


Para precisão e versatilidade no corte de metal, poucas ferramentas podem combinar a tocha de oxi-combustível em eficiência Este método consagrado pelo tempo tem sido famoso nas indústrias desde a fabricação até a construção por causa de sua capacidade de cortar aço grosso com velocidade e precisão Mas nossa pergunta é: o que torna o corte de oxi-combustível tão eficaz, e como a temperatura afeta o processo Neste texto, vamos olhar para a ciência por trás do corte de oxi-combustível, analisar como a tocha opera e buscar seus vários usos Considere este guia de conhecimento base tanto para profissionais experientes quanto para novos operadores que trabalham com metal Tudo isso é para dizer o que torna esta ferramenta uma seleção confiável entre operações cataclísmicas e de ponta.
Introdução ao Corte Oxi-Fuel
O corte com oxicombustível é um processo conhecido por cortar metais usando uma chama de alta temperatura produzida por oxigênio e um gás combustível como acetileno, propano ou gás natural. A chama pré-aquece o metal a um certo calor crítico, após o qual o oxigênio puro é direcionado para a área e faz com que o metal oxide ou queime para dar um corte limpo e preciso. Este processo é muito útil no corte de pedaços grossos de metais ferrosos, bem como na indústria da construção, construção naval e fabricação de metais. A confiabilidade e versatilidade do corte com oxicombustível tornam-no uma ferramenta indispensável para muitas aplicações.
O que é o corte Oxy-Fuel?
O corte com oxicombustível usa uma técnica direta, mas altamente eficaz, em que o processo de combustão é utilizado para fazer um corte preciso em metais espessos Neste processo, a superfície do metal é pré-aquecida a uma temperatura de ignição que geralmente varia entre 900 °F e 1.600 °F, dependendo do material usado O gás combustível, comumente acetileno, propano ou gás natural, combina-se com o oxigênio para produzir uma chama de grande temperatura Uma vez que o metal é aquecido o suficiente, uma corrente de oxigênio puro igualmente concentrada é direcionada ao metal, que reage com o oxigênio para formar óxido de ferro que derrete e é então soprado para longe da área cortada.
O oxi-combustível é agora de alta tecnologia, muito mais preciso e eficiente em capacidade Por exemplo, as máquinas automatizadas de corte oxi-combustível realizam uma velocidade de mais de 20 polegadas por minuto em chapa de aço carbono de até 12 polegadas de espessura A análise da indústria diz que o corte oxi-combustível é uma das soluções mais econômicas para tarefas de corte pesadas, com despesas operacionais geralmente consideradas menores do que outras alternativas, incluindo corte a plasma ou laser Este método funciona melhor para indústrias envolvidas na fabricação ou reparo em larga escala, dado que oferece portabilidade e eficiência além da precisão.
História e Evolução das Técnicas de Corte Oxi-Fuel
A gênese do corte oxi-combustível remonta ao final de 1800, com a evolução dos sistemas práticos de soldagem e corte de gás Em 1903, Edmond Fouché e Charles Picard introduziram a tocha de oxi-acetileno na metalurgia Ao queimar oxigênio e gás acetileno para produzir chama quente o suficiente para derreter e cortar o aço, permitiu processos precisos de corte e soldagem com uma eficiência surpreendente.
Ao longo dos anos, o corte de oxi-combustível obteve melhorias maciças Suas primeiras aplicações foram limitadas por limitações muito simples de equipamentos e faixa de trabalho, então essas melhorias melhoraram muito sua execução Por exemplo, as configurações de vários gases agora permitem que os usuários troquem combustíveis, como propano ou gás natural, o que também abre outras aplicações e reduz o custo em alguns.
Avanços tecnológicos integraram configurações de corte oxi-combustível em sistemas automatizados A maioria das máquinas CNC (Controle Numérico Computadorizado) estão atualmente integradas com cabeças de corte oxi-combustível para permitir uma operação em larga escala mais precisa De acordo com alguns relatórios recentes de inteligência da indústria, a mistura aumenta a produtividade em até 401TP3 T, mantendo rigorosos níveis de tolerância essenciais para aplicações industriais pesadas Além disso, melhorias no design dos bicos estão ajudando a melhorar a eficiência do combustível, reduzir o consumo de oxigênio em até 251TP3 T e, assim, aumentar a sustentabilidade do método.
A própria adaptabilidade e resistência do oxicombustível o mantêm relevante com as indústrias modernas, como construção naval, construção e manufatura, não obstante tecnologias mais recentes, como lasers e plasma Sua evolução histórica permanece como prova de que é uma solução progressiva para uma necessidade da indústria que fundiu inovação com praticidade para permanecer o instrumento básico da fabricação de metal.
Aplicações em todos os setores
O processo de corte oxigênio-combustível continua a ser uma tecnologia crítica devido à sua natureza polivalente e eficiência Na construção, é utilizado principalmente para cortar aço estrutural com precisão para permitir a montagem imediata de estruturas de edifícios ou pontes. Alguns outros pesos pesados na construção naval...indústrias dependem do corte oxicombustível para sua capacidade de cortar chapas grossas de aço, encurtando assim muito o tempo de produção As operações de fabricação adotam então o processo de fabricação para a produção de componentes e peças para máquinas, eletrodomésticos e ferramentas.
