


Pup-Fugen sind kurzlange Rohrabschnitte, die eines der häufigsten Probleme während des Brunnenbaus angehen spezifische Saitenlänge Jede Hülle und Rohrschnur muss auf einer Höhe landen, und normale Range 2-Fugen (28-32 ft) im Allgemeinen nicht auf die richtige Menge summieren Pup-Fugen überbrücken den physischen Abstand zwischen dem endgültigen Gehäuse oder der Rohrverbindung voller Länge und dem am besten geeigneten Landebereich.
Schnelle Spezifikationen
| Standardlängen | 2, 3, 4, 6, 8, 10, 12 Fuß |
| OD-Bereich (Schlauch) | 2-3/8 „bis 4-1/2 |
| OD-Bereich (Gehäuse) | 4-1/2 bis 20 „ |
| Gemeinsame Noten | J-55, N-80, L-80, P-110 |
| Regierender Standard | API 5CT / ISO 11960 (11. Auflage, 2023) |
| Gewindetypen | EUE, NUE, STC, LTC, BTC, Premium |
| Fertigung | Nicht geschweißtes Rohr (API 5CT vorgeschrieben) |
Was ist ein Welpengelenk und warum braucht jedes Well-Programm eines?
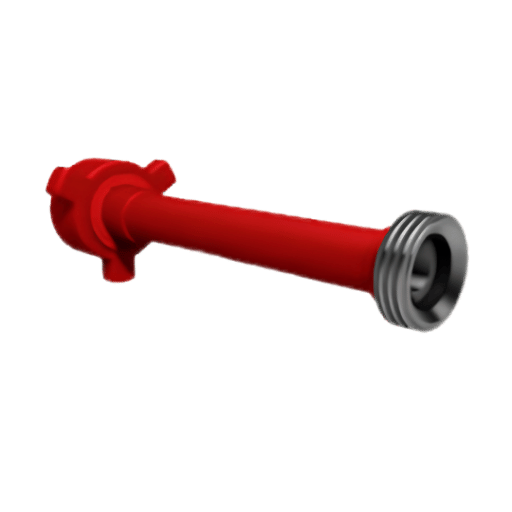
Pup Joint – ist ein kurzes Stück Gehäuse, Rohr oder Bohrrohr - normalerweise im Bereich von 2-12 Fuß lang - das verwendet wird, um die Gesamtlänge des Rohrstrangs fein abzustimmen, um die richtige Länge für das gewünschte Bohrloch zu haben Diese kurzen Rohrstücke dienen als genaue Abstandshalter innerhalb der Baugruppe. Sie werden auf die gleiche Weise hergestellt wie die normalen Rohre, die sie ersetzen.
Am Ende von Rohren würde das Verlassen des Lochs ohne Pup-Verbindungen zu einer falschen Anhebung am Ende des Bohrlochkopfs und einer falschen Rohranhebung führen, was zu Werkzeugflächenpositionen in falscher Tiefe und Abmessungen führen würde.
Drei Szenarien, in denen Jungtiere unverzichtbar sind:
- Bohrlochkopfabstand – Wie weit vom Bohrlochkopf entfernt landet der Rohrbügel und ist relativ zum Bohrlochkopfflansch.
- BOP-Stapelkomponenten - Positionierungskupplungen für die Verschlusszone des Stößels auf der Außenseite am Rohrkörper und nicht am Stößel.
- Platzierung des Bohrlochwerkzeugs – Positionieren Sie die Produktionsschnur, um die Gasliftdorne, chemischen Einspritzpunkte oder Protokollierungswerkzeuge in der erforderlichen Tiefe zu landen.
Technische Anmerkung
Standard-API-Pup-Längen Tabelle C.27 von API 5CT: 2, 3, 4, 6, 8, 10 oder 12 Fuß. (Benutzerdefinierte Längen von bis zu 20 Fuß sind auf Anfrage erhältlich).69 Längen sind repräsentativ für typische Abstände, die beim Bohrlochdesign auftreten.
Warum wird es als Puppengelenk bezeichnet?
