


Para mayor precisión y versatilidad en el corte de metales, pocas herramientas pueden igualar la eficiencia del soplete de oxicombustible. Este método tradicional ha sido famoso en industrias desde la fabricación hasta la construcción debido a su capacidad para cortar acero grueso con velocidad y precisión. Pero nuestra pregunta es: ¿qué hace que el corte de oxicombustible sea tan efectivo y cómo afecta la temperatura al proceso? En este texto, analizaremos la ciencia detrás del corte de oxicombustible, analizaremos cómo funciona el soplete y buscaremos sus diversos usos. Considere este conocimiento básico de la guía tanto para profesionales experimentados como para nuevos operadores que trabajan con metal. Todo esto es para decirle qué hace que esta herramienta sea una selección confiable entre operaciones cataclísmicas y de vanguardia.
Introducción al corte por oxicombustible
El corte con oxicombustible es un proceso conocido por cortar metales utilizando una llama de alta temperatura producida por oxígeno y un gas combustible como acetileno, propano o gas natural. La llama precalienta el metal a un cierto calor crítico, después del cual se dirige oxígeno puro al área y hace que el metal se oxide o se queme para dar un corte limpio y preciso. Este proceso es muy útil para cortar trozos gruesos de metales ferrosos, así como en la industria de la construcción, la construcción naval y la fabricación de metales. La confiabilidad y versatilidad del corte con oxicombustible lo convierten en una herramienta indispensable para muchas aplicaciones.
¿qué es el corte con oxicombustible?
El corte con oxicombustible utiliza una técnica sencilla pero muy eficaz en la que se utiliza el proceso de combustión para realizar un corte preciso en metales gruesos. En este proceso, la superficie del metal se precalienta hasta una temperatura de ignición que normalmente varía entre 900°F y 1600°F, dependiendo del material utilizado. El gas combustible, comúnmente acetileno, propano o gas natural, se combina con oxígeno para producir una llama de gran temperatura. Una vez que el metal se calienta lo suficiente, se dirige una corriente de oxígeno puro igualmente concentrado al metal, que reacciona con el oxígeno para formar óxido de hierro que se funde y luego es expulsado del área cortada.
El oxicombustible es ahora de alta tecnología, mucho más preciso y eficiente en capacidad. Por ejemplo, las máquinas automatizadas de corte de oxicombustible alcanzan una velocidad de más de 20 pulgadas por minuto en placas de acero al carbono de hasta 12 pulgadas de espesor. El análisis de la industria dice que el corte de oxicombustible es una de las soluciones más rentables para tareas de corte de servicio pesado, y los gastos operativos generalmente se consideran más bajos que otras alternativas, incluido el corte por plasma o láser. Este método funciona mejor para industrias dedicadas a la fabricación o reparación a gran escala, dado que ofrece portabilidad y eficiencia además de precisión.
Historia y evolución de las técnicas de corte por oxicombustible
La génesis del corte con oxicombustible se remonta a finales del siglo XIX, con la evolución de los sistemas prácticos de soldadura y corte de gas. En 1903, Edmond Fouché y Charles Picard introdujeron el soplete de oxiacetileno en el trabajo de metales. Al quemar oxígeno y gas acetileno para producir llamas lo suficientemente calientes como para fundir y cortar acero, permitió procesos precisos de corte y soldadura con una eficiencia asombrosa.
A lo largo de los años, el corte de oxicombustible ha obtenido mejoras masivas. Sus primeras aplicaciones estuvieron limitadas por equipos muy simples y limitaciones de rango de trabajo, por lo que estas mejoras mejoraron enormemente su ejecución. Por ejemplo, las configuraciones de múltiples gases ahora permiten a los usuarios cambiar de combustible, como propano o gas natural, lo que también abre otras aplicaciones y reduce los costos en algunas.
Los avances tecnológicos han integrado configuraciones de corte de oxicombustible en sistemas automatizados. La mayoría de las máquinas CNC (control numérico por computadora) están actualmente integradas con cabezales de corte de oxicombustible para permitir un funcionamiento más preciso a gran escala. Según algunos informes recientes de inteligencia de la industria, la combinación aumenta la productividad hasta en 40%, al tiempo que conserva rigurosos niveles de tolerancia esenciales para aplicaciones industriales pesadas. Además, las mejoras en el diseño de las boquillas están ayudando a mejorar la eficiencia del combustible, reducir el consumo de oxígeno hasta en 25% y, por lo tanto, mejorar la sostenibilidad del método.
La propia adaptabilidad y resistencia del oxicombustible lo mantienen relevante en las industrias modernas como la construcción naval, la construcción y la fabricación, a pesar de las tecnologías más nuevas como los láseres y el plasma. Su evolución histórica es una prueba de que es una solución progresiva a una necesidad de la industria que fusionó la innovación con la practicidad para seguir siendo el instrumento básico de la fabricación de metales.
Aplicaciones en todas las industrias
El proceso de corte de oxígeno y combustible sigue siendo una tecnología crítica debido a su naturaleza multipropósito y eficiencia. En la construcción, se utiliza principalmente para cortar acero estructural con precisión para permitir el montaje inmediato de estructuras de edificios o puentes. Algunos otros vehículos pesados en la construcción naval... las industrias dependen del corte con oxicombustible por su capacidad para cortar placas de acero gruesas, acortando así en gran medida el tiempo de producción. Luego, las operaciones de fabricación adoptan el proceso para continuar con la fabricación para la producción de componentes y piezas para maquinaria, electrodomésticos y herramientas.
