


Für Genauigkeit und Vielseitigkeit beim Metallschneiden können nur wenige Werkzeuge in ihrer Effizienz mit dem Autogenbrenner mithalten. Diese altehrwürdige Methode ist in Branchen von der Fertigung bis zum Bauwesen berühmt, weil sie dicken Stahl mit Geschwindigkeit und Genauigkeit durchschneiden kann. Aber unsere Frage ist: Was macht das Schneiden von Autogen so effektiv und wie beeinflusst die Temperatur den Prozess? In diesem Text werden wir uns mit der Wissenschaft hinter dem Schneiden von Autogen befassen, analysieren, wie der Brenner funktioniert, und nach seinen verschiedenen Verwendungsmöglichkeiten suchen Betrachten Sie dieses Leitfaden-Basiswissen sowohl für erfahrene Fachleute als auch für neue Bediener, die mit Metall arbeiten. All dies soll Ihnen sagen, was dieses Werkzeug zu einer vertrauenswürdigen Auswahl unter katastrophalen Schneidbetrieben macht.
Einführung in die Oxy-Fuel-Schneide
Das Oxy-Fuel-Schneiden ist ein Verfahren, das zum Schneiden von Metallen unter Verwendung einer durch Sauerstoff und ein Brenngas wie Acetylen, Propan oder Erdgas erzeugten Hochtemperaturflamme bekannt ist. Die Flamme erhitzt das Metall auf eine bestimmte kritische Hitze, woraufhin reiner Sauerstoff in den Bereich geleitet wird und dazu führt, dass das Metall oxidiert oder verbrennt, um einen sauberen und präzisen Schnitt zu ergeben. Dieses Verfahren ist sehr nützlich beim Durchschneiden dicker Eisenmetallstücke sowie in der Bauindustrie, im Schiffbau und in der Metallverarbeitung. Die Zuverlässigkeit und Vielseitigkeit des Oxy-Fuel-Schneidens machen es zu einem unverzichtbaren Werkzeug für viele Anwendungen.
Was ist Oxy-Fuel Cutting?
Beim Oxy-Fuel-Schneiden wird eine unkomplizierte, aber hochwirksame Technik verwendet, bei der der Verbrennungsprozess verwendet wird, um einen genauen Schnitt auf dicke Metalle durchzuführen. Bei diesem Verfahren wird die Metalloberfläche auf eine Zündtemperatur vorgewärmt, die je nach verwendetem Material normalerweise zwischen 900°F und 1.600°F variiert. Das Brenngas, üblicherweise Acetylen, Propan oder Erdgas, verbindet sich mit Sauerstoff, um eine Flamme mit hoher Temperatur zu erzeugen. Sobald das Metall ausreichend erhitzt ist, wird ein gleich konzentrierter Strom reinen Sauerstoffs auf das Metall gerichtet, der mit dem Sauerstoff unter Bildung von Eisenoxid reagiert, das schmilzt und dann aus der Schnittfläche weggeblasen wird.
Der Oxy-Fuel ist jetzt High-Tech, weitaus präziser und leistungsfähiger. Beispielsweise realisieren automatisierte Oxy-Fuel-Schneidemaschinen eine Geschwindigkeit von mehr als 20 Zoll pro Minute auf Kohlenstoffstahlplatten mit einer Dicke von bis zu 12 Zoll. Die Branchenanalyse besagt, dass das Schneiden von Oxy-Fuel eine der kostengünstigsten Lösungen für schwere Schneidaufgaben ist, wobei die Betriebskosten im Allgemeinen als niedriger gelten als bei anderen Alternativen, einschließlich Plasma- oder Laserschneiden. Diese Methode eignet sich am besten für Branchen, die sich in großem Maßstab mit der Herstellung oder Reparatur befassen, da sie neben der Genauigkeit auch Portabilität und Effizienz bietet.
Geschichte und Entwicklung der Oxy-Fuel-Cutting-Techniken
Die Genese des Oxy-Fuel-Schneidens geht auf die späten 1800 er Jahre zurück, mit der Entwicklung praktischer Schweiß - und Gasschneidsysteme.1903 führten Edmond Fouché und Charles Picard den Oxy-Acetylen-Brenner in der Metallbearbeitung ein, indem sie Sauerstoff und Acetylengas verbrannten, um Flamm zu erzeugen, die heiß genug waren, um Stahl zu schmelzen und zu durchtrennen, und es ermöglichte präzise Schneid - und Schweißprozesse mit erstaunlicher Effizienz.
Im Laufe der Jahre hat das Schneiden von Oxy-Brennstoffen massive Verbesserungen erzielt. Seine ersten Anwendungen waren durch sehr einfache Geräte- und Arbeitsbereichsbeschränkungen begrenzt, sodass diese Verbesserungen ihre Ausführung erheblich verbesserten. Beispielsweise ermöglichen Multi-Gas-Setups Benutzern jetzt den Wechsel von Brennstoffen wie Propan oder Erdgas, was auch andere Anwendungen eröffnet und in einigen Fällen die Kosten senkt.
Technologische Fortschritte haben Oxy-Fuel-Schneidaufbauten in automatisierte Systeme integriert Die meisten CNC-Maschinen (Computer Numerical Control) sind derzeit in Oxy-Fuel-Schneidköpfe integriert, um einen präziseren Großbetrieb zu ermöglichen. Laut einigen aktuellen Branchenintelligenzberichten steigert die Mischung die Produktivität um bis zu 40% und behält gleichzeitig strenge Toleranzniveaus bei, die für schwere industrielle Anwendungen unerlässlich sind. Darüber hinaus tragen Verbesserungen im Düsendesign dazu bei, die Kraftstoffeffizienz zu verbessern, den Sauerstoffverbrauch um bis zu 25% zu senken und so die Nachhaltigkeit der Methode zu verbessern.
Die Anpassungsfähigkeit und Stärke des Oxyfuel halten ihn trotz neuerer Technologien wie Laser und Plasma für moderne Industrien wie Schiffbau, Baugewerbe und Fertigung relevant. Seine historische Entwicklung ist ein Beweis dafür, dass es sich um eine fortschrittliche Lösung für ein Branchenbedürfnis handelt, das Innovation mit Praktikabilität verbindet, um das grundlegende Instrument der Metallverarbeitung zu bleiben.
