


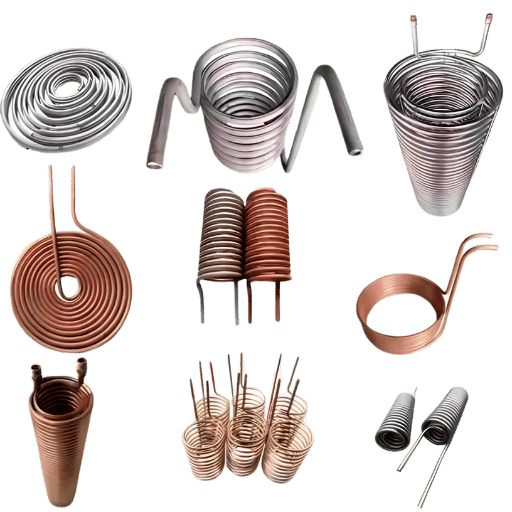
Stainless steel coil tubing is the heart of instrumentation panels, CNG charging stations, subsea chemical delivery systems, and heat exchangers across nearly every major industrial segment. It arrives on spools in continuous lengths rather than cut pieces of stick tubing that must be coupled together in the field with intermediary weld joints and their associated leak points.
This guide covers six grades and when each is appropriate, ASTM A269 dimensional tolerances, an OD/wall/pressure rating table, and a 5-point RFQ checklist that prevents the most common ordering mistakes.
What Is Stainless Steel Coil Tubing?

Precision drawn, austenitic stainless steel tube supplied in continuous coiled lengths wound on heavy duty drums or spools. Products are made to specifications per ASTM A269 for general service, ASTM A213 for seamless boiler and superheater tubing, or ASTM A249 for welded boiler and superheater tubing. Unlike pipe, which specifies nominal bore size, tubing defines the actual outside diameter (OD), giving engineers precise control over flow area and pressure capacity.
Quick Specs, Stainless Steel Coil Tubing
| OD Range | 3/16″ – 1″ (4.76 – 25.4 mm) |
| Wall Thickness | 0.020″ – 0.109″ (0.5 – 2.8 mm) |
| Available Grades (6) | 304, 304L, 316, 316L (standard); 321, 2205 (specialty) |
| Max Continuous Length | Up to 10,000 m (≈ 32,800 ft) per spool |
| Key Standards | ASTM A269 · ASTM A213 · ASTM A249 · ASME SA269 |
| Surface Condition | Bright annealed (BA) standard; electropolish available for pharma/semiconductor |
A single coil of 316L stainless steel tubing can be manufactured in a length greater than six miles, without a single in-line weld connection. This zero-leak feature is precisely the reason that both deepwater oil and gas producers and offshore drilling operators specify coil tubing over traditional stick tubing. The inherent in-line leak failure risk of every orbital weld joint or compression fitting installed along a run of hundreds of feet is reduced to a maximum of just two in-line connections for coil.
Three reasons engineers choose the coil format:
- Fewer joints, fewer leak pointsa coil deliver ready-made across long instrument runs, subsea chemical injection lines, and process skid loops, minimising the inter-fitting points that carry leak risk.
- Faster installationinstead of field-cutting and coupling pipe at every elevation change, one continuous spool unrolls and installs in place with minimal field labor.
- Field formabilityprecision-annealed stainless steel coil can be field-formed to close radii using a standard hand tube bender, removing the need for threaded or welded elbows at direction changes.
304 vs 316 Stainless Steel Coil Tubing: Which Grade Should You Specify?
Choosing the right grade means resisting the service environment’s corrosive demands without over-spending on protection you don’t actually need. When comparing 316 versus 304 stainless steel: 316’s superior chloride or seawater corrosion resistance comes from the addition of 2 to 3% (approx.) by weight of Molybdenum (Mo).
| Property | 304 / 304L | 316 / 316L |
|---|---|---|
| Chromium (Cr %) | 18–20% | 16–18% |
| Nickel (Ni %) | 8–12% | 10–14% |
| Molybdenum (Mo %) | 0% | 2.0–3.0% |
| Max Carbon (L-grade) | ≤ 0.030% | ≤ 0.030% |
| Chloride resistance | Moderate | High |
| Typical duty | Heat exchangers, food/beverage, dry gas, general industrial | Marine, chemical injection, offshore hydraulic, pharmaceutical |
| Cost premium | Baseline | +20–40% over 304 grade |
Is 316 stainless steel worth the higher cost for coil tubing?