En los últimos tiempos, se han introducido numerosas innovaciones en el ámbito del corte de oxicombustible para hacerlo aún mejor: las mezclas de gases tienen cortes más rápidos con todas las boquillas mejores y más nuevas que realizan cortes más suaves simultáneamente con una precisión perfecta del láser. Los estudios enfatizan que esta técnica se puede utilizar en espesores de acero superiores a 12 pulgadas, principalmente para aplicaciones de servicio muy pesado. Estudios adicionales revelan que este método es rentable en comparación con otros métodos, con costos hasta 50% menos que los métodos más avanzados, como el corte por láser, lo que hace que todo el procedimiento sea más portátil y práctico de usar, lo que posiciona el corte de oxicombustible como una de las principales cajas de herramientas para esta actividad industrial digna de vida.
La ciencia detrás de la llama del oxicombustible
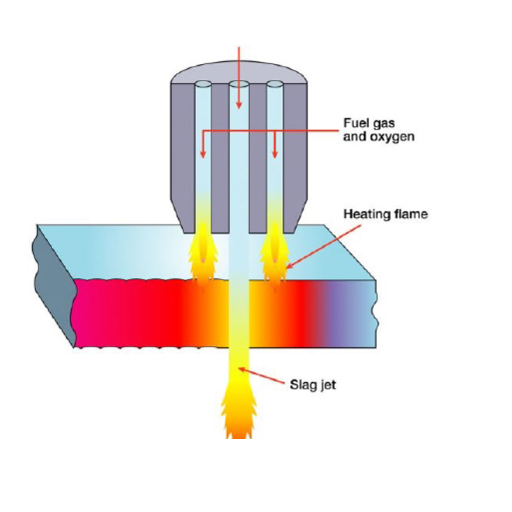
La llama de oxicombustible se crea mezclando oxígeno con un gas combustible como acetileno o propano de forma controlada. El oxígeno favorece la combustión, permitiendo que el gas combustible se queme a temperaturas muy altas. Este intenso calor es suficiente para fundir el metal, haciéndolo adecuado para procesos de corte y soldadura. La llama consta de dos zonas: el cono interior, donde se produce la combustión parcial de los gases combustibles, y la envoltura exterior, donde se completa la combustión. Dependiendo de la relación oxígeno-combustible, se puede hacer que la llama realice la tarea para la que está destinada, es decir, cortar o unir.
Comprensión de la combustión de oxígeno y acetileno
La fusión de la combustión de acetileno y oxígeno proporciona el punto focal de los métodos de soldadura y corte de gas porque da lugar a una temperatura todopoderosa. El oxígeno y el acetileno reaccionan químicamente mediante combustión para dar una temperatura de llama de aproximadamente 3480°C (6296°F), lo que lo convierte en una de las temperaturas de llama más altas encontradas en la práctica industrial habitual. Dicho calor tiene la capacidad de soldar y cortar metales en pocas palabras, incluidos acero y hierro.
La combustión, posteriormente, comienza con moléculas de acetileno C2H2 que se mezclan con oxígeno O2 para producir calor debido a la rápida oxidación. La reacción para una combustión completa toma la forma:
2C2H2 + 5O2 → 4CO2 + 2H2O + Calor
Esta reacción representa un estado ideal de combustión, donde hay suficiente oxígeno presente. Pero cualquier irregularidad en el valor de la relación oxígeno-acetileno puede cambiar el carácter de la llama. Una llama reductora o carburadora tiene acetileno extra y se utiliza, por ejemplo, para recocer o crear filetes en la soldadura, depositar hollín y reducir la oxidación; por otro lado, se utiliza una llama neutra para una combustión equilibrada en la soldadura general, y una llama oxidante con exceso de oxígeno proporciona el máximo calor para el corte.
Una vez refinados, el oxígeno y el acetileno se empaquetan y protegen para aprovechar el máximo rendimiento del dúo. El acetileno, por ejemplo, es inherentemente inestable a presiones superiores a 15 psi (103 kPa) y debe regularse para evitar una descomposición insegura; no obstante, su rango explosivo en el aire está entre 2,5% y 100%, por lo que todos los pasos posibles requieren monitoreo y control durante la aplicación.
Temperatura de la llama y su importancia en el corte
Al ser una piedra sublime en las artes del corte y los procesos industriales, la temperatura de la llama es un indicador de la eficiencia y precisión de los procesos de corte industrial. Dadas las proporciones de mezcla 1:1 de oxígeno y acetileno, la llama de oxiacetileno alcanza una temperatura de alrededor de 5572°F (3090°C). En temperaturas tan altas, el acero puede llevarse rápidamente a su punto de ignición, por lo que el corte se realiza de forma rápida y eficiente.
Otro aspecto importante además de la temperatura es la naturaleza de la llama, que puede ser neutra, oxidante o reductora. El rendimiento del corte y el estado del producto están sujetos a la influencia de la llama. Normalmente, la llama neutra produciría cortes de la mejor calidad ya que la proporción de oxígeno a acetileno está equilibrada, mientras que la llama oxidante provocaría una oxidación excesiva que podría aparecer como defectos superficiales.
