


為了金屬切割的準確性和多功能性,很少有工具能夠在效率上與氧燃料炬相匹配。這種歷史悠久的方法在從製造到建築的行業中都很有名,因為它能夠快速準確地切割厚鋼。但我們的問題是:是什麼讓氧燃料切割如此有效,以及溫度如何影響過程?在本文中,我們將研究氧燃料切割背後的科學原理,分析火炬的運作方式,並尋找其各種用途。考慮一下這本指南為經驗豐富的專業人士和從事金屬工作的新操作員提供的基礎知識。所有這些都是為了告訴您是什麼使該工具成為災難性尖端操作中值得信賴的選擇。.
氧燃料切割簡介
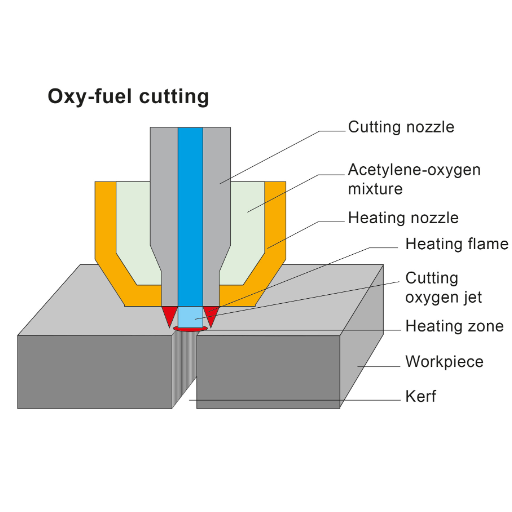
氧燃料切割是一種使用氧氣和乙炔、丙烷或天然氣等燃料氣體產生的高溫火焰來切割金屬的製程。火焰將金屬預熱到一定的臨界熱量,然後將純氧引導到該區域,導致金屬氧化或燒掉,從而進行乾淨、精確的切割。該製程對於切割厚黑色金屬片以及建築工業、造船和金屬製造非常有用。氧燃料切割的可靠性和多功能性使其成為許多應用中不可或缺的工具。.
什麼是氧燃料切割?
氧燃料切割採用簡單但高效的技術,其中燃燒過程用於對厚金屬進行精確切割。在此過程中,金屬表面被預熱至通常在 900°F 至 1,600°F 之間變化的點火溫度,具體取決於所使用的材料。燃料氣體,通常是乙炔、丙烷或天然氣,與氧氣結合產生高溫火焰。一旦金屬充分加熱,一股等濃度的純氧流就會流向金屬,金屬與氧氣反應形成氧化鐵,氧化鐵熔化,然後被吹離切割區域。.
氧氣燃料現在是高科技的,更精確,能力也更有效率。例如,自動氧氣切割機在厚度達 12 英吋的碳鋼板上實現的速度超過每分鐘 20 英吋。產業分析表明,氧氣切割是重型切割任務中最具成本效益的解決方案之一,其營運費用通常被認為低於其他替代方案,包括等離子或雷射切割。這種方法最適合大規模製造或維修的行業,因為它除了準確性之外還提供便攜性和效率。.
氧燃料切割技術的歷史和演變
氧燃料切割的起源可以追溯到 1800 年代末,隨著實用焊接和氣體切割系統的發展。 1903 年,Edmond Fouché 和 Charles Picard 在金屬加工中引入了氧乙炔炬。透過燃燒氧氣和乙炔氣產生足夠熱的火焰來熔化和切斷鋼材,可以以驚人的效率實現精確的切割和焊接過程。.
多年來,氧氣燃料切割已經取得了巨大的進步。它的第一個應用受到非常簡單的設備和工作範圍限制的限制,因此這些改進極大地增強了它們的執行力。例如,多氣體設定現在允許用戶切換丙烷或天然氣等燃料,這也開啟了其他應用並降低了一些應用的成本。.
