


Per precisione e versatilità nel taglio dei metalli, pochi strumenti possono eguagliare la torcia a ossicombustione in termini di efficienza. Questo metodo consacrato dal tempo è stato famoso nei settori dalla produzione all'edilizia per la sua capacità di tagliare acciaio spesso con velocità e precisione. Ma la nostra domanda è: cosa rende il taglio a ossicombustione così efficace e come influisce la temperatura sul processo? In questo testo esamineremo la scienza alla base del taglio a ossicombustione, analizzeremo come funziona la torcia e cercheremo i suoi vari usi Considera questa guida conoscenza di base sia per professionisti esperti che per nuovi operatori che lavorano con il metallo. Tutto questo per dirti cosa rende questo strumento una selezione affidabile tra operazioni cataclismiche e all'avanguardia.
Introduzione al taglio Oxy-Fuel
Il taglio con ossitaglio è un processo che è noto per tagliare i metalli utilizzando una fiamma ad alta temperatura prodotta dall'ossigeno e un gas combustibile come acetilene, propano o gas naturale La fiamma preriscalda il metallo a un certo calore critico, dopo di che l'ossigeno puro viene diretto verso l'area e fa sì che il metallo si ossidi o bruci per dare un taglio pulito e preciso Questo processo è molto utile nel tagliare spessi pezzi di metalli ferrosi, così come nell'edilizia, nella costruzione navale e nella fabbricazione dei metalli L'affidabilità e la versatilità del taglio con ossitaglio lo rendono uno strumento indispensabile per molte applicazioni.
Che cosa è Oxy-Fuel Cutting?
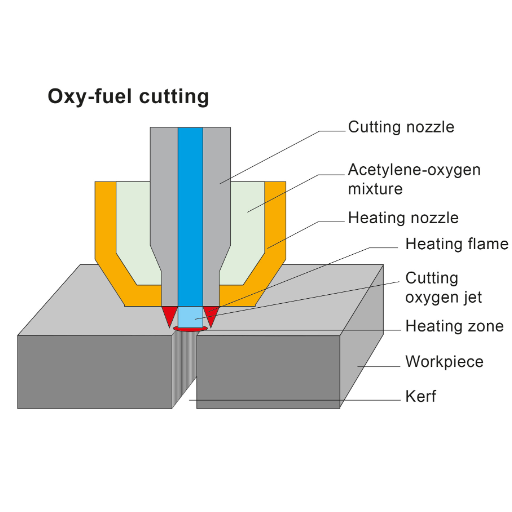
Il taglio con ossitaglio utilizza una tecnica semplice ma altamente efficace in cui il processo di combustione viene utilizzato per effettuare un taglio accurato su metalli spessi. In questo processo, la superficie metallica viene preriscaldata a una temperatura di accensione che solitamente varia tra 900 °F e 1.600 °F, a seconda del materiale utilizzato. Il gas combustibile, comunemente acetilene, propano o gas naturale, si combina con l'ossigeno per produrre una fiamma a grande temperatura. Una volta che il metallo è sufficientemente riscaldato, un flusso di ossigeno puro ugualmente concentrato viene diretto verso il metallo, che reagisce con l'ossigeno per formare ossido di ferro che fonde e viene poi soffiato via dalla zona di taglio.
L'ossitaglio è ora ad alta tecnologia, molto più preciso ed efficiente in termini di capacità Ad esempio, le macchine automatizzate per il taglio ossitaglio realizzano una velocità di oltre 20 pollici al minuto su piastre di acciaio al carbonio spesse fino a 12 pollici L'analisi del settore afferma che il taglio ossitaglio è una delle soluzioni più convenienti per attività di taglio pesanti, con spese operative generalmente considerate inferiori rispetto ad altre alternative, incluso il taglio al plasma o al laser. Questo metodo funziona meglio per le industrie impegnate nella fabbricazione o nella riparazione su larga scala, dato che offre portabilità ed efficienza oltre alla precisione.
Storia ed Evoluzione delle Tecniche di Taglio Oxy-Fuel
La genesi del taglio ossitaglio risale alla fine del 1800, con l'evoluzione dei pratici sistemi di saldatura e taglio del gas, nel 1903 Edmond Fouché e Charles Picard introdussero la torcia ossi-acetilene nella lavorazione dei metalli Bruciando ossigeno e gas acetilene per produrre fiamma abbastanza calda da fondere e recidere l'acciaio, consentiva precisi processi di taglio e saldatura con un'efficienza sorprendente.
Nel corso degli anni, l'ossitaglio ha raccolto enormi miglioramenti Le sue prime applicazioni erano limitate da attrezzature molto semplici e limitazioni del raggio di lavoro, quindi questi miglioramenti ne hanno notevolmente migliorato l'esecuzione. Ad esempio, le configurazioni multigas ora consentono agli utenti di cambiare carburante, come propano o gas naturale, il che apre anche altre applicazioni e riduce i costi in alcune.
I progressi tecnologici hanno integrato le configurazioni di taglio ossitaglio in sistemi automatizzati La maggior parte delle macchine CNC (Computer Numerical Control) sono attualmente integrate con teste di taglio ossitaglio per consentire un funzionamento più preciso su larga scala Secondo alcuni recenti rapporti di intelligence del settore, il mix aumenta la produttività fino a 40% pur mantenendo rigorosi livelli di tolleranza essenziali per applicazioni industriali pesanti Inoltre, i miglioramenti nella progettazione degli ugelli stanno contribuendo a migliorare l'efficienza del carburante, ridurre il consumo di ossigeno fino a 25% e quindi migliorare la sostenibilità del metodo.