Die Branchenfolklore behauptet, dass es nach der Kürze (wie ein Welpe, kein Hund) des Line Pipe benannt wurde, im Gegensatz zu einer häufig verwendeten verkürzten Version des Wortes ‘Pipeline’. Die übliche Länge eines Rohrgelenks beträgt 28-32 Fuß (Bereich 2) und ein Abschnitt mit 2-12 Fuß wird ‘Pup’ der Schnur genannt. Es gibt keine formelle API-Dokumentation für die Herkunft und Bedeutung des Petcoke-Preisbegriffs, aber es ist offensichtlich, dass er vor Jahrzehnten in Ölfeldern in ganz Nordamerika existierte.
Pup-Fuge vs. Rohrnippel – Rohrnippel ist ein kleiner Gewindeadapter für Sanitär - und Prozessleitungen (NPT-Gewinde, üblicherweise weniger als ½ Zoll) Pup-Fuge ist ein OCTG-Produkt speziell für Öl - und Gasquellen (API-Gewinde, 2-12 ft).Vereschiedene Produkte, unterschiedliche Standards, unterschiedliche Anwendungen.
Beziehen Sie diese beiden Punkte in Beschaffungssystemen niemals miteinander.
Um eine detailliertere und technische Beschreibung zu erhalten, sehen Sie sich die gesamte Gelenkführung für Welpen an.
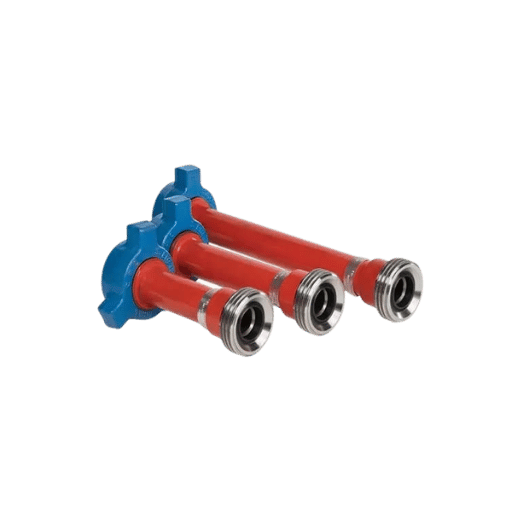
Arten von Pup-Gelenken, Spezialitäten, Bohrschläuche, Rohre und

Welpenverbindungen werden danach kategorisiert, aus welcher Grundrohrschnur sie hergestellt werden; Gehäuse- und Rohr-Jup-Gelenke machen mit über 901 TP3 T den Großteil der Nachfrage auf dem Spielfeld aus, Bohrrohre und verschiedene Spezialtypen sind jedoch immer noch wichtig, um spezifische Anforderungen zu erfüllen.
| Typ | OD-Bereich | Noten | Verbindungen | Primäre Anwendung |
|---|---|---|---|---|
| Schlauch-Pup-Fuge | 2-3/8 „4-1/2“ | J-55, N-80, L-80, P-110 | EUE, NUE | Produktionsstrangabstand |
| Gehäuse Pup Joint | 4-1/2 „20 „ | H-40, J-55, K-55, N-80, L-80, P-110 | STC, LTC, BTC | Verstellung der Gehäusestrecke |
| Bohrgestänge-Verbindungsstück | 2-3/8 „6-5/8“ | S-135, X-95, G-105 | NC, WENN, FH | BHA-Abstand |
| Integrales Pup-Gelenk | Verschiedene | J-55 – P-110 | Flush/halbflush-integral | Räumungskritische Brunnen |
| Lochlupenverbindung | 2-3/8 „4-1/2“ | J-55, N-80 | EUE | Gaslift, Durchflussregelung |
Häufigster Fehlspezifikationsfehler: Schließen Sie die Bestellung von Schlauchjungen für den Gehäuseeinsatz aus! die Anschlüsse am Schlauch (EUE/NUE) stimmen nicht mit den Anschlüssen am Gehäuse überein (STC/LTC/BTC). “Feld” - Jungs führen dies schnell als einen der “nicht produktiven” Zeit “Dinosaurier” in der Schuhschachtel an Besonders auf Mehrfachvertiefungsbelägen kann Bestandskontrolle und Kompatibilität ein Bär sein.
Überprüfen Sie immer die Zeichenfolgenverbindung und stimmen Sie sie vor der Lieferung überein.