Otro aspecto importante: Distribución del calor. La llama concentra el calor en un área pequeña de modo que el calor se escapa mientras se propaga sobre la superficie con tensión térmica sobre el material circundante, con el riesgo de deformarse o dañar la estructura. Esto también enfatiza la elección de la combinación de combustible adecuada y la calibración adecuada del equipo.
Junto con las técnicas de corte modernas, como los sistemas automatizados de antorchas y los controles de mezcla de gases, estas llamas de alta temperatura proporcionan una precisión excepcional para una multiplicidad de propósitos industriales, que van desde la fabricación de diseños casi artísticos hasta el biselado de gruesas placas de acero. La temperatura de la llama ha sido un factor considerable para que las industrias coordinen sus actividades incluso para trabajos de corte extenuantes.
Factores que afectan las características de la llama
Varios factores clave influyen en las características de la llama, incluida la temperatura, la relación combustible-oxígeno, la pureza del gas y las condiciones ambientales. Comprender cómo interactúan estas variables es esencial para lograr un control preciso de la llama y optimizar los procesos industriales.
- Relación combustible-oxígeno
La proporción de combustible a oxígeno juega un papel fundamental en la definición del comportamiento de la llama. Una proporción equilibrada produce una llama neutra, ideal para muchas aplicaciones industriales. Demasiado oxígeno crea una llama oxidante, que puede promover la oxidación del metal, mientras que el exceso de combustible da como resultado una llama reductora, que puede reducir los óxidos y minimizar las incrustaciones.
- Pureza del gas
La pureza de los gases combustibles, como el acetileno, el propano o el gas natural, afecta directamente la estabilidad y la producción de calor de la llama. Las impurezas o la calidad inconsistente del gas pueden provocar temperaturas fluctuantes y un rendimiento desigual de corte o soldadura. Por ejemplo, el acetileno con un grado de pureza de 99,6% o superior garantiza una llama más caliente y consistente en comparación con alternativas de menor calidad.
- Temperatura y presión ambiente
Los factores ambientales como la temperatura, la presión atmosférica y la humedad alteran las características de la llama. Por ejemplo, las altitudes más altas, donde la presión del aire y la densidad del oxígeno son más bajas, requieren ajustes en la configuración del flujo de combustible y oxígeno para mantener una combustión eficiente.
- Diseño y mantenimiento de boquillas
El diseño de la boquilla del soplete influye en el tamaño, la forma y la distribución del calor de la llama. El mantenimiento regular, como eliminar los bloqueos de las boquillas y reemplazar los componentes desgastados, garantiza un flujo de gas uniforme y una salida de llama óptima.
- Avances en Automatización
Los sistemas automatizados modernos permiten ajustes precisos en variables como el flujo de gas y la configuración de combustión. Este nivel de control no sólo mejora la repetibilidad sino que también mejora la eficiencia energética. Por ejemplo, las máquinas automatizadas de corte de oxicombustible pueden ajustar la llama para que coincida con el espesor del material que se procesa, reduciendo el desperdicio y aumentando la productividad.
Al tener en cuenta estos factores, los fabricantes y operadores pueden ajustar las características de la llama para cumplir con los requisitos exactos de sus tareas, garantizando eficiencia, seguridad y resultados de alta calidad.
Proceso de corte de oxicombustible

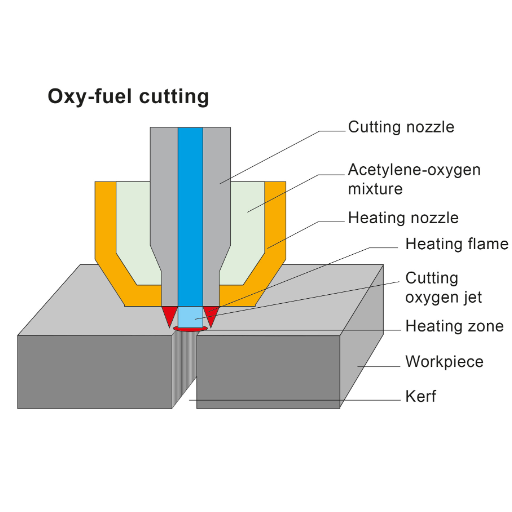
En el corte con llama de oxicombustible, el metal sólido se calienta con una llama hasta la temperatura de ignición y luego se utiliza un chorro de oxígeno puro para oxidar y cortar el material. La técnica de corte con oxicombustible funciona bien principalmente en metales ferrosos como el acero, ya que son capaces de utilizar métodos de oxidación baratos. Una vez precalentado el metal, la llama se alimenta mediante un gas combustible, como acetileno, propano o gas natural, y oxígeno. Aproximadamente a la temperatura de ignición, se descarga un fuerte chorro de oxígeno contra la pieza de trabajo y, en un instante, se oxida y corta. Esta técnica es un método versátil y rápido para cortar con precisión metales gruesos.