Nos últimos tempos, inúmeras inovações foram trazidas para a arena de corte de oxi-combustível para torná-lo ainda melhor - as misturas de gases têm cortes mais rápidos com todos os bicos mais novos e melhores que realizam cortes mais suaves simultaneamente com precisão perfeita a laser Estudos enfatizam que esta técnica pode ser utilizada em espessuras de aço superiores a 12 polegadas, principalmente para aplicações muito pesadas Mais estudos revelam que este método é econômico em comparação com outros métodos, com custos sendo até 501TP3 T menores do que os métodos mais avançados, como lasers cortados, tornando todo o procedimento mais portátil e prático de usar, que posicionam o corte de oxi-combustível como uma das caixas de ferramentas primárias para esta atividade industrial digna de vida.
A ciência por trás da chama do oxi-combustível
A chama oxi-combustível é criada misturando oxigênio com um gás combustível como acetileno ou propano de forma controlada O oxigênio suporta a combustão, deixando o gás combustível queimar a temperaturas muito altas Este calor intenso é suficiente para derreter metal, tornando-o adequado para processos de corte e soldagem A chama consiste em duas zonas: o cone interno, onde ocorre a combustão parcial dos gases combustíveis, e o envelope externo, onde a combustão completa Dependendo da relação oxigênio-combustível, a chama pode ser feita para executar a tarefa a que se destina, ou seja, cortar ou unir.
Compreendendo a combustão de oxigênio e acetileno
A fusão da combustão de acetileno e oxigênio fornece o ponto focal muito dos métodos de soldagem e corte de gás porque dá origem a uma temperatura todo-poderosa Oxigênio e acetileno reagem quimicamente por combustão para dar uma temperatura de chama de cerca de 3.480 °C (6.296° F), tornando-se uma das temperaturas de chama mais altas encontradas na prática industrial usual Tal calor tem a capacidade de soldar e cortar metais em casca de noz, incluindo aço e ferro.
A combustão, a partir daí, inicia-se com moléculas de acetileno C2H2 que são misturadas com oxigênio O2 para produzir calor devido à rápida oxidação A reação para combustão completa assume a forma:
2C2H2 + 5O2 → 4CO2 + 2H2O + Calor
Esta reação representa um estado ideal de combustão, onde há oxigênio suficiente Mas qualquer irregularidade no valor da razão oxigênio-acetileno pode alterar o caráter da chama Uma chama redutora, ou cementadora, tem acetileno extra e é usada, por exemplo, para recozimento ou criação de filetes na soldagem, depositando fuligem e reduzindo a oxidação; por outro lado, uma chama neutra é usada para combustão equilibrada na soldagem geral, e uma chama oxidante com oxigênio excedente fornece o máximo calor para o corte.
Uma vez refinado, o oxigênio e o acetileno são embalados e protegidos para aproveitar o máximo desempenho da dupla O acetileno, por exemplo, é inerentemente instável a pressões superiores a 15 psi (103 kPa) e tem que ser regulado para evitar a decomposição insegura; não obstante, seu alcance explosivo no ar está entre 2,51TP3 T e 1001TP3 T e, portanto, todas as etapas possíveis requerem monitoramento e controle durante a aplicação.
Temperatura da Chama e Sua Importância no Corte
Sendo uma pedra sublime nas artes de corte e processos industriais, a temperatura da chama é um indicador de eficiência e precisão dos processos de corte industrial, Dadas as proporções de mistura 1:1 de oxigênio e acetileno, a chama de oxi-acetileno atinge uma temperatura de cerca de 5.572 °F (3.090 °C).Em temperaturas tão altas, o aço pode ser rapidamente levado ao seu ponto de ignição, pelo que o corte é realizado de forma rápida e eficiente.
Outro aspecto importante além da temperatura é a natureza da chama, que pode ser neutra, oxidante ou redutora O desempenho do corte e o estado do produto estão sujeitos à influência da chama Normalmente, a chama neutra produziria cortes da melhor qualidade, uma vez que a proporção de oxigênio para acetileno é equilibrada, enquanto a chama oxidante causaria oxidação excessiva que poderia aparecer como defeitos superficiais.
Outro aspecto importante: Distribuição de calor A chama concentra o calor em uma pequena área de tal forma que o calor se afasta enquanto se espalha na superfície com estresse térmico no material circundante, arriscando assim empenamento ou danos estruturais Isso também enfatiza a escolha da combinação certa de combustível e calibração adequada do equipamento.
Juntamente com técnicas modernas de corte, como sistemas automatizados de tochas e controles de mistura de gás, essas chamas de alta temperatura fornecem alguma precisão excepcional para uma multiplicidade de fins industriais, ocorrendo em qualquer lugar, desde a fabricação de projetos quase artísticos até o chanfro de placas de aço grossas A temperatura da chama tem sido um fator considerável para as indústrias coordenarem suas atividades, mesmo para trabalhos de corte extenuantes.
