


Pour la précision et la polyvalence dans la découpe des métaux, peu d'outils peuvent correspondre à la torche oxy-combustible en termes d'efficacité. Cette méthode séculaire est célèbre dans les industries, de la fabrication à la construction, en raison de sa capacité à couper l'acier épais avec rapidité et précision. Mais notre question est la suivante : qu'est-ce qui rend la découpe oxy-combustible si efficace et comment la température affecte-t-elle le processus. Dans ce texte, nous examinerons la science derrière la découpe oxy-combustible, analyserons le fonctionnement de la torche et rechercherons ses diverses utilisations. Considérez ce guide comme une base de connaissances pour les professionnels chevronnés et les nouveaux opérateurs travaillant le métal. Tout cela consiste à vous dire ce qui fait de cet outil une sélection fiable parmi les opérations cataclysmiques et de pointe.
Introduction à la coupe oxy-combustible
La coupe oxy-combustible est un procédé qui est connu pour couper des métaux à l'aide d'une flamme à haute température produite par l'oxygène et un gaz combustible tel que l'acétylène, le propane, ou le gaz naturel La flamme préchauffe le métal à une certaine chaleur critique, après quoi l'oxygène pur est dirigé vers la zone et provoque l'oxydation ou la combustion du métal pour donner une coupe propre et précise Ce procédé est très utile pour couper à travers des morceaux épais de métaux ferreux, ainsi que dans l'industrie du bâtiment, la construction navale, et la fabrication de métaux La fiabilité et la polyvalence de la coupe oxy-combustible en font un outil indispensable pour de nombreuses applications.
Qu'est-ce que l'Oxy-Fuel Cutting ?
La découpe au combustible oxy utilise une technique simple mais très efficace dans laquelle le processus de combustion est utilisé pour effectuer une coupe précise sur des métaux épais. Dans ce processus, la surface métallique est préchauffée à une température d'inflammation qui varie généralement entre 900 °F et 1 600 °F, selon le matériau utilisé. Le gaz combustible, généralement l'acétylène, le propane ou le gaz naturel, se combine à l'oxygène pour produire une flamme à grande température. Une fois que le métal est suffisamment chauffé, un flux d'oxygène pur également concentré est dirigé vers le métal, qui réagit avec l'oxygène pour former de l'oxyde de fer qui fond et est ensuite soufflé de la zone coupée.
L'oxy-carburant est maintenant de haute technologie, beaucoup plus précis et efficace en capacité Par exemple, les machines automatisées de coupe oxy-combustible réalisent une vitesse de plus de 20 pouces par minute sur la plaque d'acier au carbone jusqu'à 12 pouces d'épaisseur L'analyse de l'industrie dit que la coupe oxy-combustible est l'une des solutions les plus rentables pour les tâches de coupe robuste, avec des dépenses d'exploitation généralement considérées comme inférieures à d'autres alternatives, y compris la découpe plasma ou laser Cette méthode fonctionne mieux pour les industries engagées dans la fabrication ou la réparation à grande échelle, étant donné qu'elle offre portabilité et efficacité en plus de la précision.
Histoire et évolution des techniques de coupe oxy-combustible
La genèse de l'oxycoupage remonte à la fin des années 1800, avec l'évolution des systèmes pratiques de soudage et de coupe au gaz En 1903, Edmond Fouché et Charles Picard introduisent le chalumeau oxy-acétylène dans le travail des métaux En brûlant de l'oxygène et du gaz acétylène pour produire une flamme suffisamment chaude pour fondre et couper l'acier, il permet des procédés de coupe et de soudage précis à une efficacité étonnante.
Au fil des années, la coupe oxy-carburant a recueilli des améliorations massives Ses premières applications ont été limitées par des équipements très simples et des limitations de la plage de travail, de sorte que ces améliorations ont grandement amélioré leur exécution Par exemple, les configurations multi-gaz permettent désormais aux utilisateurs de changer de carburant, comme le propane ou le gaz naturel, ce qui ouvre également d'autres applications et réduit les coûts dans certaines.
Les progrès technologiques ont intégré des configurations de coupe oxy-combustible dans des systèmes automatisés La plupart des machines CNC (Computer Numerical Control) sont actuellement intégrées à des têtes de coupe oxy-combustible pour permettre un fonctionnement plus précis à grande échelle Selon certains rapports récents de renseignement de l'industrie, le mélange augmente la productivité jusqu'à 401TP3 T tout en conservant des niveaux de tolérance rigoureux essentiels pour les applications industrielles lourdes De plus, les améliorations dans la conception des buses contribuent à améliorer le rendement énergétique, à réduire la consommation d'oxygène jusqu'à 251TP3 T, et ainsi à améliorer la durabilité de la méthode.
L'adaptabilité et la force mêmes de l'oxycarburant le maintiennent pertinent avec les industries modernes comme la construction navale, la construction et la fabrication, malgré les technologies plus récentes comme les lasers et le plasma. Son évolution historique est la preuve qu’il s’agit d’une solution progressive à un besoin industriel qui fusionnait innovation et praticité pour rester l’instrument de base de la fabrication du métal.
Applications dans tous les secteurs
Le processus de coupe oxygène-carburant continue d'être une technologie critique en raison de sa nature polyvalente et de son efficacité Dans la construction, il est principalement utilisé pour couper l'acier de construction avec précision afin de permettre l'assemblage immédiat des charpentes de bâtiment ou de pont. Certains autres lourds dans la construction navale...industries dépendent de la coupe oxy-combustible pour sa capacité à couper des plaques d'acier épaisses, raccourcissant ainsi considérablement le temps de production. Les opérations de fabrication adoptent ensuite le processus pour poursuivre la fabrication de composants et de pièces pour machines, appareils électroménagers et outils.