Anwendungen in der gesamten Branche
Der Sauerstoff-Brennstoff-Schneidprozess ist aufgrund seiner Mehrzwecknatur und Effizienz weiterhin eine entscheidende Technologie. Im Bauwesen wird er hauptsächlich zum präzisen Schneiden von Baustahl eingesetzt, um eine sofortige Montage von Bau- oder Brückengerüsten zu ermöglichen. Einige andere Schwerstoffe im Schiffbau... Die Industrie ist auf das Schneiden von Oxybrennstoffen angewiesen, um dicke Stahlplatten zu schneiden und dadurch die Produktionszeit erheblich zu verkürzen. Die Fertigungsbetriebe übernehmen dann den Prozess, um die Fertigung für die Produktion von Komponenten und Teilen für Maschinen, Haushaltsgeräte und Werkzeuge fortzusetzen.
In jüngster Zeit wurden zahlreiche Innovationen in die Oxy-Fuel-Schneidearena gebracht, um sie noch besser zu machen - die Gasgemische haben schnellere Schnitte mit all den neueren und besseren Düsen, die gleichzeitig glattere Schnitte mit laserperfekter Genauigkeit durchführen Studien betonen, dass diese Technik bei Stahldicken größer als 12 Zoll eingesetzt werden kann, vor allem für Anwendungen mit sehr hoher Belastung Weitere Studien zeigen, dass diese Methode im Vergleich zu anderen Methoden kostengünstig ist, da die Kosten bis zu 50% niedriger sind als die fortschrittlicheren Methoden wie Laserschneiden, wodurch das gesamte Verfahren tragbarer und praktischer zu verwenden ist und das Schneiden von Oxy-Fuel als eine der wichtigsten Werkzeugkästen für diese lebenslange Industrietätigkeit positioniert wird.
Die Wissenschaft hinter der Oxy-Fuel-Flamme
Die Oxy-Fuel-Flamme entsteht durch kontrolliertes Mischen von Sauerstoff mit einem Brenngas wie Acetylen oder Propan Sauerstoff unterstützt die Verbrennung, lässt das Brenngas bei sehr hohen Temperaturen brennen Diese intensive Wärme reicht aus, um Metall zu schmelzen, wodurch es sich für Schneid - und Schweißprozesse eignet Die Flamme besteht aus zwei Zonen: dem Innenkegel, wo eine Teilverbrennung von Brenngasen stattfindet, und der Außenhülle, wo die Verbrennung abgeschlossen ist Je nach Sauerstoff-Fuel-Verhältnis kann die Flamme dazu gebracht werden, die Aufgabe zu erfüllen, für die sie bestimmt ist, also zu schneiden oder zu verbinden.
Sauerstoff- und Acetylenverbrennung verstehen
Die Verschmelzung von Acetylen und Sauerstoffverbrennung liefert den eigentlichen Brennpunkt der Gasschweiß - und Schneidverfahren, da sie eine allmächtige Temperatur hervorruft Sauerstoff und Acetylen reagieren chemisch durch Verbrennung zu einer Flammentemperatur von etwa 3.480°C (6.296°F) und gehören damit zu den höchsten Flammentemperaturen, die in der üblichen industriellen Praxis anzutreffen sind. Solche Wärme hat die Fähigkeit, Metalle in einer Schale zu schweißen und zu schneiden, einschließlich Stahl und Eisen.
Die Verbrennung beginnt danach mit Molekülen des Acetylens C2H2, die mit Sauerstoff O2 gemischt werden, um durch schnelle Oxidation Wärme zu erzeugen Die Reaktion zur vollständigen Verbrennung nimmt die Form an:
2C2H2 + 5O2 → 4CO2 + 2H2O + Hitze
Diese Reaktion stellt einen idealen Verbrennungszustand dar, in dem ausreichend Sauerstoff vorhanden ist. Jede Unregelmäßigkeit im Sauerstoff-Acetylen-Verhältniswert kann jedoch den Charakter der Flamme verändern. Eine reduzierende oder aufkohlende Flamme enthält zusätzliches Acetylen und wird beispielsweise zum Glühen oder Erzeugen von Filets beim Schweißen, zum Abscheiden von Ruß und zum Reduzieren der Oxidation verwendet; Andererseits wird beim allgemeinen Schweißen eine neutrale Flamme zur ausgewogenen Verbrennung verwendet, und eine oxidierende Flamme mit überschüssigem Sauerstoff liefert die maximale Wärme zum Schneiden.
Nach der Raffinierung werden Sauerstoff und Acetylen verpackt und sicher gestellt, um die größtmögliche Leistung des Duos zu nutzen. Acetylen beispielsweise ist bei Drücken über 15 psi (103 kPa) von Natur aus instabil und muss reguliert werden, um eine unsichere Zersetzung zu verhindern; Ungeachtet dessen liegt sein Explosionsbereich in der Luft zwischen 2,51 TP3 T und 1001 TP3 T, und daher erfordern alle möglichen Schritte eine Überwachung und Kontrolle während der Anwendung.
Flammentemperatur und ihre Bedeutung beim Schneiden
Als erhabener Stein in den Künsten des Schneidens und der industriellen Prozesse ist die Flammentemperatur ein Indikator für die Effizienz und Genauigkeit industrieller Schneidprozesse Angesichts der 1:1-Gemischanteile von Sauerstoff und Acetylen erreicht die Oxy-Acetylen-Flamme eine Temperatur von etwa 5.572°F (3.090°C).Bei so hohen Temperaturen kann Stahl schnell an seinen Zündpunkt gebracht werden, wodurch das Schneiden schnell und effizient durchgeführt wird.
Ein weiterer wichtiger Aspekt neben der Temperatur ist die Art der Flamme, die neutral, oxidierend oder reduzierend sein kann. Die Leistung des Schnitts und der Zustand des Produkts unterliegen dem Einfluss der Flamme. Normalerweise würde die neutrale Flamme die hochwertigsten Schnitte ergeben, da das Verhältnis von Sauerstoff zu Acetylen ausgeglichen ist, während die oxidierende Flamme eine übermäßige Oxidation verursachen würde, die sich als Oberflächenfehler erweisen könnte.
Ein weiterer wichtiger Aspekt: Wärmeverteilung Die Flamme konzentriert die Wärme auf einen kleinen Bereich, so dass die Wärme bei der Ausbreitung auf der Oberfläche mit thermischer Belastung auf das umgebende Material abfließt und somit Verformungen oder strukturelle Schäden riskiert werden, dies betont auch die Wahl der richtigen Brennstoffkombination und die richtige Gerätekalibrierung.
Zusammen mit modernen Schneidtechniken wie automatisierten Brennersystemen und Gasmischsteuerungen bieten diese Hochtemperaturflammen eine außergewöhnliche Genauigkeit für eine Vielzahl industrieller Zwecke und kommen von der Herstellung nahezu künstlerischer Designs bis zum Abschrägen dicker Stahlplatten vor. Die Flammentemperatur war für die Industrie ein wesentlicher Faktor, um ihre Aktivitäten auch bei anstrengenden Schneidarbeiten zu koordinieren.