La stessa adattabilità e forza dell’ossitaglio lo mantengono rilevante con le industrie moderne come la costruzione navale, l’edilizia e la produzione, nonostante le tecnologie più recenti come laser e plasma. La sua evoluzione storica è la prova che si tratta di una soluzione progressiva a un’esigenza del settore che fonde l’innovazione con la praticità per rimanere lo strumento fondamentale della fabbricazione dei metalli.
Applicazioni nei vari settori
Il processo di taglio dell'ossigeno-carburante continua ad essere una tecnologia critica a causa della sua natura multiuso e della sua efficienza Nella costruzione, è utilizzato principalmente per tagliare l'acciaio strutturale con precisione per consentire l'assemblaggio immediato di strutture di edifici o ponti. Alcune altre industrie pesanti nella costruzione navale... si affidano al taglio ossitaglio per la sua capacità di tagliare lastre di acciaio spesse, riducendo così notevolmente i tempi di produzione. Le operazioni di produzione adottano quindi il processo per continuare la fabbricazione di componenti e parti per macchinari, elettrodomestici e utensili.
Negli ultimi tempi, numerose innovazioni sono state portate nell'arena del taglio ossitaglio per renderlo ancora migliore: le miscele di gas hanno tagli più rapidi con tutti gli ugelli più nuovi e migliori che eseguono tagli più fluidi contemporaneamente con precisione perfetta dal laser. Gli studi sottolineano che questa tecnica può essere utilizzata su spessori di acciaio superiori a 12 pollici, principalmente per applicazioni molto pesanti. Ulteriori studi rivelano che questo metodo è conveniente rispetto ad altri metodi, con costi fino a 50% inferiori rispetto ai metodi più avanzati come i laser tagliati, rendendo l'intera procedura più portatile e maneggevole da utilizzare, che posizionano il taglio ossitaglio come uno degli utensili primari per questa attività industriale degna di nota.
La scienza dietro la fiamma dell'ossitaglio
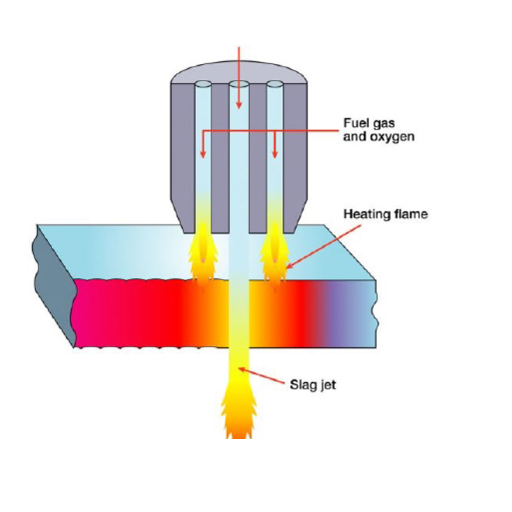
La fiamma ossitaglio si crea miscelando in modo controllato l'ossigeno con un gas combustibile come acetilene o propano, l'ossigeno supporta la combustione lasciando bruciare il gas combustibile a temperature molto elevate, questo calore intenso è sufficiente per fondere il metallo, rendendolo adatto ai processi di taglio e saldatura La fiamma è costituita da due zone: il cono interno, dove avviene la combustione parziale dei gas combustibili, e l'involucro esterno, dove la combustione si completa A seconda del rapporto ossigeno-carburante, la fiamma può essere fatta svolgere il compito a cui è destinata, cioè tagliare o unire.
Comprendere la combustione di ossigeno e acetilene
La fusione di acetilene e combustione di ossigeno fornisce il punto focale dei metodi di saldatura e taglio del gas perché dà origine a una temperatura onnipotente L'ossigeno e l'acetilene reagiscono chimicamente mediante combustione per dare una temperatura della fiamma di circa 3.480 °C (6.296 °F), rendendola tra le temperature di fiamma più elevate incontrate nella pratica industriale abituale Tale calore ha la capacità di saldare e tagliare i metalli in poche parole, inclusi acciaio e ferro.
La combustione, in seguito, inizia con molecole di acetilene C2H2 che vengono miscelate con ossigeno O2 per produrre calore dovuto alla rapida ossidazione La reazione per la combustione completa assume la forma di
2C2H2 + 5O2 → 4CO2 + 2H2O + Calore
Questa reazione rappresenta uno stato ideale di combustione, dove è presente ossigeno sufficiente Ma qualsiasi irregolarità nel valore del rapporto ossigeno-acetilene può modificare il carattere della fiamma Una fiamma riducente, o cementante, ha acetilene extra e viene utilizzata, ad esempio, per ricottura o creazione di filetti nella saldatura, deposito di fuliggine e riduzione dell'ossidazione; d'altra parte, una fiamma neutra viene utilizzata per la combustione bilanciata nella saldatura generale, e una fiamma ossidante con ossigeno in eccesso fornisce il calore massimo per il taglio.
Una volta raffinati, l'ossigeno e l'acetilene vengono imballati e messi in sicurezza per sfruttare le massime prestazioni del duo. L'acetilene, ad esempio, è intrinsecamente instabile a pressioni superiori a 15 psi (103 kPa) e deve essere regolato per prevenire la decomposizione non sicura; nonostante ciò, il suo raggio d'azione esplosivo nell'aria è compreso tra 2,5% e 100% e, pertanto, tutti i passaggi possibili richiedono monitoraggio e controllo durante l'applicazione.