技術進步已將氧燃料切割裝置整合到自動化系統中。大多數 CNC(電腦數控)機器目前都與氧燃料切割頭集成,以實現更精確的大規模操作。根據最近的一些行業情報報告,該組合將生產率提高了 40%,同時保留了重工業應用所必需的嚴格公差水平。此外,噴嘴設計的改進有助於提高燃油效率,將耗氧量削減高達 25%,從而增強該方法的可持續性。.
儘管雷射和等離子體等新技術不斷湧現,但富氧燃料的適應性和強度使其與造船、建築和製造等現代行業保持相關性。它的歷史演變證明它是滿足行業需求的漸進解決方案,將創新與實用性相結合,以仍然是金屬製造的基本工具。.
跨行業的應用
由於其多用途性質和效率,氧氣-燃料切割過程仍然是一項關鍵技術。在建築中,它主要用於精確切割結構鋼,以便立即組裝建築物或橋樑框架。造船業的其他一些重物...工業依賴氧燃料切割來切割厚鋼板,從而大大縮短生產時間。然後,製造企業採用該製程進行製造,以生產機械、家用電器和工具的零件。.
近年來,氧氣燃料切割領域引入了許多創新,使其變得更好--氣體混合物具有更快的切割速度,所有更新更好的噴嘴都可以同時執行更平滑的切割,並具有雷射完美的精度。研究強調,該技術可用於厚度大於 12 英吋的鋼材,主要用於非常重型的應用。進一步的研究表明,與其他方法相比,這種方法具有成本效益,成本比雷射切割等更先進的方法低 50%,使整個過程更加便攜且易於使用,這使得氧氣燃料切割成為這種終身工業活動的主要工具箱之一。.
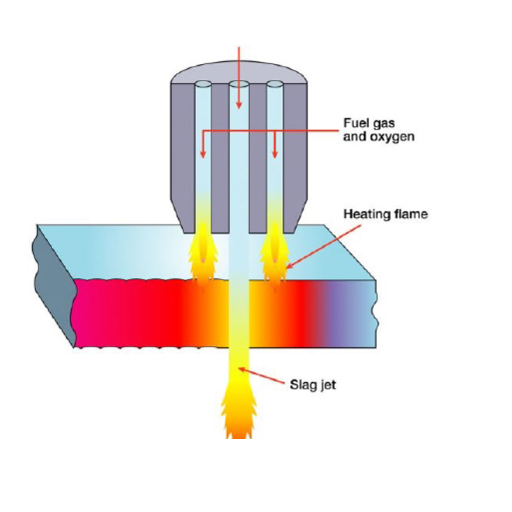
氧燃料火焰背後的科學
氧燃料火焰是透過以受控方式將氧氣與乙炔或丙烷等燃料氣體混合而產生的。氧氣支持燃燒,讓燃料氣體在非常高的溫度下燃燒。這種高溫足以熔化金屬,使其適合切割和焊接過程。火焰由兩個區域組成:內錐體(發生部分燃料氣體燃燒的地方)和外殼(燃燒完成的地方)。根據氧燃料比,可以使火焰執行其預期的任務,即切割或連接。.
了解氧氣和乙炔燃燒
乙炔和氧氣燃燒的融合成為氣體焊接和切割方法的焦點,因為它會產生極高的溫度。氧氣和乙炔透過燃燒發生化學反應,產生約 3,480 °C (6,296 °F) 的火焰溫度,使其成為通常工業實踐中遇到的最高火焰溫度之一。簡而言之,這種熱量能夠焊接和切割金屬,包括鋼和鐵。.
此後,燃燒從乙炔 C2H2 分子開始,該分子與氧氣 O2 混合,由於快速氧化而產生熱量。完全燃燒的反應採取以下形式:
2C2H2 + 5O2 → 4CO2 + 2H2O + 熱
此反應代表理想的燃燒狀態,其中存在足夠的氧氣。但氧乙炔比值的任何不規則性都會改變火焰的特徵。還原或滲碳火焰具有額外的乙炔,例如用於焊接中的退火或燒成圓角、沉積煙灰和減少氧化;另一方面,中性火焰用於一般焊接中的平衡燃燒,而帶有剩餘氧氣的氧化火焰則提供切割時的最大熱量。.
