


Для точности и универсальности в резке металла, немногие инструменты могут соответствовать кислородно-топливной горелки в эффективности. этот проверенный временем метод был известен в промышленности от производства до строительства из-за его способности разрезать толстую сталь со скоростью и точностью. Но наш вопрос: что делает кислородно-топливной резки так эффективным, и как температура влияет на процесс? в этом тексте мы рассмотрим науку, лежащую в основе кислородно-топливной резки, проанализируем, как работает горелка, и искать ее различные применения. Рассмотрите это руководство базовые знания как для опытных профессионалов, так и для новых операторов, работающих с металлом. Все это для того, чтобы сказать вам, что делает этот инструмент надежным выбором среди катастрофических, передовых операций.
Введение в кислородно-топливную резку
Окситопливная резка - это процесс, который известен для резки металлов с использованием высокотемпературного пламени, производимого кислородом и топливным газом, таким как ацетилен, пропан или природный газ. Пламя предварительно нагревает металл до определенного критического тепла, после чего чистый кислород направляется в эту область и заставляет металл окисляться или сгорать, чтобы получить чистый и точный разрез. Этот процесс очень полезен при резке толстых кусков черных металлов, а также в строительной промышленности, судостроении и производстве металлов. Надежность и универсальность резки кислородно-топливным способом делают его незаменимым инструментом для многих применений.
Что такое кислородно-топливная резка?
В кислородно-топливной резке используется простой, но высокоэффективный метод, при котором процесс горения используется для точного разреза толстых металлов. В этом процессе металлическая поверхность предварительно нагревается до температуры воспламенения, которая обычно варьируется от 900°F до 1600°F, в зависимости от используемого материала. Топливный газ, обычно ацетилен, пропан или природный газ, соединяется с кислородом, образуя пламя высокой температуры. Как только металл достаточно нагревается, поток чистого кислорода, одинаково концентрированный, направляется на металл, который реагирует с кислородом с образованием оксида железа, который плавится и затем выдувается из области разреза.
кислородное топливо теперь высокотехнологично, гораздо более точно и эффективно по возможностям. например, автоматизированные машины для резки кислородного топлива реализуют скорость более 20 дюймов в минуту на пластине из углеродистой стали толщиной до 12 дюймов. Промышленный анализ показывает, что резка кислородным топливом является одним из наиболее экономически эффективных решений для тяжелых задач резки, при этом эксплуатационные расходы обычно считаются ниже, чем другие альтернативы, включая плазменную или лазерную резку. Этот метод лучше всего подходит для отраслей, занимающихся изготовлением или ремонтом в больших масштабах, поскольку он обеспечивает портативность и эффективность, помимо точности.
История и эволюция методов резки кислородно-топливного топлива
Зарождение кислородно-топливной резки восходит к концу 1800-х годов, с эволюцией практических сварочных и газоразрушающих систем В 1903 году Эдмон Фуше и Шарль Пикар представили кислородно-ацетиленовую горелку в металлообработке, сжигая кислород и газ ацетилен для получения пламени, достаточно горячего, чтобы расплавить и разорвать сталь, это позволило точные процессы резки и сварки с поразительной эффективностью.
На протяжении многих лет кислородно-топливная резка претерпела огромные улучшения. Ее первые применения были ограничены очень простым оборудованием и ограничениями рабочего диапазона, поэтому эти улучшения значительно улучшили их выполнение. Например, установки с несколькими газами теперь позволяют пользователям переключать топливо, такое как пропан или природный газ, что также открывает другие области применения и снижает стоимость в некоторых.
Технологические достижения интегрировали установки для резки кислородно-топливного топлива в автоматизированные системы Большинство станков с ЧПУ (компьютерный числовой контроль) в настоящее время интегрированы с кислородно-топливными режущими головками, чтобы обеспечить более точную крупномасштабную работу. Согласно некоторым недавним отчетам отраслевой разведки, смесь увеличивает производительность до 40%, сохраняя при этом строгие уровни допуска, необходимые для тяжелых промышленных применений. Кроме того, улучшения в конструкции сопел помогают повысить топливную эффективность, сократить потребление кислорода до 25% и, таким образом, повысить устойчивость метода.
Сама адаптируемость и прочность кислородного топлива делают его актуальным для современных отраслей, таких как судостроение, строительство и производство, несмотря на новые технологии, такие как лазеры и плазма. Его историческая эволюция является доказательством того, что это прогрессивное решение отраслевых потребностей, которые объединили инновации с практичностью, чтобы оставаться основным инструментом изготовления металлов.
Приложения в разных отраслях
Процесс кислородно-топливной резки продолжает оставаться критически важной технологией благодаря своему многоцелевому характеру и эффективности. В строительстве он в основном используется для точной резки конструкционной стали, чтобы обеспечить немедленную сборку строительных или мостовых каркасов. Некоторые другие тяжелые в судостроительной...промышленности полагаются на кислородно-топливную резку из-за своей способности резать толстые стальные пластины, тем самым значительно сокращая время производства. Затем производственные операции применяют процесс для продолжения производства компонентов и деталей для машин, бытовой техники и инструментов.
