


UN Tuyau de revêtement 3LPE est un primaire épo×y lié par fusion à un système de polyéthylène à trois couches, un adhésif copolymère et une enveloppe en polyéthylène haute densité pour protéger les pipelines en acier enterrés de la corrosion et des dommages mécaniques pendant 30 à 50 ans. Une étude ²025 dans le Bibliothèque nationale de médecine des États-Unis (PMC/NCBI) indique que les oléoducs en acier revêtu de 3 LPE sont la solution la plus privilégiée au niveau mondial pour le transport de pétrole et de gaz.
Cette amorce explique chaque couche, traduit les tableaux de spécifications DIN 30670 que la plupart des fournisseurs omettent, compare 3 LPE avec FBE et 3 LPP avec les résultats de tests réels et offre un modèle de décision simple à une couche qui fait du choix du revêtement une décision unique.
Spécifications rapides : Système de revêtement 3 LPE
| Couches | 3 : apprêt FDBE + adhésif copolymère + veste HDPE/MDPE |
| Épaisseur totale | 1.83.7 mm (v par tuyau OD et classe d'épaisseur) |
| Plage de température | Type N : 20 °C à +60 °C | Type S : 40 °C à +80 °C |
| Concevoir la vie | 30 ans et 0 an (avec une bonne application cathodique) |
| Normes primaires | DIN 30670:2012, ISO 21809-1:2018, CSA Z245.21 |
| Plage de diamètre de tuyau | DN 25 à DN 1600+ (finis à chaud, LSAW, SSAW, ERW) |
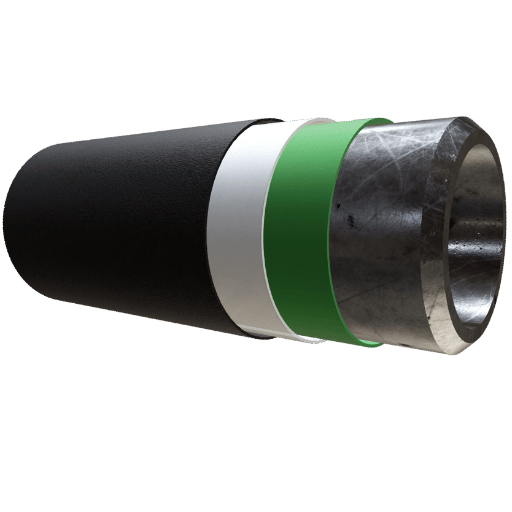
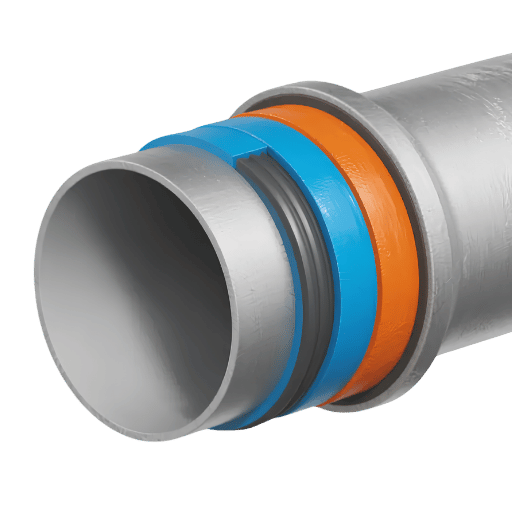
Qu'est-ce que le revêtement 3 LPE ? Le système de protection à trois couches
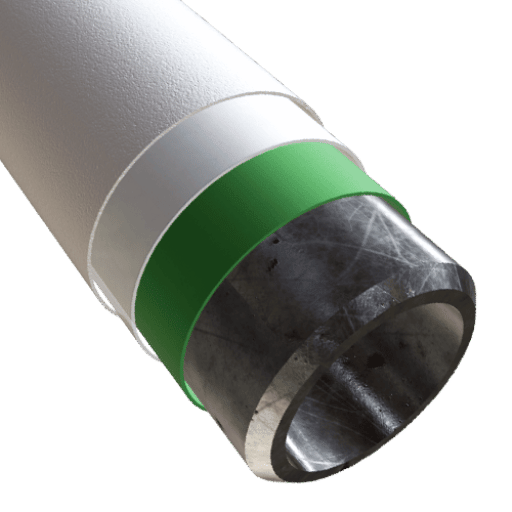
3LPE signifie Three-Layer Polyethylene (Polyéthylène tricouche) un système de revêtement externe multicouche qui encapsule le tuyau en acier dans trois barrières distinctes Chaque couche aborde un mode de défaillance spécifique que les revêtements monocouches ne sont pas équipés pour contrer.