Fatores que afetam as características da chama
Vários fatores-chave influenciam as características da chama, incluindo temperatura, relação combustível-oxigênio, pureza do gás e condições ambientais Entender como essas variáveis interagem é essencial para alcançar um controle preciso da chama e otimizar os processos industriais.
- Relação Combustível-Oxigénio
A relação de combustível para oxigênio desempenha um papel fundamental na definição do comportamento da chama Uma relação equilibrada produz uma chama neutra, ideal para muitas aplicações industriais Muito oxigênio cria uma chama oxidante, que pode promover a oxidação do metal, enquanto o excesso de combustível resulta em uma chama redutora, que pode reduzir os óxidos e minimizar a incrustação.
- Pureza Gasosa
A pureza dos gases combustíveis, como acetileno, propano ou gás natural, impacta diretamente a estabilidade e a produção de calor da chama. Impurezas ou qualidade inconsistente do gás podem levar a temperaturas flutuantes e desempenho desigual de corte ou soldagem. Por exemplo, acetileno com grau de pureza de 99,6% ou superior garante uma chama mais quente e consistente em comparação com alternativas de qualidade inferior.
- Temperatura e Pressão Ambiente
Fatores ambientais como pressão atmosférica e umidade alteram as características da chama. Por exemplo, altitudes mais elevadas em que o ar e a densidade do oxigênio são ajustes de pressão e fluxo de oxigênio mais baixos nas configurações de oxigênio do combustível para manter uma combustão eficiente.
- Projeto e manutenção de bicos
O design do bocal da tocha influencia o tamanho, a forma e a distribuição de calor da chama A manutenção regular, como limpar os bloqueios dos bicos e substituir os componentes desgastados, garante um fluxo de gás uniforme e uma saída de chama ideal.
- Avanços na automação
Sistemas automatizados modernos permitem ajustes precisos em variáveis como fluxo de gás e configurações de combustão. Este nível de controle não apenas aumenta a repetibilidade, mas também melhora a eficiência energética. Por exemplo, máquinas automatizadas de corte oxicombustível podem ajustar a chama para corresponder à espessura do material que está sendo processado, reduzindo desperdícios e aumentando a produtividade.
Ao contabilizar esses fatores, os fabricantes e operadores podem ajustar as características da chama para atender aos requisitos exatos de suas tarefas, garantindo eficiência, segurança e resultados de alta qualidade.
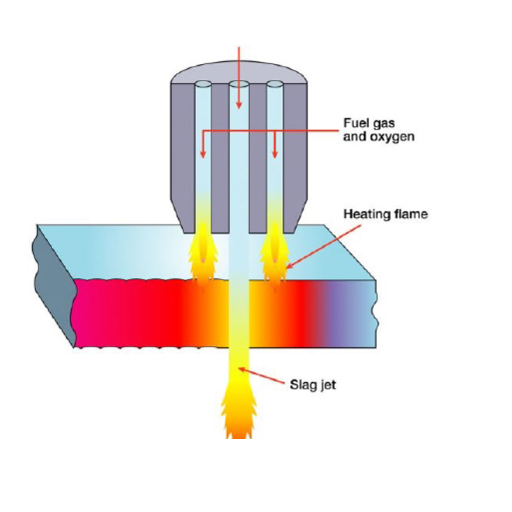
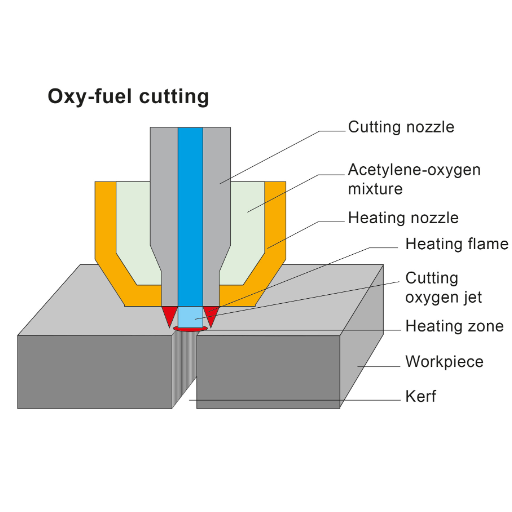
Processo de corte Oxi-Fuel

No corte por chama de oxicorte, o metal sólido é aquecido com uma chama até a temperatura de ignição e um jato de oxigênio puro é então usado para oxidar e cortar o material A técnica de corte de oxicombustível funciona bem principalmente em metais ferrosos, como o aço, uma vez que são capazes de métodos de oxidação baratos Depois que o metal foi pré-aquecido, a chama é alimentada por um gás combustível, como acetileno, propano ou gás natural, e oxigênio Em cerca da temperatura de ignição, um forte jato de oxigênio é lavado contra a peça de trabalho e, em um instante, oxida e corta Esta técnica é um método versátil e rápido para cortar com precisão metais grossos.