精煉後,氧氣和乙炔將被包裝並安全,以利用兩者的最佳性能。例如,乙炔在超過 15 psi (103 kPa) 的壓力下本質上不穩定,必須對其進行調節以防止不安全分解;儘管如此,其在空氣中的爆炸範圍在 2.5% 至 100% 之間,因此,所有可能的步驟都需要在使用過程中進行監控和控制。.
火焰溫度及其在切割中的重要性
作為切割和工業製程領域的崇高石材,火焰溫度是工業切割製程效率和精度的指標。鑑於氧氣和乙炔的混合物比例為 1:1,氧乙炔火焰的溫度達到約 5,572 °F (3,090 °C)。在如此高的溫度下,鋼可以快速到達其點火點,從而快速有效地進行切割。.
除了溫度之外,另一個重要方面是火焰的性質,它可能是中性的、氧化性的或還原性的。切割的性能和產品的狀態受到火焰的影響。通常,中性火焰會產生最優質的切割,因為氧氣與乙炔的比例是平衡的,而氧化火焰會導致過度氧化,從而顯示為表面缺陷。.
另一個重要面向:熱分佈。火焰將熱量集中在一個小區域,這樣熱量就會散開,同時散落在表面上,對周圍材料產生熱應力,從而存在翹曲或結構損壞的風險。這也強調選擇正確的燃料組合和正確的設備校準。.
與自動割炬系統和氣體混合控制等現代切割技術一起,這些高溫火焰為多種工業用途提供了一定的精度,從幾乎藝術設計的製造到厚鋼板的斜切。即使對於艱苦的切割工程,火焰溫度也是各行業協調活動的重要因素。.
影響火焰特性的因素
有幾個關鍵因素會影響火焰特性,包括溫度、燃料與氧氣的比率、氣體純度和環境條件。了解這些變數如何相互作用對於實現精確的火焰控制和優化工業製程至關重要。.
- 燃料與氧氣的比率
燃料與氧氣的比率在定義火焰的行為方面發揮關鍵作用。平衡的比率會產生中性火焰,非常適合許多工業應用。過多的氧氣會產生氧化火焰,可能會促進金屬氧化,而過量的燃料會導致火焰還原,從而減少氧化物並最大限度地減少結垢。.
- 氣體純度
乙炔、丙烷或天然氣等燃氣的純度直接影響火焰的穩定性和熱輸出。雜質或氣體品質不一致會導致溫度波動和切割或焊接性能不均勻。例如,與低級替代品相比,純度等級為 99.6% 或更高的乙炔可確保火焰更熱、更一致。.
- 環境溫度和壓力
溫度、大氣壓力和濕度等環境因素會改變火焰特性。例如,空氣壓力和氧氣密度較低的較高海拔地區需要調整燃料和氧氣流量設定以保持高效燃燒。.
- 噴嘴設計與維護
火炬噴嘴的設計會影響火焰大小、形狀和熱量分佈。定期維護,例如清除噴嘴堵塞和更換磨損的部件,可確保均勻的氣流和最佳的火焰輸出。.
- 自動化的進步
現代自動化系統可以精確調整氣體流量和燃燒設定等變數。這種控制等級不僅提高了可重複性,還提高了能源效率。例如,自動氧燃料切割機可以微調火焰以匹配正在加工的材料厚度,從而減少浪費並提高生產力。.
透過考慮這些因素,製造商和營運商可以微調火焰特性以滿足其任務的確切要求,確保效率、安全性和高品質結果。.
氧燃料切割過程

在氧燃料火焰切割中,固體金屬被火焰加熱到點火溫度,然後使用純氧噴射來氧化並切割材料。氧燃料切割技術主要適用於鋼等黑色金屬,因為它們能夠採用廉價的氧化方法。金屬預熱後,火焰由乙炔、丙烷或天然氣等燃料氣體和氧氣供給。在大約點火溫度下,強氧氣噴射沖向工件,瞬間氧化和切割。該技術是一種多功能、快速的方法,可以精確切割厚金屬。.