Im Vergleich zu Gehäuse und Rohr haben die Bohrrohr-Pup-Fugen austauschbare rotierende-schulterförmige Verbindungen (NC, IF, FH) und Ermüdungszyklusanforderungen. Innerhalb der BHA-Fäden müssen die Bohrkragen durch die Pup-Fugen beabstandet sein.
Verwandte Lektüre:Gehäuse und Schlauchprodukte| Bohrrohranwendungen
Pup-Gelenkgrößen, Abmessungen und Gewichtsreferenz
Standardmaße für die am häufigsten angegebenen Rohr - und Hüllenjunggelenke sind in den nachstehenden Tabellen dargestellt Alle Abbildungen beziehen sich auf den nominalen Außendurchmesser, die Wandstärke und das ungefähre Gewicht pro Fuß Die unterschiedlichsten Größen sind von API-zertifizierten Herstellern erhältlich.
Abmessungen des Schlauch-Pup-Gelenks
| Außendurchmesser (Zoll) | Wand (in) | Gewicht (lb/ft) | Drift-ID (in) | Notenoptionen |
|---|---|---|---|---|
| 2-3/8 | 0.190 | 4.70 | 1.901 | J-55, N-80, L-80, P-110 |
| 2-7/8 | 0.217 | 6.50 | 2.347 | J-55, N-80, L-80, P-110 |
| 3-1/2 | 0.254 | 9.30 | 2.867 | J-55, N-80, L-80, P-110 |
| 4-1/2 | 0.271 | 12.75 | 3.833 | J-55, N-80, L-80, P-110 |
Abmessungen des Gehäuse-Pup-Gelenks
| Außendurchmesser (Zoll) | Wand (in) | Gewicht (lb/ft) | Gemeinsame Noten |
|---|---|---|---|
| 4-1/2 | 0.290 | 13.50 | J-55, N-80 |
| 5-1/2 | 0.304 | 17.00 | J-55, N-80, P-110 |
| 7 | 0.317 | 23.00 | J-55, N-80, L-80 |
| 9-5/8 | 0.395 | 40.00 | J-55, N-80 |
| 13-3/8 | 0.380 | 54.50 | J-55, K-55 |
Technische Anmerkung
Abmessungen alle gemäß API 5 C Tabelle C.27 / ISO 11960. Wanddickengenehmigungen -12,51TP3 T (API 5 C Klausel 7.3).Gewichtsgenehmigungen +6,51TP3 T / -3,51TP3 T für jede gegebene Länge.
Überprüfen Sie immer die genaue Abmessung anhand des Mühlenzertifikats des Herstellers. Die Welpenverbindungen mit großem Durchmesser (9 5/8 und höher) können aufgrund fehlender Lagerbestände manchmal auch längliche Durchlaufzeiten in Anspruch nehmen.
Vorratslängen sind von 2 ft, (24 in), bis zu 12 ft in der Länge Der längste reguläre vorrätige Artikel ist 10 ft (Fuß) Artikel länger als 12 ft sind keine Standard-Vorratsartikel, sondern gelten als Sonderbestellungen.
Siehe Standardrohrgrößen Für die breitere OCTG-Dimension verweisen wir auf die Produktspezifikationen für Jungtiere oder gehen Sie zu den Produktspezifikationen für die Bestellung.
API 5CT Material Grades 1-55 bis P-10
Materialqualität: Die Güte des Welpen muss sowohl die im Bohrloch vorhandenen mechanischen als auch die chemischen Bedingungen vertragen können API 5 CT gibt die Güteklasse des Rohrs durch seine Mindeststreckgrenze an, und legt weitere Kriterien für Wärmebehandlung, maximale Härte, und saure Servicequalifikation fest Pup-Verbindungen, die nach API Spec 5 CT hergestellt wurden, müssen die gleichen mechanischen Grenzwerte erfüllen wie das Rohr voller Länge.