В последнее время в арену кислородно-топливной резки были введены многочисленные инновации, чтобы сделать ее еще лучше - газовые смеси имеют более быстрые разрезы со всеми более новыми и лучшими соплами, которые выполняют более плавные разрезы одновременно с точностью, совершенной лазером. Исследования подчеркивают, что этот метод можно использовать на стали толщиной более 12 дюймов, в первую очередь для очень тяжелых условий эксплуатации. Дальнейшие исследования показывают, что этот метод экономически эффективен по сравнению с другими методами, при этом затраты на 50% меньше, чем у более продвинутых методов, таких как лазерная резка, что делает всю процедуру более портативной и удобной в использовании, что делает резку кислородно-топливного топлива одним из основных ящиков для инструментов для этой достойной жизни промышленной деятельности.
Наука о кислородно-топливном пламени
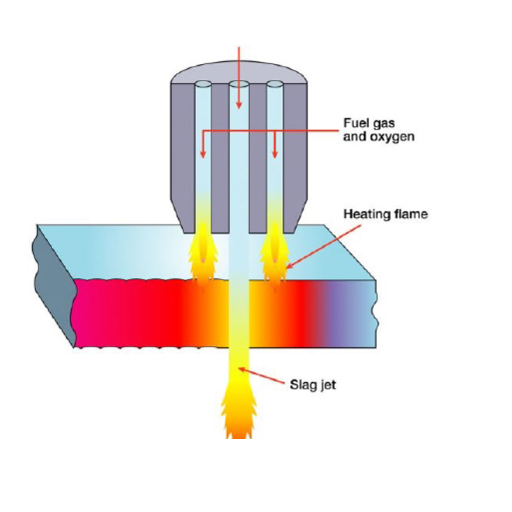
Кислородно-топливное пламя создается путем смешивания кислорода с топливным газом, таким как ацетилен или пропан, контролируемым способом. Кислород поддерживает горение, позволяя топливному газу гореть при очень высоких температурах. этого интенсивного тепла достаточно для плавления металла, что делает его пригодным для процессов резки и сварки. Пламя состоит из двух зон: внутреннего конуса, где происходит частичное сгорание топливных газов, и внешней оболочки, где завершается сгорание. В зависимости от соотношения кислорода и топлива пламя может быть выполнено для выполнения задачи, для которой оно предназначено, т. е. для резки или соединения.
Понимание горения кислорода и ацетилена
Сплавление ацетилена и кислородное горение обеспечивает самый фокус методов газовой сварки и резки, потому что он дает начало всемогущей температуры Кислород и ацетилен химически реагируют путем сгорания, чтобы дать температуру пламени около 3,480°С (6,296°F), что делает его одним из самых высоких температур пламени, встречающихся в обычной промышленной практике. такое тепло имеет возможность сваривать и резать металлы в ореховой скорлупе, включая сталь и железо.
После этого горение начинается с молекул ацетилена C2H2, которые смешиваются с кислородом O2 для получения тепла за счет быстрого окисления Реакция для полного сгорания принимает форму
2C2H2 + 5O2 → 4CO2 + 2H2O + Тепло
Эта реакция представляет собой идеальное состояние горения, где присутствует достаточное количество кислорода Но любая неравномерность значения кислородно-ацетиленового соотношения может изменить характер пламени Восстанавливающее или науглероживающее пламя имеет дополнительный ацетилен и используется, например, для отжига или создания галтелей при сварке, осаждения сажи и восстановительного окисления; с другой стороны, нейтральное пламя используется для сбалансированного горения при общей сварке, а окислительное пламя с избытком кислорода обеспечивает максимальное тепло для резки.
После очистки кислород и ацетилен упаковываются и защищаются, чтобы использовать максимальную производительность дуэта. Ацетилен, например, по своей природе нестабилен при давлениях, превышающих 15 фунтов на квадратный дюйм (103 кПа), и его необходимо регулировать, чтобы предотвратить небезопасное разложение; несмотря на это, его взрывной диапазон в воздухе составляет от 2,5% до 100%, и поэтому все возможные шаги требуют мониторинга и контроля во время применения.
Температура пламени и ее важность в резке
Будучи возвышенным камнем в искусстве резки и промышленных процессов, температура пламени является показателем эффективности и точности промышленных процессов резки. учитывая пропорции смеси кислорода и ацетилена 1:1, кислородно-ацетиленовое пламя достигает температуры около 5572°F (3090°C). При таких высоких температурах сталь можно быстро довести до точки воспламенения, благодаря чему резка выполняется быстро и эффективно.
Еще одним важным аспектом, помимо температуры, является природа пламени, которое может быть нейтральным, окисляющим или восстанавливающим. Производительность разреза и состояние продукта зависят от влияния пламени. Обычно нейтральное пламя дает порезы самого высокого качества, поскольку соотношение кислорода и ацетилена сбалансировано, в то время как окислительное пламя может вызвать чрезмерное окисление, которое может проявиться в виде поверхностных дефектов.