Componentes do Sistema de Corte Oxi-Fuel
Os componentes de um sistema de corte oxicombustível incluem cilindros, reguladores, mangueiras, tocha e válvulas de segurança.
| Ponto Chave | Detalhes |
|---|---|
|
Cilindros |
Armazenamento de oxigênio e gás combustível |
|
Reguladores |
Pressão do gás de controle |
|
Mangueiras |
Transporte gases para a tocha |
|
Tocha |
Misture e acenda gases |
|
Válvulas |
Garantir a segurança e o controlo do fluxo |
Escolhendo a ponta de corte certa
A seleção da ponta de corte para oxi-combustível deve ser feita com cuidado para colher o máximo desempenho e obter cortes reais de um sistema de corte oxi-combustível Vários fatores influenciam a escolha de uma ponta de corte: tipo e espessura do material que está sendo cortado, tipo de gás combustível usado e a qualidade do corte desejado As pontas de corte são fabricadas para ter tamanhos de orifícios variáveis e configurações afinadas dependentes da taxa de fluxo de chama e oxigênio.
Por exemplo, pequenas pontas de orifício que fornecem uma chama comparativamente estreita, mas concentrada, são geralmente usadas para metais mais finos porque tais fabricantes afinam a chama muito longe, e há a queima do material ou resíduos Grandes pontas de orifício devem ser usadas para materiais mais espessos, uma vez que seu fluxo de oxigênio permite cortes mais profundos e limpos Os gráficos de ponta padrão da indústria personalizados para cada aplicação geralmente são fornecidos pelos fabricantes; esses gráficos incluem informações para definir o tamanho da ponta, velocidade de corte, pressões de gás e pré-aquecimentos necessários para a chama, fornecendo ao operador informações para realizar cortes com eficiência e precisão.
Outras vantagens incluem a ponta correta ser mais eficiente no consumo de gás e menos perigosa em termos de backfires ou distúrbios de chama Limpeza regular das pontas e verificações de desgaste formam uma parte importante da boa manutenção da ponta e garantirá o desempenho consistente das operações de corte Ao escolher as pontas, deve-se anotar o tipo de ponta compatível com o modelo de tocha usado e se o material da ponta é adequado para longa exposição a um ambiente de alta temperatura.
Técnica de corte de oxi-combustível passo a passo
1. prepare o equipamento
Certifique-se de que todo o seu equipamento esteja em bom estado de funcionamento Dê a sua tocha, mangueiras e reguladores uma vez por cima para quaisquer sinais de danos ou desgaste Certifique-se de que os cilindros de oxigênio e gás combustível estejam firmemente fixados e que os níveis de pressão sejam adequados para operações.
2. ajuste a pressão do gás
Regule a pressão do oxigênio e do gás combustível em seus respectivos reguladores de acordo com as especificações exatas de acordo com a tocha e a ponta de corte. Por exemplo, a pressão do oxigênio é normalmente maior (20-40 psi para corte) em comparação com a pressão do gás combustível (5-10 psi para acetileno, dependendo do uso real).
3. Acenda a tocha
Abra ligeiramente a válvula de gás combustível e use um isqueiro de faísca para inflamar o gás Em seguida, abra lentamente a válvula de oxigênio para formar uma chama neutra Uma chama neutra terá um cone interno bem definido e é necessária para um bom corte.
4. pré-aquecer o material
Posicione a tocha de corte no ponto inicial do material Mantenha a chama firme para pré-aquecer a área a uma cor vermelha brilhante indicando que está pronta para o corte Pré-aqueça para se certificar de um corte limpo.
5. abra a válvula de corte de oxigênio
Uma vez que o material esteja quente, libere um fluxo de oxigênio altamente pressurizado pressionando a alavanca de oxigênio de corte Segure a tocha de forma constante e mova-a lentamente ao longo da linha do corte, mantendo a chama alinhada com o material.
6. observe a velocidade de corte
Afine a velocidade de corte para se adequar à espessura do material e à qualidade desejada. Por exemplo, placas de aço de até 1/2 pol. grossas são cortadas mais lentamente e o material mais fino tem uma velocidade de corte mais rápida.
7. Limpe o Kerf
Ao terminar o corte, verifique o kerf (a lacuna feita pelo corte) para se certificar de que está limpo e livre de escória Muita escória pode mostrar configurações inadequadas ou pode significar que você precisa ajustar sua técnica.
8. Desligue com segurança
Para desligar a tocha, feche primeiro a válvula de gás combustível, depois a válvula de oxigênio Feche as válvulas do cilindro adequadamente e libere qualquer pressão restante no sistema Inspecione o equipamento quanto ao desgaste e limpe, se necessário.
Com essas etapas detalhadas, pode-se garantir precisão, segurança e eficiência ao corte de oxicombustível em todas as aplicações.
Fatores que afetam a eficiência do corte
1. tipo de material
A eficiência do corte depende em grande parte da composição e espessura do material. Metais mais macios e materiais menos espessos são mais fáceis de cortar do que os duros ou grossos.
2. configurações da tocha
As proporções corretas de combustível e oxigênio proporcionam um corte limpo e eficiente. Qualquer desvio disso pode produzir cortes com bordas muito irregulares ou escória excessiva.
3. condição do bico
Um bocal limpo e não danificado é preferido para precisão Se um bocal estiver entupido ou danificado, o fluxo de gás será obstruído, dificultando a eficiência do corte.
4. Técnica do Operador
O desempenho depende de uma boa técnica: velocidade consistente, bom ângulo da tocha, movimento constante As más práticas implicarão cortes imprecisos e não bons.