Ces derniers temps, de nombreuses innovations ont été apportées dans l'arène de la coupe oxy-combustible pour la rendre encore meilleure-les mélanges gazeux ont des coupes plus rapides avec toutes les buses plus récentes et meilleures qui effectuent des coupes plus lisses simultanément avec une précision parfaite au laser Des études soulignent que cette technique peut être utilisée sur des épaisseurs d'acier supérieures à 12 pouces, principalement pour des applications très lourdes D'autres études révèlent que cette méthode est rentable par rapport à d'autres méthodes, avec des coûts allant jusqu'à 501TP3 T inférieurs aux méthodes plus avancées telles que les lasers coupés, ce qui rend l'ensemble de la procédure plus portable et pratique à utiliser, qui positionne la coupe oxy-combustible comme l'une des boîtes à outils primaires pour cette activité industrielle digne de vie.
La science derrière la flamme oxy-combustible
La flamme oxy-combustible se crée en mélangeant de façon contrôlée l'oxygène avec un gaz combustible tel que l'acétylène ou le propane L'oxygène supporte la combustion, laissant le gaz combustible brûler à des températures très élevées Cette chaleur intense suffit à faire fondre le métal, le rendant adapté aux procédés de coupe et de soudage La flamme se compose de deux zones : le cône intérieur, où s'effectue la combustion partielle des gaz combustibles, et l'enveloppe extérieure, où s'achève la combustion Selon le rapport oxygène-combustible, la flamme peut être amenée à effectuer la tâche à laquelle elle est destinée, c'est-à-dire à couper ou à joindre.
Comprendre la combustion de l'oxygène et de l'acétylène
La fusion de l'acétylène et de la combustion de l'oxygène fournit le point focal même des méthodes de soudage et de coupe des gaz car elle donne lieu à une température toute-puissante L'oxygène et l'acétylène réagissent chimiquement par combustion pour donner une température de flamme d'environ 3 480 °C (6 296 °F), ce qui en fait l'une des températures de flamme les plus élevées rencontrées dans la pratique industrielle habituelle Une telle chaleur a la capacité de souder et de couper des métaux en un mot, y compris l'acier et le fer.
La combustion, par la suite, commence avec des molécules d'acétylène C2H2 qui sont mélangées à de l'oxygène O2 pour produire de la chaleur due à une oxydation rapide La réaction pour une combustion complète prend la forme suivante
2C2H2 + 5O2 → 4CO2 + 2H2O + Chaleur
Cette réaction représente un état de combustion idéal, où suffisamment d'oxygène est présent Mais toute irrégularité dans la valeur du rapport oxygène-acétylène peut modifier le caractère de la flamme. Une flamme réductrice ou carburante contient un supplément d'acétylène et est utilisée, par exemple, pour recuire ou créer des filets lors du soudage, déposer de la suie et réduire l'oxydation ; d'autre part, une flamme neutre est utilisée pour une combustion équilibrée lors du soudage général, et une flamme oxydante avec un surplus d'oxygène fournit le maximum de chaleur pour couper.
Une fois raffinés, l'oxygène et l'acétylène sont emballés et sécurisés pour exploiter les performances les plus élevées du duo. L'acétylène, par exemple, est intrinsèquement instable à des pressions supérieures à 15 psi (103 kPa) et doit être régulé pour éviter une décomposition dangereuse ; néanmoins, sa plage explosive dans l'air est comprise entre 2,5% et 100% et, par conséquent, toutes les étapes possibles nécessitent une surveillance et un contrôle pendant l'application.
Température de la flamme et son importance dans la coupe
Étant une pierre sublime dans les arts de la coupe et des procédés industriels, la température de la flamme est un indicateur de l'efficacité et de la précision des procédés de coupe industriels Compte tenu des proportions de mélange 1 :1 d'oxygène et d'acétylène, la flamme oxy-acétylène atteint une température d'environ 5 572 °F (3 090 °C).À des températures aussi élevées, l'acier peut être rapidement amené à son point d'allumage, grâce à quoi la coupe est effectuée rapidement et efficacement.
Un autre aspect important outre la température est la nature de la flamme, qui peut être neutre, oxydante, ou réductrice Les performances de la coupe et l'état du produit sont soumis à l'influence de la flamme Normalement, la flamme neutre donnerait les coupes de meilleure qualité puisque le rapport oxygène/acétylène est équilibré, tandis que la flamme oxydante provoquerait une oxydation excessive qui pourrait se manifester par des défauts de surface.
Autre aspect important : Distribution de chaleur La flamme concentre la chaleur dans une petite zone de telle sorte que la chaleur s'échappe en se propageant en surface avec une contrainte thermique sur le matériau environnant, risquant ainsi de se déformer ou de subir des dommages structurels Cela met également l'accent sur le choix de la bonne combinaison de carburant et sur un étalonnage approprié de l'équipement.
Conjointement avec les techniques de coupe modernes comme les systèmes de torche automatisés et les commandes de mélange de gaz, ces flammes à haute température offrent une certaine précision exceptionnelle pour une multiplicité d'objectifs industriels, se produisant n'importe où de la fabrication de conceptions presque artistiques au biseautage de plaques d'acier épaisses La température de flamme a été un facteur considérable pour les industries de coordonner leurs activités même pour les travaux de coupe ardus.