Другой важный аспект: Распределение тепла Пламя концентрирует тепло на небольшой области, так что тепло уходит, распространяясь на поверхности с тепловым напряжением на окружающий материал, таким образом рискуя искривления или структурного повреждения. это также подчеркивает выбор правильной комбинации топлива и правильной калибровки оборудования.
Вместе с современными методами резки, такими как автоматизированные системы горелок и органы управления смешиванием газов, эти высокотемпературные пламени обеспечивают исключительную точность для множества промышленных целей, начиная от изготовления почти художественных конструкций и заканчивая скосом толстых стальных пластин. Температура пламени была значительным фактором для промышленности, позволяющим координировать свою деятельность даже при напряженных режущих работах.
Факторы, влияющие на характеристики пламени
Несколько ключевых факторов влияют на характеристики пламени, включая температуру, соотношение топлива и кислорода, чистоту газа и условия окружающей среды. Понимание того, как эти переменные взаимодействуют, имеет важное значение для достижения точного контроля пламени и оптимизации промышленных процессов.
- Соотношение топлива и кислорода
Соотношение топлива и кислорода играет ключевую роль в определении поведения пламени. сбалансированное соотношение создает нейтральное пламя, идеальное для многих промышленных применений. Слишком много кислорода создает окислительное пламя, которое может способствовать окислению металлов, а избыток топлива приводит к уменьшению пламени, что может уменьшить количество оксидов и минимизировать образование накипи.
- Газовая чистота
Чистота топливных газов, таких как ацетилен, пропан или природный газ, напрямую влияет на стабильность пламени и тепловую мощность. Примеси или нестабильное качество газа могут привести к колебаниям температуры и неравномерности производительности резки или сварки. Например, ацетилен с чистотой 99,6% или выше обеспечивает более горячее и стабильное пламя по сравнению с альтернативами более низкого качества.
- Температура и давление окружающей среды
Факторы окружающей среды, такие как температура, атмосферное давление и характеристики пламени. Например, более высокие высоты (дюймы), где давление воздуха и плотность кислорода ниже, влажность требуют корректировки настроек потока топлива и кислорода для поддержания эффективного сгорания.
- Проектирование и обслуживание форсунки
Конструкция сопла горелки влияет на размер пламени, форму и распределение тепла. Регулярное обслуживание, такое как устранение засоров сопел и замена изношенных компонентов, обеспечивает равномерный поток газа и оптимальную выход пламени.
- Достижения в области автоматизации
Современные автоматизированные системы позволяют точно регулировать переменные, такие как расход газа и настройки горения. Этот уровень управления не только повышает повторяемость, но и повышает энергоэффективность. например, автоматизированные машины для резки кислородного топлива могут точно настраивать пламя в соответствии с толщиной обрабатываемого материала, уменьшая отходы и увеличивая производительность.
Учитывая эти факторы, производители и операторы могут точно настроить характеристики пламени в соответствии с точными требованиями своих задач, обеспечивая эффективность, безопасность и высококачественные результаты.
Процесс резки кислородно-топливного топлива

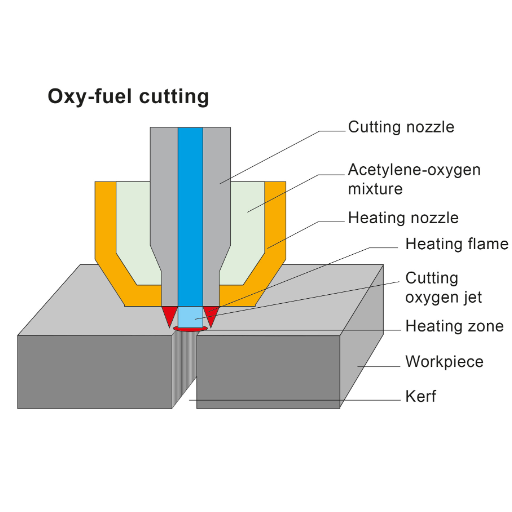
При резке кислородно-топливным пламенем твердый металл нагревается пламенем до температуры воспламенения, а затем для окисления и разрезания материала используется струя чистого кислорода. Техника кислородно-топливной резки хорошо работает в основном на черных металлах, таких как сталь, поскольку они способны использовать дешевые методы окисления. После предварительного нагрева металла пламя подается топливным газом, таким как ацетилен, пропан или природный газ, и кислородом. Примерно при температуре воспламенения сильная струя кислорода придувается к заготовке, и в одно мгновение она окисляется и режется. Этот метод представляет собой универсальный и быстрый метод точного резки толстых металлов.