氧燃料切割系統的組件
氧燃料切割系統的組件包括氣缸、調節器、軟管、手電筒和安全閥。.
| 關鍵點 | 細節 |
|---|---|
|
氣缸 |
氧氣和燃氣儲存 |
|
監管機構 |
控制氣壓 |
|
軟管 |
將氣體輸送到火炬 |
|
火炬 |
混合並點燃氣體 |
|
閥門 |
確保安全和流量控制 |
選擇正確的切割技巧
選擇富氧切割尖端時應小心,以獲得最大性能並從富氧切割系統中獲得實際切割。有幾個因素會影響切割尖端的選擇:被切割材料的類型和厚度、使用的燃氣類型以及所需切割的品質。切割尖端被製造成具有可變的孔口尺寸和取決於火焰和氧氣流速的微調配置。.
例如,提供相對狹窄但濃烈火焰的小孔口尖端通常用於較薄的金屬,因為此類製造商將火焰稀釋得太遠,並且材料或廢物會被燒掉。大孔口尖端應用於較厚的材料,因為它們的氧氣流允許更深、更乾淨的切割。製造商通常會提供針對每種應用量身定制的行業標準尖端圖表;這些圖表包括用於設定尖端尺寸、切割速度、氣壓和火焰所需預熱的信息,為操作員提供高效、準確地執行切割的信息。.
其他優點包括正確的尖端在氣體消耗方面更有效,並且在回火或火焰幹擾方面更危險。定期清潔尖端並檢查磨損情況是良好尖端維護的重要組成部分,並將確保切割操作的一致性能。選擇尖端時,應注意尖端類型與所使用的割炬型號相容,以及尖端材料是否足以長時間暴露在高溫環境中。.
逐步氧氣切割技術
1。 準備設備
確保所有設備處於良好的工作狀態。請對手電筒、軟管和調節器進行一次檢查,以防出現任何損壞或磨損的跡象。確保氧氣瓶和燃氣瓶牢固固定,壓力水平適合操作。.
2。調整氣壓
根據手電筒和切割尖端,在各自的調節器上調節氧氣和燃氣的壓力,使其達到精確的規格。例如,與燃油氣壓(乙炔為 5-10 psi,取決於實際使用情況)相比,氧氣壓力通常更高(切割時為 20-40 psi)。.
3。點燃火炬
稍微打開燃氣閥,用火花打火機點燃氣體。然後慢慢打開氧氣閥,形成中性火焰。中性火焰將具有清晰的內錐體,對於良好的切割是必要的。.
4。預熱材料
將割炬放置在材料的起點。保持火焰穩定,將該區域預熱至鮮紅色,表示該區域已準備好進行切割。預熱以確保切割乾淨。.
5。打開切割氧氣閥
一旦材料變熱,按下切割氧氣桿即可釋放高壓氧氣流。穩定握住手電筒,並沿著切口線緩慢移動,使火焰與材料保持一致。.
6。 觀察切割速度
微調切割速度以適應材料的厚度和所需的品質。例如,鋼板高達 1/2 英吋。厚度切割速度較慢,較薄的材料切割速度較快。.
7。 清潔切口
完成切割後,檢查切口(切割產生的間隙)以確保其乾淨且無爐渣。過多的爐渣可能會顯示不正確的設置,或者可能意味著您需要調整您的技術。.
8。 安全關閉
要關閉手電筒,請先關閉燃氣閥,然後關閉氧氣閥。正確關閉氣缸閥門並釋放系統中剩餘的壓力。檢查設備是否磨損,必要時進行清潔。.
透過這些詳細的步驟,人們可以確保跨應用的氧氣燃料的精確性、安全性和效率。.
影響切割效率的因素
1。 材料類型
切割效率很大程度取決於材料的成分和厚度。較軟的金屬和較不厚的材料比硬或厚的材料更容易切割。.
2。 火炬設定
正確的燃料和氧氣比例可實現乾淨高效的切割。任何偏離此偏差都可能導致切割邊緣過於鋸齒狀或爐渣過多。.