Amorce époxy liée par fusion de couche 1 : une poudre époxy thermodurcissable pulvérisée thermiquement sur de l'acier chauffé à une épaisseur minimale de 60 m pour être conforme DIN 30670:2012, article 7.3.2. FBE fournit la liaison chimique à la surface de l'acier et produit la barrière de corrosion primaire Sans elle, l'humidité ne peut pas être empêchée d'atteindre la surface de l'acier après quelques années si elle n'est pas complétée par une barrière.
Adhésif copolymère couche 2 : un adhésif polyéthylène modifié qui est appliqué par pulvérisation sur la couche de FBE encore chaude Épaisseur minimale : 140 m (DIN 30670, Section 7.3.3).Cette couche fournit la liaison adhésive chimique entre l'apprêt époxy rigide et la gaine flexible en polyéthylène Il s'agit de la couche la plus testée avec des résultats d'essais réels montrent que les performances de résistance au pelage servent de facteur déterminant dans les performances du revêtement au fil du temps.
Couche 3 : Veste extérieure en PEHD ou MDPE : une couche extrudée de polyéthylène offrant une protection physique, aux chocs et chimique contre la friction, l'abrasion par remblai rocheux et les forces de cisaillement du sol pendant le mouvement du sol. Sa couche extérieure fournit également la barrière contre l'humidité pour assurer la survie des couches en dessous. Épaisseur totale moyenne du système, 1,8 mm pour les tuyaux de petit diamètre, à 3,7 mm pour les tuyaux au-dessus de DN 800.
Les trois couches font partie du système soutenu : le FBE intervient dans les attaques chimiques à la surface de l'acier, la couche adhésive empêche le revêtement pendant le cycle de température et la gaine en polyéthylène neutralise les dommages physiques plus efficacement qu'une couche époxy plus fine.
Épaisseur du revêtement 3 LPE, limites de température et normes
L'épaisseur du revêtement n'est pas un chiffre unique ; elle varie des tuyaux de taille similaire par classe de revêtement commandés dans le projet DIN 30670 :2012 Le tableau 3 définit l'épaisseur totale minimale du système de revêtement en polyéthylène comme indiqué ci-dessous :
| Taille du tuyau (DN) | Classe normale (n), mm | Augmentation de la classe (v), mm |
|---|---|---|
| ≤DN100 | 1.8 | 2.5 |
| > DN 100 à ≤ DN 250 | 2.0 | 2.7 |
| > DN 250 à < DN 500 | 2.2 | 2.9 |
| ≥DN 500 à <DN 800 | 2.5 | 3.2 |
| ≥DN800 | 3.0 | 3.7 |
Source : DIN 30670 :2012, tableau 3. certaines zones sont autorisées à être jusqu'à 101TP3 T en dessous du minimum si elles mesurent moins de 5 cm de long par 1 m de longueur de tuyau.
Quelle est la norme pour le revêtement 3LPE ?
Il existe deux principaux ensembles de normes relatives aux revêtements 3 LPE dans le monde : la norme DIN 30670 :2012, qui existe depuis un certain temps et qui est la norme germano-européenne pour les revêtements en polyéthylène sur les tuyaux en acier pour le transport de l'eau, du gaz et des liquides (et ce qui n'est pas inclus dans la norme ISO 21809-1) ; et la norme ISO 21809-1 :2018, qui est la norme internationale harmonisée pour les systèmes de transport par pipeline de pétrole et de gaz naturel Il existe également une troisième série de normes, la norme CSA Z245.21, qui s'applique aux projets de pipelines canadiens.
En pratique, la norme DIN 30670 teste la résistance au pelage et le décollement cathodique à un maximum de 70 °C, tandis que la norme ISO 21809-1 fournit des degrés de température détaillés jusqu'à 110 °C avec des essais obligatoires à la température de fonctionnement réelle Pour tout projet dont les températures de fonctionnement sont supérieures à 70 °C, la norme ISO 21809-1 est la spécification la plus sûre à référencer.