Faktoren, die die Flammeneigenschaften beeinflussen
Mehrere Schlüsselfaktoren beeinflussen die Flammeneigenschaften, darunter Temperatur, Brennstoff-Sauerstoff-Verhältnis, Gasreinheit und Umgebungsbedingungen. Das Verständnis der Wechselwirkung dieser Variablen ist für eine präzise Flammenkontrolle und die Optimierung industrieller Prozesse von entscheidender Bedeutung.
- Kraftstoff-zu-Sauerstoff-Verhältnis
Das Verhältnis von Brennstoff zu Sauerstoff spielt eine entscheidende Rolle bei der Definition des Flammenverhaltens. Ein ausgewogenes Verhältnis erzeugt eine neutrale Flamme, ideal für viele industrielle Anwendungen. Zu viel Sauerstoff erzeugt eine oxidierende Flamme, die die Metalloxidation fördern kann, während überschüssiger Brennstoff zu einer reduzierenden Flamme führt, was Oxide reduzieren und die Ablagerungen minimieren kann.
- Gasreinheit
Die Reinheit von Brenngasen wie Acetylen, Propan oder Erdgas wirkt sich direkt auf die Stabilität und Wärmeleistung der Flamme aus. Verunreinigungen oder eine inkonsistente Gasqualität können zu schwankenden Temperaturen und ungleichmäßiger Schneid- oder Schweißleistung führen. Beispielsweise sorgt Acetylen mit einem Reinheitsgrad von 99,6% oder höher für eine heißere, gleichmäßigere Flamme im Vergleich zu minderwertigen Alternativen.
- Umgebungstemperatur und -druck
Umweltfaktoren wie atmosphärischer Druck und veränderte Flammeneigenschaften. Luft- und Sauerstoffdichte in höheren Höhen sind beispielsweise Temperaturanpassungen in den Sauerstoffflusseinstellungen zur Aufrechterhaltung effizienter Verbrennungseigenschaften.
- Düsendesign und -wartung
Das Design der Brennerdüse beeinflusst die Flammengröße, -form und -wärmeverteilung. Regelmäßige Wartung, wie das Entfernen von Düsenverstopfungen und der Austausch abgenutzter Komponenten, sorgt für einen gleichmäßigen Gasfluss und eine optimale Flammenabgabe.
- Fortschritte in der Automatisierung
Moderne automatisierte Systeme ermöglichen präzise Anpassungen von Variablen wie Gasfluss und Verbrennungseinstellungen. Diese Kontrollebene verbessert nicht nur die Wiederholbarkeit, sondern verbessert auch die Energieeffizienz. Beispielsweise können automatisierte Autogenschneidemaschinen die Flamme feinabstimmen, um sie an die zu verarbeitende Materialdicke anzupassen, wodurch Abfall reduziert und die Produktivität gesteigert wird.
Durch die Berücksichtigung dieser Faktoren können Hersteller und Bediener die Flammeneigenschaften verfeinern, um den genauen Anforderungen ihrer Aufgaben gerecht zu werden und so Effizienz, Sicherheit und qualitativ hochwertige Ergebnisse zu gewährleisten.
Oxy-Fuel-Schneidprozess

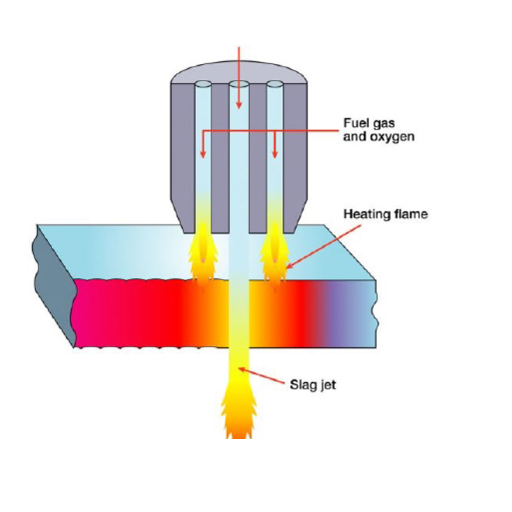
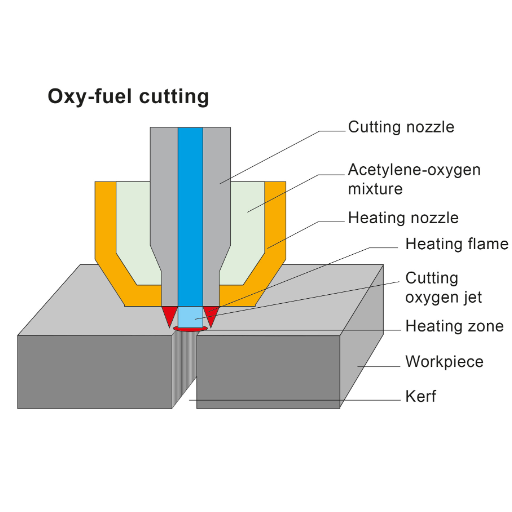
Beim Oxyfuel-Flammschneiden wird festes Metall mit einer Flamme bis zur Zündtemperatur erhitzt und anschließend ein Strahl reinen Sauerstoffs zum Oxidieren und Durchschneiden des Materials verwendet. Die Oxy-Fuel-Schneidtechnik funktioniert hauptsächlich bei Eisenmetallen wie Stahl gut, da diese zu billigen Oxidationsmethoden fähig sind. Nachdem das Metall vorgewärmt wurde, wird die Flamme von einem Brenngas wie Acetylen, Propan oder Erdgas und Sauerstoff gespeist. Etwa bei der Zündtemperatur wird ein starker Sauerstoffstrahl gegen das Werkstück gespült, und in einem Augenblick oxidiert und schneidet es. Diese Technik ist eine vielseitige, schnelle Methode, um dicke Metalle genau zu schneiden.
Komponenten des Oxy-Fuel-Cutting-Systems
Zu den Komponenten eines Oxy-Fuel-Schneidsystems gehören Zylinder, Regler, Schläuche, Brenner und Sicherheitsventile.
| Kernpunkt | Details |
|---|---|
|
Zylinder |
Sauerstoff - und Brenngasspeicher |
|
Regulierungsbehörden |
Gasdruck steuern |
|
Schläuche |
Gase zum Brenner transportieren |
|
Fackel |
Gase mischen und entzünden |
|
Ventile |
Sicherheit und Durchflusskontrolle gewährleisten |
Wählen Sie die richtige Schneidspitze
Die Auswahl der Schneidspitze für Oxy-Fuel sollte mit Sorgfalt erfolgen, um maximale Leistung zu erzielen und tatsächliche Schnitte aus einem Oxy-Fuel-Schneidsystem zu erhalten. Mehrere Faktoren beeinflussen die Wahl einer Schneidspitze: Art und Dicke des zu schneidenden Materials, Art des verwendeten Brenngases und die gewünschte Schnittqualität Schneidspitzen werden so hergestellt, dass sie variable Öffnungsgrößen und fein abgestimmte Konfigurationen haben, die von der Flammen- und Sauerstoffdurchflussrate abhängen.