3。噴嘴狀況
為了精確起見,首選乾淨且未損壞的噴嘴。如果噴嘴堵塞或損壞,氣流將被阻礙,從而影響切割效率。.
4。 操作員技術
性能取決於良好的技術:一致的速度、良好的火炬角度、穩定的運動。不好的做法將意味著不精確,而不是好的切割。.
5。氣體品質和流量
良好的切割需要良好的氣體,良好的氣體需要其流速足夠。任何污染或氣流不足都不會使其順利通過。.
透過考慮這些因素可以提高氧燃料切割的效率和品質。.
氧氣和燃氣比率
正確的氧氣和燃氣比是一種平衡行為,可在氧氣-燃料切割過程中實現最佳切割性能。火焰必須有效燃燒以提供切割所需的螢幕熱量。通常,大多數操作都會產生中性火焰 - 這是氧氣和燃氣以正確的比例結合時產生的火焰。.
例如,乙炔是最廣泛使用的燃料氣體之一,中性火焰產生的氧與乙炔的比例約為 1.2:1。這意味著嚴格來說,每單位乙炔應供應 1.2 單位氧氣。對於某些應用、氣體類型和所使用的設備,比率將會改變。丙烷和天然氣也更常用,其比率可能特別高於乙炔所需的比率,從 4:1 到 5:1。.
只要保持正確的比例,就可以減少煙灰的形成、不完全燃燒,並確保乾淨、銳利的切割。重複校準設備並觀察這些氣體流量將使這些比率保持在您想要的位置,有效率地工作並且浪費很少。應始終研究製造商的建議,以了解最適合當前特定切割作業和相應材料特性的特定比率設定。.
材料厚度和類型
火焰切割過程中使用的材料的厚度和類型是影響切割過程效率並因此影響切割品質的兩個因素。這也意味著切割薄材料(例如厚度小於 6 毫米的板材)需要非常低的火焰強度和精確的氣體比,以防止翹曲和過多的熱影響區域。隨著切割較厚的材料(例如超過 20 毫米的鋼板),氣體流速必須更高,同時使用適合重型應用的特殊火炬,氧氣壓力會增加。.
不同的金屬對切割過程的反應會有所不同。例如,低碳鋼優選用於氧燃料切割,因為它具有相當可預測的成分和熔點;然而,對於不銹鋼和鋁等材料類型,其中氧化層和反射特性會幹擾過程,通常間接依賴技術。不銹鋼通常是最好的等離子或雷射切割,鋁可能需要進一步修改以防止熱變形。.
由於新切割方法的發展,可可行加工的材料和厚度已經變得更加多。切削刀具具有自動設置,可根據給定的任務規格進行精確、可重複的切削。對於工業目的,帶有壓力設定和切削速度具體建議的材料參考圖將確保切削過程針對待切削材料進行最佳化。為了確保最佳結果,必須確保切削機與材料規格相容。.
環境條件及其影響
切割過程呈現一組不同且獨特的變量,這些變量會影響其效率和精度。溫度、濕度和氣流可能是拆除設備性能和材料行為的最有效元素。潮濕的大氣可能會將水分引入切割環境,這種環境可能會導致某些材料(主要是金屬)氧化或腐蝕。在這些條件下,切割品質會受到阻礙,並且在維護加工設備以適應品質環境時會出現問題。.
溫度變化以其他方式影響切割。在非常低的溫度下,金屬會變脆,而在較高的溫度下,它們會失去強度並容易受到熱翹曲的影響。材料性能的所有這些變化都會影響切割精度,並要求操作員改變其操作設定以補償材料的膨脹或收縮。.
氣流在概念上包括適當的通風和風向,對於各種切割過程中的熱量和殘留物管理同樣重要。充分的通風可去除切割過程中產生的顆粒物和氣體,從而確保安全並保持切割的無障礙視野以及保證的精度。.