Qualidade e taxa de fluxo de gás 5
Um bom corte precisa de bom gás, e um bom gás precisa que sua vazão seja adequada Qualquer contaminação ou fluxo de gás inadequado não permitirá que ele passe suavemente.
A eficiência e a qualidade no corte com oxicombustível podem ser melhoradas atendendo a esses fatores.
Razões de oxigênio e gás combustível
A relação correta de oxigênio e gás combustível é um ato de equilíbrio que resulta em alcançar o desempenho ideal de corte durante o processo de corte oxi-combustível A chama deve queimar eficientemente para fornecer o calor da tela necessário para o corte Normalmente, uma chama neutra é atingida para a maioria das operações - esta é a chama gerada quando o oxigênio e o gás combustível são combinados nas proporções corretas.
Por exemplo, o acetileno, sendo um dos gases combustíveis mais utilizados, tem uma proporção de oxigênio para acetileno de cerca de 1,2:1 para a produção de chama neutra Isso significa que estritamente para cada unidade de acetileno, 1,2 unidades de oxigênio devem ser fornecidas As proporções mudarão para certas aplicações, os tipos de gás e os equipamentos que estão sendo usados O propano e o gás natural, que também são mais comumente usados, podem ver especialmente proporções diferentes maiores do que as necessárias para o acetileno, de 4:1 a 5:1.
Apenas manter a proporção correta reduzirá a formação de fuligem, a combustão incompleta e garantirá cortes limpos e nítidos. Repetir a calibração do equipamento e observar essas taxas de fluxo de gás manterá essas proporções exatamente onde você deseja, trabalhando com eficiência e desperdiçando pouco. As sugestões do fabricante devem sempre ser analisadas quanto às configurações de proporção específicas que melhor se adaptariam aos trabalhos de corte específicos disponíveis e às respectivas propriedades do material.
Espessura e Tipo de Material
A espessura e o tipo de material utilizado durante os processos de corte por chama são dois fatores tendentes a influenciar a eficiência do processo de corte e, consequentemente, a qualidade do corte, isto também significa que o corte de materiais finos, como chapas com menos de 6 mm de espessura, requer uma intensidade de chama muito baixa e uma relação exata de gás para evitar empenamento e zonas afetadas pelo calor excessivo Com o corte de materiais mais espessos, como chapas de aço acima de 20 mm, as vazões de gás terão que ser maiores, com aumento da pressão de oxigênio enquanto se utilizam tochas especiais adequadas para aplicações pesadas.
Diferentes metais reagirão de maneira diferente ao processo de corte. Por exemplo, o aço com baixo teor de carbono é preferido com o corte oxicombustível porque possui composições e pontos de fusão bastante previsíveis; entretanto, com tipos de materiais como aço inoxidável e alumínio, onde a camada de óxido e as propriedades de reflexão interferem nos processos, geralmente depende indiretamente da técnica. O aço inoxidável costuma ser melhor cortado a plasma ou laser, e o alumínio pode exigir modificações adicionais para evitar distorção térmica.
Como resultado do desenvolvimento de novos métodos de corte, os materiais e espessuras que podem ser processados de forma viável tornaram-se muito mais numerosos A ferramenta de corte possui configurações automatizadas para corte preciso e repetível de acordo com uma determinada especificação de tarefa Para fins industriais, gráficos de referência de materiais com recomendações específicas de configurações de pressão e velocidades de corte garantirão que um processo de corte seja otimizado para o corte do material. Para garantir os melhores resultados, é essencial garantir que a máquina de corte seja compatível com as especificações do material.
Condições Ambientais e Seu Impacto
Os processos de corte apresentam um conjunto diferente e único de variáveis que podem afetar sua eficiência e precisão Temperatura, umidade e fluxo de ar são talvez os elementos mais eficazes desmontando o desempenho do equipamento e o comportamento do material Uma atmosfera úmida pode introduzir umidade no ambiente de corte, e esse tipo de ambiente pode provocar oxidação ou corrosão para certos materiais, principalmente metais A qualidade do corte é prejudicada nessas condições, e surgem problemas na manutenção do equipamento de usinagem para o ambiente de qualidade.
As mudanças de temperatura afetam o corte de outras maneiras Em temperaturas muito baixas, os metais se tornarão quebradiços e, em temperaturas mais altas, perderão resistência e se tornarão suscetíveis à deformação térmica Todas essas mudanças nas propriedades do material afetam a precisão do corte e exigem que os operadores alterem suas configurações operacionais para compensar a expansão ou contração do material.
As correntes de ar, que conceitualmente abraçam a ventilação adequada e a direção do vento, são igualmente importantes para o gerenciamento de calor e resíduos em vários processos de corte A ventilação adequada remove material particulado e gases produzidos pelo corte, garantindo assim a segurança e mantendo uma visão desobstruída do corte, juntamente com um grau garantido de precisão.