Beispielsweise werden für dünnere Metalle im Allgemeinen kleine Öffnungsspitzen verwendet, die eine vergleichsweise schmale, aber konzentrierte Flamme liefern, da solche Hersteller die Flamme zu weit verdünnen und das Material oder den Abfall ausbrennen. Große Öffnungsspitzen sollten für dickere Materialien verwendet werden, da ihr Sauerstofffluss tiefere und sauberere Schnitte ermöglicht. Branchenübliche, für jede Anwendung angepasste Spitzendiagramme werden normalerweise von den Herstellern geliefert; Diese Diagramme enthalten Informationen zum Festlegen der Spitzengröße, der Schneidgeschwindigkeit, der Gasdrücke und der für die Flamme erforderlichen Vorwärmvorgänge und liefern dem Bediener Informationen, um Schnitte effizient und genau durchzuführen.
Weitere Vorteile sind, dass die richtige Spitze effizienter im Gasverbrauch und weniger gefährlich in Bezug auf Rückfeuer oder Flammenstörungen ist Regelmäßige Reinigung der Spitzen und Kontrollen auf Verschleiß bilden einen wichtigen Teil einer guten Spitzenwartung und garantieren die gleichbleibende Leistung der Schneidvorgänge Bei der Auswahl der Spitzen sollte man beachten, welcher Spitzentyp mit dem verwendeten Brennermodell kompatibel ist und ob das Spitzenmaterial für eine lange Einwirkung in eine Hochtemperaturumgebung geeignet ist.
Schritt-für-Schritt-Oxy-Fuel-Cutting-Technik
1. Bereiten Sie die Ausrüstung vor
Stellen Sie sicher, dass alle Ihre Geräte in gutem Zustand sind Geben Sie Ihrer Taschenlampe, Schläuchen und Reglern das einmalige Überholen für Anzeichen von Beschädigung oder Verschleiß Stellen Sie sicher, dass die Sauerstoff- und Brenngasflaschen fest befestigt sind und dass die Druckniveaus für den Betrieb geeignet sind.
2. Passen Sie den Gasdruck an
Regulieren Sie den Druck für Sauerstoff und Brenngas auf ihren jeweiligen Reglern nach genauen Spezifikationen entsprechend Ihrer Brenner- und Schneidspitze. Beispielsweise ist der Sauerstoffdruck normalerweise höher (20-40 psi zum Schneiden) als der Brenngasdruck (5-10 psi für Acetylen, abhängig von der tatsächlichen Verwendung).
3. Zünden Sie die Fackel
Öffnen Sie das Brenngasventil leicht und zünden Sie das Gas mit einem Funkenanzünder. Öffnen Sie dann langsam das Sauerstoffventil, um eine neutrale Flamme zu bilden. Eine neutrale Flamme hat einen scharf definierten Innenkegel und ist für ein gutes Schneiden notwendig.
4. Heizen Sie das Material vor
Positionieren Sie den Schneidbrenner am Startpunkt des Materials Halten Sie die Flamme stabil, um den Bereich auf eine leuchtend rote Farbe vorzuwärmen, die anzeigt, dass er zum Schneiden bereit ist Vorwärmen, um einen sauberen Schnitt sicherzustellen.
5. Öffnen Sie das Schneidsauerstoffventil
Sobald das Material heiß ist, geben Sie einen Strom von hoch unter Druck stehendem Sauerstoff ab, indem Sie den Schneidsauerstoffhebel drücken Halten Sie den Brenner stetig und bewegen Sie ihn langsam entlang der Schnittlinie, wobei Sie die Flamme in einer Linie mit dem Material halten.
6. Beobachten Sie die Schnittgeschwindigkeit
Feinabstimmung der Schnittgeschwindigkeit an die Dicke des Materials und die gewünschte Qualität. Beispielsweise werden Stahlplatten mit einer Dicke von bis zu 1/2 Zoll langsamer geschnitten und dünneres Material hat eine schnellere Schnittgeschwindigkeit.
7. Reinigen Sie die Kerf
Überprüfen Sie nach Abschluss des Schnitts die Schnittfuge (den durch den Schnitt entstandenen Spalt), um sicherzustellen, dass sie sauber und frei von Schlacke ist. Zu viel Schlacke kann falsche Einstellungen aufweisen oder dazu führen, dass Sie Ihre Technik anpassen müssen.
8. Sicher niederlegen
Zum Herunterfahren des Brenners zuerst das Brenngasventil, dann das Sauerstoffventil Schließen Sie die Flaschenventile ordnungsgemäß und lassen Sie den verbleibenden Druck im System los Überprüfen Sie die Ausrüstung auf Verschleiß und reinigen Sie sie bei Bedarf.
Mit diesen detaillierten Schritten können Präzision, Sicherheit und Effizienz beim Oxy-Fuel-Schneiden in allen Anwendungen gewährleistet werden.
Faktoren, die die Schneideffizienz beeinflussen
1. Materialtyp
Die Schnitteffizienz hängt weitgehend von der Materialzusammensetzung und -dicke ab. Weichere Metalle und weniger dicke Materialien lassen sich leichter schneiden als harte oder dicke.
2. Fackeleinstellungen
Richtige Kraftstoff - und Sauerstoffverhältnisse sorgen für einen sauberen und effizienten Schnitt Jede Abweichung davon kann zu Schnitten mit zu gezackten Kanten oder zu viel Schlacke führen.
3. Düsenzustand
Für die Präzision wird eine saubere und unbeschädigte Düse bevorzugt. Wenn eine Düse verstopft oder beschädigt ist, wird der Gasstrom behindert, was die Schneideffizienz beeinträchtigt.
4. Bedienertechnik
Die Leistung hängt von einer guten Technik ab: gleichmäßige Geschwindigkeit, guter Brennerwinkel, gleichmäßige Bewegung Schlechte Praktiken bedeuten ungenaue, keine guten Schnitte.
5. Gasqualität und Durchflussrate
Gutes Schneiden braucht gutes Gas, und gutes Gas braucht seine Durchflussrate, um angemessen zu sein Jegliche Kontamination oder unzureichender Gasfluss lässt es nicht reibungslos passieren.