Temperatura della fiamma e sua importanza nel taglio
Essendo una pietra sublime nelle arti del taglio e dei processi industriali, la temperatura della fiamma è un indicatore dell'efficienza e della precisione dei processi di taglio industriali Date le proporzioni della miscela 1:1 di ossigeno e acetilene, la fiamma ossi-acetilene raggiunge una temperatura di circa 5.572 °F (3.090 °C) In temperature così elevate, l'acciaio può essere portato rapidamente al suo punto di accensione, per cui il taglio viene eseguito in modo rapido ed efficiente.
Un altro aspetto importante oltre alla temperatura è la natura della fiamma, che può essere neutra, ossidante o riducente, Le prestazioni del taglio e lo stato del prodotto sono soggetti all'influenza della fiamma Normalmente, la fiamma neutra produrrebbe i tagli di migliore qualità poiché il rapporto tra ossigeno e acetilene è bilanciato, mentre la fiamma ossidante causerebbe un'ossidazione eccessiva che potrebbe manifestarsi come difetti superficiali.
Altro aspetto importante: Distribuzione del calore La fiamma concentra il calore in una piccola area tale che il calore si allontana diffondendosi in superficie con stress termico sul materiale circostante, rischiando così deformazioni o danni strutturali, Questo enfatizza anche la scelta della giusta combinazione di combustibile e una corretta calibrazione delle apparecchiature.
Insieme alle moderne tecniche di taglio come i sistemi automatizzati di torcia e i controlli di miscelazione del gas, queste fiamme ad alta temperatura forniscono una precisione eccezionale per una molteplicità di scopi industriali, che si verificano ovunque dalla fabbricazione di disegni quasi artistici alla smussatura di spesse piastre di acciaio La temperatura della fiamma è stata un fattore considerevole per le industrie per coordinare le loro attività anche per lavori di taglio faticosi.
Fattori che influenzano le caratteristiche della fiamma
Diversi fattori chiave influenzano le caratteristiche della fiamma, tra cui la temperatura, il rapporto carburante/ossigeno, la purezza del gas e le condizioni ambientali Comprendere come queste variabili interagiscono è essenziale per ottenere un controllo preciso della fiamma e ottimizzare i processi industriali.
- Rapporto carburante/ossigeno
Il rapporto tra combustibile e ossigeno gioca un ruolo fondamentale nella definizione del comportamento della fiamma Un rapporto equilibrato produce una fiamma neutra, ideale per molte applicazioni industriali Troppo ossigeno crea una fiamma ossidante, che può favorire l'ossidazione dei metalli, mentre il carburante in eccesso si traduce in una fiamma riducente, che può ridurre gli ossidi e ridurre al minimo il ridimensionamento.
- Gas Purezza
La purezza dei gas combustibili, come acetilene, propano o gas naturale, influisce direttamente sulla stabilità della fiamma e sulla potenza termica Le impurità o la qualità incoerente del gas possono portare a temperature fluttuanti e prestazioni di taglio o saldatura irregolari Ad esempio, l'acetilene con un grado di purezza di 99,6% o superiore garantisce una fiamma più calda e coerente rispetto alle alternative di qualità inferiore.
- Temperatura e pressione ambiente
Fattori ambientali come la pressione atmosferica e le caratteristiche della fiamma alterano, ad esempio, altitudini più elevate dove la pressione dell'aria e la densità dell'ossigeno sono regolazioni della temperatura dell'umidità inferiore nelle impostazioni del flusso di ossigeno per mantenere l'efficienza.
- Progettazione e manutenzione degli ugelli
Il design dell'ugello della torcia influenza le dimensioni, la forma e la distribuzione del calore della fiamma. La manutenzione regolare, come la rimozione dei blocchi degli ugelli e la sostituzione dei componenti usurati, garantisce un flusso di gas uniforme e un'emissione di fiamma ottimale.
- Progressi nell'automazione
I moderni sistemi automatizzati consentono regolazioni precise in variabili come il flusso di gas e le impostazioni di combustione Questo livello di controllo non solo migliora la ripetibilità ma migliora anche l'efficienza energetica Ad esempio, le macchine automatizzate per il taglio ossitaglio possono mettere a punto la fiamma per adattarla allo spessore del materiale in lavorazione, riducendo gli sprechi e aumentando la produttività.
Tenendo conto di questi fattori, produttori e operatori possono mettere a punto le caratteristiche della fiamma per soddisfare i requisiti esatti dei loro compiti, garantendo efficienza, sicurezza e risultati di alta qualità.
Processo di taglio con ossitaglio

Nel taglio a fiamma ossitaglio, il metallo solido viene riscaldato con una fiamma fino alla temperatura di accensione e viene quindi utilizzato un getto di ossigeno puro per ossidarsi e tagliare il materiale La tecnica di taglio ossitaglio funziona bene principalmente su metalli ferrosi come l'acciaio poiché sono in grado di metodi di ossidazione economici Dopo che il metallo è stato preriscaldato, la fiamma viene alimentata da un gas combustibile, come acetilene, propano o gas naturale e ossigeno All'incirca alla temperatura di accensione, un forte getto di ossigeno viene scaricato contro il pezzo e, in un istante, si ossida e taglia Questa tecnica è un metodo versatile e veloce per tagliare accuratamente metalli spessi.