Componentes del sistema de corte Oxy-Fuel
Los componentes de un sistema de corte de oxicombustible incluyen cilindros, reguladores, mangueras, sopletes y válvulas de seguridad.
| Punto clave | Detalles |
|---|---|
|
Cilindros |
Almacenamiento de oxígeno y gas combustible |
|
Reguladores |
Controle la presión del gas |
|
Mangueras |
Transportar gases a la antorcha |
|
Antorcha |
Mezclar y encender gases |
|
Válvulas |
Garantizar la seguridad y el control de flujo |
Elegir el consejo de corte adecuado
La selección de la punta de corte para el oxicombustible debe realizarse con cuidado para obtener el máximo rendimiento y obtener cortes reales de un sistema de corte de oxicombustible. Varios factores influyen en la elección de una punta de corte: tipo y espesor del material que se corta, tipo de gas combustible utilizado y calidad del corte deseado. Las puntas de corte se fabrican para tener tamaños de orificios variables y configuraciones afinadas que dependen de la llama y el caudal de oxígeno.
Por ejemplo, las puntas de orificios pequeñas que suministran una llama comparativamente estrecha pero concentrada se utilizan generalmente para metales más delgados porque dichos fabricantes adelgazan demasiado la llama y se quema el material o los desechos. Se deben utilizar puntas de orificios grandes para materiales más gruesos, ya que su flujo de oxígeno permite cortes más profundos y limpios. Los fabricantes suelen proporcionar gráficos de puntas estándar de la industria personalizados para cada aplicación; Estos gráficos incluyen información para establecer el tamaño de la punta, la velocidad de corte, las presiones del gas y los precalentamientos necesarios para la llama, proporcionando al operador información para realizar cortes de manera eficiente y precisa.
Otras ventajas incluyen que la punta correcta sea más eficiente en el consumo de gas y menos peligrosa en términos de contraincendios o alteraciones de llamas. La limpieza regular de las puntas y las comprobaciones de desgaste forman una parte importante del buen mantenimiento de las puntas y garantizarán el rendimiento constante de las operaciones de corte. Al elegir las puntas, se debe tener en cuenta el tipo de punta compatible con el modelo de antorcha utilizado y si el material de la punta es adecuado para una exposición prolongada a un ambiente de alta temperatura.
Técnica de corte de oxicombustible paso a paso
1. Preparar el Equipo
Asegúrese de que todo su equipo esté en buen estado de funcionamiento. Entregue su linterna, mangueras y reguladores una vez más para detectar cualquier signo de daño o desgaste. Asegúrese de que los cilindros de oxígeno y gas combustible estén firmemente sujetos y que los niveles de presión sean adecuados para las operaciones.
2. Ajustar la presión del gas
Regule la presión del oxígeno y el gas combustible en sus respectivos reguladores según las especificaciones exactas según el soplete y la punta de corte. Por ejemplo, la presión del oxígeno normalmente es mayor (20-40 psi para cortar) en comparación con la presión del gas combustible (5-10 psi para acetileno, dependiendo del uso real).
3. Enciende la antorcha
Abra ligeramente la válvula de gas combustible y use un encendedor para encender el gas. Luego abra lentamente la válvula de oxígeno para formar una llama neutra. Una llama neutra tendrá un cono interior claramente definido y es necesaria para un buen corte.
4. Precalentar el material
Coloque el soplete de corte en el punto de inicio del material. Mantenga la llama fija para precalentar el área a un color rojo brillante, lo que indica que está lista para cortar. Precalentar para asegurarse de un corte limpio.
5. Abra la válvula de oxígeno de corte
Una vez que el material esté caliente, libere una corriente de oxígeno altamente presurizado presionando la palanca de oxígeno de corte. Sostenga el soplete de manera constante y muévalo lentamente a lo largo de la línea del corte, manteniendo la llama alineada con el material.
6. Observe la velocidad de corte
Ajuste la velocidad de corte para adaptarla al espesor del material y a la calidad deseada. Por ejemplo, placas de acero de hasta 1/2 pulgada. Los espesores se cortan más lentamente y el material más delgado tiene una velocidad de corte más rápida.
7. Limpiar la acera
Al finalizar el corte, verifique el corte (el espacio que se deja con el corte) para asegurarse de que esté limpio y libre de escoria. Demasiada escoria puede mostrar configuraciones inadecuadas o podría significar que necesita ajustar su técnica.
8. Apague con seguridad
Para apagar el soplete, cierre primero la válvula de gas combustible y luego la válvula de oxígeno. Cierre correctamente las válvulas de los cilindros y libere la presión restante en el sistema. Inspeccione el equipo en busca de desgaste y límpielo si es necesario.
Con estos pasos detallados, se puede garantizar precisión, seguridad y eficiencia en el corte de oxicombustible en todas las aplicaciones.
Factores que afectan la eficiencia de corte
1. Tipo de material
La eficiencia del corte depende en gran medida de la composición y el espesor del material. Los metales más blandos y los materiales menos gruesos son más fáciles de cortar que los duros o gruesos.
2. Configuración de la antorcha
Las proporciones correctas de combustible y oxígeno permiten un corte limpio y eficiente. Cualquier desviación de esto puede deberse a que se produzcan cortes con bordes demasiado irregulares o escoria excesiva.
3. Condición de la boquilla
Se prefiere una boquilla limpia y sin daños por motivos de precisión. Si una boquilla está obstruida o dañada, el flujo de gas se obstruirá, lo que obstaculizará la eficiencia del corte.