| Grad | Min. Ertrag (ksi) | Maximale Ausbeute (ksi) | Min. Zug (ksi) | Wärmebehandlung | H2S-Service | Typische Tiefe |
|---|---|---|---|---|---|---|
| H-40 | 40 | 80 | 60 | Im Walzzustand | Nein | <5.000 Fuß |
| J-55 | 55 | 80 | 75 | Normalisiert | Nein | 5.000 – 000 Fuß |
| K-55 | 55 | 80 | 95 | Normalisiert | Nein | 5.000 – 000 Fuß |
| N-80 | 80 | 110 | 100 | N & T oder F & T | Nein | 8.000 12.000 Fuß |
| L-80 | 80 | 95 | 95 | F&T | Ja (NACE) | 8.000 12.000 Fuß |
| P-110 | 110 | 140 | 125 | F&T | Nein | >12.000 Fuß |
Entscheidungsrahmen für die Notenauswahl
Die Sortimentsauswahl dreht sich um drei Parameter: Bohrlochtiefe (Hängegewicht), korrosive Gase (H2 S und CO2) im Produktionsstrom und Bodenlochdruck.
- Wellentiefe < 8.000 ft UND kein H2 S → J-55 (kostengünstigste, Kohlenstoffstahl, normalisiert)
- Wellentiefe 8.000 12.000 ft UND kein H2 S → N-80 (legierter Stahl, abgeschreckt und temperiert)
- Wellentiefe 8.000 12.000 ft UND H2 S vorhanden → L-80 (NACE MR0175 konform, härtebeschränkt)
- Wellentiefe > 12.000 Fuß ODER Innendruck > 10.000 psi → P-110
- Saurer Service mit hoher mechanischer Belastung → Betrachten Sie C-90 oder T-95 (kein Standard-Gelenksmaterial für Welpen)
L-80 gegenüber N-80 L-80 und N-80 definieren beide eine Mindeststreckgrenze von 80 ksi. L-80 definiert eine maximale Härte von 23 HRC, die erforderlich ist, um mit dem NACE MR0175/Sojetiv Kdenid-Sauerdienst übereinzustimmen. Die Verwendung von N-80 in HS-Umgebungen kann zu Sulfidspannungsrissen (SSC) führen.
Dies ist kein wirklicher Ersatz - und es handelt sich um einen sicherheitskritischen Spezifikationsunterschied.
Bei Pup-Verbindungen aus einer Länge von Rohren der Klassen L80, C90, T95, C110, C125 oder Q125 muss kein separater Zugtest durchgeführt werden, wenn das Elternrohr alle erforderlichen Tests bestanden hat.
5CT, 11. Auflage, Nachtrag 1 (2025)
Für notenspezifische Produktseiten: N-80-schlauch | Gehäuse J-55 und K-55
Gewindeverbindungen EU, NUE, Premium & Buttress

Der Verbindungstyp bestimmt die Druckintegrität, Zugkapazität und Austauschbarkeit. API-Welpenverbindungen bieten EUE als häufigste Rohrverbindung, während Mantel-Welpenverbindungen mit STC, LTC oder BTC verfügbar sind. Beide Enden sind nach entsprechenden Spezifikationen mit einem Gewinde versehen, und Crossover-Konfigurationen ermöglichen Mischstringanwendungen.
| Verbindung | Typ | Dichtungsmechanismus | Effizienz des Rohrkörpers | Am besten für |
|---|---|---|---|---|
| EUE | Schlauch, gekoppelt | Gewinde-Dope + Interferenz | ~95% | Standard-Produktionsbrunnen |
| NUE | Schlauch, gekoppelt | Gewinde-Dope + Interferenz | ~80% | Niederdruck-Flachbrunnen |
| STC | Gehäuse, gekoppelt | Gewindespinne | 60–80% | Standard-Onshore-Gehäuse |
| LTC | Gehäuse, gekoppelt | Gewindespinne | 70–85% | Gehäuse mit mäßiger Tiefe |
| BTC | Gehäuse, gekoppelt | Keine (nicht gasdicht) | ~95% Spannung | Hochkollaps, nicht abdichtend |
| Premium (VAM, Wedge usw) | Beide, proprietär | Metall-zu-metall-dichtung | 100% | HPHT, sauer, Tiefwasser |
Standard-API-Verbindungen (STC/LTC/BTC und NUE/EUE) umfassen nicht die Metall-zu-Metall-Druckdichtungen Sie sind auf Gewindeinterferenzen gekoppelt mit einer Dichtmasse (Dope) angewiesen, um den Druckeinschluss aufrechtzuerhalten Eine STC-Verbindung kann nur 60-801TP3 T Rohrkörperzugfestigkeit bieten, ist also per Definition ungeeignet für hohe Lastanforderungen.