É sábio monitorar e trabalhar em torno desses parâmetros ambientais para o máximo desempenho A pesquisa mostrou que manter o ambiente de trabalho regulado entre 60-75 °F e manter a umidade relativa em 40-501TP3 T pode ajudar a minimizar os efeitos adversos dessas variáveis externas Uma vez mantidos, controladores ambientais, como desumidificadores ou gabinetes com controles de umidade, podem ajudar a manter esses parâmetros, melhorando, em última análise, a saída e a qualidade da operação de corte.
Precauções de Segurança no Corte Oxi-Fuel

As precauções de segurança no corte com oxicombustível incluem o uso de equipamentos de proteção, inspeção de equipamentos e prevenção de materiais inflamáveis.
| Ponto Chave | Detalhes |
|---|---|
|
Engrenagem |
Use roupas de proteção |
|
Inspeção |
Verifique os cilindros e os danos da tocha |
|
Válvulas |
Use prendedores de flashback |
|
Inflamável |
Evite cortar perto de itens inflamáveis |
|
Transporte |
Cilindros seguros durante o transporte |
Equipamento de Proteção Individual (EPI)
Equipamentos de Proteção Individual (EPI) são vitais para garantir a segurança dos trabalhadores envolvidos em operações de corte de oxi-combustível O processo gera altas temperaturas, faíscas e fumos, que podem representar riscos significativos se precauções adequadas não forem tomadas Os principais itens de EPI incluem:
- Capacetes e óculos de solda: A proteção ocular é essencial para proteger contra luz intensa, radiação ultravioleta (UV) e detritos voadores. Óculos de solda ou capacetes com lentes com faixa de tonalidade adequada para corte oxicombustível (normalmente tonalidade 4-6) são recomendados de acordo com os padrões ANSI Z87.1.
- Roupas resistentes à chama: Os operadores devem usar roupas resistentes a chamas feitas de materiais como algodão tratado ou couro para evitar queimaduras por faíscas e respingos de metal fundido. Vestuário solto deve ser evitado para minimizar os riscos de incêndio.
- Proteção Respiratória: O corte com oxicombustível produz fumos que podem conter substâncias nocivas, como monóxido de carbono ou óxidos metálicos Dependendo do material que está sendo cortado e da ventilação do espaço de trabalho, respiradores compatíveis com os padrões aprovados pelo NIOSH podem ser necessários para proteger contra a inalação de partículas perigosas.
- Luvas Resistentes ao Calor: Luvas grossas e resistentes ao calor são essenciais para proteger as mãos dos operadores da exposição ao calor extremo e queimaduras acidentais causadas por materiais fundidos.
- Botas de dedos de aço: A proteção dos pés é crucial para proteger contra objetos pesados que caem e gotas de metal fundido. As botas também devem apresentar solas resistentes ao calor para resistir ao contato com superfícies quentes.
- Proteção Auditiva: As operações de corte de oxicombustível podem gerar níveis significativos de ruído, especialmente quando combinadas com equipamentos adicionais, como moedores ou brocas. Tampões de ouvido ou protetores de ouvido em conformidade com as diretrizes de exposição ao ruído da OSHA ajudam a reduzir o risco de danos auditivos.
Ao integrar esses componentes essenciais de EPI nas operações diárias, os trabalhadores minimizam os perigos potenciais e criam um ambiente de trabalho mais seguro O treinamento adequado sobre o uso e a manutenção dessas medidas de proteção aumenta ainda mais a segurança e a eficiência operacional Garantir o cumprimento das normas de segurança regulatórias não apenas protege o pessoal, mas também reforça a produtividade e o moral no local de trabalho.
Medidas de Segurança contra Incêndios
Com medidas de segurança contra incêndio, olho para as coisas de um ângulo de prevenção enquanto mitigo todos os riscos possíveis e me preparo para emergências Isso inclui manter as saídas livres, inspecionar extintores de incêndio em intervalos regulares, atendê-los de tempos em tempos e realizar rotineiramente exercícios de incêndio para lembrar e preparar todos para emergências Também inclui instruir as pessoas sobre como lidar e responder a incêndios e o uso adequado dos equipamentos para garantir a segurança e prontidão de todos.
Manuseio e manutenção adequados de equipamentos
Sempre que manusear ou trabalhar com qualquer ferramenta, é preciso perceber que a segurança e a eficiência são primordiais, Daí, EU me certifico de sempre seguir as instruções dos fabricantes para operar o equipamento Quero dizer, estou fazendo check-in regularmente para encontrar falhas que possam surgir e lidar com elas precocemente Desta forma, EU neutralizo as situações que levariam o equipamento a funcionar mal, o que cria um lugar que pode ser perigoso para todos.
Comparando o corte oxi-combustível com métodos alternativos

O corte com oxicombustível é amplamente utilizado por sua capacidade de cortar eficientemente aço espesso e outros metais ferrosos O oxigênio e os gases combustíveis se combinam para fornecer uma chama com temperatura muito alta que é capaz de derreter o material Em termos de custo, este é o método mais barato disponível; é portátil e perfeito para aplicação pesada.
Por outro lado, outros métodos como o corte a plasma são mais rápidos e precisos quando se trata de cortar placas finas e materiais não ferrosos como o alumínio O plasma produz bordas mais limpas e com menos escória O corte a laser é uma precisão absoluta para quem tem designs complexos; no entanto, é caro de operar e precisa de muito mais equipamentos.