Facteurs affectant les caractéristiques de la flamme
Plusieurs facteurs clés influencent les caractéristiques de la flamme, notamment la température, le rapport carburant/oxygène, la pureté du gaz et les conditions environnementales. Comprendre comment ces variables interagissent est essentiel pour obtenir un contrôle précis de la flamme et optimiser les processus industriels.
- Rapport carburant/oxygène
Le rapport combustible/oxygène joue un rôle pivot dans la définition du comportement de la flamme Un rapport équilibré produit une flamme neutre, idéale pour de nombreuses applications industrielles Une quantité trop importante d'oxygène crée une flamme oxydante, ce qui peut favoriser l'oxydation des métaux, tandis qu'un excès de combustible entraîne une flamme réductrice, ce qui peut réduire les oxydes et minimiser l'entartrage.
- Pureté Gazeuse
La pureté des gaz combustibles, tels que l'acétylène, le propane ou le gaz naturel, a un impact direct sur la stabilité et la puissance thermique de la flamme. Des impuretés ou une qualité de gaz incohérente peuvent entraîner des températures fluctuantes et des performances de coupe ou de soudage inégales. Par exemple, l'acétylène avec une qualité de pureté de 99,6% ou plus garantit une flamme plus chaude et plus constante par rapport aux alternatives de qualité inférieure.
- Température et pression ambiantes
Des facteurs environnementaux tels que la température, la pression atmosphérique et l'humidité modifient les caractéristiques de la flamme. Par exemple, des altitudes plus élevées, la pression de l'air et la densité de l'oxygène sont plus faibles, nécessitant des ajustements dans les réglages de débit de carburant et d'oxygène pour maintenir une combustion efficace.
- Conception et maintenance des buses
La conception de la buse de la torche influence la taille, la forme et la répartition de la chaleur de la flamme. Un entretien régulier, comme le nettoyage des blocages de buses et le remplacement des composants usés, garantit un flux de gaz uniforme et un débit de flamme optimal.
- Avancées en automatisation
Les systèmes automatisés modernes permettent des ajustements précis dans des variables comme le débit de gaz et les réglages de combustion Ce niveau de contrôle améliore non seulement la répétabilité mais améliore également l'efficacité énergétique Par exemple, les machines automatisées de coupe oxy-combustible peuvent affiner la flamme pour correspondre à l'épaisseur de matériau en cours de traitement, réduisant ainsi les déchets et augmentant la productivité.
En tenant compte de ces facteurs, les fabricants et les opérateurs peuvent affiner les caractéristiques des flammes pour répondre aux exigences exactes de leurs tâches, garantissant ainsi l'efficacité, la sécurité et des résultats de haute qualité.
Processus de coupe oxy-combustible

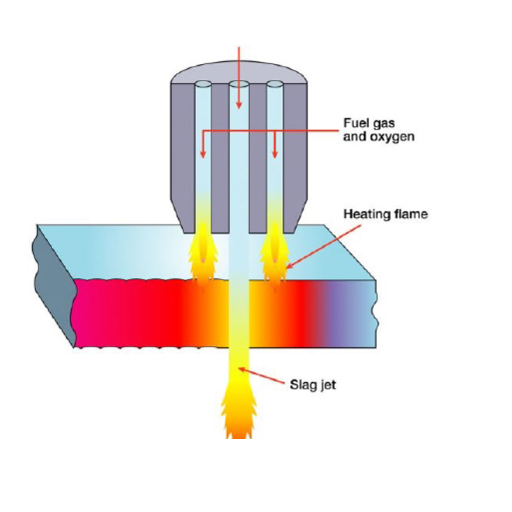
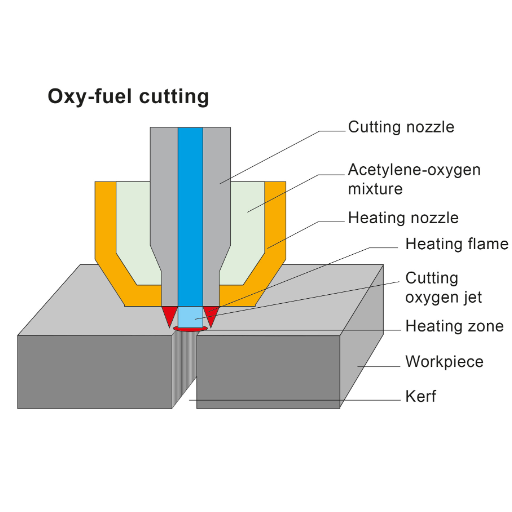
Dans l'oxycoupage à la flamme, le métal solide est chauffé avec une flamme jusqu'à la température d'inflammation et un jet d'oxygène pur est ensuite utilisé pour oxyder et couper le matériau La technique d'oxycoupage fonctionne bien principalement sur les métaux ferreux tels que l'acier puisqu'ils sont capables de méthodes d'oxydation bon marché Après que le métal a été préchauffé, la flamme est alimentée par un gaz combustible, tel que l'acétylène, le propane ou le gaz naturel, et l'oxygène À peu près à la température d'inflammation, un fort jet d'oxygène est rincé contre la pièce à usiner, et en un instant, il s'oxyde et coupe Cette technique est une méthode polyvalente et rapide pour couper avec précision les métaux épais.