Durch die Berücksichtigung dieser Faktoren können Effizienz und Qualität beim Schneiden von Oxybrennstoffen verbessert werden.
Sauerstoff- und Brenngasverhältnisse
Das richtige Sauerstoff- und Brenngasverhältnis ist ein Balanceakt, der dazu führt, dass beim Oxy-Brennstoff-Schneidprozess eine optimale Schneidleistung erreicht wird. Die Flamme muss effizient brennen, um die zum Schneiden erforderliche Siebwärme bereitzustellen. Normalerweise wird bei den meisten Vorgängen eine neutrale Flamme getroffen - das ist die Flamme, die entsteht, wenn Sauerstoff und Brenngas in den richtigen Verhältnissen kombiniert werden.
Acetylen, das zu den am weitesten verbreiteten Brenngasen gehört, hat beispielsweise für die neutrale Flammenherstellung ein Verhältnis von Sauerstoff zu Acetylen von etwa 1,2:1. Das bedeutet, dass streng genommen für jede Einheit Acetylen 1,2 Einheiten Sauerstoff zugeführt werden sollten Die Verhältnisse werden sich für bestimmte Anwendungen, die Gassorten, die verwendeten Geräte ändern, Propan und Erdgas, die ebenfalls häufiger verwendet werden, können insbesondere andere Verhältnisse sehen, die höher sind als die für Acetylen erforderlichen, von 4:1 bis 5:1.
Allein die Aufrechterhaltung des richtigen Verhältnisses verringert die Rußbildung, die unvollständige Verbrennung und sorgt für saubere und scharfe Schnitte. Durch die wiederholte Kalibrierung der Ausrüstung und die Beobachtung dieser Gasdurchflussraten bleiben diese Verhältnisse genau dort, wo Sie sie haben möchten, effizient arbeiten und wenig verschwenden Herstellervorschläge sollten immer nach den spezifischen Verhältnisaufbauten geprüft werden, die am besten zu den jeweiligen Schneidarbeiten und den jeweiligen Materialeigenschaften passen.
Materialstärke und -typ
Die Dicke und Art des Materials, das bei Flammschneideprozessen verwendet wird, sind zwei Faktoren, die tendenziell die Effizienz des Schneidprozesses und folglich die Qualität des Schnitts beeinflussen. Dies bedeutet auch, dass das Schneiden dünner Materialien, wie z. B. Bleche mit einer Dicke von weniger als 6 mm, eine sehr geringe Flammenintensität und ein genaues Gasverhältnis erfordert, um Verformungen und übermäßige Hitzeeinflusszonen zu verhindern. Beim Schneiden dickerer Materialien, wie z. B. Stahlplatten über 20 mm, müssen die Gasdurchflussraten höher sein, mit erhöhtem Sauerstoffdruck und unter Verwendung spezieller Brenner, die für schwere Anwendungen geeignet sind.
Verschiedene Metalle reagieren unterschiedlich auf den Schneidprozess. Beispielsweise wird kohlenstoffarmer Stahl beim Oxy-Fuel-Schneiden bevorzugt, da er solche Zusammensetzungen und Schmelzpunkte aufweist, die durchaus vorhersehbar sind; Bei Materialtypen wie Edelstahl und Aluminium, bei denen die Oxidschicht und die Reflexionseigenschaften die Prozesse beeinträchtigen, ist es jedoch normalerweise indirekt von der Technik abhängig. Edelstahl ist oft das beste Plasma- oder Laserschneiden, und Aluminium erfordert möglicherweise weitere Modifikationen, um thermische Verzerrungen zu verhindern.
Durch die Entwicklung neuer Schneidmethoden sind die Materialien und Dicken, die realisierbar verarbeitet werden können, weitaus zahlreicher geworden Das Schneidwerkzeug verfügt über automatisierte Einstellungen für präzises, wiederholbares Schneiden gemäß einer vorgegebenen Aufgabenspezifikation Für industrielle Zwecke sorgen Material-Referenz-Diagramme mit spezifischen Empfehlungen zu Druckeinstellungen und Schnittgeschwindigkeiten dafür, dass ein Schneidprozess für das zu schneidende Material optimiert wird. Um die besten Ergebnisse zu gewährleisten, muss unbedingt sichergestellt werden, dass die Schneidmaschine mit den Materialspezifikationen kompatibel ist.
Umweltbedingungen und ihre Auswirkungen
Schneidprozesse stellen einen anderen und einzigartigen Satz von Variablen dar, die ihre Effizienz und Präzision beeinflussen können Temperatur, Feuchtigkeit und Luftstrom sind vielleicht die effektivsten Elemente Demontageausrüstung Leistung und Verhalten des Materials Eine feuchte Atmosphäre kann Feuchtigkeit in die Schneidumgebung einführen, und diese Art von Umgebung kann Oxidation oder Korrosion für bestimmte Materialien, hauptsächlich Metalle, verursachen Schnittqualität wird unter diesen Bedingungen behindert, und Probleme entstehen bei der Wartung der Bearbeitungsausrüstung für die Qualitätsumgebung.
Temperaturänderungen wirken sich auf andere Weise auf den Schnitt aus. Bei sehr niedrigen Temperaturen werden Metalle spröde, bei höheren Temperaturen verlieren sie an Festigkeit und werden anfällig für thermische Verformungen. Alle diese Änderungen in den Eigenschaften des Materials beeinträchtigen die Schnittgenauigkeit und erfordern, dass Bediener ihre Betriebseinstellungen ändern, um entweder die Ausdehnung oder Kontraktion des Materials auszugleichen.
Luftströme, die konzeptionell eine ordnungsgemäße Belüftung und Windrichtung umfassen, sind für das Wärme- und Rückstandsmanagement in verschiedenen Schneidprozessen gleichermaßen wichtig. Durch eine ausreichende Belüftung werden durch den Schnitt erzeugte Partikel und Gase entfernt, wodurch die Sicherheit gewährleistet und eine freie Sicht auf den Schnitt sowie ein sicheres Maß an Präzision gewährleistet werden.
Es ist klug, diese Umgebungsparameter zu überwachen und um sie herum zu arbeiten, um maximale Leistung zu erzielen Untersuchungen haben gezeigt, dass die Regulierung der Arbeitsumgebung zwischen 60-75° F und die Aufrechterhaltung der relativen Luftfeuchtigkeit bei 40-501TP3 T dazu beitragen können, die nachteiligen Auswirkungen dieser externen Variablen zu minimieren, sobald sie gewartet sind, können Umgebungsregler wie Luftentfeuchter oder Gehäuse mit Feuchtigkeitsreglern dazu beitragen, diese Parameter aufrechtzuerhalten und letztendlich die Leistung und Qualität des Schneidvorgangs zu verbessern.