📐 Note d'ingénierie
Si spécifier 3LPE pour les sols agressifs, ou HDD (alésage directionnel horizontal), toujours spécifier la classe d'épaisseur “augmentée” (v).La classe “normal” (n) suppose un léger remblai et très peu de contraintes mécaniques pendant la mise en place Les sols rocheux, HDD, et salin côtier nécessitent l'épaisseur accrue (la prime est de 8-11TP3 T du coût total du revêtement mais les performances supplémentaires compensent les coûts décuplés dans les réparations sur le terrain.
Comment le revêtement 3 LPE est appliqué : processus de production étape par étape
Sur une ligne de production de 3 LPE, le processus est une série d'étapes étroitement contrôlées, chaque étape dépendant de la précision de ce qui a précédé C'est l'une des variables qui provoque plus de défaillances du revêtement que toute autre.
- Réception et redressement des tuyaux Incoming tuyau en acier fini à chaud, Tuyau LSAW ou tube soudé en spirale arrivera sur la ligne de revêtement.
- Nettoyage par explosion du dynamitage abrasif à Sa 2½ selon ISO 8501-1, atteignant une rugosité de surface Rz de 400 µm (DIN 30670, §8.3.1)
- Nettoyage et prétraitement-diluer le chromate et les phosphates ou laver pour favoriser l'adhésion
- Le tuyau de préchauffage par induction est chauffé à 220-250 C (moniteur de température du substrat réglé en fonctionnement continu ; température minimale 3 C au-dessus du point de rosée selon DIN 30670).
- Application de poudre FBE - à l'aide d'un pistolet pulvérisateur électrostatique qui pulvérise de la poudre époxy sur la surface du tuyau chaud, la poudre commence à fondre lorsqu'elle heurte le tuyau et commence à s'écouler et à durcir.
- Adhésif copolymère extrusion-couche adhésive appliqué par filière à enveloppe latérale ou à tête transversale alors que le FBE est encore au stade gel
- Formé sous forme d'extrusion de couche de PE, du PEHD ou du MDPE a été extrudé sur un adhésif à l'aide d'une filière à tête transversale jusqu'à l'épaisseur souhaitée
- De l'eau de trempe à l'eau est pulvérisée sur un tuyau revêtu afin qu'elle soit inférieure à 60 c pour stabiliser la structure cristalline du PE
- Détection des vacances 20001TP de la surface du tuyau inspectée à 10 k V/mm d'épaisseur de revêtement, max 5 k V (DIN 30670, Annexe E)
- Préparation de la réduction extrémités de tuyaux nues préparées pour le soudage sur le terrain ; Angle de biseau PE ≤30° pour les revêtements supérieurs à 2,2 mm
- Blister (blistering) provoqué par une contamination par l'humidité sur la surface en acier avant le préchauffage
- Les yeux de poisson dans la couche FBE entraînent un durcissement excessif en raison d'une température de préchauffage excessive ou d'une vitesse de ligne trop lente
- Pliage de la gaine en PE : température d'extrusion du PE trop basse ou refroidissement irrégulier sur la circonférence
- Dissolution adhésive : adhésif appliqué après que le FBE a passé l'état de gel (la fenêtre de synchronisation est de quelques secondes et non de quelques minutes)
3 LPE vs FBE vs 3LPP : Quel revêtement de pipeline choisir ?
Choisir entre un tuyau revêtu de 3 LPE et Tuyau revêtu FBE n'est pas un problème de qualité - ils sont conçus pour fonctionner dans différentes situations Notre tableau comparatif ci-dessous présente les résultats réels des tests de la norme DIN 30670 et les spécifications du fabricant sans évaluation qualitative.