Componenti del sistema di taglio Oxy-Fuel
I componenti di un sistema di ossitaglio includono cilindri, regolatori, tubi flessibili, torcia e valvole di sicurezza.
| Punto chiave | Dettagli |
|---|---|
|
Cilindri |
Stoccaggio di ossigeno e gas combustibile |
|
Regolatori |
Controllare la pressione del gas |
|
Tubi flessibili |
Trasportare i gas alla torcia |
|
Torcia |
Mescolare e accendere i gas |
|
Valvole |
Garantire sicurezza e controllo del flusso |
Scegliere il giusto suggerimento di taglio
La selezione della punta di taglio per l'ossitaglio deve essere effettuata con cura per ottenere le massime prestazioni e ottenere tagli effettivi da un sistema di ossitaglio Diversi fattori influenzano la scelta di una punta di taglio: tipo e spessore del materiale da tagliare, tipo di gas combustibile utilizzato e qualità del taglio desiderato Le punte di taglio sono prodotte per avere dimensioni variabili degli orifizi e configurazioni ottimizzate dipendenti dalla portata di fiamma e ossigeno.
Ad esempio, le punte con orifizio piccolo che forniscono una fiamma relativamente stretta ma concentrata vengono generalmente utilizzate per metalli più sottili perché tali produttori assottigliano troppo la fiamma e si verifica la combustione del materiale o dei rifiuti. Le punte con orifizio grande dovrebbero essere utilizzate per materiali più spessi poiché il loro flusso di ossigeno consente tagli più profondi e puliti. I grafici delle punte standard del settore personalizzati per ciascuna applicazione sono solitamente forniti dai produttori; questi grafici includono informazioni per impostare la dimensione della punta, la velocità di taglio, le pressioni del gas e i preriscaldamenti richiesti per la fiamma, fornendo all'operatore informazioni per eseguire i tagli in modo efficiente e accurato.
Altri vantaggi includono la punta corretta essendo più efficiente nel consumo di gas e meno pericolosa in termini di ritorni di fiamma o disturbi della fiamma Pulizia regolare delle punte e controlli per l'usura formano una parte importante di una buona manutenzione della punta e garantirà le prestazioni costanti delle operazioni di taglio Quando si scelgono le punte, si dovrebbe prendere nota del tipo di punta compatibile con il modello di torcia utilizzato e se il materiale della punta è adeguato per una lunga esposizione ad un ambiente ad alta temperatura.
Tecnica di taglio Oxy-Fuel passo passo
1. Preparare l'attrezzatura
Assicurati che tutta la tua attrezzatura sia in buone condizioni di funzionamento Dai alla tua torcia, ai tubi flessibili e ai regolatori la possibilità di ribaltare per eventuali segni di danneggiamento o usura Assicurati che le bombole di ossigeno e gas combustibile siano saldamente fissate e che i livelli di pressione siano adatti alle operazioni.
2. regolare la pressione del gas
Regola la pressione dell'ossigeno e del gas combustibile sui rispettivi regolatori in base alle specifiche esatte in base alla torcia e alla punta di taglio. Ad esempio, la pressione dell'ossigeno è normalmente più elevata (20-40 psi per il taglio) rispetto alla pressione del gas combustibile (5-10 psi per l'acetilene, a seconda dell'uso effettivo).
3. Accendere la torcia
Aprire leggermente la valvola del gas combustibile e utilizzare un accendino per accendere il gas Quindi aprire lentamente la valvola dell'ossigeno per formare una fiamma neutra Una fiamma neutra avrà un cono interno nettamente definito ed è necessaria per un buon taglio.
4. preriscaldare il materiale
Posizionare la torcia di taglio nel punto iniziale del materiale Tenere la fiamma ferma per preriscaldare l'area ad un colore rosso brillante indicando che è pronta per il taglio Preriscaldare per assicurarsi di un taglio pulito.
5. aprire la valvola dell'ossigeno di taglio
Una volta che il materiale è caldo, rilasciare un flusso di ossigeno altamente pressurizzato premendo la leva di ossigeno di taglio Tenere la torcia in modo costante e spostarla lentamente lungo la linea del taglio, mantenendo la fiamma in linea con il materiale.
6. guarda la velocità di taglio
Sintonizzare la velocità di taglio per adattarla allo spessore del materiale e alla qualità desiderata. Ad esempio, piastre di acciaio fino a 1/2 di spessore vengono tagliate più lentamente e il materiale più sottile ha una velocità di taglio più rapida.
7. Pulire il Kerf
Al termine del taglio, controllare il kerf (lo spazio creato dal taglio) per assicurarsi che sia pulito e privo di scorie Troppe scorie potrebbero mostrare impostazioni improprie o potrebbero significare che è necessario regolare la tecnica.
8. Spegnere in sicurezza
Per spegnere la torcia, chiudere prima la valvola del gas combustibile, poi la valvola dell'ossigeno Chiudere correttamente le valvole delle bombole e rilasciare l'eventuale pressione rimanente nel sistema Ispezionare l'attrezzatura per usura e pulire se necessario.
Con questi passaggi dettagliati, è possibile garantire precisione, sicurezza ed efficienza all'ossitaglio attraverso le applicazioni.
Fattori che influiscono sull'efficienza di taglio
1. tipo di materiale
L'efficienza di taglio dipende in gran parte dalla composizione e dallo spessore del materiale. I metalli più morbidi e i materiali meno spessi sono più facili da tagliare rispetto a quelli duri o spessi.
2. Impostazioni della torcia
I corretti rapporti di carburante e ossigeno rendono il taglio pulito ed efficiente Qualsiasi deviazione da questo può andare a produrre tagli con bordi troppo frastagliati o scorie eccessive.
3. Condizione dell'ugello
Per la precisione è preferibile un ugello pulito e non danneggiato Se un ugello è intasato o danneggiato, il flusso di gas verrà ostruito, ostacolando l'efficienza di taglio.
4. Tecnica dell'operatore
Le prestazioni dipendono da una buona tecnica: velocità costante, buon angolo di torcia, movimento costante Le cattive pratiche implicheranno tagli imprecisi, non buoni.