明智的做法是監控並圍繞這些環境參數工作以獲得最佳性能。研究表明,將工作環境調節在 60-75°F 之間並將相對濕度保持在 40-50% 有助於最大限度地減少這些外部變數的不利影響。一旦維護,除濕機或帶有濕度控制裝置的外殼等環境控制器可以幫助維持這些參數,最終提高切割操作的輸出和品質。.
氧氣切割的安全預防措施

氧燃料切割的安全預防措施包括穿戴防護裝備、檢查設備和避免使用易燃材料。.
| 關鍵點 | 細節 |
|---|---|
|
齒輪 |
穿防護衣 |
|
檢查 |
檢查氣瓶和手電筒損壞情況 |
|
閥門 |
使用閃回阻止器 |
|
易燃 |
避免切割易燃物品附近 |
|
運輸 |
運輸過程中固定氣瓶 |
個人防護裝備(PPE)
個人防護裝備 (PPE) 對於確保參與氧氣切割作業的工人的安全至關重要。該過程會產生高溫、火花和煙霧,如果不採取足夠的預防措施,可能會帶來重大風險。關鍵的個人防護裝備項目包括:
- 焊接頭盔和護目鏡:眼睛保護對於抵禦強光、紫外線 (UV) 輻射和飛濺碎片至關重要。根據 ANSI Z87.1 標準,建議使用帶有適合氧燃料切割的遮光範圍(通常為 4-6 遮光)的鏡片的焊接護目鏡或頭盔。.
- 阻燃服裝:操作員應穿著由經過處理的棉或皮革等材料製成的阻燃服裝,以防止火花和熔融金屬飛濺造成的燒傷。應避免穿著寬鬆的衣服,以盡量減少火災風險。.
- 呼吸系統保護:氧氣燃料切割產生的煙霧可能含有一氧化碳或金屬氧化物等有害物質。根據被切割的材料和工作空間的通風情況,可能需要符合 NIOSH 批准標準的呼吸器,以防止吸入危險顆粒。.
- 耐熱手套:厚實的耐熱手套對於保護操作員的手免受熔融材料引起的極端熱量和意外燒傷至關重要。.
- 鋼頭靴子: 足部保護對於防止重物掉落和熔融金屬掉落至關重要。靴子還應具有耐熱鞋底,以承受與熱表面的接觸。.
- 聽力保護:氧氣切割操作可能會產生顯著的噪音水平,特別是與研磨機或鑽頭等其他設備配合使用時。符合 OSHA 噪音暴露指南的耳塞或耳罩有助於降低聽力損傷的風險。.
透過將這些重要的個人防護裝備組件整合到日常操作中,工人可以最大限度地減少潛在危險並創造更安全的工作環境。對這些保護措施的使用和維護進行適當的培訓可以進一步提高安全和營運效率。確保遵守監管安全標準不僅可以保護人員,還可以提高工作場所的生產力和士氣。.
消防安全措施
透過消防安全措施,我從預防的角度看待事情,同時減輕所有可能的風險並為緊急情況做好準備。這包括保持出口暢通、定期檢查滅火器、不時維修滅火器以及定期進行消防演習,以提醒每個人並為緊急情況做好準備。它還包括指導人們如何處理和應對火災以及正確使用設備以確保每個人的安全和準備。.
適當的設備處理和維護
每當處理或使用任何工具時,都必須意識到安全和效率至關重要。因此,我確保始終遵循製造商操作設備的說明。我的意思是,我定期檢查以發現可能出現的故障並儘早處理它們。這樣,我就可以抵消導致設備故障的情況,從而創造一個可能對所有人造成危險的地方。.
比較氧氣-燃料切割與替代方法

氧燃料切割因其能夠有效切割厚鋼和其他黑色金屬而被廣泛應用。氧氣和燃料氣體結合,產生非常高溫度的火焰,能夠熔化材料。從成本角度來看,這是最便宜的方法;它便於攜帶,非常適合重型應用。.
另一方面,在切割薄板和鋁等有色金屬材料時,等離子切割等其他方法更快、更精確。等離子體以更少的爐渣產生更乾淨的邊緣。對於設計複雜的人來說,雷射切割絕對精確;然而,運行成本高昂,並且需要更多的設備。.
