3LPE でコーティングされた鋼製パイプラインが、石油とガスの輸送において世界で最も好まれているソリューションであることを示しています。.
このプライマーは各層を説明し、ほとんどのサプライヤーが省略している DIN 30670 仕様表を翻訳し、3LPE と FBE、および 3LPP を実際のテスト結果と比較し、コーティングの選択を 1 対 0 の決定にするシンプルな 1 層決定モデルを提供します。.
速いスペック: 3LPEのコーティング システム
| レイヤー | 3 ⁄ FBE プライマー + コポリマー接着剤 + HDPE/MDPE ジャケット |
| 総厚さ | 1.8 ~ 3.7 mm (パイプ OD および厚さクラスによって異なります) |
| 温度範囲 | タイプ N: {20 °C ~ +60 °C |タイプ S: {40 °C ~ +80 °C |
| デザイン ライフ | 30 ~ 50 年 (適切な塗布と陰極防食が施されています) |
| 一次規格 | DIN 30670:2012、, ISO 21809-1:2018, 、 CSA Z245.21 |
| パイプの直径の範囲 | DN 25 ~ DN 1600+ (熱間仕上げ、LSAW、SSAW、ERW) |
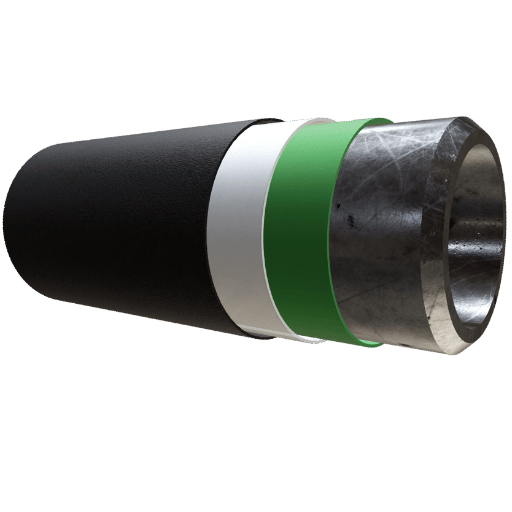
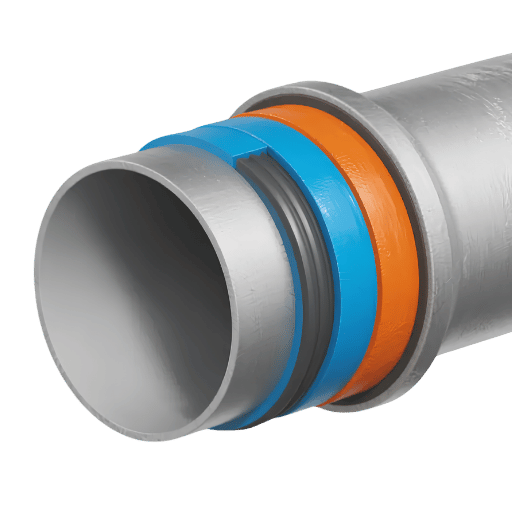
3LPEコーティングとは? The Three-Layer Protection System
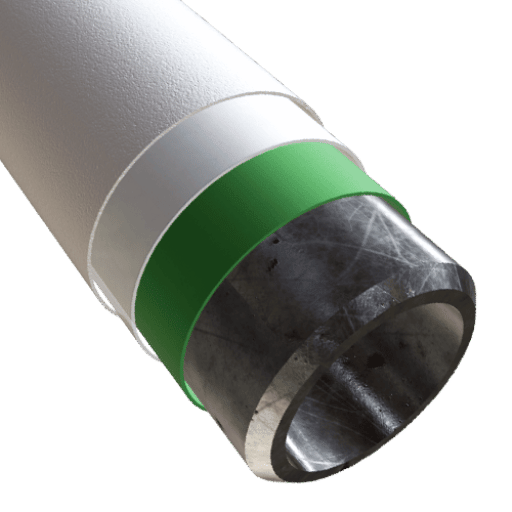
3lpeは、three-layer Polyethylene = a multi-layer external coating system that encapsulates steel pipe in three distinct barriers.の略で、3 つの層のコーティングは、3 つの異なるバリアに鋼管を封入する多層外部コーティングシステム。各層は、1 層のコーティングが対応していない特定の故障モードに対応します。.