Gasdichte Integrität (>5.000 psi Innendruck unter Packer, oder jede HS-Exposition) sollte mit Premium-Gewinde mit der bewährten Metall-zu-Metall-Dichtung als Mindestspezifikation hergestellt werden Premium-Gewinde von Vallourec (VAM), Tenaris (Wedge), und Hunting (SEAL-LOK) wird 1001 TP3 T Rohrkörper Effizienz mit bewährten Gasdichtungen bieten.
Welche Gewindeverbindungen sind für API-Pup-Fugen verfügbar?
API-Pup-Gelenke sind mit allen Standard-OCTG-Gewindetypen gemäß API 5 B und API 5CT erhältlich. Für Rohr-Pup-Gelenke in 2-3/8 “bis 4-1/2 OD ist EUE (External Upset End) die häufigste Verbindung, wobei NUE (Non-Upset End) in Anwendungen mit niedrigerem Druck verwendet wird. Für die Ummantelung von Pup-Gelenken von 4-1/2 bis 20 API 5 B Standard-S, LTC und BTC-Gewindetypen mit genau übereinstimmendem Stamm-Gurt-Gurt können verschiedene U-Garn-Grün-Grün-Gelen bereitgestellt werden.
Wo Pup-Fugen verwendet werden, Produktion, Fertigstellung und Produktion

Pup-Fugen tauchen in fast jeder Phase des Bohrlochbaus auf. Ihre Rolle bleibt fast immer dieselbe: Balancieren Sie die Saitenlänge auf individuelle Tiefenanforderungen - ihr Anwendungskontext kann jedoch von Bohr- und Produktionsvorgängen bis hin zur endgültigen Aufgabe reichen.
1. Wellhead-Abstand
Hängerlandung in präziser Höhe Zementbetrieb kann Hänger nicht aus dem Loch bewegen Pumpentiefen auf Queue Jungtiere laufen lassen, um die Schnur in bestimmten Tiefen zu halten Backoffs auf Queue Am weitesten verbreitete Verwendung für Schlauchjungen der Jungtiere.
2. BOP-Stapelkomponenten
Stellen Sie sicher, dass sich die Ausblasschutzstößel an den Rohrkörperkupplungen schließen. Berechnen Sie den Abstand zwischen Stößel und Stößel im Feld und geben Sie die Verbindungsstellen an, um die Kupplungen außerhalb der Zone zu positionieren, die die Stößel schließen können. Eine Kupplung im Stößelverschlussbereich sorgt für eine beeinträchtigte Abdichtung der Stößel und ein mögliches Bohrlochkontrollereignis während der Bohrarbeiten.
3. Platzierung des Bohrlochwerkzeugs
Präzise Landung für Produktions-Protokollierungswerkzeuge, chemische Injektionsdorne und Gas-Hubventile Pup-Fugen ermöglichen den Einbau solcher Werkzeuge in bestimmten Tiefen, ohne dass Rohrschnitte in voller Länge erforderlich sind Sowohl Bohrrohr - als auch Gehäusestranganwendungen profitieren von der präzisen Platzierung von Bohrlochgeräten in Fenstern mit enger Tiefe.
4. Gehäuse Landung
Stellen Sie sicher, dass der Schuh am geplanten Schlauchlandepunkt landet/die gesamte Saitenlänge mit der gewichteten Tiefe plus oder minus der Kopplungs-Make-up-Länge übereinstimmt. Wenn die gemessene Tiefe die geplante Tiefe überschreitet, passen die Jungtiere die Gehäusesaite an, um den Schuh innerhalb von 1 Fuß von der gewichteten Tiefe zu landen. Dadurch wird ein kostspieliges alternatives Trimmen eines Vollgelenks auf dem Rigg-Boden vermieden.