| Paramètre | 3LPE | FBE uniquement | 3LPP |
|---|---|---|---|
| Température de fonctionnement maximale | +80 °C (Type S) | +85 °C | +110 à +145 °C |
| Température de manipulation minimale | °C | °C | °C |
| Épaisseur totale | 1.83.7 mm | 0,30,6 mm | 1.83.7 mm |
| Résistance au pelage à 23 °C | 100150 N/cm | N/A (monocouche) | 100150 N/cm |
| Résistance aux chocs | ≥5J/mm (TypeN) | Limité | ≥5J/mm |
| Meilleure Application | Pipelines enterrés, temp modéré | Doublure interne, courtes courses | Pétrole/gaz haute température, chauffage urbain |
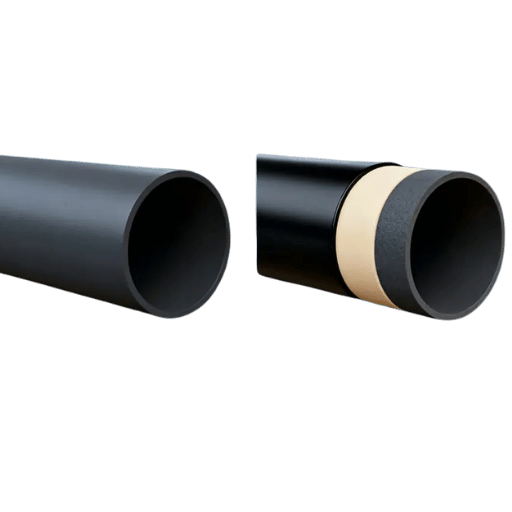
Quelle est la différence entre le revêtement 3LPE et FBE ?
Le FBE est un revêtement monocouche appliqué directement sur la surface du tuyau ; il s'agit d'un époxy monocouche (normalement de 300 à 600 m d'épaisseur).En raison de ses propriétés chimiques, le ruban adhère fortement à l'acier et résiste à la corrosion mais il offre peu de protection mécanique (une seule grosse roche incidente lors du remblayage peut déchirer le revêtement).3 LPE combine le FBE comme revêtement primaire avec une couche de polyéthylène liée par fusion (FBE) avec un adhésif et une gaine en polyéthylène épaisse offrant une protection acceptable contre les chocs mécaniques sans exposer l'acier.3 LPE est le revêtement standard pour les pipelines enterrés qui pourraient subir des risques mécaniques causés par l'installation de sol, le mouvement de pipeline court et de FBE serait plus couramment utilisé.
Pour une comparaison détaillée côte à côte, consultez notre guide complet du tuyau revêtu FBE.
Quelle est la différence entre le revêtement 3LPE et 3LPP ?
Variations courantes 3 LPP de 3 LPE, où la gaine en polyéthylène est remplacée par du polypropylène (PP).Cela fait passer la température maximale de fonctionnement de 80 C à 110 145 C. La construction est la même que 3 LPE, c'est-à-dire amorce 3 LPE, adhésif, gaine extrudée 3 P.P.I. est toujours plus cher que 3 P.E. et ne doit être spécifié que lorsque la température de fonctionnement est supérieure à ce que la gaine en polyéthylène peut supporter eg lignes de pétrole brut à haute température, chauffage urbain (condensat steam fonctionnant à plus de 90 C).
La règle 80 °C Un cadre de sélection de revêtement rapide
- Température de fonctionnement 60 C + 3 LPE enterré, Type N (bon choix générique pour la plupart des projets)
- Température de fonctionnement 60-80 C + 3 LPE enterré, Type S (qualité de température étendue)
- Température de fonctionnement > 80 C 3 LPP (doit être amélioré : le PE se dégrade au-dessus de 80 C)
- peut être installé par remplissage de joint de tuyau sans problème sous le lit de sable épais... Pipeline court + installation contrôlée + conditions modérées FBE uniquement (coût inférieur, adéquat si aucun risque mécanique)
- 2NDOR Rocks Forage directionnel ou terrain rocheux 3LPE plus épais, forlances augmentées (v)
- Traversée offshore/sous-marine → 3 LPE + revêtement de poids de béton
En dessous de 80 C, 3 LPE s'en occupe Au-dessus de 80 C, 3 LPP pour vous C'est le critère de référence pour choisir la majorité du revêtement pour le pipeline enterré terrestre.