4. Técnica del operador
El rendimiento depende de una buena técnica: velocidad constante, buen ángulo de la antorcha, movimiento constante. Las malas prácticas implicarán cortes imprecisos, no buenos.
5. Calidad y caudal del gas
Un buen corte necesita buen gas, y un buen gas necesita que su caudal sea adecuado. Cualquier contaminación o flujo de gas inadecuado no permitirá que pase sin problemas.
La eficiencia y la calidad en el corte de oxicombustible se pueden mejorar atendiendo a estos factores.
Ratios de oxígeno y gases combustibles
La proporción adecuada de oxígeno y gas combustible es un acto de equilibrio que da como resultado lograr un rendimiento de corte óptimo durante el proceso de corte de oxicombustible. La llama debe arder eficientemente para proporcionar el calor de pantalla necesario para el corte. Por lo general, se golpea una llama neutra en la mayoría de las operaciones; esta es la llama generada cuando el oxígeno y el gas combustible se combinan en las proporciones correctas.
Por ejemplo, el acetileno, al ser uno de los gases combustibles más utilizados, tiene una proporción de oxígeno a acetileno de aproximadamente 1,2:1 para la producción de llama neutra. Esto significa que estrictamente para cada unidad de acetileno se deben suministrar 1,2 unidades de oxígeno. Las proporciones cambiarán para determinadas aplicaciones, los tipos de gas y los equipos que se utilizan. El propano y el gas natural, que también se utilizan con mayor frecuencia, pueden tener proporciones especialmente diferentes superiores a las requeridas para el acetileno, de 4:1 a 5:1.
Simplemente mantener la proporción correcta reducirá la formación de hollín, la combustión incompleta y garantizará cortes limpios y bruscos. Repita la calibración del equipo y observe cómo esos caudales de gas mantendrán esas proporciones justo donde las desee, funcionando eficientemente y desperdiciando poco. Siempre se deben consultar las sugerencias del fabricante para las configuraciones de proporciones específicas que mejor se adapten a los trabajos de corte particulares en cuestión y las respectivas propiedades del material.
Espesor y tipo del material
El espesor y tipo de material utilizado durante los procesos de corte por llama son dos factores que tienden a influir en la eficiencia del proceso de corte y, en consecuencia, en la calidad del corte. Esto también significa que el corte de materiales delgados, como láminas de menos de 6 mm de espesor, requiere una intensidad de llama muy baja y una relación exacta de gas para evitar deformaciones y zonas afectadas por el calor excesivo. Con el corte de materiales más gruesos, como placas de acero de más de 20 mm, los caudales de gas tendrán que ser mayores, con una mayor presión de oxígeno y utilizando antorchas especiales adecuadas para aplicaciones pesadas.
Diferentes metales reaccionarán de manera diferente al proceso de corte. Por ejemplo, se prefiere el acero con bajo contenido de carbono para el corte con oxicombustible porque tiene composiciones y puntos de fusión bastante predecibles; sin embargo, con tipos de materiales como el acero inoxidable y el aluminio donde la capa de óxido y las propiedades de reflexión interfieren con los procesos, generalmente depende indirectamente de la técnica. El acero inoxidable suele ser el mejor corte con plasma o láser, y el aluminio puede requerir modificaciones adicionales para evitar la distorsión térmica.
Como resultado del desarrollo de nuevos métodos de corte, los materiales y espesores que pueden procesarse de manera factible se han vuelto mucho más numerosos. La herramienta de corte tiene ajustes automatizados para un corte preciso y repetible de acuerdo con una especificación de tarea determinada. Para fines industriales, las tablas de referencia de materiales que contienen recomendaciones específicas de ajustes de presión y velocidades de corte garantizarán que se optimice el proceso de corte para el material a cortar. Para garantizar los mejores resultados, es fundamental asegurarse de que la máquina cortadora sea compatible con las especificaciones del material.
Condiciones ambientales y su impacto
Los procesos de corte presentan un conjunto diferente y único de variables que pueden afectar su eficiencia y precisión. La temperatura, la humedad y el flujo de aire son quizás los elementos más eficaces que desmantelan el rendimiento y el comportamiento del material del equipo. Una atmósfera húmeda puede introducir humedad en el entorno de corte, y este tipo de entorno puede provocar oxidación o corrosión para ciertos materiales, principalmente metales. La calidad del corte se ve obstaculizada en estas condiciones y surgen problemas en el mantenimiento del equipo de mecanizado para un entorno de calidad.
Los cambios de temperatura afectan el corte de otras maneras. A temperaturas muy bajas, los metales se volverán quebradizos y, a temperaturas más altas, perderán resistencia y se volverán susceptibles a la deformación térmica. Todos estos cambios en las propiedades del material afectan la precisión del corte y requieren que los operadores modifiquen sus configuraciones operativas para compensar la expansión o contracción del material.
Las corrientes de aire, que conceptualmente abarcan una ventilación y dirección del viento adecuadas, son igualmente importantes para la gestión del calor y los residuos en diversos procesos de corte. Una ventilación adecuada elimina las partículas y los gases producidos por el corte, garantizando así la seguridad y manteniendo una vista sin obstáculos del corte junto con un grado seguro de precisión.