Sicherheitsvorkehrungen beim Schneiden von Oxy-Fuel

Zu den Sicherheitsvorkehrungen beim Autogenschneiden gehören das Tragen von Schutzausrüstung, die Inspektion von Geräten und die Vermeidung brennbarer Materialien.
| Kernpunkt | Details |
|---|---|
|
Zahnrad |
Schutzkleidung tragen |
|
Inspektion |
Überprüfen Sie Zylinder und Brennerschäden |
|
Ventile |
Rückblenden-Arretierer verwenden |
|
Brennbar |
Vermeiden Sie das Schneiden in der Nähe brennbarer Gegenstände |
|
Transport |
Sichere Zylinder während des Transports |
Persönliche Schutzausrüstung (PSA)
Persönliche Schutzausrüstung (PSA) ist von entscheidender Bedeutung, um die Sicherheit der Arbeitnehmer zu gewährleisten, die an Oxy-Fuel-Schneidvorgängen beteiligt sind. Der Prozess erzeugt hohe Temperaturen, Funken und Dämpfe, die erhebliche Risiken bergen können, wenn keine angemessenen Vorsichtsmaßnahmen getroffen werden Zu den wichtigsten PSA-Artikeln gehören:
- Schweißen Helme und Schutzbrillen: Augenschutz ist unerlässlich, um intensives Licht, ultraviolette (UV) Strahlung und umherfliegende Trümmer abzuschirmen. Schweißbrillen oder Helme mit Linsen mit einem Farbtonbereich, der für das Schneiden von Oxy-Fuel geeignet ist (typischerweise Farbton 4-6), werden gemäß den ANSI Z87.1-Standards empfohlen.
- Flammenresistente Kleidung: Bediener sollten flammfeste Kleidung aus Materialien wie behandelter Baumwolle oder Leder tragen, um Verbrennungen durch Funkenbildung und Spritzer geschmolzenen Metalls zu verhindern. Locker sitzende Kleidungsstücke sollten vermieden werden, um Brandrisiken zu minimieren.
- Atemschutz: Beim Oxy-Fuel-Schneiden entstehen Dämpfe, die schädliche Stoffe wie Kohlenmonoxid oder Metalloxide enthalten können Je nach zu schneidendem Material und Belüftung des Arbeitsplatzes können Atemschutzgeräte erforderlich sein, die den NIOSH-zugelassenen Normen entsprechen, um vor dem Einatmen gefährlicher Partikel zu schützen.
- Hitzebeständige Handschuhe: Dicke, hitzebeständige Handschuhe sind unerlässlich, um die Hände der Bediener vor extremer Hitze und unbeabsichtigten Verbrennungen durch geschmolzene Materialien zu schützen.
- Stahlzehenstiefel: Fußschutz ist entscheidend, um sich vor stark fallenden Gegenständen und Tropfen geschmolzenen Metalls zu schützen. Stiefel sollten außerdem über hitzebeständige Sohlen verfügen, um dem Kontakt mit heißen Oberflächen standzuhalten.
- Gehörschutz: Oxy-Fuel-Schneidvorgänge können erhebliche Geräuschpegel erzeugen, insbesondere in Kombination mit zusätzlichen Geräten wie Schleifmaschinen oder Bohrmaschinen. Ohrstöpsel oder Ohrenschützer, die den OSHA-Lärmexpositionsrichtlinien entsprechen, tragen dazu bei, das Risiko von Hörschäden zu verringern.
Durch die Integration dieser wesentlichen PSA-Komponenten in den täglichen Betrieb minimieren die Arbeitnehmer potenzielle Gefahren und schaffen ein sichereres Arbeitsumfeld Eine angemessene Schulung zur Anwendung und Aufrechterhaltung dieser Schutzmaßnahmen erhöht die Sicherheit und die betriebliche Effizienz weiter Die Sicherstellung der Einhaltung der gesetzlichen Sicherheitsstandards schützt nicht nur das Personal, sondern stärkt auch die Produktivität und Moral am Arbeitsplatz.
Brandschutzmaßnahmen
Bei Brandschutzmaßnahmen betrachte ich die Dinge unter dem Aspekt der Vorbeugung, während ich alle möglichen Risiken mindere und mich auf Notfälle vorbereite Dazu gehört, die Ausgänge frei zu halten, in regelmäßigen Abständen Feuerlöscher zu inspizieren, sie von Zeit zu Zeit zu warten, und routinemäßig Brandschutzübungen durchzuführen, um alle an Notfälle zu erinnern und vorzubereiten, dazu gehört auch, die Menschen in den Umgang mit und die Reaktion auf Brände sowie den ordnungsgemäßen Einsatz von Geräten einzuweisen, um die Sicherheit und Bereitschaft aller zu gewährleisten.
Richtige Handhabung und Wartung der Ausrüstung
Wann immer man mit irgendeinem Werkzeug umgeht oder damit arbeitet, muss man sich darüber im Klaren sein, dass Sicherheit und Effizienz im Vordergrund stehen. Daher achte ich darauf, immer die Anweisungen der Hersteller für die Bedienung der Geräte zu befolgen. Ich meine, ich schaue regelmäßig vorbei, um auftretende Fehler zu finden und frühzeitig damit umzugehen. Auf diese Weise konterkariere ich Situationen, die zu Fehlfunktionen der Geräte führen würden, wodurch ein Ort entsteht, der für alle gefährlich sein könnte.
Vergleich des Oxy-Fuel-Schneidens mit alternativen Methoden

Das Schneiden von Oxy-Brennstoffen wird häufig wegen seiner Fähigkeit verwendet, dicken Stahl und andere Eisenmetalle effizient zu schneiden. Der Sauerstoff und die Brenngase sorgen zusammen für eine Flamme mit sehr hoher Temperatur, die das Material schmelzen kann. Kostenmäßig ist dies die günstigste verfügbare Methode; Es ist tragbar und perfekt für den Einsatz bei hoher Belastung.
Andererseits sind andere Methoden wie das Plasmaschneiden schneller und präziser, wenn es um das Schneiden dünner Platten und Nichteisenmaterialien wie Aluminium geht Plasma erzeugt sauberere Kanten mit weniger Schlacke Laserschneiden ist absolute Präzision für diejenigen mit komplexen Designs; Es ist jedoch kostspielig zu betreiben und erfordert weitaus mehr Ausrüstung.