Will you realize sufficient performance advantage with 316L vs 304? If your tubing will be exposed to chloride bearing process streams (sea water, chlorinated fluids, brine), have you accounted for the costs of any single leak? Most of the time, yes. Offshore, pharmaceutical production, or sub-sea equipment exposed to the ocean generally justify 316’s higher material cost (20-40% premium) with much longer life and fewer leak failures with repair costs often exceeding 20-40 times that difference in initial material expense. For dry gas applications, protected indoor equipment exposed to low humidity conditions, or heat exchanger duty with minimal or no chloride contact, 304L usually offers cost effective service life.
▶ The Grade Selection Quick Test, 3 Questions
- Is the tubing coming into contact with saltwater, seawater, or a process fluid with high chloride levels? YES=316 is needed
- Is the intended service temperature higher than 300C/572F? YES=specify 321 or 316H
- Should the material meet a “chemical injection”, pharmaceutical, or food-grade “high purity” requirement? YES=316L should be used to reduce carbon & subsequent weld sensitisation.
All three NO → 304/304L is the cost-effective choice.
A grade substitution that cost 3×: An offshore platform engineer in the Gulf of Mexico specified 304L chemical injection lines to cut 25% from material cost. Within 18 months, pitting corrosion at tube connections required a full replacement programme. Total cost exceeded the original 316L quote by more than 3×. In chloride-bearing or marine service, specifying 304 to save on material is a false economy, the maintenance cost typically overturns the saving within two years.
Seamless vs. Welded Stainless Steel Coil Tubing-Construction Considerations
There is little difference in the ability of seamlessly-constructed stainless steel coil tubing and that constructed from welded-and-redrawn (WAD) to satisfy ASTM A269 material requirements; the differences are in surface condition, manufacture, and cost.
WAD coils offer a lower-cost alternative for both general industrial applications and instrumentation, except those involved with the transporting of critical pressurized liquids and gases, such as CNG, or in the high-purity electronics industry, where the higher cost of seamless construction becomes essential.
| Attribute | Seamless | Welded & Redrawn |
|---|---|---|
| Manufacturing route | Extruded or pierced from solid billet; no longitudinal weld at any point | Strip roll-formed, seam-welded, then cold-drawn to metallurgical closure |
| Wall tolerance (A269) | ±15% (OD ≤13 mm); ±10% (OD 13–356 mm) | Same standard applies |
| Internal surface (Ra) | < 0.5 μm (bright annealed) | Typically 0.4–0.8 μm (BA finish) |
| ASTM A269 test method | Flaring test (confirms ductility and weld-free integrity) | Flange test + reverse flattening test (1 per 1,500 ft / 460 m of finished tube) |
| Best applications | High-purity semiconductor, offshore CNG, critical pressure, subsea | Instrumentation, heat exchangers, food/beverage, general industrial |
| Relative cost | +15–30% over welded equivalent | Lower cost; widely stocked |
Regardless of manufacturing process, all WAD and seamlessly-constructed coil tubes are subject to either 100% hydrostatic pressure testing or eddy-current inspection by the manufacturer. Contrary to popular belief, welded coiled tubing does not necessarily mean leaky coils: in the process of manufacturing WAD products, the seam is cold-drawn through the die and bright-annealed, creating a metallurgical bond, as opposed to a simple melt.
If your process demands metallurgy guarantee – rather than test certification – zero porosity, choose seamless construction per ASTM A213.
Stainless Steel Coil Tubing Dimensions Table-OD, wall, and working pressure ratings.

Standard OD sizing runs from 3/16″ (4.76 mm) to 1″ (25.4 mm) in inch sizing, with metric availability from 6 mm to 15 mm OD. Working pressures below are calculated at 25% of theoretical burst using the Barlow formula (P = 2St/D), where S is the ASTM A269 minimum tensile strength of 75,000 psi. Bold values are verified from manufacturer pressure rating tables; values marked † are calculated proportionally.
| OD (in) | Wall (in) | OD (mm) | Wall (mm) | Working Pressure (psi) |
|---|---|---|---|---|
| 1/4″ | 0.035″ | 6.35 | 0.89 | 7,292 |
| 1/4″ | 0.049″ | 6.35 | 1.24 | ~10,200† |
| 3/8″ | 0.035″ | 9.52 | 0.89 | ~4,860† |
| 3/8″ | 0.049″ | 9.52 | 1.24 | ~6,800† |
| 1/2″ | 0.049″ | 12.70 | 1.24 | ~5,100† |
| 1/2″ | 0.065″ | 12.70 | 1.65 | 6,588 |
| 3/4″ | 0.049″ | 19.05 | 1.24 | ~3,400† |
| 1″ | 0.065″ | 25.40 | 1.65 | 2,802 |
*Calculated proportionately from Verified Data* Bold pressures derived from ASTM A269 data tables.
