


Black mild steel (BMS) is the conventional structural carbon steel found in nearly every industrial and construction procurement and engineering supply chain – yet engineers often mis-order it, mi× it up with bright drawn mild steel, or ignore the fundamental mill scale surface condition that affects BMS corrosion resistance and weldability. This primer fills in the technical missing links most BMS resources leave out :the BMS-5 Selecting Matrix for BMS (black versus bright) and the fabrication laboratory for BMS (welding, cutting, and surface prepping procedures that decide BMS project success or failure).
Black Mild Steel — Quick Specs
| Carbon Content | 0.16–0.29% C (low-carbon steel) |
| Production Route | Hot-rolled above recrystallization temp (~920°C) |
| Surface Condition | Mill scale (Fe₂O₃/Fe₃O₄ oxide layer, ~0.004 in thick) |
| Dimensional Tolerance | ±0.5–1.5% on flat products (ASTM A36 / EN S275JR) |
| Pipe Standards | ASTM A53 (ambient service), ASTM A106 Grade B (high-temp) |
| Yield Strength (A53 Gr. B) | 241 MPa (35,000 psi) minimum |
| Weldability | Excellent — preheat rarely required below 25 mm wall |
| Key Applications | Natural gas piping, fire suppression, structural fabrication, industrial fluid systems |
What Is Black Mild Steel (BMS)?
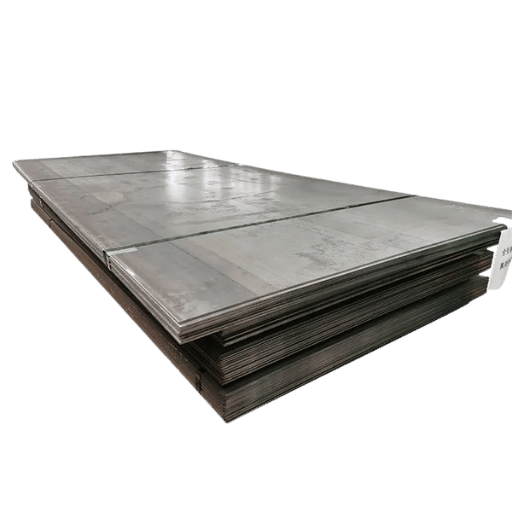
Black Mild Steel (BMS), is a low-carbon structural steel made by hot-rolling steel billets at a temperature well above the recrystallization temperature (~ 920C). Thanks to its high temperature, the steel behaves plastically: this enables the production of large cross-sections with a single pass instead of several intermediate cold-drawn annealings. The high temperature black oxide that emerges forms what is called a mill scale and is the source of the “black” in the name BMS.
Though not chosen with this intention, black does effectively describe the surface state, not the alloy. The material is mild steel – a low-carbon, rolled steel alloy (C generally below 0.29%) which could be substituted for any of the representative grades S275JR (BS EN 10025), A36 (ASTM) or Q235B (GB). The same hot-rolled carbon steel is supplied in tube form in accordance with ASTM A53 and A106 standards – by far the most prevalent specifications for black mild steel pipe used today.
📐 Engineering Note
Mill scale composition, FeO (wstite), FeO (hematite) and FeO (magnetite) a three-layered oxide about 0.004″ (0.10mm) thick. This initially offers protection to the steel below from atmospheric corrosion but quickly becomes a ‘poison’ in service, as the scale is cathodic to the steel beneath. Whenever chipped away the steel beneath will corrode much more quickly than the scale did, the electrochemical interaction influencing surface protection planning as stated in Section 7 and welding pre-heat requirements discussed in Section 6.
BMS is often confused with black iron pipe, an outdated usage (pre-1900) for black steel pipe used in gas distribution. In fact black iron pipe is black mild steel pipe, the “iron” adjective a remnant of the wrought iron supply chain before 1900. Modern “iron” supply is all low-carbon steel (ASTM A53 or similar).