5. Qualità del gas e portata
Un buon taglio ha bisogno di un buon gas e un buon gas ha bisogno che la sua portata sia adeguata. Qualsiasi contaminazione o flusso di gas inadeguato non lo lascerà passare senza intoppi.
L'efficienza e la qualità nell'ossitaglio possono essere migliorate tenendo conto di questi fattori.
Rapporti ossigeno e gas combustibile
Il giusto rapporto ossigeno e gas combustibile è un atto di bilanciamento che si traduce nel raggiungimento di prestazioni di taglio ottimali durante il processo di ossitaglio La fiamma deve bruciare in modo efficiente per fornire il calore dello schermo necessario per il taglio Di solito, una fiamma neutra viene colpita per la maggior parte delle operazioni: questa è la fiamma generata quando ossigeno e gas combustibile sono combinati nei giusti rapporti.
Ad esempio, l'acetilene, essendo uno dei gas combustibili più utilizzati, ha un rapporto ossigeno-acetilene di circa 1,2:1 per la produzione di fiamma neutra Ciò significa che strettamente per ogni unità di acetilene, dovrebbero essere fornite 1,2 unità di ossigeno I rapporti cambieranno per determinate applicazioni, i tipi di gas e le apparecchiature utilizzate Propano e gas naturale, che sono anche più comunemente usati, possono vedere soprattutto rapporti diversi superiori a quelli richiesti per l'acetilene, da 4:1 a 5:1.
Il solo mantenimento del rapporto corretto ridurrà la formazione di fuliggine, la combustione incompleta e garantirà tagli puliti e tagli netti Ripetere la calibrazione dell'apparecchiatura e osservare quelle portate di gas manterrà quei rapporti proprio dove si desidera, lavorando in modo efficiente e sprecando poco I suggerimenti del produttore dovrebbero sempre essere esaminati per le configurazioni specifiche del rapporto che meglio si adatterebbero ai particolari lavori di taglio a portata di mano e alle rispettive proprietà del materiale.
Spessore e Tipologia Materiale
Lo spessore e il tipo di materiale utilizzato durante i processi di taglio a fiamma sono due fattori tendenti a influenzare l'efficienza del processo di taglio e, di conseguenza, la qualità del taglio Ciò significa anche che il taglio di materiali sottili, come lamiere di spessore inferiore a 6 mm, richiede un'intensità di fiamma molto bassa e un rapporto esatto dei gas per prevenire deformazioni e zone eccessivamente colpite dal calore Con il taglio di materiali più spessi, come piastre di acciaio di peso superiore a 20 mm, le portate di gas dovranno essere più elevate, con una maggiore pressione di ossigeno utilizzando torce speciali adatte per applicazioni pesanti.
Metalli diversi reagiranno in modo diverso al processo di taglio Ad esempio, l'acciaio a basso tenore di carbonio è preferito con il taglio ossitaglio perché ha composizioni e punti di fusione abbastanza prevedibili; tuttavia, con tipi di materiali come acciaio inossidabile e alluminio in cui lo strato di ossido e le proprietà di riflessione interferiscono con i processi, di solito dipende indirettamente dalla tecnica. L'acciaio inossidabile è spesso il miglior taglio al plasma o al laser e l'alluminio può richiedere ulteriori modifiche per prevenire distorsioni termiche.
Come risultato dello sviluppo di nuovi metodi di taglio, i materiali e gli spessori che possono essere lavorati in modo fattibile sono diventati molto più numerosi L'utensile da taglio ha impostazioni automatizzate per un taglio preciso e ripetibile secondo una determinata specifica di attività Per scopi industriali, i grafici di riferimento del materiale recanti raccomandazioni specifiche di impostazioni di pressione e velocità di taglio garantiranno che un processo di taglio sia ottimizzato per il materiale da tagliare Per garantire i migliori risultati, è essenziale assicurarsi che la macchina da taglio sia compatibile con le specifiche del materiale.
Condizioni ambientali e loro impatto
I processi di taglio presentano un insieme diverso e unico di variabili che possono influire sulla loro efficienza e precisione Temperatura, umidità e flusso d'aria sono forse gli elementi più efficaci che smontano le prestazioni dell'attrezzatura di smontaggio e il comportamento del materiale Un'atmosfera umida può introdurre umidità nell'ambiente di taglio e questo tipo di ambiente può provocare ossidazione o corrosione per determinati materiali, principalmente metalli La qualità del taglio è ostacolata in queste condizioni e sorgono problemi nel mantenere le attrezzature di lavorazione per l'ambiente di qualità.
I cambiamenti di temperatura influenzano il taglio in altri modi A temperature molto basse, i metalli diventeranno fragili e, a temperature più elevate, perderanno resistenza e diventeranno suscettibili alla deformazione termica Tutti questi cambiamenti nelle proprietà del materiale influenzano la precisione del taglio e richiedono agli operatori di alterare le loro impostazioni operative sia per compensare l'espansione o la contrazione del materiale.
Le correnti d'aria, che concettualmente abbracciano una corretta ventilazione e direzione del vento, sono ugualmente importanti per la gestione del calore e dei residui nei vari processi di taglio Un'adeguata ventilazione rimuove il particolato e i gas prodotti dal taglio, garantendo così sicurezza e mantenendo una visione libera del taglio insieme a un grado di precisione assicurato.