*Calculated Proportionally from Verified Reference Data*. Derived or calculated proportionated values provided for illustrative purposes, not guaranteed where not explicitly bolded.
All working pressure calculations adjusted to 25% of theoretical burst for non-pressure rated applications, otherwise listed are published or test-verified by the tube manufacturer for 25% and 50% of test data where available. Values arederated for operation above room ambient. Consult tube manufacture for specific de-rating curves for high temperatures per ASME B31.3.
Standard tube mill production is in coil lengths from 25′ to 10,000 m. Distributor stock in 25′, 50′ or 100′ lengths. Metric sizes including 6, 8, 10, 12, 14 & 15mm OD tube with 1-2mm wall are available in compliance with ISO, and EN and furnished with bright annealed surface finish.
6 Industrial Applications of Stainless Steel Coil Tubing

Stainless steel coil tubing covers a broad range of industrial end-uses across alloys and sizes. Below, each use case is mapped to grade, OD, and governing standard — giving procurement teams a single-reference specification starting point.
| Application | Industry | Grade | Typical OD | Standard |
|---|---|---|---|---|
| Instrumentation & Flow Measurement | Oil & Gas, Refinery | 316L | 1/4″–1/2″ | ASTM A269 |
| Compressed Natural Gas (CNG) | Transport, Energy | 316L seamless | 3/8″–1/2″ | ASTM A269 / A213 |
| Heat Exchanger & Heating Coils | Power, Chemical, HVAC | 304 / 304L | 1/2″–3/4″ | ASTM A269 / A249 |
| Marine & Offshore Hydraulics | Offshore, Marine | 316L | 1/4″–3/8″ | ASTM A269 |
| Food, Beverage & Pharmaceutical | Food & Pharma | 316L | 1/4″–1/2″ | ASTM A269 |
| General Industrial & Geothermal | Geothermal, Utility, Steam | 304 / 304L | 3/8″–3/4″ | ASTM A269 |
Can stainless steel coil tubing be used for hydraulic and instrumentation systems?
Yes- 316L 1/4-1/2 OD per ASTM A269 are de facto standards for instrumentation tubing in the Oil & gas processing industries, Refineries, and the Offshore Platforms. For the hydraulic application, wall thickness should be 0.049 for work pressures over 3,000 psi @ 1/2 OD size. The Quality Requirement would always include zero pinholes which is to be proved by EC / Hydro testing per ASTM A269 & must obtain test certificate against the each lot of material.
Boiler and heat exchanger tube applications normally demand 304 / 304L under ASTM A249 (welded) or A213 (seamless).
Subsea application in practice: A North Sea subsea umbilical system required 2,400 m of 316L 1/4″ × 0.049″ seamless coil tubing for chemical injection lines at 300 m water depth. That entire run was produced without a single orbital weld joint, a strict integrity requirement in subsea service where any underwater repair exceeds the topside material budget by an order of magnitude. The continuous coil format made this project viable; field-welded stick tubing couldn’t have met the leak-frequency specification.
ASTM A269 and Quality Standards: What Buyers Must Verify
ASTM A269 is the “Standard Specification for Seamless and Welded Austenitic Stainless Steel Tubes for General Service”. It defines acceptable O.D. & wall thickness tolerances and material characteristics and outlines the required testing, including hydrostatic and/or eddy current inspection of all tubing produced.
All standard 300-series types are covered – e.g. TP304, TP304L, TP316, TP316L, etc and mechanical property minimums are the same for seamless and welded types. For example minimum ASTM A269 requirements are minimum tensile 75,000 psi (515 MPa), minimum yield 30,000 psi (205 MPa), minimum tensile elongation is 35% for TP304 and 30% for TP316L.
Hydrostatic test pressures are computed by P=2St/D and using S – allowable fiber stress according to A450/A450M. It helps to refer to basics on tensile strength for transforming min values to operating pressure estimates.
Mill Test Report (MTR) — 8-Point Buyer Verification Checklist
- ✔ Heat/lot number traceable to specific material batch
- ✔ Grade (304 / 304L / 316 / 316L) + UNS number confirmed
- ✔ Chemical composition table, verify Mo% for grade 316 (must be 2.0–3.0%)
- ✔ Mechanical properties: tensile strength, yield strength, elongation %
- ✔ ASTM A269 explicitly cited as governing standard
- ✔ Test method stated: hydrostatic OR non-destructive electric test (eddy current) certificate
- ✔ OD and wall thickness actual values vs specified tolerance
- ✔ Mill name, country of origin, and authorised signatory
What is ASTM A269 and why does it cover both seamless and welded tubing?