In terms of mechanical character, BMS is ductile and moderately hard in its as-rolled state — tensile strength for standard structural grades runs 400–550 MPa, with hardness typically in the 130–180 HB range. The low carbon content keeps brittleness risk minimal under normal fabrication temperatures, though rapid quenching from high heat (as can happen with incorrect weld cooling) can produce a harder, more brittle heat-affected zone.
BMS vs Bright Mild Steel — The BMS-5 Selection Matrix
The most frequent inaccuracy when ordering carbon steels is to confuse the general purpose black mild steels (hot rolled) with the bright mild steels (cold drawn). They are the same basic alloy composition. Just simply in different surface state, dimensional tolerances and mechanical properties.
The BMS-5 Selection Matrix defines it into five criteria.
| Criterion | Black Mild Steel (BMS) | Bright Drawn Mild Steel | Select BMS if… |
|---|---|---|---|
| 1. Dimensional Tolerance | Loose (±0.5–1.5% on section size); not suited for GD&T fits | Tight (h9–h11 on round bar); consistent section-to-section | Structural fabrication, pipe, welded assemblies where machined fits are not required |
| 2. Surface Finish | Mill scale (bluish-black oxide); must be removed for painting or welding | Clean metallic (pickled and oiled after cold drawing); paint-ready | Parts that will be coated post-fabrication or where surface prep is built into the process |
| 3. Size Range | Wide: pipe ODs ½”–24″+; plate up to 100 mm thick; large structural sections | Narrower: round bar to ~100 mm dia.; flat bar to ~150 mm wide; limited tube sizes | Large cross-sections, pipe schedules, structural I-beams and channels |
| 4. Cost | Lower: single hot-rolling pass, no secondary cold-drawing or annealing | Higher: additional cold-drawing + anneal + pickle + oil processing steps | High-volume structural or pipe applications where precision machining is not required |
| 5. Residual Stress | Lower residual stresses; stress relief rarely required before welding | Higher residual stresses from cold working; annealing may be needed before critical welds | Heavy welded structures, pressure vessels, applications where dimensional stability post-weld is critical |
BMS-5 Decision Logic
Choose BMS (hot-rolled black) when:
- The application is based on structure, piping or welded fabrication (1 + 3)
- The maximum section size is beyond the practical size range for bright drawn material (see criterion 3)
- Surface to be primed, painted, galvanised, or coated during fabrication (criterion 2)
- Cost is a significant driver and machined tolerances are not necessary (4th criterion)
Choose Bright Drawn Mild Steel when:
- Pièces tournées ou usinées (machines précision…): axes, goupilles, gabarits, aiguilles de guidage…
- Close-tolerance interference or transition fits per ISO/ASME GD&T
- Decorative or surface enhancement purposes where surface finish is important before coating.
- Us Smaller bar sizes where bright drawn supply is plentiful and cost differential is small
📐 Engineering Note
The ductility gap between BMS and bright drawn mild steel is actually fairly narrow. Both starts from the same ‘standard’ steel composition. Bright drawn does work harden the steel and reduce elongation slightly (a potential limitation in bending or cold forming), but the difference in weldability is insignificant – provided the joint preparation is the same. The main difference is in surface condition – mill scale coating on BMS requires specific removal steps not necessary with bright drawn material.
BMS Pipe Specs: ASTM A53, A106 & Schedule Selection

Black mild steel pipe is defined by two separate ASTM standards, which range from different service conditions. Making the wrong choice here is the single most common specification mistake, particularly with high temperature or regulated service lines.
| Standard | Grade B Min. Yield | Grade B Min. Tensile | Max. Service Temp. | Typical Use |
|---|---|---|---|---|
| ASTM A53 Gr. B | 241 MPa (35,000 psi) | 414 MPa (60,000 psi) | ≤371°C (700°F) | Standard gas, water, mechanical service |
| ASTM A106 Gr. B | 241 MPa (35,000 psi) | 414 MPa (60,000 psi) | ≤538°C (1,000°F) | High-temp steam, process, refineries |
⚠️ Specification Warning
A53 and A106 Grade B, while identical in minimum strength, are differentiated by carbon equivalent, wall uniformity criteria, and heat treatment flexibility. For service at conditions above 400°F (204°C) — steam lines, high-temperature process piping — specify ASTM A106 Grade B extruded pipe only. A53 ERW pipe is not approved for elevated-temperature pressure service, per ASME B31.3.