Компоненты системы кислородно-топливной резки
Компоненты системы кислородно-топливной резки включают цилиндры, регуляторы, шланги, факел и предохранительные клапаны.
| Ключевая точка | Подробности |
|---|---|
|
Цилиндры |
Хранение кислорода и топливного газа |
|
Регуляторы |
Контрольное давление газа |
|
Шланги |
Транспортируют газы к факелу |
|
Факел |
Смешивают и воспламеняют газы |
|
Клапаны |
Обеспечьте безопасность и контроль потока |
Выбор правильного совета по резке
Выбор режущего наконечника для кислородного топлива следует делать с осторожностью, чтобы получить максимальную производительность и получить фактические разрезы от системы кислородно-топливной резки. На выбор режущего наконечника влияют несколько факторов: тип и толщина разрезаемого материала, вид используемого топливного газа и качество разреза. Режущие наконечники изготавливаются так, чтобы иметь переменные размеры отверстий и точно настроенную конфигурацию, зависящую от расхода пламени и кислорода.
Например, небольшие наконечники отверстий, подающие сравнительно узкое, но концентрированное пламя, обычно используются для более тонких металлов, потому что такие производители слишком сильно разжижают пламя, и происходит выгорание материала или отходов. Большие наконечники отверстий следует использовать для более толстых материалов, поскольку их поток кислорода позволяет производить более глубокие и чистые разрезы. Стандартные отраслевые диаграммы наконечников, адаптированные для каждого применения, обычно предоставляются производителями; эти диаграммы включают информацию для установки размера наконечника, скорости резки, давления газа и предварительного нагрева, необходимых для пламени, предоставляя оператору информацию для эффективного и точного выполнения разрезов.
Другие преимущества включают правильное наконечник более эффективно в потреблении газа и менее опасно с точки зрения обратных пожаров или возмущений пламени. регулярная очистка наконечников и проверки на износ составляют важную часть хорошего обслуживания наконечника и гарантируют последовательное выполнение операций резки. При выборе наконечников следует отметить тип наконечника, совместимый с используемой моделью горелки, и адекватен ли материал наконечника для длительного воздействия высокотемпературной среды.
Пошаговая техника резки кислородно-топливного топлива
1. Подготовьте оборудование
Убедитесь, что все ваше оборудование находится в хорошем рабочем состоянии. Дайте факелу, шлангам и регуляторам один раз на любые признаки повреждения или износа. Убедитесь, что баллоны с кислородом и топливным газом прочно закреплены и что уровни давления подходят для работы.
2. Регулировка давления газа
Регулируйте давление кислорода и топливного газа на соответствующих регуляторах в соответствии с точными характеристиками в соответствии с вашей горелкой и режущим наконечником. Например, давление кислорода обычно выше (20-40 фунтов на квадратный дюйм для резки) по сравнению с давлением топливного газа (5-10 фунтов на квадратный дюйм для ацетилена, в зависимости от фактического использования).
3. Зажгите факел
Слегка откройте клапан топливного газа и используйте искровую зажигалку для воспламенения газа. Затем медленно откройте кислородный клапан, чтобы сформировать нейтральное пламя. нейтральное пламя будет иметь резко определенный внутренний конус и необходимо для хорошей резки.
4. Предварительно нагрейте материал
Поставьте резак в начальной точке материала. удерживайте пламя устойчивым, чтобы предварительно нагреть область до ярко-красного цвета, что указывает на то, что она готова к резке. Предварительно нагрейте, чтобы убедиться в чистоте реза.
5. Откройте режущий кислородный клапан
Как только материал нагреется, выпустите поток кислорода под высоким давлением, нажав на рычаг режущего кислорода. Удерживайте факел стабильно и медленно перемещайте его вдоль линии разреза, удерживая пламя на одной линии с материалом.
6. Следите за скоростью резки
Точно настраивайте скорость резки в соответствии с толщиной материала и желаемым качеством. Например, стальные пластины толщиной до 1/2 дюйма режут медленнее, а более тонкий материал имеет более высокую скорость резки.
7. Очистите ковер
После завершения разреза проверьте прорезь (зазор, образовавшийся в результате разреза), чтобы убедиться, что она чистая и не содержит шлака. Слишком много шлака может показать неправильные настройки или может означать, что вам нужно отрегулировать технику.
8. Безопасно выключитесь
Чтобы заглушить факел, сначала закройте клапан топливного газа, затем кислородный клапан. Закройте клапаны цилиндра правильно и сбросьте любое оставшееся давление в системе. осмотрите оборудование на предмет износа и очистите, если необходимо.
Благодаря этим детальным шагам можно обеспечить точность, безопасность и эффективность резки кислородно-топливного топлива во всех областях применения.
Факторы, влияющие на эффективность резки
1. Тип материала
Эффективность резки во многом зависит от состава и толщины материала. более мягкие металлы и менее толстые материалы легче резать, чем твердые или толстые.
2. Настройки факела
Правильные соотношения топлива и кислорода обеспечивают чистый и эффективный разрез. Любое отклонение от этого может привести к образованию разрезов со слишком зазубренными краями или чрезмерным шлаком.
3. Состояние сопла
Чистое и неповрежденное сопло является предпочтительным для точности. Если сопло засорено или повреждено, поток газа будет перекрыт, что снизит эффективность резки.