Jedes hat seine Vor- und Nachteile, daher kommt es auf die Art und Dicke des Materials, das Budget und die Projektanforderungen an. Das Schneiden von Oxy-Fuel ist aufgrund seiner Einfachheit und Zuverlässigkeit immer noch eine der besten Optionen für schwere, industrielle Anwendungen.
Oxy-Fuel vs. Plasmaschneiden
Das Schneiden mit Oxy-Fuel ist kostengünstig und ideal für dicke Materialien, während das Schneiden mit Plasma überlegene Geschwindigkeit, Präzision und Vielseitigkeit bietet.
|
Kernpunkt |
Details |
|---|---|
|
Dicke |
Oxy-Fuel für dicke Materialien |
|
Präzision |
Plasma ist genauer |
|
Geschwindigkeit |
Plasma ist schneller |
|
Kosten |
Oxy-Fuel ist erschwinglicher |
|
Vielseitigkeit |
Plasma geht besser mit dünnen Materialien um |
Oxy-Fuel vs. Laserschneiden
Das Schneiden mit Oxy-Fuel zeichnet sich durch dicken Stahl und Kosteneffizienz aus, während das Laserschneiden eine überlegene Präzision, Geschwindigkeit und Vielseitigkeit bietet.
|
Kernpunkt |
Details |
|---|---|
|
Dicke |
Oxy-Fuel für dicken Stahl |
|
Präzision |
Laserschneiden ist überlegen |
|
Geschwindigkeit |
Laser ist schneller |
|
Kosten |
Oxy-Fuel ist kostengünstiger |
|
Vielseitigkeit |
Laser ist vielseitiger |
Vor- und Nachteile jeder Methode
1. Oxy-Fuel-Schneiden
Vorteile
- Vielseitigkeit: Das Schneiden von Oxy-Brennstoffen ist bei einer Vielzahl von Eisenmetallen äußerst effektiv und ermöglicht das Schneiden dickerer Materialien, oft bis zu 24 Zoll oder mehr.
- Portabilität: Die Ausrüstung ist relativ leicht und benötigt keine externe Stromquelle, was sie ideal für Feldforschung oder abgelegene Orte macht.
- Kostengünstig: Die Anfangsinvestitions - und Betriebskosten sind im Vergleich zu Plasma - oder Laserschneidanlagen geringer.
Nachteile
- Beschränkt auf Eisenmetalle: Diese Methode ist nicht geeignet, um Nichteisenmetalle wie Aluminium oder Edelstahl zu schneiden.
- Langsamere Geschwindigkeit: Die Schnittgeschwindigkeit ist im Vergleich zum Plasma- und Laserschneiden erheblich langsamer, insbesondere bei dünneren Materialien.
- Hitzebetroffene Zone (HAZ): Die hohe Wärmeintensität kann zu einer größeren Wärmeeinflusszone führen, was die Materialintegrität in der Nähe der Schnittkante beeinträchtigen kann.
2. Plasmaschneiden
Vorteile
- Vielseitigkeit über Werkstoffe hinweg: Durch das Plasmaschneiden können verschiedene leitfähige Metalle, darunter Stahl, Edelstahl und Aluminium, effektiv verarbeitet werden.
- Schnellere Schnittgeschwindigkeiten: Diese Methode übertrifft das Schneiden von Oxybrennstoffen hinsichtlich der Geschwindigkeit, insbesondere bei dünneren Materialien, und verbessert so die Gesamtproduktivität.
- Präzision: Plasmaschneider erzeugen sauberere Schnitte mit minimaler Schlacke, wodurch die Notwendigkeit von Nachbearbeitungsarbeiten verringert wird.
Nachteile
- Kosten: Die Anfangsinvestitionen in Plasmaschneidgeräte sind höher und die Betriebskosten können aufgrund des Bedarfs an Strom und Verbrauchskomponenten wie Elektroden und Düsen steigen.
- Dickenbegrenzung: Während das Schneiden dünner und mitteldicker Materialien außergewöhnlich ist, ist das Plasmaschneiden bei extrem dicken Metallen im Vergleich zum Schneiden mit Oxybrennstoffen weniger effektiv.
- Abhängigkeit von der Energiequelle: Plasmaschneider benötigen eine stabile Stromversorgung, was ihre Tragbarkeit im Vergleich zu Oxy-Fuel-Systemen einschränkt.
3. Laserschneiden
Vorteile
- Hohe Präzision und Detail: Laserschneiden zeichnet sich durch komplizierte Designs und präzise Schnitte aus und eignet sich daher ideal für Projekte, die enge Toleranzen erfordern.
- Geschwindigkeit mit dünnen Materialien: Bei dünneren Metallen und Blechmaterialien kann durch Laserschneiden eine sehr schnelle Bearbeitung erreicht werden.
- Minimaler Abfall: Die schmale Schnittfugenbreite und hohe Präzision reduzieren den Materialabfall erheblich.
Nachteile
- Hohe Kosten: Laserschneidemaschinen sind mit erheblichen Vorabkosten sowie laufenden Wartungskosten verbunden.
- Materielle Einschränkungen: Während das Laserschneiden bei den meisten Arten von Metallen und sogar Nichtmetallen wirksam ist, kämpft es mit extrem dicken Materialien.
- Sicherheitsbedenken: Der Einsatz von Lasern erfordert strenge Sicherheitskontrollen, um Bediener vor potenziellen Gefahren zu schützen, einschließlich der Einwirkung von leistungsstarkem Licht.
Referenzquellen
- Erhitzte Temperatur und Reichweite des Oxyacetylen-Schneidverstärkungsstabs durch Simulation und Experiment
- Autoren: Bong-Joo Kim et al.
- Erscheinungsjahr: 2008
- Zusammenfassung: Diese Studie untersucht die erhitzte Temperatur und Reichweite während des Oxy-Acetylen-Schneidens von Bewehrungsstäben Sie verwendet sowohl Simulations - als auch experimentelle Methoden, um die thermischen Effekte während des Schneidprozesses zu analysieren Die Ergebnisse deuten darauf hin, dass die Temperaturverteilung entscheidend für die Optimierung der Schneideffizienz und - qualität ist.
- Methodik: Die Forschung nutzte neben experimentellen Aufbauten auch Simulationstechniken, um Temperaturschwankungen während des Schneidprozesses zu messen und so ein umfassendes Verständnis der beteiligten thermischen Dynamik zu ermöglichen(Kim et al., 2008, S. 15).
- Experimentelle Untersuchung und Optimierung von Oxy-Acetylen-unterstützten Bearbeitungsparametern für Nickellegierungen auf Inconel-Basis 718
- Autoren: OG Sonare et al.