Ein Fertigstellungsingenieur, der ein horizontales Bohrloch entwarf, entdeckte einen Abstand von 7 Fuß zwischen dem letzten Range-2-Rohr und der Schlauchaufhängung. Stattdessen kostete ihn das Schneiden und Spleißen eines vollständigen Perm-Pup-Gelenks ein Rohr im Wert von 1 TP4T800 und hinterließ einen ungeraden Schlauchstrang, der neu eingelegt werden musste. Stattdessen kaufte er ein Standard-6-F-EUE-Pup-Gelenk und ein 2-Fuß-Pup-Gelenk und koppelte sie miteinander. Gesamtkosten: $340. Die Saite landete 0,3 Fuß von TD und jeder Gaslift-Dorn war innerhalb der Spezifikation.
Technische Anmerkung
Abstandberechnung: Gesamte benötigte Jungtierlänge=MD (Gelenklängen + Kupplungen + Werkzeuglängen).Gewindeaufbauverluste einbeziehen:~0,5 pro EUE-Verbindung, ~1,0 pro BTC-Verbindung Ein Sparer-Sub oben auf der Saite fügt zusätzliche Länge hinzu, die bei der Berechnung berücksichtigt werden muss.
Kontext für die tubuläre Auswahl: Gehäuse vs. Rohre | Stahlgehäuse Rohrführung | Leiterrohr
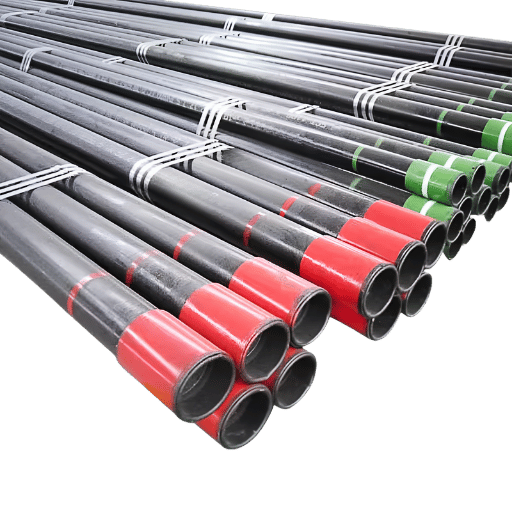
Wie Pup-Fugen hergestellt werden, von Rohröhren bis zum Ende

Pup-Fugen verwenden das gleiche dreistufige Verfahren wie OCTG voller Länge aus demselben Rohstoff. Die Verbindung wird als eine einzige kontinuierliche Materialspule hergestellt, die aus dem gleichen Rohmaterial wie alle OCTG besteht und den gleichen Wärmebehandlungsverfahren, dem richtigen Gewinde und der gleichen Inspektion unterzogen wird. API 5 CT-Spezifikation erfordert, dass PETG-Pup-Fugen, die nach API-Spezifikation hergestellt werden, die gleichen mechanischen Eigenschaften wie das Mutterrohr erfüllen.
Herstellungsprozessablauf
- Rohstoffauswahl: Nicht geschweißtes Stahlrohr in OCTG-Qualität aus zertifizierten Mühlen mit verifizierter chemischer Zusammensetzung gemäß API 5 CT-Anforderungen für die Zielqualität
- Auf Länge schneiden: Präzisionsschneiden auf 1/16 Toleranz mit Kaltsäge- oder Bandsägegeräten
- Wärmebehandlung: F & T (Quench and Temper) für N-80, L-80, P-110; normalisieren für J-55. Maschine und Wärmebehandlungsprozess müssen genau den gradespezifischen Anforderungen entsprechen
- Richten: Präzisionsrichten nach dem Anlassen, um API-Runout-Toleranzen für den richtigen Gewindeeingriff einzuhalten
- Gewinde: CNC-Präzisionsgewinde nach API 5 B-Spezifikationen an beiden Enden
- Inspektion und Prüfung: Ganzkörper-UT, hydrostatischer Test (bis zu 20.000 psi) und Dimensionsverifizierung
Checkliste zur Qualitätssicherung
- ✔ Rohstoff: Mühlenzertifikat mit Wärmenummer + chemische Analyse
- ✔ Wärmebehandlung: Verifizieren Sie den gradenspezifischen Prozess (Q&T vs. Normalisieren)
- ✔ Gewinde: API 5 B Eichverifizierung (Standoff, Taper, Thread-Form)
- ✔ Hydrostatischer Test: Gemäß API 5CT Tabelle C.44 Druckanforderungen
- ✔ Ultraschallprüfung: Ganzkörper-UT für Wandintegrität
- ✔ Kennzeichnung: Gemäß API 5CT-Klausel 11 (Qualität, OD, Gewicht, Wärmenummer, Hersteller)
“Die Aktualisierung stärkt die Anforderungen für die Herstellung von Stahlgehäusen und - schläuchen, die in Öl - und Gasbohr - und - produktionsbetrieben verwendet werden”.”