Cada um tem seus prós e contras, então o fator decisivo se resume ao tipo e espessura do material, orçamento e necessidades do projeto O corte de oxi-combustível ainda é uma das melhores opções para aplicações pesadas e industriais devido à sua simplicidade e confiabilidade.
Oxi-Fuel vs. Corte de Plasma
O corte oxicombustível é econômico e ideal para materiais espessos, enquanto o corte a plasma oferece velocidade, precisão e versatilidade superiores.
|
Ponto Chave |
Detalhes |
|---|---|
|
Espessura |
Oxicombustível para materiais espessos |
|
Precisão |
O plasma é mais preciso |
|
Velocidade |
O plasma é mais rápido |
|
Custo |
O oxicombustível é mais acessível |
|
Versatilidade |
O plasma lida melhor com materiais finos |
Oxi-Fuel vs. Corte a Laser
O corte oxicombustível é excelente em aço espesso e economia, enquanto o corte a laser oferece precisão, velocidade e versatilidade superiores.
|
Ponto Chave |
Detalhes |
|---|---|
|
Espessura |
Oxicombustível para aço grosso |
|
Precisão |
O corte a laser é superior |
|
Velocidade |
O laser é mais rápido |
|
Custo |
O oxicombustível é mais econômico |
|
Versatilidade |
O laser é mais versátil |
Vantagens e Desvantagens de Cada Método
Corte 1. oxi-combustível
Vantagens
- Versatilidade: O corte oxicombustível é altamente eficaz em uma ampla gama de metais ferrosos e permite o corte de materiais mais espessos, geralmente de até 24 polegadas ou mais.
- Portabilidade: O equipamento é relativamente leve e não requer fonte de energia externa, tornando-o ideal para trabalho de campo ou locais remotos.
- Custo-efetivo: O investimento inicial e os custos operacionais são menores em comparação com sistemas de corte a plasma ou laser.
Desvantagens
- Limitado a Metais Ferrosos: Este método não é adequado para cortar metais não ferrosos, como alumínio ou aço inoxidável.
- Velocidade mais lenta: A velocidade de corte é consideravelmente mais lenta em comparação com o corte a plasma e laser, particularmente em materiais mais finos.
- Zona Afetada pelo Calor (HAZ): A alta intensidade de calor pode levar a uma zona maior afetada pelo calor, o que pode comprometer a integridade do material perto da borda cortada.
Corte 2. plasma
Vantagens
- Versatilidade em todos os materiais: O corte a plasma pode lidar efetivamente com uma variedade de metais condutores, incluindo aço, aço inoxidável e alumínio.
- Velocidades de corte mais rápidas: Este método supera o corte oxi-combustível em termos de velocidade, especialmente em materiais mais finos, melhorando a produtividade geral.
- Precisão: Os cortadores de plasma produzem cortes mais limpos com escória mínima, reduzindo a necessidade de trabalhos de pós-processamento.
Desvantagens
- Custo: O investimento inicial em equipamentos de corte a plasma é maior e os custos operacionais podem aumentar devido à necessidade de eletricidade e componentes consumíveis como eletrodos e bicos.
- Espessura Limitação: Embora excepcional para cortar materiais finos e de espessura média, o corte a plasma é menos eficaz para metais extremamente espessos em comparação com o corte oxicombustível.
- Dependência da Fonte de Energia: Os cortadores de plasma requerem uma fonte de alimentação estável, o que limita a sua portabilidade em comparação com sistemas oxicombustível.
Corte 3. laser
Vantagens
- Alta Precisão e Detalhe: O corte a laser é excelente em alcançar designs complexos e cortes precisos, tornando-o ideal para projetos que exigem tolerâncias rígidas.
- Velocidade com materiais finos: Para metais mais finos e materiais de folha, o corte a laser pode alcançar um processamento muito rápido.
- Resíduos Mínimos: A largura estreita do kerf e a alta precisão reduzem significativamente o desperdício de material.
Desvantagens
- Alto custo: As máquinas de corte a laser vêm com um custo inicial substancial, juntamente com despesas de manutenção contínuas.
- Limitações Materiais: Embora eficaz na maioria dos tipos de metais e até mesmo em não metais, o corte a laser luta com materiais extremamente espessos.
- Preocupações de segurança: O uso de lasers requer controles de segurança rigorosos para proteger os operadores de perigos potenciais, incluindo a exposição à luz de alta potência.
Fontes de referência
- Temperatura aquecida e faixa da barra de reforço de corte de oxi-acetileno por simulação e experimento
- Autores: Bong-Joo Kim et al.
- Ano de publicação: 2008
- Resumo: Este estudo investiga a temperatura aquecida e a faixa durante o corte de oxi-acetileno de barras de reforço, emprega tanto métodos de simulação quanto experimentais para analisar os efeitos térmicos durante o processo de corte, os achados indicam que a distribuição de temperatura é crítica para otimizar a eficiência e qualidade do corte.
- Metodologia: A pesquisa utilizou técnicas de simulação juntamente com configurações experimentais para medir variações de temperatura durante o processo de corte, proporcionando uma compreensão abrangente da dinâmica térmica envolvida(Kim et al., 2008, pp. 15).