4. Операторская техника
Производительность зависит от хорошей техники: постоянная скорость, хороший угол факела, устойчивое движение. плохие практики будут подразумевать неточные, а не хорошие разрезы.
5. Качество газа и скорость потока
Хорошая резка требует хорошего газа, а хороший газ должен, чтобы его расход был адекватным Любое загрязнение или неадекватный поток газа не позволит ему пройти гладко.
Эффективность и качество резки кислородно-топливного топлива можно повысить, учитывая эти факторы.
Соотношения кислорода и топливного газа
Правильное соотношение кислорода и топливного газа - это балансировка, которая приводит к достижению оптимальной производительности резки во время процесса кислородно-топливной резки. Пламя должно эффективно гореть, чтобы обеспечить тепло экрана, необходимое для резки. Обычно для большинства операций ударяется нейтральное пламя - это пламя, образующееся при объединении кислорода и топливного газа в правильных соотношениях.
Например, ацетилен, являясь одним из наиболее широко используемых топливных газов, имеет соотношение кислорода к ацетилену около 1,2:1 для производства нейтрального пламени. это означает, что строго для каждой единицы ацетилена должно быть подано 1,2 единицы кислорода. соотношения будут меняться для определенных применений, типов газа, а также используемого оборудования. Пропан и природный газ, которые также используются чаще, могут особенно видеть различные соотношения выше, чем те, которые требуются для ацетилена, от 4:1 до 5:1.
Простое поддержание правильного соотношения уменьшит образование сажи, неполное сгорание и обеспечит чистые и резкие порезы. Повторяйте калибровку оборудования и наблюдайте за тем, как эти скорости потока газа будут поддерживать эти соотношения там, где вы хотите, эффективно работая и мало тратя. Предложения производителя всегда следует учитывать для конкретных установок соотношений, которые лучше всего подходят для конкретных работ по резке и соответствующих свойств материала.
Толщина и тип материала
Толщина и тип материала, используемого в процессах пламенной резки, являются двумя факторами, имеющими тенденцию влиять на эффективность процесса резки и, следовательно, на качество резки. Это также означает, что резка тонких материалов, таких как листы толщиной менее 6 мм, требует очень низкой интенсивности пламени и точного соотношения газов для предотвращения коробления и чрезмерного воздействия тепла зон. При резке более толстых материалов, таких как стальные пластины толщиной более 20 мм, скорости потока газа должны быть выше, с повышенным давлением кислорода при использовании специальных факелов, подходящих для тяжелых применений.
Различные металлы будут реагировать по-разному на процесс резки Например, низкоуглеродистая сталь предпочтительна при кислородно-топливной резке, потому что она имеет такие составы и температуры плавления, которые вполне предсказуемы; однако, с такими типами материалов, как нержавеющая сталь и алюминий, где оксидный слой и отражательные свойства мешают процессам, она обычно косвенно зависит от техники Нержавеющая сталь часто является лучшей плазменной или лазерной резкой, и алюминий может потребовать дальнейших модификаций для предотвращения тепловых искажений.
В результате разработки новых методов резки материалы и толщины, которые могут быть реально обработаны, стали гораздо более многочисленными, Режущий инструмент имеет автоматизированные настройки для точной, повторяемой резки согласно заданной спецификации задачи, Для промышленных целей, материал-эталонные диаграммы, несущие конкретные рекомендации настройки давления и скорости резки, будет гарантировать, что процесс резки оптимизирован для материала, который будет разрезаться, Для обеспечения наилучших результатов, важно убедиться, что режущий станок совместим со спецификациями материала.
Условия окружающей среды и их влияние
Процессы резки представляют собой другой и уникальный набор переменных, которые могут повлиять на их эффективность и точность. Температура, влажность и поток воздуха, пожалуй, наиболее эффективные элементы, демонтирующие производительность оборудования и поведение материала. Влажная атмосфера может вносить влагу в среду резки, и такая среда может вызвать окисление или коррозию определенных материалов, в основном металлов. Качество резки в этих условиях затруднено, и возникают проблемы с поддержанием обрабатывающего оборудования для качественной среды.
Изменения температуры влияют на разрез и другими способами. при очень низких температурах металлы станут хрупкими, а при более высоких температурах они потеряют прочность и станут подвержены термическому короблению. все эти изменения свойств материала влияют на точность разреза и требуют от операторов изменения своих рабочих настроек либо для компенсации расширения, либо для сжатия материала.
Воздушные потоки, которые концептуально охватывают надлежащую вентиляцию и направление ветра, одинаково важны для управления теплом и остатками в различных процессах резки. Адекватная вентиляция удаляет твердые частицы и газы, образующиеся при резке, тем самым обеспечивая безопасность и сохраняя беспрепятственный обзор разреза вместе с гарантированной степенью точности.
Разумно контролировать и работать вокруг этих параметров окружающей среды для максимальной производительности Исследования показали, что поддержание рабочей среды регулируемой между 60-75 °F и поддержание относительной влажности на уровне 40-50% может помочь в минимизации неблагоприятных последствий этих внешних переменных. После сохранения, экологические контроллеры, такие как осушители или корпуса с контролем влажности, могут помочь поддерживать эти параметры, в конечном итоге улучшая производительность и качество операции резки.