層 1 = 融着エポキシプライマー: 熱硬化性エポキシ粉末を加熱された鋼上に最低 60 m の厚さで溶射して適合させます DIN 30670:2012、セクション 7.3.2. FBEは鋼の表面に化学結合を提供し、一次腐食障壁を作り出します。 FBEがなければ、障壁を補充しなければ、数年後に鋼の表面に到達する水分をブロックすることはできません。.
層2 = コポリマー接着剤: まだ熱いFBE層の上にスプレー塗布される変性ポリエチレン接着剤 最小厚さ:140 m (DIN 30670、セクション7.3.3) この層は、硬質エポキシプライマーとフレキシブルポリエチレンジャケットの間の化学的接着結合を提供する実際の試験結果で最も試験された層であり、コーティング性能の決定要因となる剥離強度性能を示しています。.
レイヤー 3 = HDPE または MDPE アウター ジャケット: 摩擦、岩石埋め戻しによる摩耗、地面移動中の土壌せん断力から物理的、衝撃的、化学的保護を提供するポリエチレンの押し出しコート。その外層は、下の層が生き残ることを保証する防湿層も提供します。システムの平均総厚さ、小径パイプの場合は 1.8 mm、DN 800 を超えるパイプの場合は 3.7 mm。.
3 つの層はすべて持続システムの一部です。FBE は鋼表面での化学的攻撃を媒介し、接着剤層は温度サイクル中の脱コーティングを防ぎ、ポリエチレン ジャケットはより薄いエポキシ層よりも効率的に物理的損傷を中和します。.
3LPEコーティングの厚さ、温度制限、および規格
コーティングの厚さは単一の数ではありません; それはプロジェクトで注文されたコーティングクラスによって同じサイズのパイプから異なります。 DIN 30670:2012 表3 は、以下に示すように、ポリエチレンコーティングシステムの最小総厚さを定義します:
| パイプサイズ (DN) | ノーマルクラス (n)、mm | クラス (v)、mm が増加しました |
|---|---|---|
| ■DN100 | 1.8 | 2.5 |
| > DN 100 ~ ΜL DN 250 | 2.0 | 2.7 |
| > DN 250 ~ < DN 500 | 2.2 | 2.9 |
| ■ DN 500 ~ < DN 800 | 2.5 | 3.2 |
| ■DN800 | 3.0 | 3.7 |
出典:DIN 30670:2012、表3.管長1m当たり長さ5cm未満の場合、最小10%以下まで許可される地域もあります。.
3LPEコーティングの標準は何ですか?
世界中で3LPEコーティングに関連する2 つの主要な規格セットがあります: DIN 30670:2012、これはしばらく前から存在しており、水、ガス、液体を輸送するための鋼管上のポリエチレンコーティングのドイツ/ヨーロッパの規格 (およびISO 21809-1 に含まれていないもの); および石油および天然ガスのパイプライン輸送システムの国際調和規格であるISO 21809-1:2018。 、カナダのパイプラインプロジェクトに適用される3番目の規格セットであるCSA Z245.21もあります。.
実際には、DIN 30670 は剥離強度と陰極剥離を最大 70 °C でテストしますが、ISO 21809-1 は実際の動作温度での必須テストにより最大 110 °C までの詳細な温度グレードを提供します。動作温度が 70 °C を超えるプロジェクトの場合、ISO 21809-1 が参照するより安全な仕様です。.
嬴工注
攻撃的な土壌、または HDD (水平方向ボーリング) の 3LPE を指定する場合は、常に「増加」 (v) 厚さクラスを指定します。 「通常」 (n) クラスは、配置中にわずかな埋め戻しと機械的ストレスがほとんどないことを前提としています。岩だらけの地面、HDD 交差点、沿岸の塩分土壌の両方で、厚さの増加が必要です。プレミアムは総コーティングコストの 8-12% ですが、追加の性能上の利点により、現場での修理にかかる 10 倍のコストが相殺されます。.
3LPEコーティングの適用方法:段階的な生産プロセス
3LPEの生産ラインでは、プロセスは、前のものの精度に応じて各段階で厳密に制御された一連のステップです。これは、他のどの製品よりも多くのコーティングの故障を引き起こす変数の1つです。.
- パイプの受け取りと矯正 = 入ってくる 熱間仕上げ鋼管, LSAWパイプ または スパイラル溶接管 コーティングラインに到着します。.
- ブラスト洗浄 ⁄ ISO 8501-1 に従って Sa 2½ への研磨ブラスト処理、40 ~ 90 μm の表面粗さ Rz を達成 (DIN 30670、§8.3.1)
- 洗浄および前処理により、クロム酸塩およびリン酸塩を希釈するか、洗浄して接着を促進します
- 誘導予熱パイプは 220-250°C (基板温度モニターは連続動作に設定; DIN 30670 による露点より最低温度 3°C) に加熱されます。.