11. Auflage der API 5CT-Abteilung), Ankündigung 1
Erfahren Sie mehr über das Elternmaterial: Verfahren zur Herstellung von nicht geschweißten Rohren
So wählen Sie den richtigen Welpen Joint aus. Die 5-Variable-Spezifikationsmatrix
Die korrekte Angabe von API-Welpengelenken erfordert die gleichzeitige Anpassung von fünf Variablen. Das Fehlen einer solchen verursacht Kompatibilitätsprobleme, die möglicherweise erst sichtbar werden, wenn die röhrenförmige Saite in ein Loch gerannt wird. An diesem Punkt übersteigen die Kosten für nichtproduktive Zeit den Kaufpreis des Welpengelenks bei weitem.
Die 5-Variable Pup Joint Specification Matrix
- GRAD – Passen Sie sich den guten Bedingungen an, indem Sie den Entscheidungsrahmen im obigen Notenabschnitt verwenden. Die Gelenknote des Welpen muss der Grundstärke der Zeichenfolge entsprechen oder diese überschreiten. Niemals herabstufen.
- GRÖSSE – OD und Gewicht genau mit der übergeordneten Zeichenfolge übereinstimmen. Gewichte in einer einzelnen Zeichenfolge. Eine Mischung von 6,50 lb/ft Pup-Verbindung in einer 4,70 lf-Zeichenfolge würde niemals zu einer Diskontinuität der Wandstärke führen, die zu einer Spannungskonzentration führen würde.
- THREAD – Passen Sie die aktuelle String-Verbindung EUE, NUE, BTC oder Premium an Bestätigen Sie die Thread-Form, nicht nur den Durchmesser. Ein 2-7/8-EUE-Pup-Gelenk passt nicht zu einer 2-7/8-Premium-Verbindung.
- LÄNGE verwenden Sie die folgende Gleichung, um aus Ihrer Abstandsanforderung zu berechnen > und bestellen Sie die kürzeste Standardlängenkombination, die die Anforderung erfüllt
- MENGE Standardkonventionsaufträge sind 2-3 Ersatzgelenke für Jungtiere pro Bohrloch (im Durchschnitt erfüllen 1x2 Fuß, 1x4 Fuß, 1x6 Fuß Zugabe zu (x 2) 10 Längen den größten Abstandsbedarf, der während der Fertigstellung auftritt).
Technische Anmerkung
Beispielhafte Spezifikationsnotation für Bestellungen und Datenblattlinienelemente “Pup Joint, 2-7/8 OD, 6,50 lb/ft, L-80, EUE 8rd, 6 ft, Qty 4”liefert alle fünf Variablen in einem Notationskonventionsformat, das in angegeben ist jeder Öl- und Gaslieferant
Im Zweifelsfall eine Kombination aus 2 ft + 3 ft + 4 ft + 6 ft bestellen, unter Verwendung dieser 4 Längen kann ein beliebiger Abstand von 1 ft bis 15 ft in Schritten von 1 ft erhalten werden.
Somit haben Sie das Potenzial, nahezu alle gängigen Anforderungen an den Bohrlochkopfabstand zu erfüllen, ohne maßgeschneiderte Mühlen zu bestellen
Pup Joint Market Outlook 45 Treiber für 20 Jahre 203

Die gemeinsame Nachfrage der Pup-Unternehmen orientiert sich eng am breiteren OCTG-Markt. Drei Hauptereignisse befeuern das Wachstum im gesamten Prognosezeitraum:
- Schieferaktivität in Nordamerika - Schwere Bohr - und Fertigstellungsaktivität innerhalb der Becken von Perm, Eagle Ford, Bakken Der nordamerikanische OCTG-Markt wird für 2025 mit $17,9 B prognostiziert (47,431TP3 T global) und soll 2026 auf $19,15 B wachsen (Fortune Business Insights).