Меры предосторожности при резке кислородно-топливного топлива

Меры предосторожности при кислородно-топливной резке включают ношение защитного снаряжения, проверку оборудования и предотвращение горючих материалов.
| Ключевая точка | Подробности |
|---|---|
|
Шестерня |
Носить защитную одежду |
|
Инспекция |
Проверьте повреждения баллонов и факела |
|
Клапаны |
Используйте флэшбэк-аресторы |
|
Легковоспламеняющийся |
Избегайте резки рядом с легковоспламеняющимися предметами |
|
Транспорт |
Надежные баллоны во время транспортировки |
Средства индивидуальной защиты (СИЗ)
Средства индивидуальной защиты (СИЗ) имеют жизненно важное значение для обеспечения безопасности работников, участвующих в операциях по разделке кислородно-топливного материала. в результате этого процесса образуются высокие температуры, искры и пары, что может представлять значительный риск, если не принять адекватных мер предосторожности. Ключевые элементы СИЗ включают в себя
- Сварочные шлемы и очки: Защита глаз необходима для защиты от интенсивного света, ультрафиолетового (УФ) излучения и летящего мусора. Сварочные очки или шлемы с линзами, имеющими диапазон оттенков, подходящий для резки кислородным топливом (обычно оттенок 4-6), рекомендуются в соответствии со стандартами ANSI Z87.1.
- Огнестойкая одежда: Операторам следует носить огнестойкую одежду из таких материалов, как обработанный хлопок или кожа, чтобы предотвратить ожоги от искр и брызг расплавленного металла. Следует избегать использования одежды свободного кроя, чтобы свести к минимуму риск возгорания.
- Защита органов дыхания: При кислородно-топливной резке образуются пары, которые могут содержать вредные вещества, такие как окись углерода или оксиды металлов. в зависимости от разрезаемого материала и вентиляции рабочего пространства для защиты от вдыхания опасных частиц могут потребоваться респираторы, соответствующие стандартам, утвержденным NIOSH.
- Термостойкие перчатки: Толстые термостойкие перчатки необходимы для защиты рук операторов от воздействия сильной жары и случайных ожогов, вызванных расплавленными материалами.
- Стальнопалые сапоги: Защита ног имеет решающее значение для защиты от тяжелых падающих предметов и капель расплавленного металла. Сапоги также должны иметь термостойкую подошву, чтобы выдерживать контакт с горячими поверхностями.
- Защита слуха: Операции по резке кислородно-топливного материала могут генерировать значительный уровень шума, особенно в сочетании с дополнительным оборудованием, таким как шлифовальные машины или сверла. Затычки для ушей или наушники, соответствующие рекомендациям OSHA по воздействию шума, помогают снизить риск повреждения слуха.
Встраивая эти важнейшие компоненты СИЗ в повседневную работу, работники минимизируют потенциальные опасности и создают более безопасную рабочую среду. правильное обучение использованию и поддержанию этих защитных мер еще больше повышает безопасность и эффективность работы. обеспечение соблюдения нормативных стандартов безопасности не только защищает персонал, но и укрепляет производительность труда и моральный дух.
Меры пожарной безопасности
С мерами пожарной безопасности я смотрю на вещи с точки зрения профилактики, одновременно снижая все возможные риски и готовясь к чрезвычайным ситуациям. Это включает в себя поддержание чистоты выходов, регулярный осмотр огнетушителей, их периодическое обслуживание и регулярное проведение противопожарных учений, чтобы напомнить и подготовить всех к чрезвычайным ситуациям. Это также включает в себя инструктаж людей о том, как обращаться с пожарами и реагировать на них, а также правильное использование оборудования для обеспечения безопасности и готовности каждого.
Надлежащее обращение с оборудованием и его обслуживание
Всякий раз, когда обращаешься или работаешь с каким-либо инструментом, нужно осознавать, что безопасность и эффективность имеют первостепенное значение. следовательно, я всегда следую инструкциям производителей по эксплуатации оборудования. я имею в виду, что регулярно проверяю, чтобы найти неисправности, которые могут возникнуть, и справиться с ними заранее. Таким образом я противодействую ситуациям, которые могут привести оборудование к неисправности, что создает место, которое может быть опасным для всех.
Сравнение кислородно-топливной резки с альтернативными методами

Окситопливная резка широко используется из-за ее способности эффективно резать толстую сталь и другие черные металлы. кислород и топливные газы в совокупности обеспечивают пламя с очень высокой температурой, способное плавить материал. с точки зрения затрат, это самый дешевый доступный метод; он портативен и идеально подходит для тяжелых условий эксплуатации.
С другой стороны, другие методы, такие как плазменная резка, быстрее и точнее, когда дело доходит до резки тонких пластин и цветных материалов, таких как алюминий. Плазма производит более чистые края с меньшим количеством шлака. Лазерная резка - это абсолютная точность для тех, у кого сложные конструкции; однако эксплуатация обходится дорого и требует гораздо большего количества оборудования.