- FBE 粉末塗布 - エポキシ粉末をホットパイプ表面にスプレーする静電スプレーガンを使用すると、粉末がパイプに当たると溶け始め、流れ始めて硬化し始めます。.
- FBE がまだゲル段階にある間にサイドラップまたはクロスヘッド ダイによって塗布される接着層押出コポリマー接着剤
- PE 層押出成形として形成された HDPE または MDPE を、クロスヘッド ダイを使用して接着剤上に所望の厚さに押し出しました
- 水の急冷水はコーティングされた管に吹き付けられて、PEの結晶構造を安定させるために60 c以下です
- 休日検出 ~ 10k V/mm のコーティング厚さで検査されたパイプ表面 1000%、最大 25k V (DIN 30670、Annex E)
- カットバックの準備 ⁄ 裸管端はフィールド溶接用に準備; 2.2 mm を超えるコーティングの場合は PE ベベル角度 £30°
- 膨れ ――予熱前の鋼表面の水分汚染によって引き起こされます
- FBE 層のフィッシュアイ ⁄ 過剰な予熱温度またはライン速度が遅すぎることによる過剰硬化の結果
- PE ジャケットのしわ ⁄ PE 押出温度が低すぎる、または周囲全体の冷却が不均一である
- 接着剤の剥離 ⁄ FBE がゲル状態を超えた後に接着剤を塗布します (タイミング ウィンドウは分ではなく秒です)
3LPE対FBE対3LPP: どのパイプラインコーティングを選択する必要がありますか?
3LPEコーティングされたパイプと の間の選択 FBEコーティングパイプ 品質の問題ではありません - 彼らはさまざまな状況で動作するように設計されています。以下の比較表は、定性的評価を行わずに、DIN 30670 とメーカー仕様の実際のテスト結果を示しています。.
| パラメータ | 3LPE | FBEのみ | 3LPP の |
|---|---|---|---|
| 最大動作温度 | +80 °C (タイプ S) | +85°C | +110 ~ +145 °C |
| 最小処理温度 | ~40 °C | ~40 °C | ~40 °C |
| 総厚さ | 1.8~3.7mm | 0.3~0.6mm | 1.8~3.7mm |
| 23 °C での剥離強度 | 100~150n/cm | N/A (単一層) | 100~150n/cm |
| 耐衝撃性 | ■5J/mm(タイプN) | 限定 | ■5J/mm |
| 最高の適用 | 埋設パイプライン、適度な温度 | 内部のライニング、短い実行 | 高温オイル/ガス、地域暖房 |
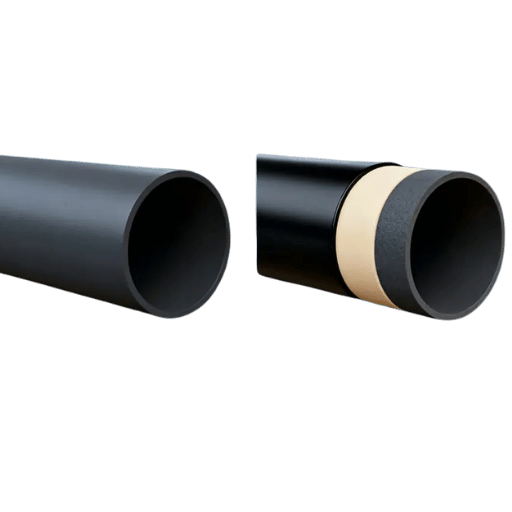
3LPEとFBEコーティングの違いは何ですか?
FBEは、パイプ表面に直接適用される単層コーティングです; それは単層エポキシです (通常300-600 メートルの厚さ).3LPEは、その化学的性質のために、テープは鋼に強く付着し、腐食に抵抗するが、それはほとんど機械的保護を提供しません (埋め戻し中に単一の大きな岩が入射すると、コーティングを引き裂くことができます).3LPEは、接着剤と鋼を露出させることなく機械的衝撃から許容可能な保護を提供する厚いポリエチレンジャケットを有する溶融結合ポリエチレン (FBE) 層とプライマーコーティングとしてFBEを組み合わせます.3LPEは、土壌埋め戻し、土の動きまたは第三者の掘削によって引き起こされる機械的危険性を経験する可能性がある埋設パイプラインの標準的な内部ライニングとしてFBEをより一般的に使用します; 設置中に鋼を制御することができる短いパイプラインの長さまたはフィールド構築が機械的損傷の危険性を最小限に抑える外部コーティングとしてFBEを使用するためのものです。.