Es aconsejable monitorear y solucionar estos parámetros ambientales para lograr el máximo rendimiento. Las investigaciones han demostrado que mantener el ambiente de trabajo regulado entre 60-75°F y mantener la humedad relativa en 40-50% puede ayudar a minimizar los efectos adversos de estas variables externas. Una vez mantenidos, los controladores ambientales como deshumidificadores o gabinetes con controles de humedad pueden ayudar a mantener estos parámetros, mejorando en última instancia la salida y la calidad de la operación de corte.
Precauciones de seguridad en el corte de oxicombustible

Las precauciones de seguridad en el corte de oxicombustible incluyen usar equipo de protección, inspeccionar el equipo y evitar materiales inflamables.
| Punto clave | Detalles |
|---|---|
|
Equipo |
Use ropa protectora |
|
Inspección |
Revise los daños en los cilindros y la antorcha |
|
Válvulas |
Utilice supresores de flashback |
|
Inflamable |
Evite cortar cerca de artículos inflamables |
|
Transporte |
Cilindros seguros durante el transporte |
Equipos de Protección Personal (EPI)
El Equipo de Protección Personal (EPP) es vital para garantizar la seguridad de los trabajadores involucrados en las operaciones de corte de oxicombustible. El proceso genera altas temperaturas, chispas y humos, que pueden plantear riesgos importantes si no se toman las precauciones adecuadas. Los elementos clave del EPP incluyen:
- Cascos y gafas de soldadura: La protección ocular es esencial para protegerse contra la luz intensa, la radiación ultravioleta (UV) y los desechos voladores. Se recomiendan gafas de soldadura o cascos con lentes con una gama de tonos adecuada para cortar oxicombustible (normalmente tonos 4-6) según los estándares ANSI Z87.1.
- Ropa resistente al fuego: Los operadores deben usar ropa resistente al fuego hecha de materiales como algodón o cuero tratados para evitar quemaduras por chispas y salpicaduras de metal fundido. Se deben evitar las prendas holgadas para minimizar los riesgos de incendio.
- Protección respiratoria: El corte con oxicombustible produce humos que pueden contener sustancias nocivas como monóxido de carbono u óxidos metálicos. Dependiendo del material que se corte y de la ventilación del espacio de trabajo, pueden ser necesarios respiradores que cumplan con las normas aprobadas por NIOSH para proteger contra la inhalación de partículas peligrosas.
- Guantes resistentes al calor: Los guantes gruesos y resistentes al calor son esenciales para proteger las manos de los operadores de la exposición al calor extremo y quemaduras accidentales causadas por materiales fundidos.
- Botas de punta de acero: La protección de los pies es crucial para protegerse contra la caída intensa de objetos y gotas de metal fundido. Las botas también deben tener suelas resistentes al calor para resistir el contacto con superficies calientes.
- Protección auditiva: Las operaciones de corte de oxicombustible pueden generar niveles de ruido significativos, particularmente cuando se combinan con equipos adicionales como amoladoras o taladros. Los tapones para los oídos o las orejeras que cumplen con las pautas de exposición al ruido de OSHA ayudan a reducir el riesgo de daño auditivo.
Al integrar estos componentes esenciales de los EPP en las operaciones diarias, los trabajadores minimizan los peligros potenciales y crean un entorno de trabajo más seguro. Una formación adecuada sobre el uso y mantenimiento de estas medidas de protección mejora aún más la seguridad y la eficiencia operativa. Garantizar el cumplimiento de las normas reglamentarias de seguridad no sólo protege al personal sino que también refuerza la productividad y la moral en el lugar de trabajo.
Medidas de seguridad contra incendios
Con las medidas de seguridad contra incendios, miro las cosas desde el punto de vista de la prevención, mitigando todos los riesgos posibles y preparándome para emergencias. Eso incluye mantener las salidas despejadas, inspeccionar los extintores a intervalos regulares, darles servicio de vez en cuando y realizar simulacros de incendio de manera rutinaria para recordar y preparar a todos para emergencias. También incluye instruir a las personas sobre cómo manejar y responder a los incendios y el uso adecuado del equipo para garantizar la seguridad y preparación de todos.
Manejo y mantenimiento adecuados de los equipos
Siempre que se manipula o trabaja con cualquier herramienta, hay que darse cuenta de que la seguridad y la eficiencia son primordiales. Por lo tanto, me aseguro de seguir siempre las instrucciones del fabricante para operar el equipo. Quiero decir, me registro periódicamente para encontrar fallas que puedan surgir y solucionarlas tempranamente. De esta manera, contrarresto las situaciones que provocarían un mal funcionamiento del equipo, lo que crea un lugar que podría ser peligroso para todos.
Comparación del corte con oxicombustible con métodos alternativos

El corte con oxicombustible se utiliza ampliamente por su capacidad para cortar eficientemente acero grueso y otros metales ferrosos. El oxígeno y los gases combustibles se combinan para proporcionar una llama con temperaturas muy altas que es capaz de fundir el material. En cuanto a costos, este es el método más barato disponible; es portátil y perfecto para aplicaciones de servicio pesado.
Por otro lado, otros métodos como el corte por plasma son más rápidos y precisos cuando se trata de cortar placas delgadas y materiales no ferrosos como el aluminio. El plasma produce bordes más limpios con menos escoria. El corte por láser es de absoluta precisión para quienes tienen diseños complejos; sin embargo, su funcionamiento es costoso y necesita mucho más equipo.