È saggio monitorare e aggirare questi parametri ambientali per ottenere le massime prestazioni La ricerca ha dimostrato che mantenere l'ambiente di lavoro regolato tra 60-75 °F e mantenere l'umidità relativa a 40-50% può aiutare a ridurre al minimo gli effetti negativi di queste variabili esterne Una volta mantenuti, i controllori ambientali come deumidificatori o involucri con controlli dell'umidità possono aiutare a mantenere questi parametri, migliorando in definitiva l'output e la qualità dell'operazione di taglio.
Precauzioni di sicurezza nel taglio con ossitaglio

Le precauzioni di sicurezza nell'ossitaglio includono l'uso di dispositivi di protezione, l'ispezione delle apparecchiature e l'evitare materiali infiammabili.
| Punto chiave | Dettagli |
|---|---|
|
Ingranaggio |
Indossare indumenti protettivi |
|
Ispezione |
Controllare i cilindri e i danni alla torcia |
|
Valvole |
Utilizzare gli arresti flashback |
|
Infiammabile |
Evitare di tagliare vicino a oggetti infiammabili |
|
Trasporto |
Cilindri sicuri durante il trasporto |
Dispositivi di protezione individuale (DPI)
I dispositivi di protezione individuale (DPI) sono fondamentali per garantire la sicurezza dei lavoratori coinvolti nelle operazioni di ossitaglio Il processo genera temperature, scintille e fumi elevati, che possono comportare rischi significativi se non vengono prese precauzioni adeguate. Gli elementi chiave dei DPI includono:
- Saldatura Caschi e Occhiali: La protezione degli occhi è essenziale per proteggere dalla luce intensa, dalle radiazioni ultraviolette (UV) e dai detriti volanti. Si consigliano occhiali o caschi per saldatura con lenti con una gamma di tonalità adatta al taglio con ossitaglio (tipicamente tonalità 4-6) secondo gli standard ANSI Z87.1.
- Abbigliamento resistente alla fiamma: Gli operatori devono indossare indumenti resistenti alla fiamma realizzati con materiali come cotone trattato o pelle per evitare ustioni dovute a scintille e schizzi di metallo fuso. Gli indumenti larghi dovrebbero essere evitati per ridurre al minimo i rischi di incendio.
- Protezione Respiratoria: L'ossitaglio produce fumi che possono contenere sostanze nocive come monossido di carbonio o ossidi metallici, a seconda del materiale da tagliare e della ventilazione dello spazio di lavoro, potrebbero essere necessari respiratori conformi agli standard approvati dal NIOSH per proteggere dall'inalazione di particelle pericolose.
- Guanti termoresistenti: Guanti spessi e resistenti al calore sono essenziali per proteggere le mani degli operatori dall'esposizione al calore estremo e dalle ustioni accidentali causate da materiali fusi.
- Stivali con punta in acciaio: La protezione del piede è fondamentale per proteggersi da oggetti pesanti che cadono e gocce di metallo fuso Gli stivali dovrebbero anche essere dotati di suole resistenti al calore per resistere al contatto con superfici calde.
- Protezione dell'udito: Le operazioni di taglio con ossitaglio possono generare livelli di rumore significativi, in particolare se abbinate ad apparecchiature aggiuntive come smerigliatrici o trapani. I tappi per le orecchie o le cuffie conformi alle linee guida sull'esposizione al rumore OSHA aiutano a ridurre il rischio di danni all'udito.
Integrando questi componenti essenziali dei DPI nelle operazioni quotidiane, i lavoratori riducono al minimo i potenziali pericoli e creano un ambiente di lavoro più sicuro Una formazione adeguata sull'uso e la manutenzione di queste misure di protezione migliora ulteriormente la sicurezza e l'efficienza operativa Garantire il rispetto degli standard normativi di sicurezza non solo protegge il personale ma rafforza anche la produttività e il morale sul posto di lavoro.
Misure di sicurezza antincendio
Con le misure di sicurezza antincendio, guardo le cose da un punto di vista di prevenzione, mitigando tutti i possibili rischi e preparandomi alle emergenze. Ciò include mantenere le uscite libere, ispezionare gli estintori a intervalli regolari, ripararli di tanto in tanto ed eseguire regolarmente esercitazioni antincendio per ricordare e preparare tutti alle emergenze. Comprende anche istruire le persone su come gestire e rispondere agli incendi e sull'uso corretto delle attrezzature per garantire la sicurezza e la prontezza di tutti.
Movimentazione e manutenzione adeguate delle attrezzature
Ogni volta che si maneggia o si lavora con qualsiasi strumento, bisogna rendersi conto che la sicurezza e l'efficienza sono fondamentali Quindi, mi assicuro di seguire sempre le istruzioni dei produttori per il funzionamento dell'apparecchiatura Voglio dire, sto controllando regolarmente per trovare guasti che potrebbero verificarsi e affrontarli presto In questo modo, contrasto le situazioni che porterebbero l'apparecchiatura a malfunzionamento, che crea un luogo che potrebbe essere pericoloso per tutti.
Confronto del taglio con ossitaglio con metodi alternativi

Il taglio con ossitaglio è ampiamente utilizzato per la sua capacità di tagliare in modo efficiente acciaio spesso e altri metalli ferrosi L'ossigeno e i gas combustibili si combinano per fornire una fiamma con una temperatura molto elevata che è in grado di fondere il materiale Per quanto riguarda i costi, questo è il metodo più economico disponibile; è portatile e perfetto per applicazioni pesanti.
D'altra parte, altri metodi come il taglio al plasma sono più veloci e precisi quando si tratta di tagliare lastre sottili e materiali non ferrosi come l'alluminio Il plasma produce bordi più puliti con meno scorie Il taglio laser è precisione assoluta per chi ha disegni complessi; tuttavia, è costoso da eseguire e necessita di molte più attrezzature.