詳細な並べての比較については、を参照してください FBEコーティングされたパイプの完全なガイド.
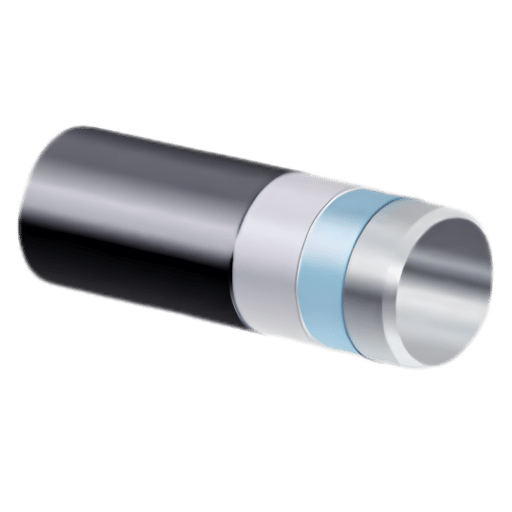
3LPEと3LPPコーティングの違いは何ですか?
3LPP 3LPEの一般的なバリエーション, ポリエチレンジャケットはポリプロピレン (PP) の代わりになります. これは、最高動作温度を80 Cから110 ± 145 Cに上昇させます. 構造は3LPEと同じです, すなわち {fbeプライマー, 接着剤, 押出ジャケット. 3LPPは常に3LPEよりも高価であり、動作温度がポリエチレンジャケットがサポートできるものより大きい場合にのみ指定する必要があります = 例えば高温原油ライン, 地域暖房 (90 °C以上で動作する蒸気凝縮物)。.
80 °C ルール クイック コーティング選択フレームワーク
- 動作温度 60 C + 埋設 3LPE、タイプ N (ほとんどのプロジェクトで一般的な選択肢として適しています)
- 動作温度 60-80 C +埋設3LPE、タイプS(拡張温度グレード)
- 動作温度 > 80 C 3LPP (アップグレードする必要があります ~ PE は 80 C 以上で劣化します)
- 厚い砂床の下に問題なくパイプジョイントフィラーで設置できます。短いパイプライン + 制御された設置 + 中程度の条件 FBE のみ (低コスト、機械的リスクがない場合は適切)
- 2NDOR岩石の方向掘削または岩だらけの地形3LPEより厚く、増加された(v)forlances
- 沖合/海中横断→ 3LPE +コンクリート重量コーティング
80 C以下では3LPEが対応します 80 C以上では3LPPが対応します これは陸上埋設パイプラインのコーティングの大部分を選択するための基準です。.
剥離強度の要件は、現在の製造方法に従って変更されています。ポリエチレンコーティングを施したパイプを輸送および敷設した経験では、機械的損傷の可能性を減らすために高い接着強度が望ましいことがわかります。コーティングの厚さと品質要件が達成されている限り、提供される腐食保護の観点からは接着強度はそれほど重要ではありません。.
¤ DIN 30670:2012 序文、ドイツ標準化協会 (DIN)
3LPE がパイプラインの腐食を防ぐ方法
3LPEの各層で異なる腐食経路が打ち消されます。 FBEプライマーは、地下水からのイオンの移動を抑制するために、鋼とコーティングの界面に電気化学的バリアを提供します。プライマーとジャケットの間では、接着層がプライマーとジャケットの界面で水の移動を抑制します。.
PE ジャケットは、バルク水、酸素、溶解塩がプライマーと鋼の界面に到達するのを防ぎます。.
実用的なappliイオンでは、3lpeコーティングされたパイプは常に陰極防食 (CP) と組み合わされます。 適切に塗布されたコーティングは、ベアスチールと比較してCP電流要件を90-99%削減します ー パイプライン上の良好なコーティングは、保護電位を維持するために必要な犠牲陽極材料または印加電流の量を大幅に削減することを意味します。 コーティングの休日、機械的損傷またはフィールドジョイントで、CPはバックアップ保護、局所腐食への短絡カップを提供します。.
あ DIN 30670:2012 標準序文 事実は、業界の一般的な通説と矛盾します。コーティング休暇中の陰極の剥離は、腐食リスクの増加または CP 電流密度の増加を示します。代わりに、CD テストは主として表面準備指標であり、現場での腐食性能の予測ではありません。.