Extruded vs ERW: Black Mild Steel Pipe Manufacturing Routes
Black mild steel pipe is available via two manufacturing processes which define pressure class, weld integrity, and cost. Extruded pipe (formed from a solid billet — no longitudinal weld seam) delivers consistent wall thickness and full pressure rating across all schedules. ERW pipe (formed from rolled stock and longitudinally seam-welded) is lower cost for standard service and is readily available in Schedule 40 and 80 to ASTM A53.
For natural gas distribution, fire suppression, and ambient-temperature industrial fluid systems, ASTM A53 ERW Grade B is the standard specification. For higher pressures, elevated temperatures, or critical service, specify ASTM A106 extruded pipe. Full pipe dimensions — NPS ½” through 6″, Schedule 40 and 80 wall thicknesses, OD and ID — are documented in our black steel pipe specifications guide.
Applications: Gas Lines, Fire Protection & Industrial Systems

Black mild steel pipe is allowed by – and in many cases mandated by – the cross-industry piping codes that relate to gas distribution and fire suppression:
- Natural gas piping: NFPA 54 (National Fuel Gas Code) and IFGC Section 404 explicitly list black steel pipe for gas distribution. The Pipeline and Hazardous Materials Safety Administration (PHMSA) issued a final rule in July 2025 officially integrating ASTM A53/A53M-22 into the Federal Pipeline Safety Regulations (49 CFR Part 192).
- Firefighting: NFPA 13 (Standard for the installation of Sprinkler Systems) mentions black steel pipe among the approved pipe types for wet and dry sprinkler systems, using Schedule 40 as the minimum wall thickness for most wet pipe.
- Process pipe: Manufacturing plants, central plant chilled water systems, compressed air systems, and steam piping use black mild steel pipe under ASME B31.1 (Power Piping) and ASME B31.3 (Process Piping).
Where corrosive service conditions apply — buried gas lines, offshore environments, or direct soil contact — additional corrosion protection is required. For a complete review of BMS pipe applications, approval codes, and service life data, see our guide to black steel pipe applications and natural gas and fire suppression applications.
Welding, Cutting & Fabrication Guide
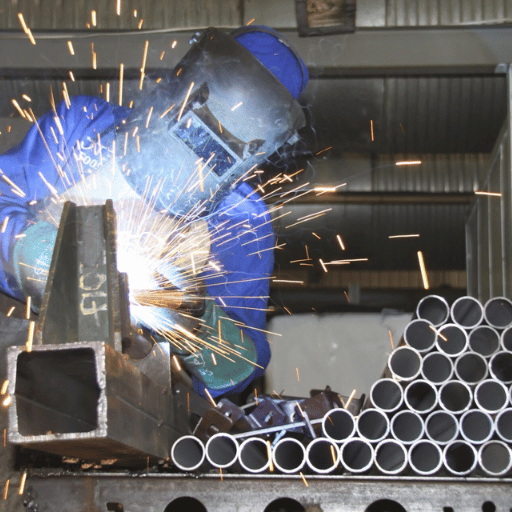
Black mild steel is one of the easiest welding materials to work with – low carbon limits the carbon equivalent (Ceq) value and automatically reduces hydrogen induced cracking risk for most hot shop conditions. The real issue is the mill scale surface – which often is under appreciated as the true root cause of weld imperfections in BMS fabrication.