Composants du système de coupe Oxy-Fuel
Les composants d'un système de coupe oxy-combustible comprennent des cylindres, des régulateurs, des tuyaux, une torche et des soupapes de sécurité.
| Point clé | Détails |
|---|---|
|
Cylindres |
Stockage d'oxygène et de gaz combustible |
|
Régulateurs |
Pression du gaz de contrôle |
|
Tuyaux |
Transporter les gaz à la torche |
|
Torche |
Mélanger et enflammer les gaz |
|
Vannes |
Assurer la sécurité et le contrôle du débit |
Choisir le bon conseil de coupe
La sélection de l'embout de coupe pour oxy-combustible doit être effectuée avec soin pour récolter le maximum de performances et obtenir des coupes réelles à partir d'un système de coupe oxy-combustible Plusieurs facteurs influencent le choix d'un embout de coupe : type et épaisseur du matériau à couper, type de gaz combustible utilisé et qualité de la coupe souhaitée Les embouts de coupe sont fabriqués pour avoir des tailles d'orifice variables et des configurations affinées en fonction du débit de flamme et d'oxygène.
Par exemple, les petites pointes d'orifice fournissant une flamme relativement étroite mais concentrée sont généralement utilisées pour les métaux plus fins car ces fabricants amincissent trop la flamme et il y a la combustion du matériau ou des déchets. Les grandes pointes d'orifice doivent être utilisées pour les matériaux plus épais puisque leur débit d'oxygène permet des coupes plus profondes et plus propres. Les tableaux de pointes standard de l'industrie personnalisés pour chaque application sont généralement fournis par les fabricants ; ces graphiques incluent des informations permettant de définir la taille de la pointe, la vitesse de coupe, les pressions de gaz et les préchauffages requis pour la flamme, fournissant ainsi à l'opérateur des informations pour effectuer des coupes de manière efficace et précise.
D'autres avantages incluent le bon embout étant plus efficace dans la consommation de gaz et moins dangereux en termes de feux arrière ou de perturbations de flamme Le nettoyage régulier des embouts et les contrôles de l'usure constituent une partie importante d'un bon entretien des embouts et garantiront la performance constante des opérations de coupe Lors du choix des embouts, il faut noter le type d'embout compatible avec le modèle de torche utilisé et si le matériau de l'embout est adéquat pour une exposition longue à un environnement à haute température.
Technique de coupe de carburant oxy étape par étape
1. Préparez l'équipement
Assurez-vous que tout votre équipement est en bon état de fonctionnement Donnez une fois votre torche, vos tuyaux et vos régulateurs pour déceler tout signe de dommage ou d'usure Assurez-vous que les bouteilles d'oxygène et de gaz combustible sont fermement fixées et que les niveaux de pression sont adaptés aux opérations.
2. Ajustez la pression du gaz
Régulez la pression de l'oxygène et du gaz combustible sur leurs régulateurs respectifs selon les spécifications exactes en fonction de votre torche et de votre pointe de coupe. Par exemple, la pression de l'oxygène est normalement plus élevée (20 à 40 psi pour la coupe) que la pression du gaz combustible (5 à 10 psi pour l'acétylène, selon l'utilisation réelle).
3. enflammer la torche
Ouvrez légèrement la vanne de gaz carburant et utilisez un allume-étincelles pour enflammer le gaz Puis ouvrez lentement la vanne d'oxygène pour former une flamme neutre Une flamme neutre aura un cône intérieur nettement défini et est nécessaire pour une bonne coupe.
4. Préchauffer le matériau
Positionner la torche de coupe au point de départ du matériau Maintenez la flamme stable pour préchauffer la zone à une couleur rouge vif indiquant qu'elle est prête pour la coupe Préchauffez pour vous assurer d'une coupe propre.
5. ouvrez la vanne d'oxygène de coupe
Une fois le matériau chaud, libérez un courant d'oxygène hautement sous pression en appuyant sur le levier d'oxygène de coupe Maintenez la torche régulièrement et déplacez-la lentement le long de la ligne de coupe, en maintenant la flamme en ligne avec le matériau.
6. Regardez la vitesse de coupe
Affiner la vitesse de coupe pour l'adapter à l'épaisseur du matériau et à la qualité souhaitée. Par exemple, les plaques d'acier jusqu'à 1/2 po d'épaisseur sont coupées plus lentement et les matériaux plus fins ont une vitesse de coupe plus rapide.
7. Nettoyez le Kerf
Une fois la coupe terminée, vérifiez la saignée (l'espace créé par la coupe) pour vous assurer qu'elle est propre et exempte de scories. Trop de scories peuvent présenter des réglages inappropriés ou pourraient signifier que vous devez ajuster votre technique.
8. Arrêtez-vous en toute sécurité
Pour arrêter la torche, fermez d'abord la vanne de gaz combustible, puis la vanne d'oxygène Fermez correctement les vannes du cylindre et relâchez toute pression restante dans le système Inspectez l'usure et nettoyez l'équipement si nécessaire.
Avec ces étapes détaillées, on peut garantir la précision, la sécurité et l’efficacité de la coupe oxy-combustible entre les applications.
Facteurs affectant l’efficacité de la coupe
1. Type de matériau
L'efficacité de la coupe dépend en grande partie de la composition et de l'épaisseur des matériaux. Les métaux plus mous et les matériaux moins épais sont plus faciles à couper que les métaux durs ou épais.
2. Paramètres de la torche
Des rapports carburant et oxygène corrects permettent une coupe propre et efficace. Tout écart par rapport à cela peut conduire à des coupes avec des bords trop irréguliers ou des scories excessives.
3. État de la buse
Une buse propre et intacte est préférée pour la précision Si une buse est obstruée ou endommagée, le flux de gaz sera obstrué, ce qui gênera l'efficacité de la coupe.
4. Technique de l'opérateur
Les performances dépendent d'une bonne technique : vitesse constante, bon angle de torche, mouvement régulier Les mauvaises pratiques impliqueront des coupures imprécises et non bonnes.