Ognuno ha i suoi pro e contro, quindi il fattore decisivo dipende dal tipo e dallo spessore del materiale, dal budget e dalle esigenze del progetto. Il taglio con ossitaglio è ancora una delle migliori opzioni per applicazioni pesanti e industriali grazie alla sua semplicità e affidabilità.
Taglio Oxy-Fuel vs. Plasma
Il taglio con ossitaglio è conveniente e ideale per materiali spessi, mentre il taglio al plasma offre velocità, precisione e versatilità superiori.
|
Punto chiave |
Dettagli |
|---|---|
|
Spessore |
Oxy-fuel per materiali spessi |
|
Precisione |
Il plasma è più preciso |
|
Velocità |
Il plasma è più veloce |
|
Costo |
L'ossitaglio è più conveniente |
|
Versatilità |
Il plasma gestisce meglio i materiali sottili |
Taglio Oxy-Fuel vs. Laser
Il taglio con ossitaglio eccelle nell'acciaio spesso e nell'efficienza in termini di costi, mentre il taglio laser offre precisione, velocità e versatilità superiori.
|
Punto chiave |
Dettagli |
|---|---|
|
Spessore |
Oxy-fuel per acciaio spesso |
|
Precisione |
Il taglio laser è superiore |
|
Velocità |
Il laser è più veloce |
|
Costo |
L'ossitaglio è più conveniente |
|
Versatilità |
Il laser è più versatile |
Vantaggi e svantaggi di ciascun metodo
1. Taglio Oxy-Fuel
Vantaggi
- Versatilità: Il taglio con ossitaglio è altamente efficace su una vasta gamma di metalli ferrosi e consente di tagliare materiali più spessi, spesso fino a 24 pollici o più.
- Portabilità: L'apparecchiatura è relativamente leggera e non richiede una fonte di alimentazione esterna, il che la rende ideale per il lavoro sul campo o per località remote.
- Conveniente: L'investimento iniziale e i costi operativi sono inferiori rispetto ai sistemi di taglio al plasma o al laser.
Svantaggi
- Limitato ai metalli ferrosi: Questo metodo non è adatto per il taglio di metalli non ferrosi come alluminio o acciaio inossidabile.
- Velocità più lenta: La velocità di taglio è considerevolmente più lenta rispetto al taglio al plasma e al laser, in particolare su materiali più sottili.
- Zona ad effetto termico (HAZ): L'elevata intensità di calore può portare a una zona più ampia influenzata dal calore, che può compromettere l'integrità del materiale vicino al bordo tagliato.
2. taglio al plasma
Vantaggi
- Versatilità tra i materiali: Il taglio al plasma può gestire efficacemente una varietà di metalli conduttivi, tra cui acciaio, acciaio inossidabile e alluminio.
- Velocità di taglio più veloci: Questo metodo supera il taglio ossitaglio in termini di velocità, soprattutto su materiali più sottili, migliorando la produttività complessiva.
- Precisione: Le frese al plasma producono tagli più puliti con scorie minime, riducendo la necessità di lavori di post-elaborazione.
Svantaggi
- Costo: L'investimento iniziale nelle apparecchiature per il taglio al plasma è maggiore e i costi operativi possono aumentare a causa della necessità di elettricità e componenti di consumo come elettrodi e ugelli.
- Limitazione dello spessore: Sebbene eccezionale per il taglio di materiali sottili e di medio spessore, il taglio al plasma è meno efficace per metalli estremamente spessi rispetto al taglio ossitaglio.
- Dipendenza dalla fonte di energia: Le frese al plasma richiedono un'alimentazione stabile, che ne limita la portabilità rispetto ai sistemi a ossicombustione.
Taglio laser 3.
Vantaggi
- Alta precisione e dettaglio: Il taglio laser eccelle nel raggiungimento di design intricati e tagli precisi, rendendolo ideale per progetti che richiedono tolleranze strette.
- Velocità con Materiali Sottili: Per i metalli più sottili e materiali in fogli, il taglio laser può ottenere una lavorazione molto rapida.
- Minimo Rifiuti: La larghezza stretta del kerf e l'alta precisione riducono notevolmente lo spreco di materiale.
Svantaggi
- Alto Costo: Le macchine da taglio laser hanno un costo iniziale sostanziale, insieme alle spese di manutenzione continua.
- Limitazioni Materiali: Sebbene efficace sulla maggior parte dei tipi di metalli e anche sui non metalli, il taglio laser lotta con materiali estremamente spessi.
- Preoccupazioni per la sicurezza: L'uso dei laser richiede severi controlli di sicurezza per proteggere gli operatori da potenziali pericoli, inclusa l'esposizione a luce ad alta potenza.
Fonti di riferimento
- Temperatura riscaldata e intervallo della barra di rinforzo di taglio ossi-acetilene mediante simulazione ed esperimento
- Autori: Bong-Joo Kim et al.
- Anno di pubblicazione: 2008
- Riassunto: Questo studio indaga la temperatura e l'intervallo riscaldati durante il taglio ossi-acetilene delle barre di rinforzo Impiega sia metodi di simulazione che sperimentali per analizzare gli effetti termici durante il processo di taglio I risultati indicano che la distribuzione della temperatura è fondamentale per ottimizzare l'efficienza e la qualità del taglio.
- Metodologia: la ricerca ha utilizzato tecniche di simulazione insieme a configurazioni sperimentali per misurare le variazioni di temperatura durante il processo di taglio, fornendo una comprensione completa delle dinamiche termiche coinvolte(Kim et al., 2008, pp. 15).