Mill Scale: The Hidden Weld Contaminant
The mill scale (FeO/FeO/FeO oxides layers) causes some gases to be trapped in the weld pool when it is still in the liquid state – these too cannot escape before solidification and can cause porosity – subsurface cavities within the weld which decrease the cross-sectional area of the weld and the fatigue strength of the weld. The scale can also cause excess hydrogen into the heat affected zone from moisture within it. It is common in Engineers reports for rejects on BMS pipe welds that would otherwise pass inspection on a cleaned surface to be attributed to poor removal of mill scale.
📐 Engineering Note
The industry practice is to grind back at least 25 mm (1 in.) from the weld joint, all the way around the weld, not just within the bead line. Mill scale exposed at the HAZ edge (3 to 5 mm from the bead) still provides sources of porosity during solidification. For pipe welds for gas or pressure service grind and clean to bright metal before fit-up.
Mill Scale Removal Methods
| Method | Equipment | Best For | Notes |
|---|---|---|---|
| Angle grinding | Flap disc (40–80 grit) or grinding wheel | Field welds, pipe ends, spot preparation | Fastest field method; remove 25 mm back from joint |
| Pickling (acid bath) | Hydrochloric or sulfuric acid solution | Full-section plate, sheet, pipe | Complete scale removal; requires neutralisation + PPE |
| Shot/sand blasting | Blast cabinet or portable blaster | Large fabricated assemblies, pre-paint preparation | SA 2.5 blast standard achieves near-white metal finish |
| Wire brushing | Angle grinder with wire cup brush | Light scale removal, surface cleaning only | Insufficient alone for weld prep — does not reach base metal |
Welding Process Selection
MIG (GMAW)
- Filler: ER70S-6 (not ER70S-2) – increased Mn and Si deoxidizers make up for mill scale contamination
- Gas shielding: 75Ar / 25 CO for shallow welds, 100 CO deeper penetration
- Best for: structural fabrication, pipe tacking, high-volume shop welding
TIG (GTAW)
- Filler: ER70S-2 or ER70S-6 rod; 100% Ar shielding
- Must remove mill scale completely – no tolerance for deoxidizer in weld pool
SMAW (Stick)
- Electrode: E7018 low hydrogen for all code work, E6013 for general fabrication.
- Milling is rather tolerant of mill scale – although grinding is still recommended for code welds
- Best for: field construction, outdoor welds, heavy structural
Give ER70S-6 if mill scale not fully removed, or weld in the field on BMS pipe. Higher Mn/Si in ER70S-6 removes more aggressive oxidation from the weld pool, leading to less chance of porosity. Slightly more slag volume, OK on a structure weld, not desirable for the root pass of a code quality pipe joint.
Cutting & Drilling BMS
Black mild steel easily through standard csi or HSS tooling; plasma arc is quickest for plate and pipe; oxyacetylene for field cutting; angle grinder with abrasive cut off wheels or small dia pipe. When drilling, bring HSS or cobalt bits with cutting oil into thicker parts where heat has to be absorbed. The mill scale surface (the shiny blacks) will dull your tools more than the bright drawn steel.
Therefore do not be discouraged by seeing that your bit is worn out earlier than for bright drawn steel. For projects requiring custom lengths, suppliers can provide cut to size sections — standard mill lengths are typically 6 m (20 ft), with cut lengths available for short-run fabrication. Note that abrasion from the mill scale surface will increase tooling wear on saws and cutting equipment compared to pickled or descaled stock.
BMS pipe can be cold bent within normal bending radius (3 OD normally for Schedule 40 for pipe below 2” NPS without mandrel). For smaller bend radius or higher schedule, it needs a pipe bender with mandrel to avoid ovalization. Heat bending ( by induction, flame) is used for larger diameter pipe and removes ovalization risk for tight radius bend.