パイプラインプロジェクトの3LPEコーティングシステムのサプライヤーを選択するときは、システムテスト (23 C / 28 日) から陰極の剥離試験の結果を要求してください。 DIN 30670 は最大7 mmの剥離半径を必要とします。 7 mmを大幅に下回る値は、良好な表面調製とエポキシ接着を示します; それは優れた腐食ラインの品質管理と相関しています。.
アプリケーション:3LPEによって塗られる管が使用される場所
DIN 30670 は、埋設または浸漬された鋼管作動液体またはガスの防食保護として、3LPEコーティングの範囲を確立します。 (これは、石油および天然ガス輸送用のパイプラインに限定されているISO 21809-1 よりも広いです。)重要な用途には以下が含まれます:
- 陸上石油&ガス輸送;使用している最も一般的な世界のアプリケーション ラインパイプ からの成績 API 5L グレード B x80 を通して
- 天然ガス供給ネットワーク;都市および地域のガス供給パイプライン
- 送水と都市パイプ;飲料水 (NSF/ANSI 61 認証 PE)、排水および原水供給
- 水平方向ドリル (HDD) 交差;プルバック機械的応力のために、(v) 厚さクラスの増加が必要になる場合があります
- 海中及び川の横断; 負の浮力のためのコンクリートの重量のコーティングとの3LPEの組合せ(を使用して) ERWパイプ, 、 LSAW パイプ
- 地上露出設備;地上露出設備を電動照明、エアコン、または機器シェルターに変換します
- 80 C以上の安定した温度で動作するパイプライン; 3LPP (‘ポリミド’) またはポリウレタンシステムに切り替えます
- 内部腐食制御; 3LPEは外的なだけです; セメントのモルタルかエポキシはさみ金が付いている内部ライニング必要.
品質試験、検査、フィールドジョイントコーティング

3LPEコーティングの全身的設置における品質管理は、その有効性にとって非常に重要です DIN 30670:2012 では、3 年ごとのシステムテストと同様に、シフトバッチごとにコーティング制御テストを行うことを推奨しています。規格では、受け入れ基準を強調するために役立つ表を使用しています。.
| テスト | 要件 (DIN 30670) | 方法 |
|---|---|---|
| 休日の検出 | 10 kV/mm (最大 25 kV) では放電しません | 附属書 E ⁄ パイプ表面の 100% |
| 剥離強度 (23 °C) | 100 N/cm (シート) / ■45 N/cm (スリーブ) | 付録 D × 90° 角度、10 mm/分 |
| 耐衝撃性 (23 °C) | ■5 J/mm(タイプN)/ ■7 J/mm(タイプS) | 付録 H ×落下重量、ヘッド 25 mm |
| カソード的破棄 | ulitsu7 mm (23 °C/28 日または 60 °C/2 日) | 付録 C 6 mm の人工欠陥 |
| 休憩時の伸び | ■400%です | 付録 F × 引張試験、23 °C |
| 字下げ抵抗 | ΜL0.2 mm (23 °C) / ΜL0.3 mm (50 °C) | 付録 I 10 N/mm²、24 時間 |
- 7-ポイント3LPE受信検査チェックリスト
- コーティングの厚さをパイプあたり 12+ ポイントで検証します (DIN 30670、付録 A)
- 休日の検出テストの結果を確認します-指定された電圧での放電はゼロです
- 剥離強度の記録を確認します。この押出方法では、値が表 5 を満たしている必要があります
- レビュー陰極剥離試験レポート-最大7mm
- コーティング >2.2 mm のカットバック寸法 - PE ベベル角度 30 を確認します
- 最終目視検査-均一な色、塗料のしわ、水ぶくれ、機械的損傷はありません
- 熱/ロット番号に連動した配管トレーサビリティ-コーティング結果を確認
フィールドジョイントコーティング: パイプライン接続の保護
上の表に示すように、設置層の金属接合、各パイプがシェルを接合するとき、両方とも、パイプライン全体の最も厳しいコーティング システム、フィールド溶接後の裸の鋼鉄は、最悪の保護層を表します。 AMPP (材料保護性能協会) に掲載された事例研究は、掘削機が予備試運転中に現場で雇われた屋根のコーティング破損を実行したときに生じた機械的損傷により、メキシコの 24 ″ 送電線ガス パイプラインで開発された層間剥離破損例を提供しました。 - 設置作業は工場のコーティング作業と同じくらい重要であることを証明しました。.