Cada uno tiene sus pros y sus contras, por lo que el factor decisivo se reduce al tipo y espesor del material, presupuesto y necesidades del proyecto. El corte de oxicombustible sigue siendo una de las mejores opciones para aplicaciones industriales pesadas debido a su simplicidad y confiabilidad.
Oxicombustible versus corte por plasma
El corte con oxicombustible es rentable e ideal para materiales gruesos, mientras que el corte por plasma ofrece velocidad, precisión y versatilidad superiores.
|
Punto clave |
Detalles |
|---|---|
|
Espesor |
Oxicombustible para materiales gruesos |
|
Precisión |
El plasma es más preciso |
|
Velocidad |
El plasma es más rápido |
|
Costo |
El oxicombustible es más asequible |
|
Versatilidad |
El plasma maneja mejor los materiales delgados |
Oxicombustible versus corte por láser
El corte con oxicombustible sobresale en acero grueso y rentabilidad, mientras que el corte por láser ofrece precisión, velocidad y versatilidad superiores.
|
Punto clave |
Detalles |
|---|---|
|
Espesor |
Oxicombustible para acero grueso |
|
Precisión |
El corte por láser es superior |
|
Velocidad |
El láser es más rápido |
|
Costo |
El oxicombustible es más rentable |
|
Versatilidad |
El láser es más versátil |
Ventajas y Desventajas de Cada Método
1. Corte con oxicombustible
Ventajas
- Versatilidad: El corte con oxicombustible es muy eficaz en una amplia gama de metales ferrosos y permite cortar materiales más gruesos, a menudo de hasta 24 pulgadas o más.
- Portabilidad: El equipo es relativamente liviano y no requiere una fuente de energía externa, lo que lo hace ideal para trabajo de campo o ubicaciones remotas.
- Rentable: Los costos operativos y de inversión inicial son menores en comparación con los sistemas de corte por plasma o láser.
Desventajas
- Limitado a metales ferrosos: Este método no es adecuado para cortar metales no ferrosos como aluminio o acero inoxidable.
- Velocidad más lenta: La velocidad de corte es considerablemente más lenta en comparación con el corte por plasma y láser, especialmente en materiales más delgados.
- Zona afectada por el calor (HAZ): La alta intensidad del calor puede provocar una zona más grande afectada por el calor, lo que puede comprometer la integridad del material cerca del borde cortado.
2. Corte por plasma
Ventajas
- Versatilidad en todos los materiales: El corte por plasma puede manejar eficazmente una variedad de metales conductores, incluidos acero, acero inoxidable y aluminio.
- Velocidades de corte más rápidas: Este método supera al corte de oxicombustible en términos de velocidad, especialmente en materiales más delgados, lo que mejora la productividad general.
- Precisión: Los cortadores de plasma producen cortes más limpios con una mínima escoria, lo que reduce la necesidad de trabajos de posprocesamiento.
Desventajas
- Costo: La inversión inicial en equipos de corte por plasma es mayor y los costos operativos pueden aumentar debido a la necesidad de electricidad y componentes consumibles como electrodos y boquillas.
- Limitación de espesor: Si bien es excepcional para cortar materiales delgados y de espesor medio, el corte por plasma es menos efectivo para metales extremadamente gruesos en comparación con el corte con oxicombustible.
- Dependencia de la fuente de energía: Los cortadores de plasma requieren un suministro de energía estable, lo que limita su portabilidad en comparación con los sistemas de oxicombustible.
3. Corte por láser
Ventajas
- Alta precisión y detalle: El corte por láser sobresale en lograr diseños complejos y cortes precisos, lo que lo hace ideal para proyectos que requieren tolerancias estrictas.
- Velocidad con materiales finos: Para metales y materiales laminares más delgados, el corte por láser puede lograr un procesamiento muy rápido.
- Residuo mínimo: El estrecho ancho de corte y la alta precisión reducen significativamente el desperdicio de material.
Desventajas
- Alto costo: Las máquinas de corte por láser tienen un costo inicial sustancial, junto con gastos de mantenimiento continuos.
- Limitaciones materiales: Si bien es eficaz en la mayoría de los tipos de metales e incluso en los no metales, el corte por láser tiene problemas con materiales extremadamente gruesos.
- Preocupaciones de seguridad: El uso de láseres requiere estrictos controles de seguridad para proteger a los operadores de peligros potenciales, incluida la exposición a luz de alta potencia.
Fuentes de referencia
- Temperatura calentada y rango de la barra de refuerzo de corte de oxiacetileno mediante simulación y experimento
- Autores: Bong-Joo Kim et al.
- Año de publicación: 2008
- Resumen: Este estudio investiga la temperatura y el rango calentados durante el corte con oxiacetileno de barras de refuerzo. Emplea métodos experimentales y de simulación para analizar los efectos térmicos durante el proceso de corte. Los hallazgos indican que la distribución de temperatura es fundamental para optimizar la eficiencia y la calidad del corte.
- Metodología: La investigación utilizó técnicas de simulación junto con configuraciones experimentales para medir las variaciones de temperatura durante el proceso de corte, proporcionando una comprensión integral de la dinámica térmica involucrada(Kim et al., 2008, págs. 1-1).