Corrosion & Surface Protection

Black mild steel is not inherently corrosion resistant — the mill scale surface is not a durable long-term barrier. When the scale chips off (mechanical damage, thermal cycling, or differential thermal expansion), the exposed underlying steel rapidly rusts in moisture or oxygenated environments. Unprotected BMS can rust within weeks in outdoor applications.
The three main protection options for BMS pipe and structural steel are: priming and coating (epoxy primer+ topcoat for atmospheric service); hot-dip galvanising (zinc barrier coating for aggressive environments can impact pipe ID and may require re-threading fittings); and factory applied anti-corrosion coating (FBE or polyethylene wrap for buried pipelines). For threaded fittings (gas line), black steel pipe fittings per BS EN 10241 / ASME B16.3 are the standard connection option ideal for threaded connections, thread sealant tape or paste is required on all gas rated threaded joints.
Full corrosion service life statistics by environment and protection choice documented in our black steel pipe corrosion protection options brochure.
Market Outlook & Sourcing 2025–2026
Global market for carbon steel pipe remains on a broadly positive trend of moderate expansion with continued investment in natural gas transmission, expansion of process manufacturing plants and fire suppression systems in commercial buildings forecast for mid-single-digit CAGR through 2030. Asia-Pacific remains the primary source and market.
2025’s most significant regulatory change for US buyers is the PHMSA direct final rule (July 2025) adopting ASTM A53/A53M-22 into 49 CFR Part 192 (Natural Gas Pipeline Safety). Buyers specifying black steel pipe for regulated gas distribution must ensure supplier compliance with the 2022 edition of A53. Earlier editions are not approved for new construction under federal regulation in 2025.
For procurement: verify that MTRs include chemical batch composition, mechanical test certification (yield, tensile, elongation), hydrostatic test certification per the relevant ASTM issued edition. MTRs should carry the heat number traceable to the production batch. If unable to source MTRs with traceability should not select for regulated service lines.
Frequently Asked Questions
What is mild steel black?
View Answer
What is the difference between bright mild steel and black mild steel?
View Answer
Is black iron pipe the same as mild steel pipe?
View Answer
Does black mild steel rust?
View Answer
Can you weld black mild steel?
View Answer
About This Technical Report
Baling Steel manufactures and supplies extruded and ERW black mild steel pipe to ASTM A53 and A106 specifications for use in industrial and infrastructure projects. The BMS-5 Selection Matrix shown here was derived from our engineering procurement teams’ twenty years experience of mis-specification trends seen in fabricated structural and regulated pipeline projects. The regulatory information (PHMSA July 2025 rule) was obtained from federal public notices; the ASTM material property data is from the relevant published standard specifications.
In need of Black Mild Steel Pipe to ASTM A53 or A106?
Request a quote with mill test reports. ERW and extruded pipe, Schedule 40 through XXH, NPS ½” to 24″.
Related Articles
- The Ultimate Guide to Black Steel Pipe — Full pipe dimensions, schedule tables, MTC checklist, and corrosion service life data
- ASTM A106 Grade B Extruded Carbon Steel Pipe — Pipe specifications and supply capabilities
- Black Steel Material Overview — Structural black mild steel grades, forms, and supply specifications
References & Sources
- PHMSA Pipeline Safety Regulations (49 CFR Part 192) — U.S. Department of Transportation, including July 2025 adoption of ASTM A53/A53M-22
- NFPA 54: National Fuel Gas Code — National Fire Protection Association, provisions for black steel gas piping
- NFPA 13: Standard for the Installation of Sprinkler Systems — National Fire Protection Association, approved pipe materials including black steel
- AWS A5.18: Specification for Carbon Steel Electrodes and Rods for Gas Shielded Arc Welding — American Welding Society, ER70S-6 classification requirements
- ASTM A53/A53M-22: Standard Specification for Pipe, Steel, Black and Hot-Dipped, Zinc-Coated — ASTM International, mechanical requirements and testing protocols