У каждого есть свои плюсы и минусы, поэтому решающий фактор сводится к типу и толщине материала, бюджету, проектным потребностям. кислородно-топливная резка по-прежнему является одним из лучших вариантов для тяжелых, промышленных применений благодаря своей простоте и надежности.
Кислородное топливо против плазменной резки
Окситопливная резка экономически эффективна и идеально подходит для толстых материалов, а плазменная резка обеспечивает превосходную скорость, точность и универсальность.
|
Ключевая точка |
Подробности |
|---|---|
|
Толщина |
Кислородное топливо для толстых материалов |
|
Точность |
Плазма точнее |
|
Скорость |
Плазма быстрее |
|
Стоимость |
Кислородное топливо более доступно |
|
Универсальность |
Плазма лучше справляется с тонкими материалами |
Окситопливо против лазерной резки
Резка кислородно-топливным способом превосходно сочетается с толстой сталью и экономичностью, а лазерная резка обеспечивает превосходную точность, скорость и универсальность.
|
Ключевая точка |
Подробности |
|---|---|
|
Толщина |
Кислородное топливо для толстой стали |
|
Точность |
Лазерная резка превосходит |
|
Скорость |
Лазер быстрее |
|
Стоимость |
Кислородное топливо более рентабельно |
|
Универсальность |
Лазер более универсален |
Преимущества и недостатки каждого метода
1. Обезжиривание кислородно-топливным способом
Преимущества
- Универсальность: Разрезка кислородно-топливным способом высокоэффективна для широкого спектра черных металлов и позволяет резать более толстые материалы, часто до 24 дюймов и более.
- Портативность: Оборудование относительно легкое и не требует внешнего источника питания, что делает его идеальным для полевых работ или удаленных мест.
- Экономически эффективно: Первоначальные инвестиционные и эксплуатационные затраты ниже по сравнению с системами плазменной или лазерной резки.
Недостатки
- Ограничено черными металлами: Этот метод не подходит для резки цветных металлов, таких как алюминий или нержавеющая сталь.
- Медленная скорость: Скорость резки значительно медленнее по сравнению с плазменной и лазерной резкой, особенно на более тонких материалах.
- Зона теплового воздействия (HAZ): Высокая теплоемкость может привести к увеличению зоны термического влияния, что может поставить под угрозу целостность материала вблизи кромки среза.
2. Плазменная резка
Преимущества
- Универсальность материалов: Плазменная резка может эффективно обрабатывать различные проводящие металлы, включая сталь, нержавеющую сталь и алюминий.
- Более высокая скорость резки: Этот метод превосходит кислородно-топливную резку по скорости, особенно на более тонких материалах, что повышает общую производительность.
- Точность: Плазменные резцы производят более чистые срезы с минимальным количеством шлака, что снижает необходимость в работах по постобработке.
Недостатки
- Стоимость: Первоначальные инвестиции в оборудование для плазменной резки выше, а эксплуатационные затраты могут увеличиться из-за потребности в электроэнергии и расходных компонентах, таких как электроды и сопла.
- Ограничение толщины: Несмотря на то, что плазменная резка является исключительной для резки тонких и средних материалов, она менее эффективна для чрезвычайно толстых металлов по сравнению с кислородно-топливной резкой.
- Зависимость от источника энергии: Плазменные резаки требуют стабильного источника питания, что ограничивает их портативность по сравнению с кислородно-топливными системами.
3. Лазерная резка
Преимущества
- Высокая точность и детализация: Лазерная резка превосходно обеспечивает сложную конструкцию и точные резки, что делает ее идеальной для проектов, требующих жестких допусков.
- Скорость с тонкими материалами: Для более тонких металлов и листовых материалов лазерная резка может обеспечить очень быструю обработку.
- Минимальные отходы: Узкая ширина прорези и высокая точность значительно уменьшают отходы материала.
Недостатки
- Высокая стоимость: Машины для лазерной резки имеют значительную первоначальную стоимость, а также текущие расходы на техническое обслуживание.
- Материальные ограничения: Несмотря на свою эффективность в отношении большинства типов металлов и даже неметаллов, лазерная резка затрудняет работу с чрезвычайно толстыми материалами.
- Проблемы безопасности: Использование лазеров требует строгого контроля безопасности для защиты операторов от потенциальных опасностей, включая воздействие мощного света.
Справочные источники
- Температура нагрева и диапазон арматурного стержня для резки оксиацетилена методом моделирования и эксперимента
- Авторы: Бонг-Джу Ким и др.
- Год публикации: 2008
- Резюме: В этом исследовании изучаются температура и диапазон нагрева во время оксиацетиленовой резки арматурных стержней. Для анализа тепловых эффектов в процессе резки используются как моделирование, так и экспериментальные методы. Результаты показывают, что распределение температуры имеет решающее значение для оптимизации эффективности и качества резки.