ASTM A269, or Seamless and Welded Austenitic Stainless Steel Tubing for General Service, was created to consolidate seamless and welded production methods into one purchase spec. Since welded-and-redrawn tubes and seamless tubing behave equally well in the field if produced and tested to the appropriate levels, there’s only difference between welded tubing and seamless tubing is the way to prove it: OD limits, wall limits, and mechanical minima are identical in ASTM A269, and test procedure – seamless tubing gets flaring test, welded tubes the flanging and reverse flattening – just proves what’s significant for how it is manufactured. For high temperature service, especially boiler or superheater service, see ASTM A213 (seamless) or A249 (welded) for additional material requirements, these standards would accompany ASTM A269.
Selecting and Procurement of Stainless Steel Coil Tubing

You shouldn’t be able to substitute items and all suppliers should be comparing like for like quotes because of clear specifications. These five areas are where omissions most likely will result in delivery issues, re-ordering and returns of the goods upon delivery.
☑ 5-Point RFQ Specification Checklist
- Grade + standard (for example, 316L as ASTM A269 seamless – must state the standard and cannot just use the grade
- OD wall for instance – 1/2″ OD 0.049 wall ( or MM 0/D 0.049, don’t use bore sizing)
- cut-to-length (specify exact ft or m per piece) OR mill coil (specify approximate meters + spool/drum format required)
- bright annealing (BA) standard; specify ID cleanliness or electropolish requirement if required for pharma or semiconductor service
- ASTM A269 + MTR (heat traceabile) + hydrostatic or eddy current test certificate
The cost of one missing word: A process engineer ordered 316L 3/8″ × 0.035″ for instrument lines but omitted the word “seamless” from the RFQ. The supplier shipped welded-and-redrawn tubing, technically meeting ASTM A269, but final eddy current inspection found a pinhole rate three times higher than the project specification allowed. Commissioning was delayed by six weeks. One word in the specification would have prevented it.
| Application | Grade | OD × Wall | Seamless / Welded | Standard |
|---|---|---|---|---|
| Instrumentation | 316L | 1/4″–1/2″ × 0.035–0.049″ | Either (seamless preferred) | ASTM A269 |
| CNG filling station | 316L | 3/8″–1/2″ × 0.049″+ | Seamless required | ASTM A269 / A213 |
| Heat exchanger coil | 304L | 1/2″–3/4″ × 0.035–0.065″ | Welded acceptable | ASTM A269 / A249 |
| Marine hydraulic | 316L | 1/4″–3/8″ × 0.049″ | Seamless preferred | ASTM A269 |
Ready to request pricing on stainless steel coil tubing?
View Balingsteel Stainless Steel Coil Tubing →
Stainless Steel Coil Tubing Market Outlook 2025–2026

Key Market Figures
- USD 4.3B in 2025, forecast for USD 6.85B by 2034; a CAGR of 5.2%.
- Over USD 3B for 2024 with approx. 4.5% CAGR through to 2034.
- STABLE 590 SV/mo; growing sub-segments include: instrumentation tubing, CNG tubing, semiconductor SS tubing
Three demand drivers shaping the 2025–2026 market:
- Global CNG fleet transition fueling expansion of infrastructure and demand for seamless 316L coil tubing for high pressure gas applications.
- Increasing demand from Southeast Asia deepwater exploration growth for long-length continuous instrumentation coils and subsea umbilical systems in the upstream O&G sector.
- Demand surges due to new fab construction in the US, Japan and Taiwan; segment represents highest per-metre value and has the strictest purity standards.
Nickel’s high price volatility impacts 316L costs directly (10-14% of alloy); buyers with pre-arranged frame agreements during prior procurement cycles showed typically 8-12% greater price stability than spot purchases. The market trend is UP (CAGR > GDP growth), planning 4-8 weeks for mill coils.
Frequently Asked Questions
About This Analysis
For over 15 years, Balingsteel have been a supplier of stainless steel coiled tubing and piping to industrial buyers in UK, USA, Australia and South East Asia. Market information has been sourced from named research reports and technical specification & application notes in this article has been drafted following technical requirement specifications from ASTM A269 which has been double-checked in dual-source supply paperwork. Reviewed by the Balingsteel Engineering Team; the experts for carbon and stainless steel pipe, tube and coiled product for industrial buyers globally.