- Tiefseeerkundung - Komplexe Fertigstellungen in Tiefseeumgebungen erfordern ein höheres Maß an Abstandskomponentenvariablen. Die ergebnisgerechte Menge an Jungtiergelenken pro Bohrloch ist höher als bei herkömmlichen Freilandprogrammen.
- Kapazitätserweiterung im Nahen Osten - Mehrjährige Bohrprogramme für Saudi Aramco, ADNOC und QatarEnergy bauen den OCTG-Verbrauch regional aus.
API 5CT 11. Auflage Nachtrag 1 (2025) Die Anforderungen der Hersteller an Stahlrohre, die in Öl- und Gasanwendungen verwendet werden, haben sich verschärft, was möglicherweise das Angebot qualifizierter Hersteller stabilisiert, die über ausreichend Kapital verfügen, um diese Know-Standards zu erfüllen.
Beschaffungsteams, die Bohrlochprogramme für 2026-2027 planen, sollten den Abschluss langfristiger Lieferverträge mit API-zertifizierten Jungtier-Fugenherstellern prüfen. Nachfragewachstum und strengere Qualitätsstandards können die Vorlaufzeiten über die aktuellen 4-6-wöchigen Bestellhorizonte für Standardgrößen hinaus verlängern.
Häufig gestellte Fragen
F: Was ist der Unterschied zwischen einem Welpengelenk und einer Rohrnippel?
Antwort anzeigen
F: In welchen Standardlängen sind Jungtiere-Gelenke erhältlich?
Antwort anzeigen
F: Können Welpengelenke individuell für nicht standardmäßige Längen hergestellt werden?
Antwort anzeigen
Ja. Die meisten API zertifizierten Hersteller können Pup jede Länge von 12 Zoll bis 20 ft. Kundenspezifische Längen gehen durch die gleichen Fertigungsschritte, die gleiche Behandlung, das Gewinde, das Faden von Fugen oder registrierte Lagerartikel.
Vorlaufzeit für Nicht-Lager ist in der Regel 2-4 Wochen länger, es können auch Mindestbestellmengen gelten.
F: Was ist ein Klappenwelpenstück?
Antwort anzeigen
F: Wie überprüfe ich die Qualität der Junggelenke bei der Entbindung?
Antwort anzeigen
F: Was ist ein integrales Welpengelenk?
Antwort anzeigen
F: Müssen Welpengelenke besonders gehandhabt oder gelagert werden?
Antwort anzeigen
Müssen Welpengelenke nach API 5CT-Spezifikationen hergestellt werden?
Holen Sie sich ein Angebot mit Ihren Größen-, Noten-, Faden- und Längenangaben.
Über diesen Spezifikationsleitfaden
Dabei werden Informationen zur Pup-Joint-Spezifikation aus API 5CT-Spezifikationen, Herstellerdatenkatalogen und öffentlich zugänglichen OCTG-Marktreferenzen gesammelt. Dimensionale Informationen listen typische API-Werte auf - einzelne Mühlendaten können leichte Anomalien innerhalb der aufgeführten Toleranzbereiche aufweisen. Die Noteninformationen spiegeln die typische Branchen-Engineering-Auswahl für die meisten Bohrbedingungen wider Querverweis auf Ihr Bohrlochprogramm für einzigartige Bedingungen.
Referenzen und Quellen
- API-Spezifikation 5CT, Gehäuse und Schläuche, 11. Auflage (2023) – Amerikanisches Erdölinstitut
- API 5CT 11. Auflage Addendum 1 (2025) – American Petroleum Institute
- IOGP JIP33 Ergänzende Spezifikation zu API 5CT – Internationaler Verband der Öl- und Gasproduzenten
- Pup Joint Market Size, Share & Trends (2025) – ReAnIn Research
- Ölland-Marktbericht für Rohrgüter (2034) Fortune Business Insights
- Leitfaden für API 5CT-Gehäuse und Rohrverbindungen – Energie
Verwandte Artikel
- Gehäuse und Schläuche: Vollständiger Spezifikationsleitfaden
- Bohrrohr: Grade, Größen und Auswahl
- Sucker Rods im Ölquellenbetrieb
- Referenzdiagramm zum Rohrplan und zur Wandstärke