5. Qualité et débit du gaz
Une bonne coupe nécessite un bon gaz, et un bon gaz a besoin que son débit soit adéquat Toute contamination ou un débit de gaz inadéquat ne le laissera pas passer sans à-coups.
L'efficacité et la qualité de la coupe oxy-combustible peuvent être améliorées en tenant compte de ces facteurs.
Ratios oxygène et gaz combustible
Le bon rapport oxygène et gaz combustible est un exercice d'équilibrage qui permet d'atteindre des performances de coupe optimales pendant le processus de coupe oxy-combustible. La flamme doit brûler efficacement pour fournir la chaleur de l'écran nécessaire à la coupe. Habituellement, une flamme neutre est touchée pour la plupart des opérations - c'est la flamme générée lorsque l'oxygène et le gaz combustible sont combinés dans les bons rapports.
Par exemple, l'acétylène, étant l'un des gaz combustibles les plus utilisés, a un rapport oxygène-acétylène d'environ 1,2 :1 pour la production de flamme neutre Cela signifie que strictement pour chaque unité d'acétylène, il faut fournir 1,2 unités d'oxygène Les rapports changeront pour certaines applications, les types de gaz, et les équipements utilisés Le propane et le gaz naturel, qui sont aussi plus couramment utilisés, peuvent surtout voir des rapports différents supérieurs à ceux requis pour l'acétylène, de 4 :1 à 5 :1.
Le simple maintien du rapport correct réduira la formation de suie, la combustion incomplète et garantira des coupes propres et nettes. L'étalonnage répété de l'équipement et la surveillance de ces débits de gaz maintiendront ces rapports là où vous le souhaitez, en travaillant efficacement et en gaspillant peu. Les suggestions du fabricant doivent toujours être examinées pour déterminer les configurations de rapport spécifiques qui conviendraient le mieux aux travaux de coupe particuliers en question et aux propriétés des matériaux respectifs.
Épaisseur et type du matériau
L'épaisseur et le type de matériau utilisé lors des procédés de coupe à la flamme sont deux facteurs tendant à influencer l'efficacité du procédé de coupe et, par conséquent, la qualité de la coupe Cela signifie également que la coupe de matériaux minces, tels que des tôles de moins de 6 mm d'épaisseur, nécessite une très faible intensité de flamme et un rapport exact des gaz pour éviter la déformation et les zones affectées par la chaleur excessive Avec la coupe de matériaux plus épais, tels que des tôles d'acier de plus de 20 mm, les débits de gaz devront être plus élevés, avec une pression d'oxygène accrue tout en utilisant des torches spéciales adaptées aux applications lourdes.
Différents métaux réagiront différemment au processus de coupe. Par exemple, l'acier à faible teneur en carbone est préféré avec la coupe oxy-combustible car il a de telles compositions et points de fusion qui sont assez prévisibles ; cependant, avec des types de matériaux tels que l'acier inoxydable et l'aluminium où la couche d'oxyde et les propriétés de réflexion interfèrent avec les processus, il dépend généralement indirectement de la technique. L'acier inoxydable est souvent la meilleure coupe plasma ou laser, et l'aluminium peut nécessiter des modifications supplémentaires pour éviter la distorsion thermique.
À la suite du développement de nouvelles méthodes de coupe, les matériaux et les épaisseurs qui peuvent être traités de manière réalisable sont devenus beaucoup plus nombreux L'outil de coupe dispose de réglages automatisés pour une coupe précise et reproductible selon une spécification de tâche donnée Pour des besoins industriels, des graphiques de référence de matériaux portant des recommandations spécifiques de réglages de pression et de vitesses de coupe garantiront qu'un processus de coupe est optimisé pour le matériau à couper Pour garantir les meilleurs résultats, il est essentiel de s'assurer que la machine de coupe est compatible avec les spécifications du matériau.
Conditions environnementales et leur impact
Les procédés de découpe présentent un ensemble différent et unique de variables qui peuvent affecter leur efficacité et leur précision La température, l'humidité et le débit d'air sont peut-être les éléments les plus efficaces démontant les performances et le comportement de l'équipement d'une atmosphère humide peut introduire de l'humidité dans l'environnement de découpe, et ce genre d'environnement peut provoquer une oxydation ou une corrosion pour certains matériaux, principalement les métaux La qualité de la découpe est entravée dans ces conditions, et des problèmes surviennent dans le maintien de l'équipement d'usinage pour l'environnement de qualité.
Les changements de température affectent la coupe d'autres façons À très basse température, les métaux deviendront cassants, et à plus haute température, ils perdront de la résistance et deviendront sensibles à la déformation thermique Tous ces changements dans les propriétés du matériau affectent la précision de la coupe et obligent les opérateurs à modifier leurs réglages opérationnels soit pour compenser l'expansion ou la contraction du matériau.
Les courants d'air, qui englobent conceptuellement une ventilation et une direction du vent appropriées, sont tout aussi importants pour la gestion de la chaleur et des résidus dans divers processus de coupe Une ventilation adéquate élimine les particules et les gaz produits par la coupe, garantissant ainsi la sécurité et maintenant une vue dégagée de la coupe ainsi qu'un degré de précision assuré.
Il est judicieux de surveiller et de contourner ces paramètres environnementaux pour une performance maximale La recherche a montré que le maintien de l'environnement de travail régulé entre 60-75 °F et le maintien de l'humidité relative à 40-501TP3 T peuvent aider à minimiser les effets néfastes de ces variables externes Une fois maintenus, les contrôleurs environnementaux tels que les déshumidificateurs ou les enceintes avec contrôle de l'humidité peuvent aider à maintenir ces paramètres, améliorant finalement le rendement et la qualité de l'opération de coupe.