界磁接合部コーティング3LPEパイプラインの3 つの一般的な方法があります:
- 熱収縮の袖(HSS) -3LPEのパイプラインのための最も一般的な方法; 2 層の接着剤+ PEの袖(プロパンのトーチを使用して約80-120 Cで適用); 低い資本設備投資、高いスキルの需要
- 予熱された溶接地帯の上の分野によって適用されるFBE-粉のスプレー; 高コストのコーティング システム、携帯用誘導暖房およびスプレー装置を要求します
- 射出成形ポリプロピレン (IMPP) - 界磁接合部コーティングの最高性能; HDD 交差部や界磁接合部の破損が発生しないその他の敏感な領域に塗布します
パイプラインコーティング市場の動向と業界の見通し

によると、世界のパイプコーティング市場規模は2026年に推定$100億米ドルに達し、2033年までに$140億米ドルのCAGRに達すると予測されており、CAGRは4.9%となっている 持続 市場 調査. 。 外部コーティング (内部カテゴリ) 78.25%と最大の市場シェアを表し、2031 年まで5.26% CAGRで進歩, 地元の調査会社 モルドール インテリジェンス 示さ.
将来の世代のパイプライン コーティング システムを形作ってきた技術トレンドには次の 3 つがあります:
- バイオベースのポリエチレン化合物 - 3LPE コーティングに使用した場合の性能を損なうことなく二酸化炭素排出量を削減するためのピーナッツおよびサトウキビエタノールベースの PE の研究
- 固定センサーを備えたスマート コーティング - 光ファイバー ベースの監視センサー。コーティング システムに埋め込まれており、掘削技術なしでリアルタイムの完全性監視が可能です。この方法は、AMPP 2026 米国パイプライン産業レポートに記載されています
- 低温塗布システム - 予熱温度を下げることを可能にする次の FBE 配合により、高強度鋼グレード (X70、X80) が熱影響ゾーンで脆化することなくコーティングを塗布できるようになります
2026-2027 年の入札プロジェクトでは、高性能ポリエチレン グレードの材料の入手可能性に関する早期協議が実施されます。中東およびアジア太平洋地域におけるサプライチェーンの混乱とパイプライン建設の比率の増加により、厚さ 3LPE システムの増加に使用される特殊 PE コンポー4und のリードタイムが延長されました。.
3LPEコーティングに関するよくある質問
Q:3LPEコーティングとは何ですか?
回答を見る
Q:3LPEコーティングの規格は何ですか?
回答を見る
Q:3LPEによって塗られる管のための最高使用温度は何ですか?
回答を見る
Q: どの位3LPEのコーティングは持続しますか?
回答を見る
Q:3LPEによって塗られる管は飲料水システムに使用することができますか?
回答を見る
Q:3LPEと2LPEコーティングの違いは何ですか?
回答を見る
あなたのパイプライン プロジェクトのための3LPEによって塗られる管が必要か?
私達はDIN 30670 およびISO 21809-1 の指定に3LPEによって塗られる鋼管を供給します。 coatingのクラスおよび厚さの指定とともに私達にあなたの条件を送り、私達は詳細な引用語句を提供します。.
この分析について
この記事は、DIN 30670:2012 規格、ISO 21809-1 技術文書、AMPP腐食工学のケーススタディから、Mordor IntelligenceとPersistence Market Researchによって行われた業界市場調査とともに、大きく引用されていますすべての仕様は、2026年4 月の標準の最新バージョンを参照しています。 baling Steel stocks 3LPE coated pipe for different media in pipe diameters DN 25 to DN 1600 {この記事のコーティング情報は、当社の品質検査官が送信検査に使用しているのと同じ規格です。.
参考文献と情報源
- DIN 30670:2012 ⁄ 鋼管および継手のポリエチレンコーティング ⁄ ドイツ標準化協会 (DIN)
- ISO 21809-1 ――埋設または沈埋パイプライン用の外部コーティング ――国際標準化機構
- 3LPEコーティングされたパイプラインにおける外部腐食の視覚的定量的特性評価 ¤ 米国国立医学図書館 (PMC/NCBI)
- 事例: 3 層コーティングの層間剥離の失敗 ¤ AMPP (材料保護および性能協会)
- パイプコーティング市場動向と業界統計、2033 年 ――持続性市場調査
- パイプコーティングの市場規模とシェア分析 ――モルドール インテリジェンス
- 米国パイプライン産業 2026 ⁄ AMPPナレッジハブ
関連記事
Baling Steel エンジニアリング チームによるレビューによると |最終更新日: 2026 年 4 月