- Indagine sperimentale e ottimizzazione dei parametri di lavorazione assistita da ossi-acetilene per la lega a base di nichel Inconel 718
- Autori: OG Sonare et al.
- Anno di pubblicazione: 2017
- Riassunto: Questo articolo si concentra sull'ottimizzazione dei parametri di lavorazione per il taglio ossi-acetilene di Inconel 718, una lega a base di nichel Lo studio sottolinea l'importanza del controllo della temperatura nel raggiungimento dei risultati di lavorazione desiderati, come la finitura superficiale e l'usura degli utensili.
- Metodologia: Gli autori hanno condotto una serie di esperimenti per valutare gli effetti di vari parametri di taglio sulle prestazioni del processo ossi-acetilene, analizzando i risultati per identificare impostazioni ottimali per la gestione della temperatura(Sonare et al., 2017, pp. 17).
- Un'indagine sperimentale sui parametri prestazionali della lavorazione a caldo utilizzando la configurazione del gas ossi-acetilene
- Autori: Venkatesh Ganta, D. Chakradhar
- Anno di pubblicazione: 2014
- Riassunto: Questo studio esamina i parametri prestazionali della lavorazione a caldo utilizzando una configurazione a gas ossi-acetilene Sottolinea il ruolo della temperatura nel migliorare l'efficienza della lavorazione e ridurre l'usura degli utensili.
- Metodologia: la ricerca ha coinvolto configurazioni sperimentali per misurare l'impatto della temperatura su vari parametri di lavorazione, fornendo informazioni sui vantaggi delle tecniche di lavorazione a caldo(Ganta e Chakradhar, 2014).
Domande frequenti (FAQ)
Qual è il processo di ossitaglio?
Il processo di ossitaglio prevede l'utilizzo di una torcia che mescola ossigeno e un gas combustibile, tipicamente acetilene, per creare una fiamma ad alta temperatura, questa fiamma viene utilizzata per riscaldare il metallo fino a raggiungere la sua temperatura di accensione, consentendo una tecnica di taglio che perfora efficacemente vari tipi di materiali.
Quali sono le temperature massime della fiamma nel taglio dell'ossigeno?
La temperatura massima della fiamma nel taglio con ossigeno può raggiungere fino a 3.500 gradi Celsius (6.332 gradi Fahrenheit) quando si utilizza una torcia a ossicombustibile Questa elevata temperatura della fiamma è essenziale per un taglio efficace, consentendo alla fiamma di fondere il metallo e produrre un taglio netto.
In che modo il rapporto ossigeno/gas combustibile influisce sulla qualità del taglio?
Il rapporto ossigeno/gas combustibile è fondamentale per ottenere una qualità di taglio ottimale Un rapporto più elevato porta a una fiamma più calda, che può migliorare la velocità e la qualità di taglio Al contrario, un rapporto inferiore può comportare velocità di taglio più lente e un processo di taglio meno efficace, portando potenzialmente alla formazione di scorie sul bordo tagliato.
Quali tipi di gas combustibili possono essere utilizzati nell'ossitaglio?
I gas combustibili comuni utilizzati nell'ossitaglio includono acetilene, propano e gas MAPP. Ogni gas ha proprietà uniche; ad esempio, l'acetilene produce una temperatura di fiamma più elevata rispetto al propano, rendendolo più adatto per determinate applicazioni di taglio.
In che modo il tempo di perforazione influisce sulla tecnica di taglio?
Il tempo di perforazione si riferisce alla durata necessaria per creare un foro iniziale nel metallo prima del taglio. Un tempo di perforazione più breve indica tipicamente una tecnica di taglio più efficiente, che consente perforazioni e tagli più rapidi. Fattori come la temperatura della fiamma e il flusso di ossigeno svolgono un ruolo significativo nel determinare il tempo di perforazione.
Qual è il ruolo del cono interno della fiamma nel taglio ossitaglio?
Il cono interno della fiamma è la parte più calda della fiamma ossitaglio ed è essenziale per un taglio efficace È dove il getto di ossigeno si mescola con il gas combustibile, creando un'area ad alta temperatura che fonde il metallo Per risultati ottimali, il processo di taglio dovrebbe concentrarsi sul mantenimento di questo cono interno nella posizione corretta rispetto al materiale da tagliare.
Il gas naturale può essere utilizzato nell'ossitaglio?
Sì, il gas naturale può essere utilizzato nel taglio ossitaglio, anche se generalmente produce una temperatura della fiamma inferiore rispetto all'acetilene, anche se potrebbe non essere così efficiente per tagliare metalli più spessi, è un combustibile comunemente usato per applicazioni più leggere a causa della sua disponibilità e del suo rapporto costo-efficacia.
Quali sono le precauzioni di sicurezza per l'utilizzo di una bombola di acetilene?
Quando si utilizza una bombola di acetilene, è essenziale seguire le precauzioni di sicurezza come garantire che la bombola sia conservata in posizione verticale, lontano da fonti di calore e in un'area ben ventilata Controllare regolarmente le perdite e garantire che la valvola sulla torcia funzioni correttamente può aiutare a prevenire incidenti durante il processo di taglio.
In che modo l'utilizzo di meno ossigeno influisce sul processo di taglio?
L'utilizzo di meno ossigeno nel processo di taglio può portare a una temperatura della fiamma più bassa, che può comportare velocità di taglio più lente e una perforazione meno efficace del metallo. Può anche aumentare la probabilità di formazione di scorie, incidendo negativamente sulla qualità del taglio. Mantenere le linee corrette di ossigeno e carburante è fondamentale per prestazioni ottimali.