Précautions de sécurité dans la coupe oxy-combustible

Les précautions de sécurité lors de la coupe oxy-carburant comprennent le port d'équipements de protection, l'inspection des équipements et l'évitement des matériaux inflammables.
| Point clé | Détails |
|---|---|
|
Engrenage |
Porter des vêtements de protection |
|
Inspection |
Vérifiez les dommages aux cylindres et aux torches |
|
Vannes |
Utilisez des pare-flashback |
|
Inflammable |
Évitez de couper près des objets inflammables |
|
Transport |
Cylindres sécurisés pendant le transport |
Équipement de protection individuelle (EPI)
L'équipement de protection individuelle (EPI) est vital pour assurer la sécurité des travailleurs impliqués dans les opérations de coupe oxy-combustible Le processus génère des températures élevées, des étincelles et des fumées, qui peuvent présenter des risques importants si des précautions adéquates ne sont pas prises. Les éléments clés de l'EPI comprennent notamment
- Casques et lunettes de soudage: La protection oculaire est essentielle pour protéger contre la lumière intense, les rayonnements ultraviolets (UV) et les débris volants. Des lunettes de soudage ou des casques avec des lentilles présentant une plage de teintes adaptée à la coupe oxy-combustible (généralement de teinte 4-6) sont recommandés selon les normes ANSI Z87.1.
- Vêtements résistants aux flammes: Les opérateurs doivent porter des vêtements ignifuges faits de matériaux tels que le coton traité ou le cuir pour éviter les brûlures dues aux étincelles et aux éclaboussures de métal en fusion. Les vêtements amples doivent être évités pour minimiser les risques d'incendie.
- Protection Respiratoire: La découpe à l'oxy-combustible produit des fumées pouvant contenir des substances nocives telles que le monoxyde de carbone ou les oxydes métalliques Selon le matériau coupé et la ventilation de l'espace de travail, des respirateurs conformes aux normes approuvées par le NIOSH peuvent être nécessaires pour se protéger contre l'inhalation de particules dangereuses.
- Gants Résistants à la Chaleur: Des gants épais et résistants à la chaleur sont essentiels pour protéger les mains des opérateurs de l'exposition à la chaleur extrême et des brûlures accidentelles causées par les matériaux fondus.
- Bottes à bout en acier: La protection des pieds est cruciale pour se prémunir contre les chutes d'objets lourds et les gouttes de métal en fusion Les bottes doivent également comporter des semelles résistantes à la chaleur pour résister au contact avec les surfaces chaudes.
- Protection auditive: Les opérations de coupe oxy-carburant peuvent générer des niveaux de bruit importants, en particulier lorsqu'elles sont associées à des équipements supplémentaires comme des meuleuses ou des perceuses. Les bouchons d'oreilles ou les cache-oreilles conformes aux directives d'exposition au bruit de l'OSHA contribuent à réduire le risque de lésions auditives.
En intégrant ces composants essentiels des EPI dans les opérations quotidiennes, les travailleurs minimisent les dangers potentiels et créent un environnement de travail plus sûr Une formation appropriée sur l'utilisation et le maintien de ces mesures de protection améliore encore la sécurité et l'efficacité opérationnelle En veillant à ce que le respect des normes réglementaires de sécurité protège non seulement le personnel mais renforce également la productivité et le moral au travail.
Mesures de sécurité incendie
Avec les mesures de sécurité incendie, je regarde les choses sous l'angle de la prévention tout en atténuant tous les risques possibles et en me préparant aux urgences Cela inclut de garder les sorties dégagées, d'inspecter les extincteurs à intervalles réguliers, de les entretenir de temps en temps et d'effectuer régulièrement des exercices d'incendie pour rappeler et préparer tout le monde aux urgences Cela comprend également d'instruire les gens sur la façon de gérer et de réagir aux incendies et sur la bonne utilisation des équipements pour assurer la sécurité et la préparation de chacun.
Gestion et maintenance appropriées des équipements
Chaque fois que l'on manipule ou travaille avec un outil, il faut se rendre compte que la sécurité et l'efficacité sont primordiales Par conséquent, je m'assure de toujours suivre les instructions des fabricants pour faire fonctionner l'équipement Je veux dire, je m'enregistre régulièrement pour trouver les défauts qui pourraient survenir et les traiter tôt De cette façon, je contrecarre les situations qui conduiraient à un dysfonctionnement de l'équipement, ce qui crée un endroit qui pourrait être dangereux pour tous.
Comparaison de la coupe oxy-combustible avec des méthodes alternatives

La coupe oxy-combustible est largement utilisée pour sa capacité à couper efficacement l'acier épais et d'autres métaux ferreux L'oxygène et les gaz combustibles se combinent pour fournir une flamme à très haute température qui est capable de faire fondre le matériau Coût-faut, c'est la méthode la moins chère disponible ; il est portable, et parfait pour une application robuste.
D'autre part, d'autres méthodes telles que la découpe plasma sont plus rapides et plus précises lorsqu'il s'agit de découper des plaques minces et des matériaux non ferreux comme l'aluminium Le plasma produit des bords plus propres avec moins de scories La découpe laser est une précision absolue pour ceux qui ont des conceptions complexes ; cependant, il est coûteux à exécuter et nécessite beaucoup plus d'équipement.