每一種都有其優點和缺點,因此決定因素取決於材料的類型和厚度、預算和專案需求。由於其簡單性和可靠性,氧燃料切割仍然是重型工業應用的最佳選擇之一。.
氧燃料與等離子切割
氧燃料切割具有成本效益,非常適合厚材料,而等離子切割則提供卓越的速度、精度和多功能性。.
|
關鍵點 |
細節 |
|---|---|
|
厚度 |
用於厚材料的氧燃料 |
|
精密 |
等離子體更精確 |
|
速度 |
等離子體速度更快 |
|
成本 |
氧氣燃料更實惠 |
|
多功能性 |
等離子體可以更好地處理薄材料 |
氧燃料與雷射切割
氧燃料切割擅長厚鋼和成本效益,而雷射切割則提供卓越的精度、速度和多功能性。.
|
關鍵點 |
細節 |
|---|---|
|
厚度 |
厚鋼的氧燃料 |
|
精密 |
雷射切割更勝一籌 |
|
速度 |
雷射速度更快 |
|
成本 |
氧燃料更具成本效益 |
|
多功能性 |
雷射用途更廣泛 |
每種方法的優點和缺點
1。 氧燃料切割
優點
- 多功能性:氧燃料切割對多種黑色金屬非常有效,並且可以切割更厚的材料,通常可達 24 英吋或更多。.
- 便攜性:設備相對較輕,不需要外部電源,非常適合實地考察或偏遠地區。.
- 具有成本效益:與等離子或雷射切割系統相比,初始投資和營運成本較低。.
缺點
- 僅限於黑色金屬:此方法不適合切割鋁或不銹鋼等有色金屬。.
- 速度較慢:與等離子和雷射切割相比,切割速度要慢得多,特別是在較薄的材料上。.
- 熱影響區 (HAZ):高熱強度會導致更大的熱影響區,這可能會損害切割邊緣附近的材料完整性。.
2。 等離子切割
優點
- 跨材料的多功能性:等離子切割可以有效處理多種導電金屬,包括鋼、不銹鋼和鋁。.
- 更快的切割速度:此方法在速度方面優於氧燃料切割,特別是在較薄的材料上,從而提高了整體生產率。.
- 精密:等離子切割機以最少的爐渣生產更乾淨的切割,減少後處理工作的需要。.
缺點
- 成本:等離子切割設備的初始投資較高,且由於需要電力和電極和噴嘴等消耗性零件,營運成本可能會增加。.
- 厚度限制:雖然等離子切割對於切割薄和中厚材料來說非常出色,但與氧燃料切割相比,等離子切割對於極厚金屬的效果較差。.
- 對電源的依賴:等離子切割機需要穩定的電源,這限制了其與氧氣燃料系統相比的便攜性。.
3。 雷射切割
優點
- 高精度和細節:雷射切割擅長實現複雜的設計和精確的切割,非常適合需要嚴格公差的項目。.
- 薄材料帶來速度:對於較薄的金屬和片材,雷射切割可以實現非常快速的加工。.
- 最少的廢物:切口寬度窄、精度高,顯著減少材料浪費。.
缺點
- 高成本:雷射切割機需要大量的前期成本以及持續的維護費用。.
- 物質限制:雖然雷射切割對大多數類型的金屬甚至非金屬都有效,但它在極厚的材料上卻很困難。.
- 安全問題:雷射的使用需要嚴格的安全控制,以保護操作員免受潛在危險,包括暴露在高功率光下。.
參考來源
- 透過模擬和實驗加熱氧乙炔切割增強棒的溫度和範圍
- 作者:Bong-Joo Kim 等人。.
- 出版年份:2008年
- 摘要:本研究調查了鋼筋氧乙炔切割過程中的加熱溫度和範圍。它採用模擬和實驗方法來分析切割過程中的熱效應。研究結果表明,溫度分佈對於優化切割效率和品質至關重要。.