Les exigences de résistance au pelage ont été modifiées selon les méthodes de production actuelles Dans votre expérience de transport et de pose de tuyaux avec des revêtements en polyéthylène, vous constaterez qu'une résistance de liaison élevée est souhaitable pour réduire la possibilité de dommages mécaniques. La résistance de liaison n'est pas aussi importante en termes de protection contre la corrosion à condition que les exigences d'épaisseur et de qualité du revêtement soient atteintes.
30670 :2012 Avant-propos, Institut allemand de normalisation (DIN)
Comment 3 LPE protège contre la corrosion des pipelines
Différentes voies de corrosion sont contrées à chaque couche de 3 LPE. L'amorce FBE fournit une barrière électrochimique à l'interface acier-revêtement pour inhiber le mouvement des ions des eaux souterraines Entre l'amorce et la chemise, la couche adhésive inhibe le mouvement de l'eau à l'interface de l'amorce et de la chemise.
La chemise PE empêche l'eau en vrac, l'oxygène et les sels dissous d'atteindre l'interface amorce et acier.
Dans les applications pratiques, le tuyau revêtu de 3 LPE est toujours combiné avec une protection cathodique (CP).Un revêtement correctement appliqué réduit les exigences de courant de 90 à 991 TP3 par rapport à l'acier nu. Cela signifie qu'un bon revêtement sur un pipeline réduit considérablement la quantité de matériau d'anode sacrificiel ou de courant imprimé nécessaire pour maintenir le potentiel de protection. Lors des vacances de revêtement, des dommages mécaniques ou du joint de champ, le CP offre une protection de secours, un court-circuit-cup à la corrosion localisée.
UN Avant-propos standard DIN 30670 :2012 le fait contredit un mythe populaire de l'industrie : le décollement cathodique lors des vacances de revêtement indique un risque de corrosion accru ou une densité de courant CP accrue. Au lieu de cela, les tests CD sont avant tout un indicateur de préparation de surface et non une prédiction des performances de corrosion sur le terrain.
Lors de la sélection d'un fournisseur de système de revêtement 3 LPE pour un projet de pipeline, demander les résultats du test de décollement cathodique à partir des essais du système (23 C/28 jours).La norme DIN 30670 exige un rayon de décollement maximal de 7 mm Une valeur nettement inférieure à 7 mm indique une bonne préparation de la surface et une bonne adhérence époxy ; elle est corrélée à un excellent contrôle de la qualité des lignes de corrosion.
Applications : Où les tuyaux revêtus de 3 LPE sont utilisés
La norme DIN 30670 établit la gamme de portée du revêtement 3 LPE comme protection anticorrosion des liquides ou des gaz de fonctionnement des tuyaux en acier enfouis ou immergés. (Ceci est plus large que la norme ISO 21809-1, qui se limite aux pipelines pour le transport du pétrole et du gaz naturel) Les applications importantes peuvent inclure :
- Transmission terrestre de pétrole et de gaz ; l'application mondiale la plus courante, utilisant tuyau d'amenée notes de API 5 L Grade B via X80
- Réseaux de distribution de gaz naturel ; gazoducs urbains et régionaux
- Transmission de l'eau et conduites urbaines ; eaux potables (PE certifié NSF/ANSI 61), effluents et approvisionnements en eau brute
- Traversées horizontales à perceuses directionnelles (HDD) ; peut nécessiter une classe d'épaisseur (v) accrue pour les contraintes mécaniques de retrait
- Traversée sous-marine et fluviale ; Combinaison 3 LPE avec revêtement de poids en béton pour flottabilité négative (utilisation Tuyau de restes explosifs de guerre, tuyau LSAW)
- Installations exposées au-dessus du sol ; convertir les installations exposées au-dessus du sol en éclairage motorisé, en climatisation ou en abris d'équipement
- Pipelines fonctionnant à une température stable supérieure à 80 C ; passer aux systèmes 3 LPP (ci-après le ‘ polymide ’) ou polyuréthane
- Contrôle interne de la corrosion ; 3 LPE est externe uniquement ; revêtement interne avec mortier de ciment ou revêtement époxy nécessaire.