- Методология: В исследовании использовались методы моделирования наряду с экспериментальными установками для измерения изменений температуры во время процесса резки, что позволило получить полное представление о задействованной тепловой динамике(Ким и др, 2008, стр. 15).
- Экспериментальное исследование и оптимизация параметров обработки с помощью оксиацетилена для сплава на основе никеля Inconel 北718
- Авторы: О.Г. Сонаре и др.
- Год публикации: 2017
- Резюме: Данная статья посвящена оптимизации параметров обработки для окси-ацетиленовой резки Inconel 718, сплава на основе никеля. исследование подчеркивает важность контроля температуры для достижения желаемых результатов обработки, таких как отделка поверхности и износ инструмента.
- Методология: Авторы провели серию экспериментов для оценки влияния различных параметров резания на эффективность оксиацетиленового процесса, проанализировав результаты для определения оптимальных настроек регулирования температуры(Сонаре и др, 2017, стр. 17 (англ.)).
- Экспериментальное исследование параметров производительности горячей обработки с использованием газокислородной установки
- Авторы: Венкатеш Ганта, Д. Чакрадхар
- Год публикации: 2014
- Резюме: В данном исследовании рассматриваются рабочие параметры горячей обработки с использованием установки из оксиацетиленового газа. Подчеркивается роль температуры в повышении эффективности обработки и уменьшении износа инструмента.
- Методология: Исследование включало экспериментальные установки для измерения влияния температуры на различные параметры обработки, что позволило получить представление о преимуществах методов горячей обработки(Ганта и Чакрадхар, 2014).
Часто задаваемые вопросы (FAQ)
Что такое процесс кислородно-топливной резки?
Процесс кислородно-топливной резки включает использование горелки, которая смешивает кислород и топливный газ, обычно ацетилен, для создания высокотемпературного пламени. это пламя используется для нагрева металла до тех пор, пока он не достигнет температуры воспламенения, что позволяет использовать технику резки, которая эффективно протыкает различные типы материалов.
Каковы максимальные температуры пламени при кислородной резке?
Максимальная температура пламени при кислородной резке может достигать до 3500 градусов Цельсия (6332 градусов по Фаренгейту) при использовании кислородно-топливной горелки. эта высокая температура пламени необходима для эффективной резки, позволяя пламени расплавить металл и получить чистый разрез.
Как соотношение кислорода и топливного газа влияет на качество резки?
Соотношение кислорода и топливного газа имеет решающее значение для достижения оптимального качества резки. Более высокое соотношение приводит к более горячему пламени, что может улучшить скорость и качество резки. И наоборот, более низкое соотношение может привести к снижению скорости резки и менее эффективному процессу резки, что потенциально может привести к образованию шлака на кромке резки.
Какие виды топливных газов можно использовать при кислородно-топливной резке?
Обычные топливные газы, используемые при кислородно-топливной резке, включают ацетилен, пропан и газ MAPP. Каждый газ имеет уникальные свойства; например, ацетилен обеспечивает более высокую температуру пламени по сравнению с пропаном, что делает его более подходящим для некоторых применений резки.
Как время прокалывания влияет на технику резки?
Время прокалывания относится к длительности, которая требуется для создания начального отверстия в металле перед резкой. более короткое время прокалывания обычно указывает на более эффективную технику резки, позволяющую более быстро прокалывать и резать. такие факторы, как температура пламени и поток кислорода, играют значительную роль в определении времени прокалывания.
Какова роль внутреннего конуса пламени в кислородно-топливной резке?
Внутренний конус пламени является самой горячей частью кислородно-топливного пламени и имеет важное значение для эффективной резки Именно там струя кислорода смешивается с топливным газом, создавая высокотемпературную область, которая плавит металл Для оптимальных результатов процесс резки должен быть сосредоточен на поддержании этого внутреннего конуса в правильном положении над разрезаемым материалом.
Можно ли использовать природный газ при кислородно-топливной резке?
Да, природный газ может быть использован в кислородно-топливной резке, хотя он обычно производит более низкую температуру пламени по сравнению с ацетиленом. хотя он может быть не так эффективен для резки более толстых металлов, это широко используемое топливо для более легких применений из-за его доступности и экономической эффективности.
Каковы меры безопасности при использовании ацетиленового баллона?
При использовании ацетиленового баллона необходимо соблюдать меры предосторожности, такие как обеспечение того, чтобы баллон хранился в вертикальном положении, вдали от источников тепла и в хорошо вентилируемой зоне. Регулярная проверка на герметичность и обеспечение правильного функционирования клапана на факеле могут помочь предотвратить несчастные случаи в процессе резки.
Как использование меньшего количества кислорода влияет на процесс резки?
Использование меньшего количества кислорода в процессе резки может привести к более низкой температуре пламени, что может привести к снижению скорости резки и менее эффективному прокалыванию металла. Это также может увеличить вероятность образования шлака, отрицательно влияя на качество резки. Поддержание правильного кислорода и топливопроводов имеет решающее значение для оптимальной производительности.