- 方法:該研究利用模擬技術和實驗裝置來測量切割過程中的溫度變化,從而全面了解所涉及的熱動力學(Kim 等人,2008 年,第 1 頁第 5 頁).
- 鎳基合金鉻鎳鐵合金 718 氧乙炔輔助加工參數的實驗研究和最佳化
- 作者:OG Sonare 等人。.
- 出版年份:2017
- 摘要:本文重點在於優化鎳基合金 Inconel 718 氧乙炔切割的加工參數。該研究強調了溫度控制對於實現所需加工結果(例如表面光潔度和刀具磨損)的重要性。.
- 方法:作者進行了一系列實驗來評估各種切割參數對氧乙炔製程性能的影響,分析結果以確定溫度管理的最佳設定(Sonare 等人,2017 年,第 1 頁第 7 頁).
- 使用氧乙炔氣體裝置的熱加工性能參數的實驗研究
- 作者:Venkatesh Ganta、D。 Chakradhar
- 出版年份:2014年
- 摘要:本研究檢視了使用氧乙炔氣體裝置進行熱加工的性能參數。它強調溫度在提高加工效率和減少刀具磨損方面的作用。.
- 方法:研究涉及測量溫度對各種加工參數影響的實驗裝置,深入了解熱加工技術的優點(甘塔和查克拉達爾,2014).
常見問題(常見問題)
氧燃料切割過程是什麼?
氧燃料切割過程涉及使用混合氧氣和燃料氣體(通常是乙炔)的火炬來產生高溫火焰。這種火焰用於加熱金屬直至達到點火溫度,從而實現有效刺穿各種類型材料的切割技術。.
氧氣切割時的最高火焰溫度是多少?
使用氧燃料炬時,氧氣切割的最高火焰溫度可達攝氏 3,500 度(6,332 華氏度)。這種高火焰溫度對於有效切割至關重要,使火焰能夠熔化金屬並產生乾淨的切割。.
氧氣與燃料氣體的比例如何影響切割品質?
氧氣與燃料氣體的比率對於實現最佳切割品質至關重要。較高的比率會導致更熱的火焰,從而提高切割速度和品質。相反,較低的比率可能會導致切割速度變慢和切割過程效率降低,從而可能導致切割邊緣形成爐渣。.
氧氣切割可使用哪些類型的燃料氣體?
氧燃料切割中使用的常見燃料氣體包括乙炔、丙烷和 MAPP 氣體。每種氣體都有獨特的特性;例如,與丙烷相比,乙炔產生更高的火焰溫度,使其更適合某些切割應用。.
刺穿時間如何影響切割技術?
刺穿時間是指切割前在金屬上形成初始孔所需的持續時間。較短的刺穿時間通常表示更有效的切割技術,可以更快地刺穿和切割。火焰溫度和氧氣流量等因素在決定刺穿時間方面發揮重要作用。.
火焰內錐在氧燃料切割中的作用是什麼?
火焰的內錐體是氧燃料火焰中最熱的部分,對於有效切割至關重要。這是氧氣噴射與燃氣混合的地方,形成熔化金屬的高溫區域。為了獲得最佳結果,切割過程應專注於將該內錐體保持在被切割材料上方的正確位置。.
天然氣可以用於氧燃料切割嗎?
是的,天然氣可用於氧燃料切割,儘管與乙炔相比,它通常產生較低的火焰溫度。雖然它對於切割較厚的金屬可能效率不高,但由於其可用性和成本效益,它是較輕應用的常用燃料。.
使用乙炔瓶有哪些安全預防措施?
使用乙炔瓶時,必須遵循安全預防措施,例如確保瓶子直立存放、遠離熱源、通風良好的區域。定期檢查洩漏並確保手電筒上的閥門正常運作有助於防止切割過程中發生事故。.
使用較少的氧氣如何影響切割過程?
在切割過程中使用較少的氧氣可以降低火焰溫度,這可能會導致切割速度變慢和金屬穿孔效果較差。它還可以增加爐渣形成的可能性,對切割品質產生負面影響。保持正確的氧氣和燃料管線對於最佳性能至關重要。.