Tests de qualité, inspection et revêtement de joint sur le terrain

Le contrôle de la qualité dans l'installation systémique du revêtement 3 LPE est critique pour son efficacité La norme DIN 30670 :2012 recommande des tests de contrôle du revêtement chaque lot de quart de travail ainsi que des tests de système tous les trois ans La norme utilise un tableau utile pour mettre en évidence les critères d'acceptation.
| Test | Exigence (DIN 30670) | Méthode |
|---|---|---|
| Détection des Fêtes | Aucune décharge à 10 kV/mm (max 25 kV) | Annexe E 1001TP3 de la surface du tuyau |
| Résistance au pelage (23 °C) | ≥100 N/cm (feuille) /≥45 N/cm (manchon) | Annexe D Angle de 90°, 10 mm/min |
| Résistance aux chocs (23 °C) | ≥5 J/mm (Type N) /≥7 J/mm (Type S) | Annexe H : poids de chute, 25 mm de tête |
| Déchargement cathodique | ≤7 mm (23 °C/28 jours ou 60 °C/2 jours) | Annexe C 6 mm défaut artificiel |
| Allongement à la pause | ≥400% | Annexe F Essai de traction, 23 °C |
| Résistance à l'indentation | ≤0,2 mm (23 °C) /≤0,3 mm (50 °C) | Annexe I 10 N/mm², 24 heures |
- Liste de contrôle d'inspection de réception 3 LPE en 7 points
- Vérifier l'épaisseur du revêtement - à plus de 12 points par tuyau (DIN 30670, annexe A)
- Vérifiez les résultats des tests de détection des vacances - zéro décharge à une tension spécifiée
- Vérifier les enregistrements de résistance au pelage - les valeurs doivent répondre au tableau 5 pour cette méthode d'extrusion
- Examiner le rapport d'essai de décollement cathodique-maximum 7 mm
- Vérifiez les dimensions de coupe - Angle de biseau PE 30 pour les revêtements >2,2 mm
- Inspection visuelle finale-couleur uniforme, pas de rides de peinture, pas de cloques ou de dommages mécaniques
- Confirmer les résultats de traçabilité-revêtement des tuyaux liés à la chaleur/au numéro de lot
Revêtement de joint de terrain : protection des connexions de pipeline
Comme le montre le tableau ci-dessus, lorsque la couche d'installation joint les joints métalliques, chaque tuyau joint vers le haut coque, les deux, le système de revêtement le plus dur de l'ensemble du pipeline, acier nu après soudage sur le terrain, représente la pire couche de protection Une étude de cas publiée dans AMPP (Association for Materials Protection and Performance) a fourni un exemple de défaillance de délaminage développé sur un pipeline de gaz de ligne de transmission de 24 « au Mexique en raison de dommages mécaniques résultés lorsque l'excavatrice a effectué un revêtement de toit loué le champ de défaillance au cours du pré-mise hors service a prouvé que les travaux d'installation étaient tout simplement importants comme travaux de revêtement en usine.
Il existe trois méthodes courantes de revêtement par joint de champ 3 LPE :
- Manchons thermorétractables (HSS) - la méthode la plus courante pour le pipeline 3 LPE ; adhésif à deux couches + manchon PE (appliqué à environ 80-120 C à l'aide d'une torche au propane) ; faible investissement en capital et demande élevée de compétences
- Pulvérisation de poudre FBE-appliquée sur le terrain sur une zone de soudure préchauffée ; système de revêtement à coût élevé, nécessitant un équipement portable de chauffage par induction et de pulvérisation
- Polypropylène moulé par injection (IMPP) - performances les plus élevées pour le revêtement par joint de champ ; appliqué sur le croisement de disques durs et dans d'autres zones sensibles où une défaillance des joints de champ ne doit pas se produire
Tendances du marché du revêtement de pipelines et perspectives de l'industrie

La taille du marché mondial des revêtements de tuyaux a atteint environ $10,0 milliards de dollars américains en 2026 et devrait atteindre $14,0 milliards de dollars américains d'ici 2033, avec un TCAC de 4,9%, selon Recherche de marché sur la persistance. Les revêtements externes (catégorie intérieure) représentent la plus grande part de marché avec 78,25% et progressent avec un TCAC de 5,261TP3 T jusqu'en 2031, société de recherche locale Intelligence Mordor montré.