Chacun a ses avantages et ses inconvénients, donc le facteur décisif se résume au type et à l'épaisseur des besoins en matériaux, en budget et en projet La découpe au combustible oxy est toujours l'une des meilleures options pour les applications lourdes et industrielles en raison de sa simplicité et de sa fiabilité.
Oxy-Fuel vs Découpe Plasma
La découpe à l'oxy-carburant est rentable et idéale pour les matériaux épais, tandis que la découpe au plasma offre une vitesse, une précision et une polyvalence supérieures.
|
Point clé |
Détails |
|---|---|
|
Épaisseur |
Oxy-carburant pour matériaux épais |
|
Précision |
Le plasma est plus précis |
|
Vitesse |
Le plasma est plus rapide |
|
Coût |
L'oxy-carburant est plus abordable |
|
Polyvalence |
Le plasma gère mieux les matériaux minces |
Combustible oxy contre découpe laser
La découpe oxy-combustible excelle en acier épais et en rentabilité, tandis que la découpe laser offre une précision, une vitesse et une polyvalence supérieures.
|
Point clé |
Détails |
|---|---|
|
Épaisseur |
Oxy-carburant pour acier épais |
|
Précision |
La découpe laser est supérieure |
|
Vitesse |
Le laser est plus rapide |
|
Coût |
L'oxy-carburant est plus rentable |
|
Polyvalence |
Le laser est plus polyvalent |
Avantages et inconvénients de chaque méthode
1. Coupe oxy-combustible
Avantages
- Polyvalence: La coupe oxy-combustible est très efficace sur une large gamme de métaux ferreux et permet de couper des matériaux plus épais, souvent jusqu'à 24 pouces ou plus.
- Portabilité: L'équipement est relativement léger et ne nécessite pas de source d'alimentation externe, ce qui le rend idéal pour les travaux sur le terrain ou les emplacements distants.
- Rentable: L'investissement initial et les coûts opérationnels sont inférieurs par rapport aux systèmes de découpe plasma ou laser.
Inconvénients
- Limité aux métaux ferreux: Cette méthode ne convient pas pour couper des métaux non ferreux tels que l'aluminium ou l'acier inoxydable.
- Vitesse plus lente: La vitesse de coupe est considérablement plus lente par rapport à la découpe plasma et laser, en particulier sur des matériaux plus fins.
- Zone affectée par la chaleur (ZAT): La forte intensité thermique peut conduire à une zone affectée thermiquement plus grande, ce qui peut compromettre l'intégrité du matériau près du bord coupé.
2. Découpe plasma
Avantages
- Polyvalence dans tous les matériaux: La découpe au plasma peut traiter efficacement une variété de métaux conducteurs, notamment l’acier, l’acier inoxydable et l’aluminium.
- Vitesses de coupe plus rapides: Cette méthode surpasse la coupe oxy-combustible en termes de vitesse, en particulier sur les matériaux plus fins, améliorant ainsi la productivité globale.
- Précision: Les coupe-plasma produisent des coupes plus propres avec un minimum de scories, réduisant ainsi le besoin de travail de post-traitement.
Inconvénients
- Coût: L'investissement initial dans les équipements de découpe plasma est plus élevé, et les coûts opérationnels peuvent augmenter en raison du besoin d'électricité et de composants consommables comme les électrodes et les buses.
- Limitation d'épaisseur: Bien qu'exceptionnelle pour couper des matériaux minces et d'épaisseur moyenne, la découpe plasma est moins efficace pour les métaux extrêmement épais que la découpe oxy-combustible.
- Dépendance à l'égard des sources d'énergie: Les coupe-plasma nécessitent une alimentation stable, ce qui limite leur portabilité par rapport aux systèmes oxy-combustibles.
3. Découpe laser
Avantages
- Haute précision et détail: La découpe laser excelle dans la réalisation de conceptions complexes et de coupes précises, ce qui la rend idéale pour les projets nécessitant des tolérances serrées.
- Vitesse avec des matériaux minces: Pour les métaux plus fins et les matériaux en feuille, la découpe laser peut permettre un traitement très rapide.
- Déchets minimaux: La largeur étroite de la saignée et la haute précision réduisent considérablement les déchets de matériaux.
Inconvénients
- Coût élevé: Les machines de découpe laser entraînent un coût initial substantiel, ainsi que des dépenses de maintenance continues.
- Limitations Matérielles: Bien qu'efficace sur la plupart des types de métaux et même sur les non-métaux, la découpe laser se débat avec des matériaux extrêmement épais.
- Préoccupations en matière de sécurité: L'utilisation de lasers nécessite des contrôles de sécurité stricts pour protéger les opérateurs des dangers potentiels, y compris l'exposition à une lumière de grande puissance.
Sources de référence
- Température chauffée et plage de la barre de renforcement de coupe oxy-acétylène par simulation et expérience
- Auteurs : Bong-Joo Kim et al.
- Année de publication : 2008
- Résumé : Cette étude étudie la température et la plage chauffées lors de la coupe oxy-acétylène des barres d'armature Elle emploie à la fois des méthodes de simulation et des méthodes expérimentales pour analyser les effets thermiques pendant le processus de coupe Les résultats indiquent que la distribution de température est critique pour optimiser l'efficacité et la qualité de la coupe.
- Méthodologie : La recherche a utilisé des techniques de simulation ainsi que des configurations expérimentales pour mesurer les variations de température pendant le processus de coupe, fournissant ainsi une compréhension complète de la dynamique thermique impliquée(Kim et coll., 2008, pp. 15).