- Erscheinungsjahr: 2017
- Zusammenfassung: Diese Arbeit konzentriert sich auf die Optimierung der Bearbeitungsparameter für das Oxy-Acetylen-Schneiden von Inconel 718, einer Legierung auf Nickelbasis Die Studie unterstreicht die Bedeutung der Temperaturkontrolle für das Erreichen gewünschter Bearbeitungsergebnisse, wie Oberflächenbeschaffenheit und Werkzeugverschleiß.
- Methodik: Die Autoren führten eine Reihe von Experimenten durch, um die Auswirkungen verschiedener Schneidparameter auf die Leistung des Oxy-Acetylen-Prozesses zu bewerten, und analysierten die Ergebnisse, um optimale Einstellungen für das Temperaturmanagement zu ermitteln(Sonare et al., 2017, S. 1 –).
- Eine experimentelle Untersuchung von Leistungsparametern für die Warmbearbeitung mithilfe des Oxy-Acetylen-Gasaufbaus
- Autoren: Venkatesh Ganta, D. Chakradhar
- Erscheinungsjahr: 2014
- Zusammenfassung: Diese Studie untersucht die Leistungsparameter der Warmbearbeitung mithilfe eines Oxy-Acetylen-Gasaufbaus. Sie betont die Rolle der Temperatur bei der Verbesserung der Bearbeitungseffizienz und der Reduzierung des Werkzeugverschleißes.
- Methodik: Die Forschung umfasste Versuchsaufbauten zur Messung des Einflusses der Temperatur auf verschiedene Bearbeitungsparameter und lieferte Einblicke in die Vorteile von Warmbearbeitungstechniken(Ganta & Chakradhar, 2014).
Häufig gestellte Fragen (FAQs)
Was ist das Oxy-Fuel-Schneidverfahren?
Beim Oxy-Fuel-Schneidverfahren wird ein Brenner verwendet, der Sauerstoff und ein Brenngas, typischerweise Acetylen, mischt, um eine Hochtemperaturflamme zu erzeugen. Diese Flamme wird verwendet, um das Metall zu erhitzen, bis es seine Zündtemperatur erreicht, was eine Schneidtechnik ermöglicht, die verschiedene Arten von Materialien effektiv durchdringt.
Wie hoch sind die maximalen Flammentemperaturen beim Sauerstoffschneiden?
Die maximale Flammentemperatur beim Sauerstoffschneiden kann bei Verwendung eines Autogenbrenners bis zu 3.500 Grad Celsius (6.332 Grad Fahrenheit) erreichen. Diese hohe Flammentemperatur ist für ein effektives Schneiden unerlässlich, sodass die Flamme das Metall schmelzen und einen sauberen Schnitt erzeugen kann.
Wie wirkt sich das Verhältnis von Sauerstoff zu Brenngas auf die Schnittqualität aus?
Das Verhältnis von Sauerstoff zu Brenngas ist entscheidend für das Erreichen einer optimalen Schnittqualität Ein höheres Verhältnis führt zu einer heißeren Flamme, was die Schnittgeschwindigkeit und - qualität verbessern kann Umgekehrt kann ein niedrigeres Verhältnis zu langsameren Schnittgeschwindigkeiten und einem weniger effektiven Schneidprozess führen, was möglicherweise zur Schlackenbildung an der Schnittkante führt.
Welche Arten von Brenngasen können beim Oxy-Fuel-Schneiden verwendet werden?
Zu den üblichen Brenngasen, die beim Oxy-Fuel-Schneiden verwendet werden, gehören Acetylen, Propan und MAPP-Gas. Jedes Gas hat einzigartige Eigenschaften; Beispielsweise erzeugt Acetylen im Vergleich zu Propan eine höhere Flammentemperatur, wodurch es für bestimmte Schneidanwendungen besser geeignet ist.
Wie wirkt sich die Pierce-Zeit auf die Schneidtechnik aus?
Die Pierce-Zeit bezieht sich auf die Dauer, die benötigt wird, um vor dem Schneiden ein anfängliches Loch im Metall zu erzeugen. Eine kürzere Pierce-Zeit weist typischerweise auf eine effizientere Schneidtechnik hin, die ein schnelleres Durchstechen und Schneiden ermöglicht. Faktoren wie Flammentemperatur und Sauerstofffluss spielen eine wichtige Rolle bei der Bestimmung der Pierce-Zeit.
Welche Rolle spielt der innere Flammenkegel beim Schneiden von Oxybrennstoffen?
Der innere Kegel der Flamme ist der heißeste Teil der Oxy-Fuel-Flamme und für ein effektives Schneiden unerlässlich. Dort vermischt sich der Sauerstoffstrahl mit dem Brenngas und erzeugt so einen Hochtemperaturbereich, der das Metall schmilzt. Für optimale Ergebnisse sollte sich der Schneidprozess darauf konzentrieren, diesen inneren Kegel an der richtigen Position über dem zu schneidenden Material zu halten.
Kann Erdgas beim Oxy-Fuel-Schneiden verwendet werden?
Ja, Erdgas kann beim Oxy-Fuel-Schneiden verwendet werden, obwohl es im Allgemeinen eine niedrigere Flammentemperatur im Vergleich zu Acetylen erzeugt. Obwohl es beim Schneiden dickerer Metalle möglicherweise nicht so effizient ist, ist es aufgrund seiner Verfügbarkeit und Kosteneffizienz ein häufig verwendeter Brennstoff für leichtere Anwendungen.
Welche Sicherheitsvorkehrungen gibt es für die Verwendung einer Acetylenflasche?
Bei der Verwendung einer Acetylenflasche müssen unbedingt Sicherheitsvorkehrungen beachtet werden, wie z.B. die Sicherstellung, dass die Flasche aufrecht, fernab von Wärmequellen und in einem gut belüfteten Bereich gelagert wird. Die regelmäßige Überprüfung auf Undichtigkeiten und die Sicherstellung, dass das Ventil am Brenner ordnungsgemäß funktioniert, können dazu beitragen, Unfälle während des Schneidvorgangs zu verhindern.
Wie wirkt sich die Verwendung von weniger Sauerstoff auf den Schneidprozess aus?
Die Verwendung von weniger Sauerstoff im Schneidprozess kann zu einer niedrigeren Flammentemperatur führen, was zu langsameren Schneidgeschwindigkeiten und weniger effektivem Durchstechen des Metalls führen kann. Es kann auch die Wahrscheinlichkeit der Schlackenbildung erhöhen und sich negativ auf die Qualität des Schnitts auswirken. Die Aufrechterhaltung der richtigen Sauerstoff- und Kraftstoffleitungen ist für eine optimale Leistung von entscheidender Bedeutung.