- Investigação experimental e otimização de parâmetros de usinagem assistida por oxi-acetileno para liga à base de níquel Inconel 718
- Autores: OG Sonare et al.
- Ano de publicação: 2017
- Resumo: Este artigo foca na otimização dos parâmetros de usinagem para corte de oxi-acetileno do Inconel 718, uma liga à base de níquel O estudo destaca a importância do controle de temperatura para alcançar os resultados desejados de usinagem, como acabamento superficial e desgaste da ferramenta.
- Metodologia: Os autores conduziram uma série de experimentos para avaliar os efeitos de vários parâmetros de corte no desempenho do processo oxi-acetileno, analisando os resultados para identificar configurações ideais para o gerenciamento de temperatura(Sonare et 2017, pp. 17 al., al).
- Uma investigação experimental de parâmetros de desempenho de usinagem a quente usando configuração de gás oxi-acetileno
- Autores: Venkatesh Ganta, D. Chakradhar
- Ano de publicação: 2014
- Resumo: Este estudo examina os parâmetros de desempenho da usinagem a quente usando uma configuração de gás oxi-acetileno Ele enfatiza o papel da temperatura no aumento da eficiência da usinagem e na redução do desgaste da ferramenta.
- Metodologia: A pesquisa envolveu configurações experimentais para medir o impacto da temperatura em vários parâmetros de usinagem, fornecendo insights sobre os benefícios das técnicas de usinagem a quente(Ganta e Chakradhar, 2014).
Perguntas frequentes (FAQs)
O que é o processo de corte oxi-combustível?
O processo de corte oxi-combustível envolve o uso de uma tocha que mistura oxigênio e um gás combustível, tipicamente acetileno, para criar uma chama de alta temperatura Esta chama é usada para aquecer o metal até atingir sua temperatura de ignição, permitindo uma técnica de corte que efetivamente perfura vários tipos de materiais.
Quais são as temperaturas máximas de chama no corte de oxigênio?
A temperatura máxima da chama no corte de oxigênio pode atingir até 3.500 graus Celsius (6.332 graus Fahrenheit) ao usar uma tocha de oxi-combustível Esta alta temperatura da chama é essencial para um corte eficaz, permitindo que a chama derreta o metal e produza um corte limpo.
Como a relação oxigênio/gás combustível afeta a qualidade do corte?
A relação oxigênio/gás combustível é crucial para alcançar a qualidade de corte ideal Uma relação mais alta leva a uma chama mais quente, o que pode melhorar a velocidade e a qualidade de corte. Por outro lado, uma relação mais baixa pode resultar em velocidades de corte mais lentas e em um processo de corte menos eficaz, potencialmente levando à formação de escória na aresta de corte.
Que tipos de gases combustíveis podem ser usados no corte de oxicombustível?
Os gases combustíveis comuns usados no corte de oxicombustível incluem acetileno, propano e gás MAPP. Cada gás tem propriedades únicas; por exemplo, o acetileno produz uma temperatura de chama mais alta em comparação com o propano, tornando-o mais adequado para certas aplicações de corte.
Como o tempo de perfuração afeta a técnica de corte?
O tempo de perfuração refere-se à duração necessária para criar um furo inicial no metal antes do corte. Um tempo de perfuração mais curto normalmente indica uma técnica de corte mais eficiente, permitindo perfuração e corte mais rápidos. Fatores como temperatura da chama e fluxo de oxigênio desempenham um papel significativo na determinação do tempo de perfuração.
Qual é o papel do cone interno da chama no corte com oxicombustível?
O cone interno da chama é a parte mais quente da chama oxi-combustível e é essencial para um corte eficaz É onde o jato de oxigênio se mistura com o gás combustível, criando uma área de alta temperatura que derrete o metal Para obter ótimos resultados, o processo de corte deve se concentrar em manter esse cone interno na posição correta sobre o material que está sendo cortado.
O gás natural pode ser usado no corte de oxicombustível?
Sim, o gás natural pode ser usado no corte oxi-combustível, embora geralmente produza uma temperatura de chama mais baixa em comparação com o acetileno Embora possa não ser tão eficiente para cortar metais mais espessos, é um combustível comumente usado para aplicações mais leves devido à sua disponibilidade e custo-benefício.
Quais são as precauções de segurança para usar um cilindro de acetileno?
Ao usar um cilindro de acetileno, é essencial seguir as precauções de segurança, como garantir que o cilindro seja armazenado na posição vertical, longe de fontes de calor e em uma área bem ventilada Regularmente verificar se há vazamentos e garantir que a válvula na tocha esteja funcionando corretamente pode ajudar a prevenir acidentes durante o processo de corte.
Como o uso de menos oxigênio afeta o processo de corte?
O uso de menos oxigênio no processo de corte pode levar a uma temperatura de chama mais baixa, o que pode resultar em velocidades de corte mais lentas e perfuração menos eficaz do metal Também pode aumentar a probabilidade de formação de escória, impactando negativamente a qualidade do corte. Manter as linhas corretas de oxigênio e combustível é crucial para um desempenho ideal.