- Enquête expérimentale et optimisation des paramètres d'usinage assistés par oxy-acétylène pour l'alliage à base de nickel Inconel 718
- Auteurs : OG Sonare et al.
- Année de publication : 2017
- Résumé : Cet article se concentre sur l'optimisation des paramètres d'usinage pour la découpe oxy-acétylène de l'Inconel 718, un alliage à base de nickel L'étude souligne l'importance du contrôle de température dans l'obtention des résultats d'usinage souhaités, tels que l'état de surface et l'usure des outils.
- Méthodologie : Les auteurs ont mené une série d'expériences pour évaluer les effets de divers paramètres de coupe sur les performances du processus oxy-acétylène, en analysant les résultats pour identifier les paramètres optimaux pour la gestion de la température(Sonare et coll., 2017, pp. 17).
- Une étude expérimentale des paramètres de performance d'usinage à chaud à l'aide d'une configuration de gaz oxyacétylène
- Auteurs : Venkatesh Ganta, D. Chakradhar
- Année de publication : 2014
- Résumé : Cette étude examine les paramètres de performance de l'usinage à chaud à l'aide d'un montage oxy-acétylène gaz Elle met l'accent sur le rôle de la température dans l'amélioration de l'efficacité de l'usinage et la réduction de l'usure des outils.
- Méthodologie : La recherche a impliqué des configurations expérimentales pour mesurer l'impact de la température sur divers paramètres d'usinage, fournissant ainsi un aperçu des avantages des techniques d'usinage à chaud(Ganta et Chakradhar, 2014).
Foire aux questions (FAQ)
Quel est le procédé de coupe oxy-combustible ?
Le processus de coupe oxy-combustible consiste à utiliser une torche qui mélange l'oxygène et un gaz combustible, généralement de l'acétylène, pour créer une flamme à haute température. Cette flamme est utilisée pour chauffer le métal jusqu'à ce qu'il atteigne sa température d'inflammation, permettant ainsi une technique de coupe qui perce efficacement divers types de matériaux.
Quelles sont les températures maximales de flamme en oxygénation ?
La température maximale de la flamme dans la coupe à l'oxygène peut atteindre jusqu'à 3 500 degrés Celsius (6 332 degrés Fahrenheit) lors de l'utilisation d'une torche oxy-combustible Cette température élevée de la flamme est essentielle pour une coupe efficace, permettant à la flamme de faire fondre le métal et de produire une coupe propre.
Comment le rapport oxygène/gaz combustible affecte-t-il la qualité de la coupe ?
Le rapport oxygène/gaz combustible est crucial pour obtenir une qualité de coupe optimale Un rapport plus élevé conduit à une flamme plus chaude, ce qui peut améliorer la vitesse et la qualité de coupe À l'inverse, un rapport plus faible peut entraîner des vitesses de coupe plus lentes et un processus de coupe moins efficace, pouvant conduire à la formation de scories sur le bord coupé.
Quels types de gaz combustibles peuvent être utilisés dans la coupe oxy-combustible ?
Les gaz combustibles couramment utilisés dans la coupe oxy-combustible comprennent l'acétylène, le propane et le gaz MAPP. Chaque gaz a des propriétés uniques ; par exemple, l'acétylène produit une température de flamme plus élevée que le propane, ce qui le rend plus adapté à certaines applications de coupe.
Comment le temps de perçage affecte-t-il la technique de découpe ?
Le temps de perçage fait référence à la durée nécessaire pour créer un trou initial dans le métal avant la découpe Un temps de perçage plus court indique généralement une technique de découpe plus efficace, permettant un perçage et une découpe plus rapides. Des facteurs comme la température de la flamme et le débit d'oxygène jouent un rôle important dans la détermination du temps de perçage.
Quel est le rôle du cône intérieur de la flamme dans la coupe oxy-combustible ?
Le cône intérieur de la flamme est la partie la plus chaude de la flamme oxy-combustible et est essentiel pour une coupe efficace C'est là que le jet d'oxygène se mélange au gaz combustible, créant une zone à haute température qui fait fondre le métal Pour des résultats optimaux, le processus de coupe doit se concentrer sur le maintien de ce cône intérieur à la bonne position sur le matériau à couper.
Le gaz naturel peut-il être utilisé dans la coupe oxy-combustible ?
Oui, le gaz naturel peut être utilisé dans la coupe oxy-combustible, bien qu'il produise généralement une température de flamme inférieure à celle de l'acétylène. Bien qu'il ne soit pas aussi efficace pour couper des métaux plus épais, il s'agit d'un carburant couramment utilisé pour les applications plus légères en raison de sa disponibilité et de sa rentabilité.
Quelles sont les précautions de sécurité pour utiliser une bouteille d'acétylène ?
Lors de l'utilisation d'une bouteille d'acétylène, il est essentiel de respecter les précautions de sécurité telles que s'assurer que la bouteille est stockée à la verticale, à l'écart des sources de chaleur et dans une zone bien ventilée. Vérifier régulièrement les fuites et s'assurer que la vanne de la torche fonctionne correctement peut aider à prévenir les accidents pendant le processus de coupe.
Comment l'utilisation de moins d'oxygène affecte-t-elle le processus de coupe ?
L'utilisation de moins d'oxygène dans le processus de coupe peut conduire à une température de flamme plus basse, ce qui peut entraîner des vitesses de coupe plus lentes et un perçage moins efficace du métal. Cela peut également augmenter la probabilité de formation de scories, ce qui a un impact négatif sur la qualité de la coupe. Le maintien des bonnes conduites d’oxygène et de carburant est crucial pour des performances optimales.