- Investigación experimental y optimización de parámetros de mecanizado asistido por oxiacetileno para aleación a base de níquel Inconel « 718
- Autores: OG Sonare et al.
- Año de publicación: 2017
- Resumen: Este artículo se centra en optimizar los parámetros de mecanizado para el corte con oxiacetileno de Inconel 718, una aleación a base de níquel. El estudio destaca la importancia del control de temperatura para lograr los resultados de mecanizado deseados, como el acabado de la superficie y el desgaste de las herramientas.
- Metodología: Los autores realizaron una serie de experimentos para evaluar los efectos de varios parámetros de corte en el rendimiento del proceso de oxiacetileno, analizando los resultados para identificar configuraciones óptimas para el manejo de la temperatura(Sonare et al., 2017, págs. 1-17).
- Una investigación experimental de los parámetros de rendimiento del mecanizado en caliente utilizando la configuración de gas oxiacetileno
- Autores: Venkatesh Ganta, D. Chakradhar
- Año de publicación: 2014
- Resumen: Este estudio examina los parámetros de rendimiento del mecanizado en caliente utilizando una configuración de gas oxiacetileno. Enfatiza el papel de la temperatura en la mejora de la eficiencia del mecanizado y la reducción del desgaste de las herramientas.
- Metodología: La investigación involucró configuraciones experimentales para medir el impacto de la temperatura en varios parámetros de mecanizado, proporcionando información sobre los beneficios de las técnicas de mecanizado en caliente(Ganta y Chakradhar, 2014).
Preguntas frecuentes (FAQ)
¿qué es el proceso de corte de oxicombustible?
El proceso de corte de oxicombustible implica el uso de un soplete que mezcla oxígeno y un gas combustible, típicamente acetileno, para crear una llama de alta temperatura. Esta llama se utiliza para calentar el metal hasta que alcanza su temperatura de ignición, lo que permite una técnica de corte que atraviesa eficazmente varios tipos de materiales.
¿Cuáles son las temperaturas máximas de llama en el corte de oxígeno?
La temperatura máxima de la llama en el corte con oxígeno puede alcanzar hasta 3500 grados Celsius (6332 grados Fahrenheit) cuando se utiliza un soplete de oxicombustible. Esta alta temperatura de la llama es esencial para un corte eficaz, ya que permite que la llama derrita el metal y produzca un corte limpio.
¿Cómo afecta la proporción de oxígeno a gas combustible a la calidad del corte?
La relación oxígeno-gas combustible es crucial para lograr una calidad de corte óptima. Una relación más alta conduce a una llama más caliente, lo que puede mejorar la velocidad y la calidad del corte. Por el contrario, una relación más baja puede dar como resultado velocidades de corte más lentas y un proceso de corte menos efectivo, lo que podría conducir a la formación de escoria en el borde cortado.
¿Qué tipos de gases combustibles se pueden utilizar en el corte de oxicombustible?
Los gases combustibles comunes utilizados en el corte de oxicombustible incluyen acetileno, propano y gas MAPP. Cada gas tiene propiedades únicas; por ejemplo, el acetileno produce una temperatura de llama más alta en comparación con el propano, lo que lo hace más adecuado para determinadas aplicaciones de corte.
¿cómo afecta el tiempo de perforación a la técnica de corte?
El tiempo de perforación se refiere al tiempo que lleva crear un orificio inicial en el metal antes de cortarlo. Un tiempo de perforación más corto normalmente indica una técnica de corte más eficiente, lo que permite una perforación y corte más rápidos. Factores como la temperatura de la llama y el flujo de oxígeno juegan un papel importante en la determinación del tiempo de perforación.
¿cuál es el papel del cono interior de la llama en el corte de oxicombustible?
El cono interior de la llama es la parte más caliente de la llama de oxicombustible y es esencial para un corte eficaz. Es donde el chorro de oxígeno se mezcla con el gas combustible, creando un área de alta temperatura que derrite el metal. Para obtener resultados óptimos, el proceso de corte debe centrarse en mantener este cono interior en la posición correcta sobre el material que se está cortando.
¿se puede utilizar gas natural en el corte de oxicombustible?
Sí, el gas natural se puede utilizar para cortar oxicombustible, aunque generalmente produce una temperatura de llama más baja en comparación con el acetileno. Si bien puede no ser tan eficiente para cortar metales más gruesos, es un combustible comúnmente utilizado para aplicaciones más livianas debido a su disponibilidad y rentabilidad.
¿Cuáles son las precauciones de seguridad para utilizar un cilindro de acetileno?
Cuando se utiliza un cilindro de acetileno, es esencial seguir precauciones de seguridad como asegurarse de que el cilindro esté almacenado en posición vertical, lejos de fuentes de calor y en un área bien ventilada. Comprobar periódicamente si hay fugas y asegurarse de que la válvula del soplete funcione correctamente puede ayudar a prevenir accidentes durante el proceso de corte.
¿Cómo afecta el uso de menos oxígeno al proceso de corte?
Usar menos oxígeno en el proceso de corte puede conducir a una temperatura de llama más baja, lo que puede resultar en velocidades de corte más lentas y una perforación menos efectiva del metal. También puede aumentar la probabilidad de formación de escoria, lo que afecta negativamente la calidad del corte. Mantener las líneas correctas de oxígeno y combustible es crucial para un rendimiento óptimo.