Trois tendances technologiques ont façonné le système de revêtement de pipeline de la future génération :
- Composés de polyéthylène biosourcés - études de PE à base d'arachide et de canne à sucre-éthanol pour réduire l'empreinte carbone tout en ne compromettant pas les performances lorsqu'ils sont utilisés dans un revêtement 3 LPE
- Revêtements intelligents avec capteurs apposés - le capteur de surveillance à base de fibres optiques, intégré au système de revêtement pour la surveillance de l'intégrité en temps réel sans technique d'excavation, une pratique qui peut être trouvée dans le rapport AMPP 2026 US Pipeline Industry
- Systèmes d'application à basse température - la prochaine formulation FBE qui permet à la température de préchauffage inférieure de permettre des nuances d'acier à haute résistance (X70, X80) appliquant un revêtement sans fragilisation dans la zone affectée thermiquement
Pour les projets d'appel d'offres 2026-2027, une consultation précoce sur la disponibilité du matériau de qualité polyéthylène hautement performant sera menée. La perturbation de la chaîne d'approvisionnement et le rapport croissant de la construction du pipeline dans la région Moyen-Orient et Asie-Pacifique ont conduit à des délais de livraison prolongés pour les composants PE spécialisés utilisés pour le système 3LPE à épaisseur accrue.
Questions Fréquemment Posées Sur Le Revêtement 3LPE
Q : Qu'est-ce que le revêtement 3 LPE ?
Voir la réponse
Q : Quelle est la norme pour le revêtement 3 LPE ?
Voir la réponse
Q : Quelle est la température maximale de fonctionnement pour le tuyau revêtu de 3 LPE ?
Voir la réponse
Q : Combien de temps dure le revêtement 3 LPE ?
Voir la réponse
Q : Peut-on utiliser un tuyau revêtu de 3 LPE pour les systèmes d'eau potable ?
Voir la réponse
Q : Quelle est la différence entre le revêtement 3 LPE et 2 LPE ?
Voir la réponse
Besoin de tuyau enduit de 3 LPE pour votre projet de pipeline ?
Nous fournissons des tuyaux en acier revêtu de 3 LPE selon les spécifications DIN 30670 et ISO 21809-1 Envoyez-nous vos exigences ainsi que les spécifications de classe et d'épaisseur de revêtement et nous fournirons un devis détaillé.
À propos de cette analyse
Cet article s'inspire largement de la norme DIN 30670 :2012, de la documentation technique ISO 21809-1 et des études de cas d'ingénierie de corrosion AMPP, ainsi que des études de marché de l'industrie réalisées par Mordor Intelligence et Persistence Market Research Toutes les spécifications mentionnées font référence à la dernière version de la norme d'avril 2026. Baling Steel stocke un tuyau revêtu de 3 LPE pour différents milieux dans des diamètres de tuyaux D 25 à DN 1600 ; les informations sur le revêtement dans cet article sont les mêmes normes que nos inspecteurs qualité utilisent pour l'inspection sortante.
Références et sources
- DIN 30670 :2012 Revêtements en polyéthylène sur tuyaux et raccords en acier Institut allemand de normalisation (DIN)
- ISO 21809-1 Revêtements externes pour pipelines enfouis ou immergés Organisation internationale de normalisation
- Caractérisation quantitative visuelle de la corrosion externe dans les pipelines revêtus de 3 LPE 'U.S. Bibliothèque nationale de médecine (PMC/NCBI)
- Historique des cas : Défaillance par délaminage dans un revêtement tricouche (Association pour la Protection et la Performance des Matériaux)
- Tendances du marché des revêtements de tuyaux et statistiques industrielles, 2033 Recherche de marché sur la persistance
- Revêtements de tuyaux Analyse de la taille et des parts de marché 'mordor' Intelligence'
- Industrie américaine des pipelines 2026 Centre de connaissances AMPP
Articles connexes
- Le guide complet des tuyaux enduits 3LPE, spécifications et commandes du produit
- Comprendre le tuyau enduit de FBE quand l'époxy monocouche suffit
- Tuyau de ligne : types, normes et applications pour le transport de pétrole et de gaz
- Guide de sélection des tuyaux soudés en spirale, cas de fabrication et d'utilisation SSAW
- Tuyau de tubage en acier Guide complet des applications de forages et de passages à niveau
Tel que révisé par l'équipe d'ingénierie de Baling Steel | Dernière mise à jour : avril 2026

